Das könnte Ihnen auch gefallen
- Appendix 25 VDA 6 3 Process AuditDokument14 SeitenAppendix 25 VDA 6 3 Process AuditRahul BenkeNoch keine Bewertungen
- Waste Water Treatment Plant Energy Baseline StudyDokument43 SeitenWaste Water Treatment Plant Energy Baseline StudyNatarajan RamakrishnanNoch keine Bewertungen
- Solid WasteDokument429 SeitenSolid WasteCAROLINA URREGONoch keine Bewertungen
- Type XXI SubmarineDokument6 SeitenType XXI SubmarineRodolfo Barbosa Young100% (1)
- Nazi UFO Base in Antarctica RevealedDokument16 SeitenNazi UFO Base in Antarctica RevealedRodolfo Barbosa Young100% (3)
- Going Green - 2 August 2015Dokument16 SeitenGoing Green - 2 August 2015Times Media100% (1)
- Hazop Training GuideDokument9 SeitenHazop Training GuideAdyBorsosNoch keine Bewertungen
- NREL Biomass Gasification MKT Assessment 46190Dokument32 SeitenNREL Biomass Gasification MKT Assessment 46190Siringul Ay100% (1)
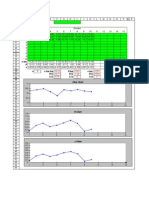
- X-Bar, R and S ChartsDokument3 SeitenX-Bar, R and S ChartsRodolfo Barbosa YoungNoch keine Bewertungen
- 5.7 Hazop V1.0Dokument14 Seiten5.7 Hazop V1.0Ricardo CorreaNoch keine Bewertungen
- A Greener CityDokument7 SeitenA Greener CityEric Adams 2021Noch keine Bewertungen
- Thermal Gasification For Power and FuelsDokument105 SeitenThermal Gasification For Power and FuelsRodolfo Barbosa YoungNoch keine Bewertungen
- Thermal Gasification For Power and FuelsDokument105 SeitenThermal Gasification For Power and FuelsRodolfo Barbosa YoungNoch keine Bewertungen
- Eco-City: A Case Study of Dongton, ChinaDokument14 SeitenEco-City: A Case Study of Dongton, ChinaShashikant Nishant SharmaNoch keine Bewertungen
- Reaching Zero with RenewablesVon EverandReaching Zero with RenewablesNoch keine Bewertungen
- IncinerationDokument35 SeitenIncinerationFrancisco RenteriaNoch keine Bewertungen
- GIZ: Regional Waste-to-Energy CollaborativeDokument47 SeitenGIZ: Regional Waste-to-Energy CollaborativeDetlef LoyNoch keine Bewertungen
- SPD15 Jeff Cooper UkDokument3 SeitenSPD15 Jeff Cooper UkglbforuNoch keine Bewertungen
- Thesis Waste To EnergyDokument8 SeitenThesis Waste To Energymichelethomasreno100% (2)
- En Cop GROWING GREEN Op-Ed Totten and Durbin 02-16-09Dokument3 SeitenEn Cop GROWING GREEN Op-Ed Totten and Durbin 02-16-09Michael P TottenNoch keine Bewertungen
- ALERT Program Promotes Clean Energy ResearchDokument4 SeitenALERT Program Promotes Clean Energy ResearchJohn Henry Lucayon TenorioNoch keine Bewertungen
- Plasco and The: Salinas ValleyDokument4 SeitenPlasco and The: Salinas Valleymero8484Noch keine Bewertungen
- Reducing the Environmental Impact of ConcreteDokument6 SeitenReducing the Environmental Impact of ConcreteradoslavoffNoch keine Bewertungen
- Waste Reduction Energy ProjectDokument9 SeitenWaste Reduction Energy ProjectSherine Menco PedrazaNoch keine Bewertungen
- Business Case 11 17 2021Dokument2 SeitenBusiness Case 11 17 2021Christine LaurencianoNoch keine Bewertungen
- IJECE (2205) 37107 FinalDokument20 SeitenIJECE (2205) 37107 FinalUnknown The ChannelNoch keine Bewertungen
- Abstract: The Contemporary Capitalist Growth-Dependent Economy Infers That Natural Resources Are Without Limit. ThisDokument18 SeitenAbstract: The Contemporary Capitalist Growth-Dependent Economy Infers That Natural Resources Are Without Limit. ThisproprorNoch keine Bewertungen
- Energy Potential of Anaerobically Codigested MSW and Organic Sludge Fractions From A Sewage Treatment PlantDokument14 SeitenEnergy Potential of Anaerobically Codigested MSW and Organic Sludge Fractions From A Sewage Treatment PlantEstácio Tavares Wanderley NetoNoch keine Bewertungen
- Advancing Waste-to-Energy Design and PerformanceDokument14 SeitenAdvancing Waste-to-Energy Design and PerformanceConstantin StanNoch keine Bewertungen
- Case 18 Clean Water Without Sewers PDFDokument3 SeitenCase 18 Clean Water Without Sewers PDFAngel Hilasaca100% (1)
- case-analysis of KAYE CLAIRE L ESTOCONING - BSED SOST 2C DAYDokument6 Seitencase-analysis of KAYE CLAIRE L ESTOCONING - BSED SOST 2C DAYKaye Claire EstoconingNoch keine Bewertungen
- Hoi Why Kong-WordDokument15 SeitenHoi Why Kong-WordAtikah Abu BakarNoch keine Bewertungen
- wE GFDZ GGGDokument3 SeitenwE GFDZ GGGmoonlightskull132Noch keine Bewertungen
- Bacteria in DWDokument9 SeitenBacteria in DWUSMANNoch keine Bewertungen
- Monroy 2000Dokument14 SeitenMonroy 2000Val OsornioNoch keine Bewertungen
- Reducing The Environmental Impact of Concrete: Concrete Can Be Durable and Environmentally FriendlyDokument6 SeitenReducing The Environmental Impact of Concrete: Concrete Can Be Durable and Environmentally FriendlyAniruddha TaraleNoch keine Bewertungen
- Economy Assignment 4Dokument10 SeitenEconomy Assignment 4Dj ParooqNoch keine Bewertungen
- DPWH Central Office, South Harbor, Bonifacio Drive, Port Area, Manila CityDokument5 SeitenDPWH Central Office, South Harbor, Bonifacio Drive, Port Area, Manila CityKhristel PenoliarNoch keine Bewertungen
- ZW Brochure (051823)Dokument39 SeitenZW Brochure (051823)JRVILI. MagnayeNoch keine Bewertungen
- Case StudyDokument5 SeitenCase StudyArnel BandojaNoch keine Bewertungen
- SOLID WASTE Position PaperDokument5 SeitenSOLID WASTE Position PaperVianca Dianne Domingo50% (2)
- Cleaner and Cheaper: Using The Clean Air Act To Sharply Reduce Carbon Pollution From Existing Power PlantsDokument5 SeitenCleaner and Cheaper: Using The Clean Air Act To Sharply Reduce Carbon Pollution From Existing Power Plantsanon_562564910Noch keine Bewertungen
- Jtodd Theoretical Foundation Eco Design PDFDokument11 SeitenJtodd Theoretical Foundation Eco Design PDFgrundumNoch keine Bewertungen
- Problem Statement - Team 3 Final Draft 1Dokument10 SeitenProblem Statement - Team 3 Final Draft 1api-652238966Noch keine Bewertungen
- Auckland Waste Management and Minimisation PlanDokument88 SeitenAuckland Waste Management and Minimisation PlanGeorge WoodNoch keine Bewertungen
- Technologies That Mitigate The Effects of Climate Change: 1. Solar Panels and Wind TurbinesDokument4 SeitenTechnologies That Mitigate The Effects of Climate Change: 1. Solar Panels and Wind TurbinesLiza LangubNoch keine Bewertungen
- Wastewater Treatment Thesis TopicsDokument4 SeitenWastewater Treatment Thesis Topicsshannongutierrezcorpuschristi100% (2)
- Dual Flush Toilet RIA Saves 700M LitresDokument8 SeitenDual Flush Toilet RIA Saves 700M LitresJulianna BakerNoch keine Bewertungen
- DocumentDokument19 SeitenDocumentwaqasNoch keine Bewertungen
- Implementation of Effective Pollution Control by Food ProcessorsDokument8 SeitenImplementation of Effective Pollution Control by Food ProcessorsSatSinghNoch keine Bewertungen
- Captura de Biogas en Rs Las Rosas-Zamonsky-UruguayDokument8 SeitenCaptura de Biogas en Rs Las Rosas-Zamonsky-UruguayRodrigo GuevaraNoch keine Bewertungen
- EconoDokument8 SeitenEconoSanaullah BalochNoch keine Bewertungen
- Green Economy?: Campaigner's ManualDokument18 SeitenGreen Economy?: Campaigner's ManualGianella MatamorosNoch keine Bewertungen
- Group 6 PV PumpDokument12 SeitenGroup 6 PV PumpSeble GetachewNoch keine Bewertungen
- Is Eco Friendly AffordableDokument1 SeiteIs Eco Friendly AffordableNatureConservationClubNoch keine Bewertungen
- 1 s2.0 S2667095X22000198 MainDokument24 Seiten1 s2.0 S2667095X22000198 MainAndres NietoNoch keine Bewertungen
- Totten GreenATP: Green Apps and Tipping Points UCLA Anderson Business School 06-09-11Dokument152 SeitenTotten GreenATP: Green Apps and Tipping Points UCLA Anderson Business School 06-09-11Michael P TottenNoch keine Bewertungen
- Energy Balance WtoeDokument3 SeitenEnergy Balance WtoeRodolfo Barbosa YoungNoch keine Bewertungen
- Feasibility of Energy Recovery from Dar es Salaam Municipal Solid WasteDokument12 SeitenFeasibility of Energy Recovery from Dar es Salaam Municipal Solid WasteHamiduNoch keine Bewertungen
- Athens2017 Hidalgo Juaristi Martin Marroquin CoronaDokument12 SeitenAthens2017 Hidalgo Juaristi Martin Marroquin CoronaAditya SharmaNoch keine Bewertungen
- The Urja Watch December 2009Dokument20 SeitenThe Urja Watch December 2009Ravi ShankarNoch keine Bewertungen
- ReportDokument120 SeitenReportpran1234Noch keine Bewertungen
- SUSTAINABLE ARCHITECTURE PRINCIPLES AND CARBON FOOTPRINTDokument10 SeitenSUSTAINABLE ARCHITECTURE PRINCIPLES AND CARBON FOOTPRINTakshit guptaNoch keine Bewertungen
- Country Paper: Philippines: Part 2Dokument6 SeitenCountry Paper: Philippines: Part 2ADBI EventsNoch keine Bewertungen
- WteDokument2 SeitenWteMarie Rose MagoNoch keine Bewertungen
- Aquilini Renewable Energy Inc.Dokument3 SeitenAquilini Renewable Energy Inc.lpulian100% (2)
- DesalinationFNU41 RevisedDokument16 SeitenDesalinationFNU41 RevisedAritra Ravenor JanaNoch keine Bewertungen
- Green Power: Inclusion of LFG in Green Power Products and Green Pricing ProgramsDokument4 SeitenGreen Power: Inclusion of LFG in Green Power Products and Green Pricing ProgramsNur HaniyahNoch keine Bewertungen
- Histogram From Raw Data: FrequencyDokument2 SeitenHistogram From Raw Data: FrequencyRodolfo Barbosa YoungNoch keine Bewertungen
- Chi Square TestsDokument3 SeitenChi Square TestsRodolfo Barbosa YoungNoch keine Bewertungen
- Copia de Turtle Diagram Blank FormDokument1 SeiteCopia de Turtle Diagram Blank FormRodolfo Barbosa YoungNoch keine Bewertungen
- Process AuditDokument2 SeitenProcess Auditrodolfo barbosaNoch keine Bewertungen
- Energy Balance WtoeDokument3 SeitenEnergy Balance WtoeRodolfo Barbosa YoungNoch keine Bewertungen
- 2011 GTC Waste To EnergyDokument14 Seiten2011 GTC Waste To Energyjmpbarros100% (1)
- Gage Repeatability and Reproducibility Data Sheet (Long Method)Dokument3 SeitenGage Repeatability and Reproducibility Data Sheet (Long Method)Rodolfo Barbosa YoungNoch keine Bewertungen
- Analizador de RiesgoDokument25 SeitenAnalizador de RiesgoRodolfo Barbosa YoungNoch keine Bewertungen
- Gasification Activities in Finland 2009Dokument18 SeitenGasification Activities in Finland 2009Rodolfo Barbosa YoungNoch keine Bewertungen
- Siemens Fuel GasifierDokument10 SeitenSiemens Fuel GasifierRodolfo Barbosa YoungNoch keine Bewertungen
- Manual RiskAnalyzerDokument27 SeitenManual RiskAnalyzerRodolfo Barbosa YoungNoch keine Bewertungen
- Manual-: Sustainable Energy Solutions To Reduce Poverty in South AsiaDokument3 SeitenManual-: Sustainable Energy Solutions To Reduce Poverty in South AsiaRodolfo Barbosa YoungNoch keine Bewertungen
- Plasco Conversion SystemDokument12 SeitenPlasco Conversion SystemRodolfo Barbosa YoungNoch keine Bewertungen
- Clean Heat and Power Using Biomass Gasification For Industrial and Agricultural Projects Roos Feb 2010Dokument66 SeitenClean Heat and Power Using Biomass Gasification For Industrial and Agricultural Projects Roos Feb 2010vagueNoch keine Bewertungen
- GBH Sefico PowerpointDokument28 SeitenGBH Sefico PowerpointRodolfo Barbosa Young100% (1)
- Plasco Presentacion ArgentinaDokument48 SeitenPlasco Presentacion ArgentinaRodolfo Barbosa YoungNoch keine Bewertungen
- Biosphere PLANTDokument37 SeitenBiosphere PLANTRodolfo Barbosa YoungNoch keine Bewertungen
- Sec Energia Manual BiomasaDokument19 SeitenSec Energia Manual BiomasaRodolfo Barbosa YoungNoch keine Bewertungen
- Wtoe AustraliaDokument65 SeitenWtoe AustraliaRodolfo Barbosa YoungNoch keine Bewertungen
- Waste To EnergyDokument5 SeitenWaste To EnergyRodolfo Barbosa YoungNoch keine Bewertungen
- Incineration FS CostsDokument3 SeitenIncineration FS CostsRodolfo Barbosa YoungNoch keine Bewertungen