Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Aashto Design PavementDokument41 SeitenAashto Design PavementEsprimus DuosNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Vetite Mekanike Te Fibrave Ne BetoneDokument17 SeitenVetite Mekanike Te Fibrave Ne BetoneEsprimus DuosNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Synthetic Fiber Reinforced ConcreteDokument13 SeitenSynthetic Fiber Reinforced ConcreteSahir Abas0% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Fiber Reinforced ConcreteDokument11 SeitenFiber Reinforced ConcreteManoj KumarNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Strengthening of Concrete Beams Using Fiber-Reinforced PlasticsDokument7 SeitenStrengthening of Concrete Beams Using Fiber-Reinforced PlasticsOttawa CanadaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Journal of Ferrocement-Hybrid FRCCDokument11 SeitenJournal of Ferrocement-Hybrid FRCCEsprimus DuosNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Transient Heat ConductionDokument47 SeitenTransient Heat Conductionbaruaole100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Secret of Candela's Umbrellas: September 2015Dokument5 SeitenThe Secret of Candela's Umbrellas: September 2015JCarlos ValadezNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Computational Fluid DynamicsDokument10 SeitenComputational Fluid Dynamicsajeeshg4002100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Design Procedure For Raft FoundationDokument5 SeitenDesign Procedure For Raft FoundationOmkarnath YadavNoch keine Bewertungen
- Hydrodynamics and Aerodynamics - MG - Lec3Dokument24 SeitenHydrodynamics and Aerodynamics - MG - Lec3davididosa40Noch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Confined Mixing of Jet in Closed SpaceDokument14 SeitenConfined Mixing of Jet in Closed Spacepawan sharmaNoch keine Bewertungen
- THERMODYNAMICSDokument3 SeitenTHERMODYNAMICSAngelene Nova MondaresNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Geotechnical Numerical Analysis For Lane Cove TunnelDokument9 SeitenGeotechnical Numerical Analysis For Lane Cove TunnelShahin FalahatiNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Rotating Fatigue PDFDokument2 SeitenRotating Fatigue PDFMia FarhanaNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- ME Handbook Fall2017Dokument37 SeitenME Handbook Fall2017Hammad RazaNoch keine Bewertungen
- Pump Types Guide - Find The Right Pump For The JobDokument6 SeitenPump Types Guide - Find The Right Pump For The JobHana HasimNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Week 07 MS2220 Basic Fluid Mechanics CH 5 Finite Control Volume Analysis Part 2Dokument42 SeitenWeek 07 MS2220 Basic Fluid Mechanics CH 5 Finite Control Volume Analysis Part 2Jessy PatriciaNoch keine Bewertungen
- Springer Ebook List 12245 Feb 2016Dokument2.730 SeitenSpringer Ebook List 12245 Feb 2016mohite24.smNoch keine Bewertungen
- Hooke's Law Notes by Jaff Lawrence AsuiyiDokument4 SeitenHooke's Law Notes by Jaff Lawrence AsuiyiJaff LawrenceNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Hydraulics Unit1Dokument82 SeitenHydraulics Unit1Nawin Kumar100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Norsand: Description, Calibration, Validation and ApplicationsDokument38 SeitenNorsand: Description, Calibration, Validation and ApplicationsmarcosNoch keine Bewertungen
- Mixing & Agitation 2022Dokument83 SeitenMixing & Agitation 2022Rahul PatelNoch keine Bewertungen
- GATE Mechanical Syllabus 2021 With Weightage, Download PDF - Mechanical EnggDokument14 SeitenGATE Mechanical Syllabus 2021 With Weightage, Download PDF - Mechanical EnggRaj KumarNoch keine Bewertungen
- Shear and Moment in BeamsDokument45 SeitenShear and Moment in BeamsErvinTecsonNoch keine Bewertungen
- 30HX 14PDDokument56 Seiten30HX 14PDDaniel TaveiraNoch keine Bewertungen
- Evaporative Condenser: Horizontal High Pressure RecieverDokument1 SeiteEvaporative Condenser: Horizontal High Pressure RecieverNaqqash SajidNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Agitator Design 11 PDF FreeDokument9 SeitenAgitator Design 11 PDF FreeMeisam MomeniNoch keine Bewertungen
- 1-SEVO 1230 Technical Data Sheets - NozzlesDokument2 Seiten1-SEVO 1230 Technical Data Sheets - NozzlesAndres Rodriguez ArevaloNoch keine Bewertungen
- Fuel Oil Pump Calculation 25-04-2017r4Dokument29 SeitenFuel Oil Pump Calculation 25-04-2017r4Ardian20Noch keine Bewertungen
- Periodic Heat Transfer PDFDokument27 SeitenPeriodic Heat Transfer PDFSandeepGuptaNoch keine Bewertungen
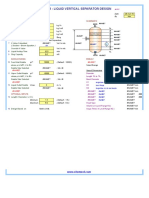
- Vapor Liquid Vertical SeparatorDokument2 SeitenVapor Liquid Vertical SeparatorAlex MinnKoNoch keine Bewertungen
- STAR-CCM+v4.02training Rev3Dokument351 SeitenSTAR-CCM+v4.02training Rev3CvijetinTodorovic100% (1)
- Sloshing Article Final VersionDokument7 SeitenSloshing Article Final VersionDanielGuimarãesCostaNoch keine Bewertungen
- Effect of Chevron Angle and Surface Roughness On Thermal Performance of Single Phase Water Flow in A Plate Heat ExchangerDokument9 SeitenEffect of Chevron Angle and Surface Roughness On Thermal Performance of Single Phase Water Flow in A Plate Heat ExchangerAkash AhmedNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)