Das könnte Ihnen auch gefallen
- Samsung CodesDokument14 SeitenSamsung Codesapi-3738581100% (2)
- (the Lean Guidebook Series) Mascitelli, Ronald_ Mascitelli, Ronald-The Lean Design Guidebook _ Everything Your Product Development Team Needs to Slash Manufacturing Cost-Technology Perspectives (2004)Dokument320 Seiten(the Lean Guidebook Series) Mascitelli, Ronald_ Mascitelli, Ronald-The Lean Design Guidebook _ Everything Your Product Development Team Needs to Slash Manufacturing Cost-Technology Perspectives (2004)patilssp100% (1)
- Civ-Su-6001-C - Design of BuildingsDokument37 SeitenCiv-Su-6001-C - Design of BuildingsBolarinwaNoch keine Bewertungen
- LMM - JJS - PPT 5A - Lean Tools & TechniquesDokument165 SeitenLMM - JJS - PPT 5A - Lean Tools & TechniquesAby Reji ChemmathuNoch keine Bewertungen
- MCS-011 Solved Assignment 2015-16 IpDokument12 SeitenMCS-011 Solved Assignment 2015-16 IpJigar NanduNoch keine Bewertungen
- Multivari CHARTSDokument16 SeitenMultivari CHARTSanujkumartyagi9275Noch keine Bewertungen
- Muda, Mura, Muri in The Lean Lexicon ©Dokument3 SeitenMuda, Mura, Muri in The Lean Lexicon ©Michael ThompsonNoch keine Bewertungen
- Cellular ManufacturingDokument25 SeitenCellular ManufacturingApoorv Mathur100% (1)
- The Plan For Every PartDokument7 SeitenThe Plan For Every PartAlpha SamadNoch keine Bewertungen
- Value Stream MappingDokument40 SeitenValue Stream MappingAli Raza AnjumNoch keine Bewertungen
- Performance Measurement For World-Class Manufacturing - A Model For The Italian Automotive IndustryDokument29 SeitenPerformance Measurement For World-Class Manufacturing - A Model For The Italian Automotive IndustryArturo GuevaraNoch keine Bewertungen
- Hi Mix Low VolumeDokument20 SeitenHi Mix Low VolumeKC KiewNoch keine Bewertungen
- 4-Chapter07 Factory PhysicsDokument93 Seiten4-Chapter07 Factory PhysicsDiscord YtNoch keine Bewertungen
- Factory Physics PrinciplesDokument20 SeitenFactory Physics Principlespramit04100% (1)
- Kaizen Case StudyDokument44 SeitenKaizen Case StudyTanmoy ChakrabortyNoch keine Bewertungen
- Kanban SizingDokument102 SeitenKanban Sizingsribalaji22Noch keine Bewertungen
- Lean ManufacturingDokument5 SeitenLean ManufacturingruturrajNoch keine Bewertungen
- Industrial Andon SystemDokument27 SeitenIndustrial Andon SystemKavana K Gowda100% (1)
- 5SDokument67 Seiten5SAnonymous Ln4luWFd100% (3)
- Andon PDFDokument24 SeitenAndon PDFFrilya Andarni Saragih SumbayakNoch keine Bewertungen
- Heijunka 1Dokument15 SeitenHeijunka 1navin.rohilla7564Noch keine Bewertungen
- Handbook of Cellular Manufacturing Systems (1999)Dokument762 SeitenHandbook of Cellular Manufacturing Systems (1999)Sebastián Cáceres GNoch keine Bewertungen
- Extended Model For SMED Application Through GoodDokument9 SeitenExtended Model For SMED Application Through GoodIrshad Ali100% (1)
- World Class Manufacturing MBA Sem IV-Spl. OM PDFDokument157 SeitenWorld Class Manufacturing MBA Sem IV-Spl. OM PDFsumit verma100% (2)
- Spaghetti Diagram PDFDokument4 SeitenSpaghetti Diagram PDFLaila M. ElmougyNoch keine Bewertungen
- Makigami ... and The Art of Systemic Process Improvement: State, Within As Little As One WeekDokument3 SeitenMakigami ... and The Art of Systemic Process Improvement: State, Within As Little As One WeekSagar YadavNoch keine Bewertungen
- Manufacturing Facilities Design & Material Handling: Sixth EditionVon EverandManufacturing Facilities Design & Material Handling: Sixth EditionNoch keine Bewertungen
- Takt Time Vs Cycle TimeDokument6 SeitenTakt Time Vs Cycle TimeMarceta BrankicaNoch keine Bewertungen
- Rolled Throughput Yield (6 Sigma)Dokument8 SeitenRolled Throughput Yield (6 Sigma)Laaiba IshaaqNoch keine Bewertungen
- DFX and DFSS How QFD Integrates ThemDokument7 SeitenDFX and DFSS How QFD Integrates ThemHarshad KhireNoch keine Bewertungen
- Fast Guide To Oee PDFDokument27 SeitenFast Guide To Oee PDFAtakan TunaliNoch keine Bewertungen
- Value Stream Mapping Software A Complete Guide - 2020 EditionVon EverandValue Stream Mapping Software A Complete Guide - 2020 EditionNoch keine Bewertungen
- 400017A C65 Users Manual V5XXDokument61 Seiten400017A C65 Users Manual V5XXwhusada100% (1)
- 7 Slides Cell DesignDokument30 Seiten7 Slides Cell DesignLuis Alberto Lamas LavinNoch keine Bewertungen
- Design For Six Sigma - An OverviewDokument50 SeitenDesign For Six Sigma - An OverviewDiana BlueseaNoch keine Bewertungen
- " Oncept Ustomer": SolutionsDokument1 Seite" Oncept Ustomer": SolutionsJac DNoch keine Bewertungen
- Chapter 3 Work Flow and Batch Processing MNDokument87 SeitenChapter 3 Work Flow and Batch Processing MNSaied Aly Salamah0% (1)
- Process Manager WorkshopDokument58 SeitenProcess Manager WorkshopHamada AhmedNoch keine Bewertungen
- Early Equipment Management (EEM) Continuous Improvement For Projects by Dennis McCarthyDokument299 SeitenEarly Equipment Management (EEM) Continuous Improvement For Projects by Dennis McCarthyRobson LimeiraNoch keine Bewertungen
- KAIZEN Implementation: Small KAIZEN and Large KAIZENDokument29 SeitenKAIZEN Implementation: Small KAIZEN and Large KAIZENMichael ThompsonNoch keine Bewertungen
- Simulation-based Lean Six-Sigma and Design for Six-SigmaVon EverandSimulation-based Lean Six-Sigma and Design for Six-SigmaBewertung: 3 von 5 Sternen3/5 (2)
- PokaYoke Complete PresentationDokument67 SeitenPokaYoke Complete PresentationRoberto LopezNoch keine Bewertungen
- Tact Time StudyDokument10 SeitenTact Time StudyAtul SharmaNoch keine Bewertungen
- Facility Layout - AteneonlineDokument32 SeitenFacility Layout - AteneonlineKashifgee6100% (1)
- Project Report On Maynard Operation Sequence TechniqueDokument9 SeitenProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDNoch keine Bewertungen
- Manufacturing Systems - Schemmer MatrixDokument20 SeitenManufacturing Systems - Schemmer MatrixSwati JaiswalNoch keine Bewertungen
- Visual Factory ConceptDokument2 SeitenVisual Factory Concept91ifthiNoch keine Bewertungen
- Takt Time Cycle Time ThrougputDokument9 SeitenTakt Time Cycle Time ThrougputjiteshthakkarNoch keine Bewertungen
- A Method For TPT ReductionDokument114 SeitenA Method For TPT ReductionEbrahim HanashNoch keine Bewertungen
- Lean Six Sigma CrosswordDokument1 SeiteLean Six Sigma CrosswordexamplecgNoch keine Bewertungen
- The Lean Stack - Part 1Dokument15 SeitenThe Lean Stack - Part 1iNFuT™ - Institute for Future TechnologyNoch keine Bewertungen
- Handbook of Industrial EngineeringDokument24 SeitenHandbook of Industrial EngineeringRanachetan SinghNoch keine Bewertungen
- An Application of SMED Methodology PDFDokument4 SeitenAn Application of SMED Methodology PDFIng Raul OrozcoNoch keine Bewertungen
- The Probalance Mixed Model Line BalancingDokument2 SeitenThe Probalance Mixed Model Line BalancingsagarbolisettiNoch keine Bewertungen
- SMED single minute exchange of die A Complete Guide - 2019 EditionVon EverandSMED single minute exchange of die A Complete Guide - 2019 EditionNoch keine Bewertungen
- The DefinitionDokument9 SeitenThe DefinitionRitesh ChoudharyNoch keine Bewertungen
- Enterprise Dynamics TutorialDokument66 SeitenEnterprise Dynamics TutorialBaracNoch keine Bewertungen
- The Future of ManufacturingDokument52 SeitenThe Future of ManufacturingRoberto PanizzoloNoch keine Bewertungen
- Single-Minute Exchange of Die (SMED) State of Art Literature Review PDFDokument19 SeitenSingle-Minute Exchange of Die (SMED) State of Art Literature Review PDFvoiceofmehmoodNoch keine Bewertungen
- Presented By:: Priyanka LawateDokument24 SeitenPresented By:: Priyanka Lawatepriyankalawate100% (1)
- KAizenDokument12 SeitenKAizenTarun SharmaNoch keine Bewertungen
- A Waste Relationship Model and Center Point Tracking Metric For Lean Manufacturing Systems PDFDokument20 SeitenA Waste Relationship Model and Center Point Tracking Metric For Lean Manufacturing Systems PDFCharlye VasquezNoch keine Bewertungen
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDokument80 SeitenLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarNoch keine Bewertungen
- Ford Production SystemDokument4 SeitenFord Production Systempravit08Noch keine Bewertungen
- Going Beyond LeanDokument7 SeitenGoing Beyond Leanลูกหมู ตัวที่สามNoch keine Bewertungen
- Lean - Standard WorkDokument9 SeitenLean - Standard WorkBalaji SNoch keine Bewertungen
- A Comprehensive Review of Manufacturing Wastes: Toyota Production System Lean PrinciplesDokument11 SeitenA Comprehensive Review of Manufacturing Wastes: Toyota Production System Lean PrinciplesMichael ThompsonNoch keine Bewertungen
- Muda Muri and Mura - Lean Manufacturing WastesDokument7 SeitenMuda Muri and Mura - Lean Manufacturing WastesMichael ThompsonNoch keine Bewertungen
- What Is The Internet of Things (IoT) - TWIDokument11 SeitenWhat Is The Internet of Things (IoT) - TWIMichael ThompsonNoch keine Bewertungen
- What Is Industry 4Dokument5 SeitenWhat Is Industry 4Michael ThompsonNoch keine Bewertungen
- Modified - Industrial Applications of 3D Printing - The Ultimate Guide - AMFGDokument16 SeitenModified - Industrial Applications of 3D Printing - The Ultimate Guide - AMFGMichael ThompsonNoch keine Bewertungen
- Manufacturing Defects of Brass Products and Suggested RemediesDokument18 SeitenManufacturing Defects of Brass Products and Suggested RemediesMichael ThompsonNoch keine Bewertungen
- 31 Core Competencies Explained - Home Browser Title TaglineDokument16 Seiten31 Core Competencies Explained - Home Browser Title TaglineMichael ThompsonNoch keine Bewertungen
- 2nd Building A Problem Solving Culture That LastsDokument7 Seiten2nd Building A Problem Solving Culture That LastsMichael Thompson100% (1)
- Drafting and Design Presentation Standards Manual Volume 1 - Chapter 6: VisualisationDokument15 SeitenDrafting and Design Presentation Standards Manual Volume 1 - Chapter 6: VisualisationMichael ThompsonNoch keine Bewertungen
- Different Approaches To Defining CellsDokument6 SeitenDifferent Approaches To Defining CellsMichael ThompsonNoch keine Bewertungen
- Toyota in The World2008Dokument63 SeitenToyota in The World2008Michael ThompsonNoch keine Bewertungen
- How To Find The NTH Non Blank Cell in ExcelDokument4 SeitenHow To Find The NTH Non Blank Cell in ExcelMichael ThompsonNoch keine Bewertungen
- Cellular ManufacguringDokument83 SeitenCellular ManufacguringMichael ThompsonNoch keine Bewertungen
- Nestle SCM TransformationDokument12 SeitenNestle SCM TransformationMichael Thompson0% (1)
- 22 Principles of Motion EconomyDokument27 Seiten22 Principles of Motion EconomyMichael ThompsonNoch keine Bewertungen
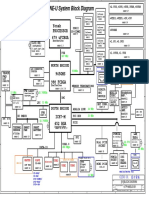
- Clevo M620ne-UDokument34 SeitenClevo M620ne-UHh woo't hoofNoch keine Bewertungen
- Detailed Lesson Plan in Science 5Dokument5 SeitenDetailed Lesson Plan in Science 5hs4fptm82gNoch keine Bewertungen
- 09T030 FinalDokument14 Seiten09T030 FinalKriengsak RuangdechNoch keine Bewertungen
- Cinegy User ManualDokument253 SeitenCinegy User ManualNizamuddin KaziNoch keine Bewertungen
- Republic Act No. 10913 - Anti-Distracted Driving ActDokument4 SeitenRepublic Act No. 10913 - Anti-Distracted Driving Act...Noch keine Bewertungen
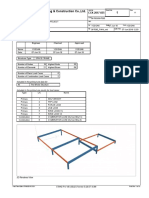
- RCJ&Y - Jubail Industrial City 2: Phase 3 and 4 Sea Water Cooling StationDokument5 SeitenRCJ&Y - Jubail Industrial City 2: Phase 3 and 4 Sea Water Cooling Stationsalman KhanNoch keine Bewertungen
- Alloc 150 DMDokument301 SeitenAlloc 150 DMSheik Mohamed ImranNoch keine Bewertungen
- AN127Dokument32 SeitenAN127piyushpandeyNoch keine Bewertungen
- Chip DielDokument45 SeitenChip DielJUANCANEXTNoch keine Bewertungen
- Stair Pressurization - ALLIED CONSULTANTDokument8 SeitenStair Pressurization - ALLIED CONSULTANTraifaisalNoch keine Bewertungen
- Technical Data For Elevator Buckets - Bucket ElevatorDokument1 SeiteTechnical Data For Elevator Buckets - Bucket ElevatorFitra VertikalNoch keine Bewertungen
- Student Manual of Damped & Un DampedDokument3 SeitenStudent Manual of Damped & Un DampedaqibNoch keine Bewertungen
- Microhydro DirectoryDokument4 SeitenMicrohydro Directoryrabei romulusNoch keine Bewertungen
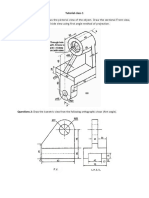
- Tutorial Class 1 Questions 1Dokument2 SeitenTutorial Class 1 Questions 1Bố Quỳnh ChiNoch keine Bewertungen
- Paper AeroplaneDokument19 SeitenPaper Aeroplanejkb SudhakarNoch keine Bewertungen
- Eps Atc 0017 PDFDokument3 SeitenEps Atc 0017 PDFSdreamworksNoch keine Bewertungen
- Compressed Air Treatment EquipmentDokument12 SeitenCompressed Air Treatment EquipmentSAUL OSPINONoch keine Bewertungen
- Forklift Operator Evaluation Form: Operator Behaviors Rating Comments Pre-Use InspectionDokument2 SeitenForklift Operator Evaluation Form: Operator Behaviors Rating Comments Pre-Use InspectionXionNoch keine Bewertungen
- Programmable Safety Systems PSS-Range: Service Tool PSS SW QLD, From Version 4.2 Operating Manual Item No. 19 461Dokument18 SeitenProgrammable Safety Systems PSS-Range: Service Tool PSS SW QLD, From Version 4.2 Operating Manual Item No. 19 461MAICK_ITSNoch keine Bewertungen
- 1450 01 Air Hoists and Trolleys Atlas CopcoDokument12 Seiten1450 01 Air Hoists and Trolleys Atlas Copcomohammed shammiNoch keine Bewertungen
- Deepwater Horizon Accident Investigation Report Appendices ABFGHDokument37 SeitenDeepwater Horizon Accident Investigation Report Appendices ABFGHBren-RNoch keine Bewertungen
- Computer SoftwareDokument3 SeitenComputer SoftwareCyrine CalagosNoch keine Bewertungen
- Longitudinal Section Cross Section of AbutmentDokument1 SeiteLongitudinal Section Cross Section of AbutmentMATHANNoch keine Bewertungen
- (Ebook - Electronics) - Principles of PLL - Tutorial (Kroupa 2000)Dokument66 Seiten(Ebook - Electronics) - Principles of PLL - Tutorial (Kroupa 2000)양종렬Noch keine Bewertungen
- MCB 12V-8A MCB 24V-5A Battery ChargerDokument2 SeitenMCB 12V-8A MCB 24V-5A Battery ChargerJosé Wilton AlvesNoch keine Bewertungen
- ZXComputingDokument100 SeitenZXComputingozzy75Noch keine Bewertungen