Das könnte Ihnen auch gefallen
- WerkzeuginformationDokument4 SeitenWerkzeuginformationsirpetyNoch keine Bewertungen
- Bom 30Dokument34 SeitenBom 30Mamoune DassouliNoch keine Bewertungen
- CD 102 Englisch AltDokument43 SeitenCD 102 Englisch Altremote1 onlineNoch keine Bewertungen
- Meister FormerDokument13 SeitenMeister FormerSandor csikosNoch keine Bewertungen
- Ts40 OperateDokument29 SeitenTs40 OperateВиталий ЗаецNoch keine Bewertungen
- P15757 GlobalDokument21 SeitenP15757 GlobalHoracio MNoch keine Bewertungen
- Centrovaci HrbolcekDokument6 SeitenCentrovaci HrbolcekPeter BachnaNoch keine Bewertungen
- Tarea KC1.1Dokument31 SeitenTarea KC1.1Maria MontesNoch keine Bewertungen
- Scheppach Hms - 2600ci USer ManualDokument88 SeitenScheppach Hms - 2600ci USer ManualStuart PenningNoch keine Bewertungen
- Marktübersicht KantenanleimmaschinenDokument5 SeitenMarktübersicht KantenanleimmaschinenliwenmaoNoch keine Bewertungen
- Extro Stripper ManualDokument24 SeitenExtro Stripper ManualFloorkitNoch keine Bewertungen
- Loesung Drehen 2008Dokument5 SeitenLoesung Drehen 2008bloodyangelhlNoch keine Bewertungen
- KR06 09Dokument17 SeitenKR06 09Peter MateNoch keine Bewertungen
- DURO Stripper ManualDokument24 SeitenDURO Stripper ManualFloorkitNoch keine Bewertungen
- TRUMPF - Anleitung - Düsenwechsler - TruLaser 3030 (L20)Dokument20 SeitenTRUMPF - Anleitung - Düsenwechsler - TruLaser 3030 (L20)Roman JambrekNoch keine Bewertungen
- Instruction Sheet: Ergocrimp Matrize PN 539 954-2Dokument11 SeitenInstruction Sheet: Ergocrimp Matrize PN 539 954-2sarabxxxNoch keine Bewertungen
- Amann Ermittlung NaehfadenbedarfDokument16 SeitenAmann Ermittlung Naehfadenbedarfnamedo9531Noch keine Bewertungen
- Bof 1400eDokument44 SeitenBof 1400ebmnickbmNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Fräsen)Dokument6 SeitenLösung Für Die CNC Übung 1 (Fräsen)Trung Quoc LeNoch keine Bewertungen
- Manual DLE50Dokument208 SeitenManual DLE50alelicuNoch keine Bewertungen
- Projekt TPPDokument73 SeitenProjekt TPPLiklinNoch keine Bewertungen
- Contec CT 320 Instruction Manual 2Dokument28 SeitenContec CT 320 Instruction Manual 2renatoNoch keine Bewertungen
- Bauer - Bandsäge - S 320, S 320 L, S 350Dokument25 SeitenBauer - Bandsäge - S 320, S 320 L, S 350igorsfaceNoch keine Bewertungen
- DLE150 ManualDokument328 SeitenDLE150 ManualThomas OtteNoch keine Bewertungen
- Turbo Stripper ManualDokument24 SeitenTurbo Stripper ManualFloorkitNoch keine Bewertungen
- Aufgaben SchnellspannerDokument3 SeitenAufgaben SchnellspannerBewerter 2.0Noch keine Bewertungen
- Kapex GuideDokument138 SeitenKapex GuideRoland BeavenNoch keine Bewertungen
- Lösung Für Die CNC Übung 1 (Drehen)Dokument5 SeitenLösung Für Die CNC Übung 1 (Drehen)Antonio MesaNoch keine Bewertungen
- Deu-10 PPW Iw-Katalog Airtools PDFDokument144 SeitenDeu-10 PPW Iw-Katalog Airtools PDFannedierNoch keine Bewertungen
- 80 T 34 3050Dokument11 Seiten80 T 34 3050wydowaerdt100% (1)
- Kity 2636 Planer Thicknesser Instruction ManualDokument36 SeitenKity 2636 Planer Thicknesser Instruction ManualGurkan12Noch keine Bewertungen
- Strung EinhelDokument48 SeitenStrung EinhelvalytenNoch keine Bewertungen
- MMB Mini Tachometer 48mm ManualDokument9 SeitenMMB Mini Tachometer 48mm ManualnutterflhNoch keine Bewertungen
- Prospekt Profili Za Rukohvate Za Unutrasnje UredjenjeDokument8 SeitenProspekt Profili Za Rukohvate Za Unutrasnje UredjenjeCallany AnycallNoch keine Bewertungen
- 11 WAGO Smart Printer Anleitung Schneideeinheit V2 27.04.2020Dokument6 Seiten11 WAGO Smart Printer Anleitung Schneideeinheit V2 27.04.2020Vegard SømliøyNoch keine Bewertungen
- CNC TestfragenDokument5 SeitenCNC TestfragenGuilherme SouzaNoch keine Bewertungen
- TP III CNC AufgabenDokument25 SeitenTP III CNC AufgabenNedret BajramovicNoch keine Bewertungen
- Injection MoldingDokument11 SeitenInjection MoldingGanesan TNoch keine Bewertungen
- Auspuffbau V1Dokument24 SeitenAuspuffbau V1propshaft69Noch keine Bewertungen
- SiebdruckseminarDokument12 SeitenSiebdruckseminardsdidsNoch keine Bewertungen
- Westfalia BedienungsanleitungDokument3 SeitenWestfalia BedienungsanleitungswertghNoch keine Bewertungen
- Maktec D PDFDokument16 SeitenMaktec D PDFannedierNoch keine Bewertungen
- deDokument16 Seitendet_sebi20039559Noch keine Bewertungen
- FräsenDokument6 SeitenFräsenRimeNoch keine Bewertungen
- Invierno 2015-3963Dokument13 SeitenInvierno 2015-3963Smartman SmarterNoch keine Bewertungen
- Holzkraft MM FjSo 2013 WEBDokument16 SeitenHolzkraft MM FjSo 2013 WEBReinhard EhrlichNoch keine Bewertungen
- Drill BoxDokument20 SeitenDrill BoxDominik BichlNoch keine Bewertungen
- AA-0328 Schälwiderstand Von Klebebändern 2021-10Dokument20 SeitenAA-0328 Schälwiderstand Von Klebebändern 2021-10Jung Hwa Cho100% (1)
- Secabo CIIDokument12 SeitenSecabo CIISamo TvojNoch keine Bewertungen
- CNC Compact 5Dokument35 SeitenCNC Compact 5Hasina RakotoarinelinaNoch keine Bewertungen
- Datenblatt L4050 01Dokument37 SeitenDatenblatt L4050 01Reape DobleacheNoch keine Bewertungen
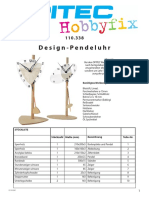
- Design PendeluhrDokument9 SeitenDesign PendeluhrGaspar PetruNoch keine Bewertungen
- Rammsondiergestaenge DeutschDokument7 SeitenRammsondiergestaenge DeutschimarianroNoch keine Bewertungen
- GardenaTT 400-450 Duo LDokument7 SeitenGardenaTT 400-450 Duo Ltoza74100% (2)
- TBi ZubehoerDokument32 SeitenTBi ZubehoerAlbedewi AlkhalifaNoch keine Bewertungen
- Liebherr Zeitstudie-Wälzstossen 14063: Wälzstossmaschine Typ Ls 80 FDokument1 SeiteLiebherr Zeitstudie-Wälzstossen 14063: Wälzstossmaschine Typ Ls 80 FersanNoch keine Bewertungen
- Transfer- und Folgeverbundwerkzeuge: Technikführer mit Fachbegriffen Deutsch - EnglischVon EverandTransfer- und Folgeverbundwerkzeuge: Technikführer mit Fachbegriffen Deutsch - EnglischNoch keine Bewertungen
- Stricken ohne Naht: Die innovative Stricktechnik für die schönsten DamenmodelleVon EverandStricken ohne Naht: Die innovative Stricktechnik für die schönsten DamenmodelleNoch keine Bewertungen
- Richtig nähen mit Overlock- und Coverlock-MaschinenVon EverandRichtig nähen mit Overlock- und Coverlock-MaschinenNoch keine Bewertungen
- Zeitlich-diskrete Erfassung der Trommelfellauslenkung zur Tubenfunktionsmessung mittels optisch aktiver TriangulationVon EverandZeitlich-diskrete Erfassung der Trommelfellauslenkung zur Tubenfunktionsmessung mittels optisch aktiver TriangulationNoch keine Bewertungen
- 3RG4012 3JB00Dokument3 Seiten3RG4012 3JB00Jimena Mamani SurcoNoch keine Bewertungen
- 7SJ45x ManualDokument81 Seiten7SJ45x ManualjjcanoolivaresNoch keine Bewertungen
- Aperture Grundlagen Der Digitalen FotografieDokument51 SeitenAperture Grundlagen Der Digitalen FotografieApple JohnnyseedNoch keine Bewertungen
- 4034 BedienungsanleitungDokument60 Seiten4034 BedienungsanleitungBolaji AwokiyesiNoch keine Bewertungen
- 1173 - Busch-Jalousiecontrol II Sortimentsbroschuere Inkl. Jalousie-Komfortschalter - 4 - 10Dokument16 Seiten1173 - Busch-Jalousiecontrol II Sortimentsbroschuere Inkl. Jalousie-Komfortschalter - 4 - 10Nikola KovačNoch keine Bewertungen
- 4 PDFDokument100 Seiten4 PDFThắng CòiNoch keine Bewertungen
- Skript Digitaltechnik Ingenieur Wissenschaften HTW SaarDokument200 SeitenSkript Digitaltechnik Ingenieur Wissenschaften HTW SaarRaphael Kimbula100% (1)
- Audio - Bestenliste 01 - 2003Dokument9 SeitenAudio - Bestenliste 01 - 2003mz700Noch keine Bewertungen