Beruflich Dokumente
Kultur Dokumente
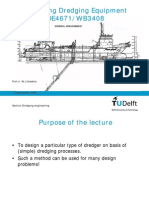
Design of Dredging Equipment (TUDelft)
Hochgeladen von
Junwhan KimOriginalbeschreibung:
Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Design of Dredging Equipment (TUDelft)
Hochgeladen von
Junwhan KimCopyright:
Verfügbare Formate
Chapter 1 Introduction
1. Introduction to Dredging Equipment
1. Introduction to Dredging Equipment .......................................................................... 1
1.1. Introduction......................................................................................................... 1
1.2. Types of dredging equipment ............................................................................. 2
1.3. Mechanical dredgers ........................................................................................... 3
1.3.1. The bucket ladder dredge................................................................................ 3
1.3.1.1. General ........................................................................................................ 3
1.3.1.2. Working method ......................................................................................... 5
1.3.1.3. Area of application...................................................................................... 6
1.3.2. Grab or Clamshell dredger.............................................................................. 7
1.3.2.1. General ........................................................................................................ 7
1.3.2.2. Working method ......................................................................................... 7
1.3.2.3. Area of application...................................................................................... 9
1.3.3. Hydraulic cranes (Backhoe and front shovel)............................................... 10
1.3.3.1. Working method ....................................................................................... 11
1.3.3.2. Area of application.................................................................................... 12
1.4. Hydraulic dredgers............................................................................................ 13
1.4.1. Plain suction dredger..................................................................................... 13
1.4.1.1. General ...................................................................................................... 13
1.4.1.2. Working method ....................................................................................... 15
1.4.1.3. Area of application.................................................................................... 16
1.4.2. Barge unloading dredger............................................................................... 17
1.4.2.1. General ...................................................................................................... 17
1.4.3. The cutter suction dredger ............................................................................ 18
1.4.3.1. General ...................................................................................................... 18
1.4.3.2. Working Method....................................................................................... 19
1.4.3.3. Applied working area................................................................................ 21
1.4.4. The bucket wheel dredger............................................................................. 22
1.4.5. Trailing Suction Hopper Dredger ................................................................. 23
1.4.5.1. General ...................................................................................................... 23
1.4.5.2. Working method ....................................................................................... 24
1.4.5.3. Applied working area................................................................................ 26
1.5. Conclusion ........................................................................................................ 27
1.1. Introduction
Definition: A dredgers is a piece of equipment which can dig, transport and dump a
certain amount of under water laying soil in a certain time.
The quantity of soil moved per unit of time is called Production.
Dredgers can dig hydraulically or mechanically. Hydraulic digging make use of the
erosive working of a water flow. For instance, a water flow generated by a dredge
pump is lead via suction mouth over a sand bed. The flow will erode the sand bed and
forms a sand-water mixture before it enters the suction pipe. Hydraulic digging is
Prof.Ir. W.J.Vlasblom Pagina 1 van 27 May 2003
Wb3408b Designing Dredging Equipment
mostly done with special water jets. Hydraulic digging is mostly done in cohesionless
soils such as silt, sand and gravel.
Mechanical digging by knives, teeth or cutting edges of dredging equipment is apply
to cohesive soils.
The transport of the dredged soil can be done hydraulically or mechanically too, ether
continuously or discontinuously.
Hydraulically Mechanically
Continuously Transport via pipeline Transport via conveyor
belts
Discontinuously Transport via grab, ship,
car
Deposition of soil can be done in simple ways fi by opening the grab, turning the
bucket or opening the bottom doors in a ship. Hydraulic deposition happens when the
mixture is flowing over the reclamation area. The sand will settle while the water
flows back to sea or river.
Dredging equipment can have these three functions integrated or separated.
The choice of the dredger for executing a dredging operation depends not only on the
above mentioned functions but also from other conditions such as the accessibility to
the site, weather and wave conditions, anchoring conditions, required accuracy and so
on.
1.2. Types of dredging equipment
Dredging equipment can be divided in Mechanical Dredgers and Hydraulic Dredgers.
The differences between these two types are the way that the soil is excavated; either
mechanical or hydraulic.
Mechanical dredgers are
Bucket ladder dredge
Grab dredge
Prof.Ir. W.J.Vlasblom Pagina 2 van 27 May 2003
Chapter 1 Introduction
Dipper and backhoe dredge
Hydraulic dredgers are:
Plain suction dredge
Cutter dredge
Trailing suction hopper dredge
All dredgers except the trailing suction hopper dredgers are stationary dredgers, which
means that they are anchored by wires or (spud)poles.
1.3. Mechanical dredgers
1.3.1. The bucket ladder dredge
1.3.1.1. General
Prof.Ir. W.J.Vlasblom Pagina 3 van 27 May 2003
Wb3408b Designing Dredging Equipment
The bucket ladder dredge Big Dalton
The bucket ladder dredge or bucket chain dredger is a stationary dredger, which has an
endless chain of buckets carried by the so-called ladder, positioned in the well of a U-
shape pontoon. The chain is driven by the upper tumbler, a pentogonal, at the upper
part of the ladder and fixed at the bottom with lower tumbler, mostly a hectagonal.
Under the ladder the chain hangs freely, while on the upper site of the ladder the chain
is supported and guided by rollers. The buckets filled during their rotation over the
lower tumbler are emptied by the rotation over upper tumbler. The soil from there
guided via shutes to an alongside layer barge.
Bucket sizes vary from 30 liters to 1200 liters. Rock bucket dredgers do have a double
set of buckets; a small rock bucket and a bigger soft soil bucket.
Prof.Ir. W.J.Vlasblom Pagina 4 van 27 May 2003
Chapter 1 Introduction
1.3.1.2. Working method
The bucket ladder dredge is positioned on 6 wires. Under working conditions the
dredge swings around her bow anchor. The bow anchor line or headline can have
length longer than 1000 m. In order to avoid dragging of the wire over the soil, which
results in a smaller radius, the wire is supported by a headline pontoon. As a result of
this long headline the cut width can be large as well (200 m or more). The sideline
winches take care of the swinging of the dredge as well as the power necessary for the
cutting process. The swing speed depends on the spoil condition, the layer thickness
cut and forward step (pawl length)
Prof.Ir. W.J.Vlasblom Pagina 5 van 27 May 2003
Wb3408b Designing Dredging Equipment
Groundlevel
Dredge
profile
Spillage
Cutwidth
Stern anchor
Dry
excavation
Aft side anchor SB
Aft ground anchor PS
Forward ground anchor PS
Bow anchor
Headwire
Headwire pontoon
Forward side anchor SB
Swing over
"Pawl" length
1.3.1.3. Area of application
A bucket dredgers can be applied in almost all soils, from soft silt and clays to soft
rock depending on the power on and the strength of the bucket chain. They are use in
blasted rock as well.
The maximum dredging depth depends on the size of the dredger. Bucket ladder
dredgers with a maximum dredging depth of over the 30 m are built.
However for such dredgers the minimum dredging depth is almost 8 m.
Prof.Ir. W.J.Vlasblom Pagina 6 van 27 May 2003
Chapter 1 Introduction
Nowadays they are often used for dredging contaminated mud, because the can dig the
soil under in situ density conditions.
The bucket ladder dredge can not applied under offshore conditions and is certainly an
obstruction for shipping. Compared to hydraulic dredgers he production is rather low.
1.3.2. Grab or Clamshell dredger
1.3.2.1. General
The grab dredger is the most common used dredger in the world, especially in North
America and the Far East.
It is a rather simple and easy to understand stationary dredger with and without
propulsion. In the latter the ship has a hold (hopper) in which it can store the dredge
material, otherwise the material is transported by barges. The dredgers can be moored
by anchors or by poles (spuds)
The capacity of a grab dredger is expressed in the volume of the grab. Grab sizes
varies between less than 1 m
3
up to 200 m
3
.
The opening of the grab is controlled by the closing and hoisting wire or by hydraulic
cylinders.
1.3.2.2. Working method
For grab dredgers the method of anchoring and the positioning system plays an
important role for the effectiveness of the dredger.
At every pontoon position an area as wide as possible will be dredged. Looking from
the centerline the volume to be dredged at the position decreases with the angle to the
centerline.
The positioning is important to localize the bit of the grab. This helps the dredge
master to place the next bit after the fore going.
Prof.Ir. W.J.Vlasblom Pagina 7 van 27 May 2003
Wb3408b Designing Dredging Equipment
Releasing the aft wires and pulling the fore wires does the movement of the pontoon.
When the dredgers have spud poles, this movement is done by a spud operation, which
is more accurate than executed by wires.
15 % 37 % 48 %
60
o
30
o
1
*
s
t
e
p
0
.5
s
te
p
0
.
8
7
s
t
e
p
Dredge pattern
C
e
n
t
e
r
l
i
n
e
The dredging process is discontinuously and cyclic.
1. Lowering of the grab to the bottom
2. Closing of the grab by pulling the hoisting wire
3. Hoisting starts when the bucket is complete closed
4. Swinging to the barge or hopper
5. Lowering the filled bucket into the barge or hopper
6. Opening the bucket by releasing the closing wire.
The principle of this hoisting operation is given in the figure below. In order to avoid
spinning of the clamshell a so-called taught wire is connected to the clamshell.
Prof.Ir. W.J.Vlasblom Pagina 8 van 27 May 2003
Chapter 1 Introduction
Hoist winch
Closing winch
Top shieves
Bucket
Closing wires
Hoist wires
Upper sheave block
Lower sheave block
Gear segments
Gear segments
1.3.2.3. Area of application
The large grab dredgers are used for bulk dredging. While the smaller ones are mostly
used for special jobs, such as:
Difficult accessible places in harbors
Small quantities with strongly varying depth.
Along quay walls where the soil is spoiled by wires and debris
Borrowing sand and gravel in deep pits
Etc.
The production of a grab depends strongly on the soil. Suitable materials are soft clay,
sand and gravel. Though, boulder clay is dredged as well by this type of dredger. In
soft soils light big grabs are used while in more cohesive soils heavy small grabs are
favorable.
The dredging depth depends only on the length of the wire on the winches. However
the accuracy decreases with depth.
Prof.Ir. W.J.Vlasblom Pagina 9 van 27 May 2003
Wb3408b Designing Dredging Equipment
1.3.3. Hydraulic cranes (Backhoe and front shovel)
Hydraulic cranes are available in two models the backhoe and the front shovel. The
first is used most. The difference between those two is the working method. The
backhoe pulls the bucket to the dredger, while the front shovel pushes. The last
method is only used when the water depth is insufficient for the pontoon.
These stationary dredgers are anchored by three spud poles; two fixes to the front side
of the pontoon and one movable at the aft side. This means that the dredging depth is
limited to about 15 m. (maximum 25 m). At the front of the pontoon is normally a
standard cranes mounted. Here pontoon deck is lower to increase the dredging depth.
Bucket sizes vary from a few m
3
to 20 m
3
.
Backhoe dredge
Prof.Ir. W.J.Vlasblom Pagina 10 van 27 May 2003
Chapter 1 Introduction
Front shovel
1.3.3.1. Working method
During dredging the pontoon is lifted a few out of the water by wires running over the
spud poles. A part of the weight of the dredger is now transferred via the spuds to the
bottom, resulting a sufficient anchoring to deliver the required reaction for the digging
forces. Besides that the dredger is in this case less sensible for waves. The bucket is
placed and filled by hydraulic cylinders on the boom and the bucket arm.
Due to the small radius of the boom and arm is the cut width limited to 10 to 20 m, see
figure below.
19
19
19
20
20
18
18
18
17
17
17
16
16
16
15
15
15
14
14
14
13
13
13
12
12
12
11
11
11
10
10
10
9
9
9
8
8
8
7
7
7
6
6
6
5
5
5
4
4
4
3
3
3
2
2
2
1
1
1
0
0 28 27 26 25 24 23 22 21
Prof.Ir. W.J.Vlasblom Pagina 11 van 27 May 2003
Wb3408b Designing Dredging Equipment
The effective dredging area depends on the swing angle and the forward step per
pontoon position. A small step results in a large width and a large step in a small
width, however the total area is almost the same.
1.3.3.2. Area of application
This is roughly the same as for the clamshell dredgers with the exception dredging
depth over the 25 m
Prof.Ir. W.J.Vlasblom Pagina 12 van 27 May 2003
Chapter 1 Introduction
1.4. Hydraulic dredgers
1.4.1. Plain suction dredger
1.4.1.1. General
A plain suction dredger is a stationary dredger that position on one ore more wires,
with at least one dredge pump, which is connected to the suction pipe and the delivery
pipe. The suction pipe is situated in a well in front of the pontoon.
Good production can only achieved by this kind of dredgers either the soil is free
running sand or the cut or breach height is sufficient (at least 10 m)
The discharge of the soil sucked is done either by pipeline or by barges.
Most suction dredgers are equipped with jet water pump(s) to assist either the
beaching process or to improve the mixture forming process near the suction mouth.
Types of plain suction dredgers
There are different types to be distinguished.
1. Barge Loading suction dredger
Prof.Ir. W.J.Vlasblom Pagina 13 van 27 May 2003
Wb3408b Designing Dredging Equipment
13
19
14
20
15
25
26
21
10
11
27
28
31
23
22
24
17
16
18
Used when the transport distances are too large for direct pumping
2. Standard plain suction dredger
Discharged the material direct via pipeline to the reclamation area.
3. Deep suction dredger
Prof.Ir. W.J.Vlasblom Pagina 14 van 27 May 2003
Chapter 1 Introduction
2
32
33
35
27
29
31
8
28
30
11
12
17/18
16
22
23
24
1 11
7
10 9 34
19/20
12
33
35
32
13/15
2
8
3
14
6
6
5
This dredger is equipped with an underwater pump and have two appearances; the
standard or from the barge loading type. When dredging depth exceeds the 30 m this
dredgers is more appropriate than the standard one.
4. Dustpan dredger
A suction dredger with a wide suction mouth, which makes it possible to dredge with
reasonable productions low cut heights.
1.4.1.2. Working method
The working method is based on the breaching process and the erosion created by
the flow near the suction mouth, generated by the dredge pump.
Breaching is a process of soil shearing on a slope caused by local instabilities or by
erosion of the density current running along the slope to the suction mouth
Prof.Ir. W.J.Vlasblom Pagina 15 van 27 May 2003
Wb3408b Designing Dredging Equipment
Suction tube
V
z
Sand-water mixture
(density current)
Instabilities
z
x
H
br
Breach
This process is essential for this type of dredger and is fully determined by the soil
conditions of the slope, from which the permeability and the relative density re the
most important parameters. The dredge patron made by a plain suction dredger is
shown below.
The length of the cut depends, inside the borrow area, on the position of the anchors.
Mostly the anchors are laid down in such a way that more cuts can be made without
repositioning the anchors. However this depends not only of the length of the
anchoring wires but also from the breachebility of the soil.
1.4.1.3. Area of application
Due to the lack of cutting devices this type of dredger is only suitable in non-cohesive
soils. Further more this method exclude accurate dredging work. Dredging under
Prof.Ir. W.J.Vlasblom Pagina 16 van 27 May 2003
Chapter 1 Introduction
offshore conditions is possible with special equipment. As already said borrowing in
deep pits of over 100 m depth is possible.
These types of dredgers are frequently used in borrow pits for reclamation areas as
well as for the borrowing of sand for the concrete industry.
1.4.2. Barge unloading dredger
1.4.2.1. General
Barge unloading dredgers are used for emptying loaded barges either by suction
dredgers or by bucket ladder dredgers and cranes.
The barge-unloading dredger is a stationary special suction dredger anchored by spuds
near the shore, where the water depth is sufficient for the loading barges to come along
side the dredger.
The water for the unloading and the transport is supplied into the barge by a jet.
Prof.Ir. W.J.Vlasblom Pagina 17 van 27 May 2003
Wb3408b Designing Dredging Equipment
1.4.3. The cutter suction dredger
1.4.3.1. General
The cutter suction dredger is a stationary dredger equipped with a cutter device (cutter
head) which excavate the soil before it is sucked up by the flow of the dredge pump(s).
During operation the dredger moves around a spud pole by pulling and slacking on the
two fore sideline wires. This type of dredger is capable to dredge all kind of material
and is accurate due to their movement around the spud. The spoil is mostly
hydraulically transported via pipeline, but some dredgers do have barge-loading
facilities as well.
Sea going cutter suction dredgers have their own propulsion, however this is only used
during (de) mobilization.
Cutter power ranges from 50 kW up to 5000 kW, depending on the type of soil to be
cut.
Custom build dredger
Prof.Ir. W.J.Vlasblom Pagina 18 van 27 May 2003
Chapter 1 Introduction
The more powerful dredgers are capable to dredge rock
The small and medium size cutter suction dredgers are deliverable in a demountable
application. In that case the hull consists out of five or more pontoons. The central
pontoon contains the machinery.
Standard Beaver dredger
1.4.3.2. Working Method
The rotating cutter excavates the soil during their movement, generated by the side
winches, form port side to starboard and vise versa.
The necessary side winch force depends not only on the type of soil but also on:
The rotation direction of the cutter head; (over cutting) rotation in the direction
of the swing movement or (under cutting) opposite to that.
D
s
D
s
Under cutting mode
Over cutting mode
In the over cutting mode the cutter head tries to drag the cutter dredger in the direction
of the pulling winch. Braking with the opposite winch may be necessary.
The position of the anchors in relation to the path of the cutter head. The more
the anchor lies in the direction of the moving cutter head the less the required side
winch force will be.
External forces, such as wind, current and waves.
Prof.Ir. W.J.Vlasblom Pagina 19 van 27 May 2003
Wb3408b Designing Dredging Equipment
The thickness of the layer, which can be cut in one swing, depends besides on the soil
conditions also on the size of the cutter head. At the end of the swing will either the
ladder be lowered and the dredger is swung in the opposite direction or the dredger
will make a step forwards.
As said earlier the dredgers swings around a pole the working spud, which is
positioned mostly in a carriage. The spud carriage can be moved over a distance of 4
to 6 m. by a hydraulic cylinder. When the working spud is set on the ground the
dredger is pushed forward when the cylinder pushes against the carriage. This forward
movement is called step and depends also on the soil conditions and the size of the
cutter head.
During a step the breach is cut in one or more cuts.
Cut width
Auxilary spud
Workspud
in carriage
Spud carriage
length
Vertical swing pattern
Prof.Ir. W.J.Vlasblom Pagina 20 van 27 May 2003
Chapter 1 Introduction
Because the spud stays on the same spot the dredger makes concentric circles during
swinging.
Is the stroke of the hydraulic cylinder is maximum the dredger is moved to the
centerline of the cut where a second spud at the aft side of the pontoon, the step spud,
is lowered. Where after the working spud is hoisted and the carriage is pulled back, the
working spud lowered to the ground and the step spud hoisted again. The dredger can
make a new cycle again.
1.4.3.3. Applied working area
Cutter suction dredgers are applied for dredging harbors, channels, reclamation areas
and so on. The transport distance of the mixture is limited to maximum 10 km. She is
very useful when the accuracy of the works is important. As said already the cutter
dredger can dredge all kinds of soil.
clay cutter Rock Cutter
For dredging under offshore conditions is this dredger less suitable.
Prof.Ir. W.J.Vlasblom Pagina 21 van 27 May 2003
Wb3408b Designing Dredging Equipment
1.4.4. The bucket wheel dredger
This dredger is, with the exception
of the cutter head, is comparable
with the cutter suction dredger. The
rotation axe of the bucket wheel is
perpendicular with the ship axe. The
wheel contains 10 14 open or
closed buckets.
Due to the construction of the drive
the wheel is difficult to replace and
therefore less universal than the
cutter suction dredger.
Is application area is the same as the
cutter dredger with the exception of
hard rock. This dredger is often used
in areas with constant conditions,
such as the sea mining.
Prof.Ir. W.J.Vlasblom Pagina 22 van 27 May 2003
Chapter 1 Introduction
1.4.5. Trailing Suction Hopper Dredger
1.4.5.1. General
A Trailing Suction Hopper Dredger (TSHD) is a self-propelled sea-going or inland
vessel equipped with a hold, called hopper, and a dredging installation by which it can
fill and/or empty the hopper.
The basic options of a THSD are:
One or more suction tubes provided with suction mouths (dragheads) which are
dragged over the seabed during dredging.
One or more dredge pumps to suck the material from the seabed.
A hopper in which the dredged material can settle.
Easy operational bottom doors or valves in the hopper to dump the dredge
material
Gantries and winches to operate the suction tubes.
A swell compensator to control the contact between the suction mouth and the
seabed when dredging in waves.
The size of a TSHD is expressed in the hopper volume and varies between a few
hundred m
3
up to 33000 m
3
Prof.Ir. W.J.Vlasblom Pagina 23 van 27 May 2003
Wb3408b Designing Dredging Equipment
A 23350 and 700 m
3
hopper dredger
1.4.5.2. Working method
When arrived at the dredging area, the speed
of the vessel is reduced to about 2 to 3 knots
(1 to 1.5 m/s), where after the suction tubes
are lowered till the seabed and the dredge
pumps started. When the suction tubes reach
the seabed the swell compensator reacts, easy
to see by the movement of the hydraulic
cylinder.
Nowadays electronic charts and screens
shows where and how much there is to
dredge.
During dredging a mixture of soil and water
is dumped into the hopper. When dredging
non-settling slurries dredging is stopped when
the mixture reach the overflow; a device to
discharge fluids from the hopper above a
certain level.
When dredging settling slurries dredging is continue after the mixture has reached the
top of the overflow. Now the majority of the soil will settle in the hopper, while the
fine particles together with the water will leave the hopper via the overflow.
Prof.Ir. W.J.Vlasblom Pagina 24 van 27 May 2003
Chapter 1 Introduction
Overflows
After the overflow is reached, the dredging procedure depends either the overflow
level is fixed or variable.
With a fixed overflow level the loading is continued till the ship has reached the
allowed draught. The mixture volume in the hopper stays constant during this part
of the loading process. Depending on the bulk density of the settled material there
will be a certain volume of water above the settled material. (constant volume
system)
Is de THSD provided with a variable overflow system, the overflow may be
lowered when the ship has reached the allowed draught, on order to replace the
water volume by settled material. (constant tonnage system)
Rods for opening
and closing
Suction channel for
self-discharching
Pivot
Rubber seal
Bottom door
Rubber seal
Upper
door
Bottom door
Prof.Ir. W.J.Vlasblom Pagina 25 van 27 May 2003
Wb3408b Designing Dredging Equipment
When the hopper is filled, dredging is stopped and the suction tubes placed on the
deck of the ship, where after she is ready to sail to the unloading area. The THSD can
be unloaded either by opening the bottom doors or to pump the load via a pump ashore
equipment to the reclamation area.
Pumping ashore (rain bowing)
1.4.5.3. Applied working area
The THSD is a free sailing vessel and does not hinder other shipping during dredging
and is therefore ideal for dredging in harbors and shipping channels inshore as well as
offshore. The seagoing vessels are very suitable for borrowing sand under offshore
conditions (wind and waves) and large sailing distances. The dredged material is
dredged, transported and discharged by the vessel without any help from other
equipment.
(De)mobilization is very easy for this type of dredger. It can sail under its own power
to every place in the world.
Suitable materials for the THSD to dredge are soft clays, silt sand and gravel. Firm
and stiff clays are also possible but can give either blocking problem in the draghead
and/or track forming in the clay. In that case the draghead slips into foregoing tracks,
resulting in a very irregular clay surface. Dredging rock with a TSHD is in most cases
not profitable. It requires very heavy dragheads with rippers and the productions are
rather low.
Prof.Ir. W.J.Vlasblom Pagina 26 van 27 May 2003
Chapter 1 Introduction
Prof.Ir. W.J.Vlasblom Pagina 27 van 27 May 2003
Modern 9000 m
3
Hopper dredger with one dredge pipe
1.5. Conclusion
Summarized it can be stated that every type of dredger has its own applied working
area in which its production is optimal in a technical way as well as in an economical
way. It will be clear that the boundaries of these applied working areas are not strictly
determined, but are also determined by other working conditions, which can differ
from lob to job.
In the table below the possibilities of the different types are shortly summarized.
Bucket
Dredger
Grab
Dredger
Backhoe
Dredger
Suction
Dredger
Cutter
Dredger
Trailer
Dredger
Hopper
Dredger
Dredging sandy materials yes yes yes yes yes yes yes
Dredging clayey materials yes yes yes no yes yes no
Dredging rocky materials yes no yes no yes no no
anchoring wires yes yes no yes yes no yes
Maximum dredging depth [m] 30 > 100 20 70 25 100 50
accurated dredging possible yes no yes no yes no no
working under offshore conditions possible no yes no yes no yes yes
Transport via pipeline no no no yes yes no no
Dredging in situ densities possible yes yes yes no limited no no
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 9 van 109 May 2005
2 Trailing suction hopper dredger............................................................................................ 10
2.1 General description .................................................................................................. 10
2.1.1 Characteristics ............................................................................................. 10
2.1.2 Application area .......................................................................................... 11
2.1.3 History......................................................................................................... 11
2.1.4 Work method............................................................................................... 13
2.2 The design................................................................................................................ 16
2.2.1 The productive capacity .............................................................................. 16
2.2.2 The main dimensions .................................................................................. 18
2.2.3 The dredge installation................................................................................ 23
2.2.4 The propulsion power ................................................................................. 40
2.2.5 Power balance ............................................................................................. 46
2.2.6 Main layout ................................................................................................. 49
2.3 Technical Construction ............................................................................................ 55
2.3.1 The dredge installation................................................................................ 55
2.3.2 The hopper .................................................................................................. 71
2.3.3 The propulsion ............................................................................................ 83
2.3.4 The maneuverability.................................................................................... 83
2.4 Strength and stability ............................................................................................... 85
2.4.1 Strength ....................................................................................................... 85
2.4.2 Stability ....................................................................................................... 86
2.5 The dredging process ............................................................................................... 88
2.5.1 The loading process..................................................................................... 88
2.5.2 Sailing from and to the discharging area..................................................... 107
2.5.3 The discharge .............................................................................................. 108
2.5.4 The cycle production................................................................................... 110
2.5.5 The instrumentation .................................................................................... 111
2.6 Special designs of trailing suction hopper dredgers................................................. 112
2.6.1 The gravel suction dredger.......................................................................... 112
2.6.2 The stationary suction hopper dredger ........................................................ 114
2.6.3 Boom dredgers ............................................................................................ 115
2.7 Literature.................................................................................................................. 117
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 10 van 109 March 2003
2 Trailing suction hopper dredger
Figure 2-1 Trailing Suction Hopper Dredger (TSHD)
2.1 General description
2.1.1 Characteristics
The characteristics of the trailing suction hopper dredger are that it is a self-propelled sea or
inland waterway vessel, equipped with a hold (hopper) and a dredge installation to load and
unload itself.
In a standard design the trailing suction hopper dredger is equipped with:
One or more suction pipes with suction mouths, called dragheads that are dragged over the
seabed while dredging.
One or more dredge pumps to suck up the loosened soil by the dragheads.
A hold (hopper) in which the material sucked up is dumped.
An overflow system to discharge the redundant water.
Closable doors or valves in the hold to unload the cargo.
Suction pipe gantries to hoist the suction pipes on board.
An installation, called the swell compensator, to compensate for the vertical movement of
the ship in relation with the sea-bed.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 11 van 109 May 2005
2.1.2 Application area
The trailing suction hopper dredger has a very wide application area and is therefore called the
workhorse of the dredging industry.
Because it needs no anchorage system to position the vessel when dredging, which can be an
obstacle for passing ships, in the early days the trailing suction hopper dredger (TSHD) was
mainly used for the deepening and maintaining of waterways. Nowadays the trailing suction
hopper dredger is also used for land reclamation. Examples of that type of jobs are the large
reclamation works executed in the Far East. Here the non-bearing soil was first removed by the
trailing suction hopper dredger, after which the same area was filled again with sand. The
reason for a preference of the trailing suction hopper dredger above other types of equipment
for this type of work is mainly the fact that the distances to the dump areas for the non-suitable
material and distance from the sand pits are too large for a direct discharge and supply with
pipelines.
The main advantages of a trailing suction hopper dredger are:
The ship does not dredge on a fixed position. It has no anchors and cables, but it moves
freely, which is especially important in harbor areas.
The trailing suction hopper dredger is quite able to work under offshore conditions.
The materials that can be sucked are mainly silt and sand. Clay is also well possible, but can
give some trouble with congestions in the draghead and rutting. Rutting is the slipping back of
the dragheads in their old rut or trail. Dredging rock with a trailing suction hopper dredger is
in most cases not economical. It requires very heavy dragheads, also called ripper-heads, and
the productions are usually very low.
2.1.3 History
The first TSHD General Moultry with a hopper size of 155 cu yard (118.5 m
3
) was built in
1855 in the United States. Few years later 1959 a trailing suction hopper dredger was build in
France for maintenance work in the harbor of St. Nazaire.
Figure 2-2 French trailing suction hopper dredger from 1859
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 12 van 109 March 2003
The ship had two drag suction pipes, which were connected at the bottom by a tube with holes
(Figure 2.2). The dredging material, silt, was sucked through the holes in the connection tube
by a steam-driven centrifugal pump. The size of the hopper was 240 m
3
.
In 1962 a dredger was built according to this layout at the yard Fijenoord at Rotterdam,
Netherlands. Those types were able to dredge only very light silty material.
The real development of the trailing suction hopper dredger emanated from the stationary
suction hopper dredger, one of the few Dutch dredge inventions. This self-propelled ship has
a hopper and a forward pointing suction pipe. The dredge method is like a stationary suction
dredger, working stationary on anchors and cables. At first with a pipe in the well, but the
suction pipe was mounted on the side during the excavation of the Nieuwe Waterweg as it
appeared not the right solution in waves.
The change from an anchored to a self-propelled dredging ship was a big step ahead. At first
the suction pipe on board of a trailing suction hopper dredger was placed in a well behind the
ship, but was soon moved to the side. The trailing suction hopper dredger has mainly developed
in the USA and reintroduced in the Netherlands in the fifties and improved till it state of today.
Figure 2-3 Artist impression of TSHD
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 13 van 109 May 2005
2.1.4 Work method
When arriving on the dredging area the
speed of the trailing suction hopper dredger
is reduced to approximately 3 knots ( 1.5
m/s) and the suction pipes are swung
outboard. The suction pipes are initially
lowered approximately horizontally until
the trunnion slide is positioned in front of
the suction intake (Figure 2.4).
Next the intermediate gantry and the
draghead winch gantry are lowered such
that the pipe rotates like a straight line
around the trunnion.
Base of ship
Main deck
Draghead wire
Middle gantry wire
Figure 2-4 Suction pipe lowered
Figure 2-5 The swell compensator
When the suction mouth arrives a few meters
above the sea bottom the sand pumps are started,
the dragheads are lowered onto the seabed (which
can be seen by the rise of the swell compensators
cylinders (Figure 2.5) and the dredging can start.
Where and how much needs to be dredged is
nowadays shown on electronic maps (computer
screens). It also shows the position, direction and
course of the ship.
The trailing suction hopper
dredger sucks the soil from the
seabed at a sailing speed of 1
to 1.5 m/s (2 to 3 knots) and
deposits it in the hopper. For
non- or bad-settling soils the
dredging is stopped when the
surface of the mixture in the
hopper reaches the upper edge
of the overflow (Figure 2.6).
Adjustable overflow
Dredging mark
Figure 2-6 Justable overflow
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 14 van 109 March 2003
The hopper filling is at maximum or the fill rate is 100%. Usually pumping continues for five
minutes more to remove floating water on the mixture through the overflow. When dredging
settling soils the dredging continues when the maximum level of the overflow is reached. Most
of the solids will settle and the remainder is discharged with the water through the overflow.
Dredging mark
This water is not removable
Fixed overflow Fixed overflow
Constant Volume hopper
Figure 2-7
If the trailing suction
hopper dredger is
equipped with a fixed
overflow (not
adjustable) than the
ship is loaded until it
reaches its dredge
mark (a fixed
allowed draught)
after which the
suction is stopped.
That case it is said that the ship is designed as a Constant Volume System (CVS).
Adjustable overflow
Dredging mark
Constant Tonnage system
Figure 2-8
If the ship however
has a height
adjustable overflow
system, than it is
possible, when the
hopper is full and the
ship is on its mark, to
lower the overflow
level such that the
total weight of the in
the hopper present
water and soil
remains constant.
This is called a Constant Tonnage System (CTS).
The dredging is stopped when:
The hopper is full. Overflow not allowed.
The maximum allowable draught is reached and the overflow can not be lowered usefully
anymore.
The economical filling rate is reached.
When dredging stops, the suction pipes are pumped clean to prevent settling of the sand or
gravel during the hoisting of the pipes causing an extra load for the winches. When the pipes
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 15 van 109 May 2005
are cleaned the pumping stops and the pipes are raised. When the dragheads are out of the
water the ships velocity is increased to sail to the discharge area.
The discharge area can:
Be in its most simple shape a natural deepening of the seabed, the dumping area (shortly
dump), to store redundant material. If the storage capacity is large, there is no concern
about the way of dumping. This hardly happens nowadays. The client demands usually a
dump plan to fill the dump as efficiently as possible. At all times the draught on the dump
needs to be sufficient to open the bottom doors or valves (Figure 2.9).
Be a storage location for contaminated silt, like for instance the Slufter (Rotterdam harbor).
Here the material is pumped ashore using a pump ashore discharge system.
An area that has to be reclaimed.
An oil or gas pipe that has to be covered.
Rods for opening
and closing
Suction channel for
self-discharching
Pivot Rubber seal
Bottom door
Rubber seal
Upper
door
Figure 2-9 Bottoms doors operated by rods
In case of the discharge area is a dump,
opening the doors or valves in the base
of the hopper does the unloading.
This is usually done with an almost
non-moving ship, certainly when
accurate dumping is required. During
the dumping water is pumped onto the
load by means of the sand pumps. The
eroding water stimulates the dumping
process. If the trailing suction hopper
dredger is equipped with jet pumps
connected to a jet nozzle system in the
hopper, those will be used too. The jets
more or less fluidize the load and
improve the dumping process.
If the load is pumped ashore using the sand pumps than only these jets are available to fluidize
or erode the load.
.
Figure 2-10 Pump ashore connection
The shore connection, being the
connection between the board pipeline
and the shore pipeline is currently
mostly positioned just above the bow
(Figure 2.10). The connection between
the ship and the shore piping is this
case a rubber pipeline. The ship
remains in position by maneuvering
with its main propellers and bow
thruster(s).
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 16 van 109 March 2003
When the load is either
dumped or pumped ashore
the ship will return to its
suction area and a new cycle
starts. In general the ship
sails empty, in a non-ballast
way, back to its suction
section. There is only some
residual water and/or load
left in the hopper
Figure 2-11 TSHD J.J.F. de NUL picking up the floating pipeline
to the shore connection
2.2 The design
2.2.1 The productive capacity
When a dredging company wants to order a new trailing suction hopper dredger usually a
market study is performed that about the required production capacity of the new dredger.
The required production capacity is expressed in m
3
/week or m
3
/month or even cubic meters
per year. Besides that insight required about the expected average cycle time of the trailing
suction hopper dredger on the different jobs, as well as the type of soils to be dredged. Then the
production capacity can be translated to:
The required payload in ton mass.
The maximum hopper volume in m
3
.
If the ship is used for a single purpose, for instance the maintenance of a harbor area, than the
required production capacity is usually known and therefore the above mentioned ship data.
For an international operating dredging contractor this is different and far more complicated.
Answers have to be given to the question how the average cycle and the required production
capacity will evolve in the future. For these contractors there is in fact only one requirement
and that is dredging cheaper than their competitors. This leads quickly to a demand for large
dredgers, which dredge cheaper and therefore more competitive.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 17 van 109 May 2005
The only decelerator on the building of larger vessels is the draught of the ship. When the
draught increases the usability of the ship decreases. The contractor can, dependent on the
expected amount of work as function of the (initial) dredging depth, determine the availability
of the ship for a certain draught.
Unfortunately it is possible that market expectations of today are totally out-of-date in 5 years.
The management chooses for a certain production capacity and later one wills just if this choice
was right.
The design is usually made a co-operation between the builder and the client is often scaled-up
from successful ships. Of course the proper scale rules have to be obeyed when scaling-up.
At this moment five classes of trailing suction hopper dredgers can be distinguished:
Small hoppers deadweight capacity to 50 MN (to 5000 ton mass)
Medium size hoppers deadweight capacity 50-100 MN (5000-10000 ton mass)
Load - Draught relation
y = 3.0656Ln(x) - 19.711
R
2
= 0.8888
0
2
4
6
8
10
12
14
0 5000 10000 15000 20000 25000 30000 35000
Payload [ton]
D
r
a
u
g
h
t
[
m
]
Figure 2-12 Displacement - draught relation
Cumulative frequency distribution of initial dredging
depth
0
20
40
60
80
100
120
0 10 20 30 40 50
Initial dredging depth [m]
C
u
m
u
l
a
t
i
v
e
f
r
e
q
u
e
n
c
y
[
%
]
Figure 2-13
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 18 van 109 March 2003
Large hoppers deadweight capacity 100-150 MN (10000-15000 ton mass)
Jumbo hoppers deadweight capacity 150 250 MN (15000-25000 ton mass)
Mega hoppers deadweight capacity >250 MN (above 25000 ton mass)
Figure 2-14 Different scales Fairway (23.347 m3) and the Sospan (700 m3)
2.2.2 The main dimensions
When the choice for the production capacity of the trailing suction hopper dredger to be built is
made, the hopper volume is known too. The main dimensions of the trailing suction hopper
dredger are determined, as by other ships, by the required payload, draught and speed. It will be
clear that a straight correlation exists between these quantities to satisfy the shipbuilding
demands. After all a large hopper volume with a limited draught gives wide long ships with
possible disadvantages like a poor behavior in swell or problems to obtain the required speed.
Trailing suction hopper dredgers are therefore build according to certain ship ratio, such as
L/B, B/H and B/T ratio's (L=length, B=width, H=depth and T=draught). Those ratioss depend
on market requirements too and therefore change in time (Figure 2.15)
With the remark that a large B/T ratio:
Results in a large initial stability, resulting in heavy ship motions in swell.
Has an adverse effect on the resistance of the ship.
With a large L/B ratio a lean ship is obtained with the advantages of:
A simple construction as a result of the long equal mid-section (cheap).
A relative low resistance, therefore a higher velocity with the same installed propulsion
power.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 19 van 109 May 2005
On the other hand a small L/B gives a good stability and longitude strength and demands
therefore less material, which is also cheaper.
In general a smaller B/H and a larger L/B result in less building costs. So demands for the
draught (smaller T) will cost extra money and will have to be earned with a higher usability.
C
LBT
b
=
T
B L
C
b
=
Figure 2-16 Definition Block coefficient
Definition Block coefficient
Of course the required block coefficient
b
displacement
C
L B T L B T
= =
is involved too.
Displacement = In m3
B = Width of ship at the main section I m
L = Length between perpendiculars in m
T = Draught at International mark in m
The lower C
b
, the longer the ship will be with the same displacement. For trailing suction
hopper dredger C
b
lies between 0,78 and 0,85.
Ships Numbers
0
1
2
3
4
5
6
7
8
1965 1970 1975 1980 1985 1990 1995 2000
Year of Construction
L
/
B
,
B
/
H
,
B
/
T
L/B
B/H
B/T
Figure 2-15
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 20 van 109 March 2003
Also the required maximum dredging depth can have an influence on the length of the ship.
Naturally, the long suction pipe has to be stored on the deck and that requires length.
A good measure to see if the trailing suction hopper dredger is well placed in the market is to
compare its specific weight with that of its competitors. The specific weight can be defined as
the ratio between the ships weight and payload. The weight is directly related to the costs and
the payload to the profits. In Figure 2.17 the specific weight for a large number of ships is
given.
2.2.2.1 The load
As aid, the payload in tons and the maximum hopper volume in m3 determine the amount of
soil that a trailing suction hopper dredger is able to carry each voyage. These are of great
importance. The payload is the weight of the paying load that the ship may carry on the
maximum allowed draught. The payload is often a cause for misunderstandings. As a definition
the payload is the ship weight of the loaded ship subtracted with the weight of the empty ship
ready for service. This is shown in the hereunder shown chart.
Dutch term English term Explanation
1 Scheepsgewicht Ships weight Construction weight and necessary
equipment like: anchors, chains,
moor cables, rescue equipment,
nautical equipment and inventory of
the cabins, galley, engine-room and
tool-room of the boatswain
2 Toegevoegde gewichten Added weights This is the liquid filling of all
systems on board including the
water in the inlets. Also the outside
water situated above the bottom
deck for instance under and around
the bottom doors is included.
1+2 Gewicht leeg schip Weight light ship
3 Toelading Dead weight Weights of:
Crew and their possessions,
Specific Ships Weight
0
0.2
0.4
0.6
0.8
1
0 10000 20000 30000 40000 50000 60000
Di spl acement [t]
W
_
s
p
e
c
Figure 2-17
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 21 van 109 May 2005
consumer goods, spare parts, and
ballast water and load.
1+2+3 Gewicht van het
geladen schip
Weight of loaded
Vessel
4 Gewicht lading Weight cargo Weight of the paying load.
1+2+3
+4
Gewicht bedrijfsklaar
schip
Ships weight ready for
Service
Figures below gives some information about light weight and dead weight of TSHDs
y =0.6827x
R
2
=0.9929
y =0.3173x
R
2
=0.9622
0
10,000
20,000
30,000
40,000
50,000
60,000
70,000
0 20,000 40,000 60,000 80,000 100,000
Di spl acement [t]
W
e
i
g
h
t
[
t
]
G Light weight
Dead weight
Figure 2-18
Light weight as function of deadweight
y =-3E-06x
2
+0.5586x
R
2
=0.9607
0
5,000
10,000
15,000
20,000
25,000
0 10,000 20,000 30,000 40,000 50,000 60,000 70,000
Deadwei ght [t[
L
i
g
h
t
w
e
i
g
h
t
[
t
]
Figure 2-19
Except that there are different names for the payload, it is also apparent that it varies in time
and often decreases. The reason is that when the ship has been in use for a while things will be
added or reinforced, which causes an increase in the ships weight. Spare parts also tend to
remain on board that should be stored onshore. In fact there is only one way to determine the
payload correctly:
1. Clear the hopper such that no remaining soil is present.
2. Determine the displacement of the ship with the draught and the trim of the ship, the
displacement is the weight of the ship including the water in the hopper.
3. Determine the weight of the water present in the hopper by determining its volume and the
specific gravity
4. Subtract the weight of this water the ships weight determined under point 2. This is the
weight of the ship ready for service.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 22 van 109 March 2003
5. The payload is obtained by subtracting the ships mass (displacement x water density) in
tons on the maximum allowed draught with the weight of the ship ready for service.
It will b clear that the payload is never constant, but varies with the weight of the consumer
goods like fuel, lubricants, drinking water etc.
In case of light soils, such as silt and soft clay, the maximum hopper volume can be decisive
for production instead of the payload.
2.2.2.2 The hopper density.
As mentioned earlier, the production capacity of a trailing suction hopper dredger is indicated
with the quantities:
Pay-load
Maximum hopper volume
The quotient
3
[ / ]
pay load
kg m
maximum hopper volume
is called the hopper density and is a
measure for the average density that a dredging contractor expects to dredge during the
economical lifetime of the ship. It also says something over the purpose for which the dredger
is designed. Is this for instance maintenance of a fairway in a sandy soil, than the dredges sand
in the hopper will have a density of approximately 1900 kg/m
3
. Unfortunately no hopper can be
filled to a 100% but approximately to maximum 90%. The maximum hopper density required
is 1900 * 0.9 = 1710 kg/m
3
For a gravel trailing suction hopper dredger this is for instance: 2000 * 0,9 = 1800 kg/m
3
. And
for a silt trailing suction hopper dredger this could be even 1300 kg/m
3
. In Figure 2.20 the
hopper density of international operating dredging contractors is shown as function of time. It
stabilizes at the end of the eighties and early nineties around 1500 kg/m
3
, but due to the big
reclamation works it is increasing again.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 23 van 109 May 2005
2.2.3 The dredge installation
The design of a dredge installation includes the determination of the required main dimensions
and required powers of the following dredging components:
Number of suction pipes
Pump capacity [m/s]
Suction and discharge pipe diameter [m]
Type dredge pump
Sand pump drive and power [W]
Type and size of the draghead(s)
Hopper shape
Jet pump power and drive [W]
Discharge systems
For the subjects the production should be corrected in a certain way from the average cycle
production of the dredger.
For instant, assume that the dredger is designed for a payload of 16000 ton and a hopper
volume of 10000 m
3
and a average loading time in sand with a d50 of 200 of 90 minutes. De
density of the soil in the hopper is 1900 kg/m
3
. When the hopper is loaded the volume of sand
will be 8421 m
3
. The average load rate is in this case 8421/90=93 m
3
/min=1.56 m
3
/s.
When cumulative overflow losses of 20% are to be expected, then the dragheads should
excavate 1.56/0.8=1.95 m
3
/s as an average. Every m
3
of sand contains (1900-1025)/(2650-
1025)= 1-0.538=0.462 m
3
water in the pores. (
water
=1025 kg/m
3
,
sand
is 2650 kg/m
3
). So a
production of 1.95 m
3
/s equals a sand mass of 1.95*0.538*2650=2780 kg/s
2.2.3.1 Number of suction pipes
A trailing suction hopper dredger is usually equipped with two suction pipes. For smaller and
medium size trailing suction hopper dredgers it is cheaper to use only one suction pipe. With
Hopper denisty as function of time
0.00
0.50
1.00
1.50
2.00
2.50
1950 1960 1970 1980 1990 2000 2010
Construction year
H
o
p
p
e
r
d
e
n
s
i
t
y
[
t
/
m
3
]
Figure 2-20
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 24 van 109 March 2003
two suction pipes the total efficiency is often better because it is still possible to dredge when
one of the pipes fails.
There are also examples of large trailing suction hopper dredger with one suction pipe: the
ANTIGOON of Dredging International with a hopper volume of 8.400 m
3
and the VOLVOX
TERRA NOVA of Van Oord ACZ with 18.000 m
3
hopper volume. In principal it is an
economical consideration, but looking from the process technical side there are some questions.
For example: is one draghead as efficient as two dragheads with the same width?
2.2.3.2 Pump capacity
The sand pump capacity can be determined using several criteria:
1. In a particular type of soil a certain load time is demanded. (for instance 1 hour for
sand with a d50 of 200-300 m)
The load as function of time is:
T T
mass vs i i o o
0 0
L = C Q - C Q dt
C
0
= Volumetric concentration at overflow [-]
C
in
= Volumetric concentration at intake [-]
Q
0
= Discharge at overflow [m
3
/s]
C
in
= Flowrate at intake [m
3
/s]
T = Loading time [s]
vs
= Volumetric density of sand in the hopper [kg/m
3
]
For TSHDs having a constant volume system Q=Q
i
=Q
o
and the above formula
become:
( ) ( )
T
mass i o i
0
L = C -C dt= C 1 ov T
vs vs
Q Q
Figure 2-21 Volvox Terra Nova and HAM 316, both with one suction pipe
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 25 van 109 May 2005
With ov being the cumulative overflow losses defines as
T
o 0
0
T
i i
0
C Q
ov=
C Q
For 1 hour loading the flow rate becomes:
( ) ( )
mass
i i
L
Q
1-ov C 3600 1-ov C 3600
sand
vs
V
= =
The relation between C
i
and C
vd
is as follows i
C
m w
vs w
and
vd
C
m w
s w
so: i vd
C C
s w
vs w
The expected C
vd
depends on the particle size, the permeability of the soil and the
available jetwater momentum. (see 2.5.5.1.3)
If the TSHD is designed as a constant tonnage dredger the incoming mass equals
the outgoing mass; so m=m
i
=m
o
.
i i mi
m Q = and
o o mo
m Q = so
i mi o mo
Q Q = or
mi
o i
mo
Q Q
=
The load becomes now :
( )
T
mass vs i i o i
0
L = Q C -C dt= C 1 ov T
mi
vs i
mo
Q
Although the formula is the same as for the constant volume system hopper
dredger it doesnt mean that the cumulative overflow losses are the same for both
types of hopper dredgers.
2. In an ascertain type of sand the load rate in m/s or in t/s must have a minimum value.
If there would be no overflow losses than the load rate is directly proportional to the
flow rate. However, the overflow losses increase with an increasing flow rate, which
result in an increasing deviation from the linear relation. (Figure 2.22& 2.23)
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 26 van 109 March 2003
It can be proven that for certain particle sizes there is an optimum loadrate.
The increase of a higher suction production (load rate) must be considered against the
higher sand and water pump power, larger suction pipe diameter and dragheads etc.
Loadrate=F{Q} d50=.15 mm
0
20
40
60
80
100
120
140
160
180
0 2 4 6 8 10 12 14 16 18 20
Capacity [m3/s]
L
o
a
d
r
a
t
e
[
m
3
/
m
i
n
]
=1100 =1200 =1300
Figure 2-22 Loadrate as function of pump capacity
Loadrate=F{Q} d50=.1 mm
0
50
100
150
200
250
300
350
0 5 10 15 20
Capacity [m3/s]
=1.1 =1.2 =1.3 [t/m
3
]
Load rate m
3
/s
Figure 2-23
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 27 van 109 May 2005
Remark: In Figure 2.23 the step in the load rate is caused by the fact that for high
densities and high flow rates the loading after the overflow is not necessary since the
optimal production for the dredge cycle has been reached.
3. When apart from the soil the cycle time is known too, than the flow rate can be
chosen such that the cycle production is maximal. The cycle production is defined as
the quotient between loading and cycle time, so:
c
suction non suction
load
P
t t
=
+
If there are no overflow losses than this formula can be written as:
c
non suction non suction
vd k vd k
load Q load
P
load load
t Q t
Q C g C g
= =
+ +
This is a monotone ascending function. However the overflow losses cause an
optimal flow rate for which the cycle production has a maximum. (Figure 2.24)
4. Also the pump capacity can be scaled from existing "well working" trailing suction
hopper dredgers, by using the scale rule from Froude. However overflow losses will
not be on scale when using this scale rule.
Above mentioned criterions lead to a design flow rate and a design density.
2.2.3.3 Suction pipe diameters
Old trailing suction hopper dredgers are equipped with relatively large suction pipe diameters.
In the past the size of the diameter was mainly based on minimizing the pressure loss in the
suction pipe to avoid cavitation of the dredge pump. However it was understood that the
concentration distribution was homogeneous over the diameter, which is not always the case.
Cycle Production d50=.15 mm
0
500
1000
1500
2000
0 5 10 15 20
Capacity [m3/s]
=1.1
=1.2 =1.3 [t/m
3
]
P
cycle
[m
3
/c]
Figure 2-24
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 28 van 109 March 2003
For a homogenous flow it can be shown
that the suction production is maximum
for a certain suction velocity. This is
done with the so-called suction formula,
a force balance over the suction pipe.
For a pump that is positioned k meters
under the surface The pressure at the
suction mouth is
m
gH. The pressure in
front of the pump p is equal to the
allowable underpressure, vacuum, so
p=-VAC.
The pressure difference over the suction
pipe equals the weight of the mixture
and the losses in the pipe.
Mixture velocity v
s
Mixture density
m
h
z
Figure 2-25
( )
2 2
1 1
2 2 water mixture z mixture mixture mixture
g H Vac g h v g H k v + = + = +
( )
2
2
water
mixture
g H Vac
g H k v
+
=
+
Pr
mixture water
vd k grain
grain water
Q C v A
= =
This function appears to have, dependent on H, k, V
ac
and , an optimum for a certain suction
velocity v, which is independent of the suction pipe diameter.
can be written as
= +
L
D
with;
=entre loss coefficient [-]
=Darcy-Weisbach resistance coefficient [-]
L=length of suction pipe in m
D=suction pipe diameter in m
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 29 van 109 May 2005
1000
1050
1100
1150
1200
1250
1300
1350
0 2 4 6 8
Suction velocity [m/s]
vacuum=80kPa
M
i
x
t
u
r
e
d
e
n
s
i
t
y
[
k
g
-
m
3
]
0
200
400
600
800
1000
1200
P
r
o
d
u
c
t
i
o
n
[
k
g
/
s
]
rho_m D=750 mm D=1000 mm
Figure 2-26
Application of the suction formula has several disadvantages:
1. The mixture density, the resistance factor and the suction velocity are not independent of
each other, but are determined by the erosion process and the pump characteristics.
2. The flow is only homogeneous for sand types with a d
50
< 0.15 mm.
For coarser materials the flow becomes heterogeneous. As a result the volumetric concentration
(the amount of sand in the pipe) increases and therefore also the pressure loss in the pipe. In
other words the decrease of the pressure loss by the lower velocity is cancelled out by the
increase as a result of the higher volumetric concentration. Therefore the pressure loss in the
pipe does no longer behave according:
2
1
2
p v = .
For this reason modern trailing suction hopper dredgers do have relative smaller suction pipe
diameter then in the past. Besides that heavier pipes demand heavier winches, gantries and their
foundations. This leads to a lower useful deadweight capacity and more investment cost.
Figure 2.27 below shows the relation between the maximum hopper volume and the suction
pipes diameters for trailing suction hopper dredgers with two suction pipes. (diameters above
800 mm are round off to 100 mm and under 800 mm to 50 mm)
As can be seen in the Figure 2.27 the spread in the used suction pipe diameters is considerable.
This could lead to the conclusion that design process is not yet unambiguous. At present
however modern TSHDs have smaller in suction pipe diameter at the same flow rate. This is
especially affected by the better insights in the two-phase flow at relative low velocities for
inclined pipes.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 30 van 109 March 2003
From many researches it appears that the velocity for which all soil particles in the pipe are still
in motion is dependent on the Froude-value:
2
v
g D
. (v=velocity and D pipe diameter)
Depending on the grain size and concentration the Froude-value may not become less than a
certain value F
I,H
. Adding the maximum average velocities for which no stationary bed is
formed in a horizontal pipeline can be calculated using
( ) 2 1
sm l s
V F g S D = or with the
demi-McDonald of Wilson, which can be estimated with the formula:
( )
0.55
0.7 1.75
50
2 0.7
50
8.8
0.66
0.11
s s f
sm
S S
D d
V
d D
=
+
With d
50
in mm and the diameter D in meters.
In Figure 2.28 both formulas are drawn (Durant, F
l
=1.4). For inclined suction pipes V
sm
has to
be raised with a value D dependent of the incline. According Wilson and Tse D reaches a
maximum for approximately 30 and is then D=0.333 (Matousek, 1997).
In the design of trailing suction hopper dredgers usually F
l
= 1.00 is assumed and D is not
considered. This implies that the dredger is designed for materials with a d
50
between 100 and
300 m and that for coarser materials a stationary bed is accepted.
One pipe vessels
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
0 5,000 10,000 15,000 20,000 25,000
Hopper vol ume [m3]
P
i
p
e
d
i
a
m
e
t
e
r
[
m
]
Two pipe vessels
0.00
0.20
0.40
0.60
0.80
1.00
1.20
1.40
1.60
0 5000 10000 15000 20000 25000 30000 35000
Hopper vol ume [m3]
P
i
p
e
d
i
a
m
e
t
e
r
[
m
]
Figure 2-27
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 31 van 109 May 2005
V_stationary deposition for horizontal transport d50=.5
mm
0
2
4
6
8
10
0 0.2 0.4 0.6 0.8 1 1.2
Pipe diameter [m]
V
_
d
e
p
o
s
i
t
[
m
/
s
]
Wilson Durant Practice
Figure 2-28
2.2.3.4 The pressure pipe diameter
The diameter of the pressure pipe should have a larger diameter than the suction pipe, because
the factor 0.333 for the inclined transport. However often, depending of the value of the factor
Figure 2-29 Dredge pump incorperate in the suction pipe
The use of suction pipe with a
submerged pump (Figure 2.29)
has a direct influence on the
choice of the diameter of the
suction pipe. Is this the case
then it is possible to choose the
suction pipe diameter a little
smaller and so lighter and
cheaper, against the
disadvantage of a little
additional pressure loss in the
pipeline..
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 32 van 109 March 2003
F
l,H
, the pressure pipe diameter is chosen 50-100 mm smaller for costs reasons. Particular when
the casted elbows and valves are used. The diameter of the pump ashore installation will
generally be chosen smaller than the suction pipe. Normally the hopper is unloaded with
considerable higher concentrations than loaded. This allow for a lower flow rate when
discharge time equals the suction time.
2.2.3.5 The dredge pump
Because the impeller diameter is approximately known ( minimum 2 times suction pipe
diameter) and there is a relation between the required manometric pressure and the peripheral
velocity of the pump impeller, also the specific pump speed is approximately known.
The dimensionless specific pump speed is defined as:
1
2
3
4
s
N
=
With:
Q
Db
= dimensionless capacity
2 2 2
p p
u r
= = = dimensionless pressure
In these is:
Q = flow rate [m
3
/s]
p = pressure [Pa]
D = diameter pump impeller [m]
b = width pump impeller [m]
r = D [m]
Figure 2-30 Pump room with 2 pumps
The main dimensions of the ship
and the dredge installation are now
known, so an estimate can be made
to the required manometric head of
the dredge pump for the different
(un)loading conditions.
The required pump pressure during
loading is determined by the static
head from hart pump to the
discharge in the hopper and the
losses in the discharge line.
The manometric head is the sum of
required pressure and the allowable
vacuum at the suction side of the
pump.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 33 van 109 May 2005
= density fluid [kg/m
3
]
= angular velocity pump impeller [rad/s]
Filling in and results in
3 1
4 2
3 3
4 4
4
s
Q D
N
b
p
= =
(1)
The specific speed is assessed to the maximum efficiency point and is a characteristic number
to compare pumps with their dimensions like the b/D ratio, inlet and outlet diameter ratio D
i
/D
u
and impeller shapes (Figure 2.31). Equation (1) shows that for a constant number of revolutions
() the specific number of revolutions increases with an increasing flow rate and decreasing
pressure. Since the pressure is proportional to the square of the peripheral velocity, the pressure
will decrease at a constant number of revolutions with a decreasing diameter. A higher flow
rate requires a larger diameter in the impeller, therefore a larger b/D ratio. Besides the b/D ratio
especially a wider passage in the impeller has a large influence.
Figure 2.32 shows the relation between the dimensionless capacity and pressure as function of
the number of revolutions for all types of hydraulic suction dredgers. Left in the chart are the
standard centrifugal pumps and on the right the modern half-axial or mixed flow pumps,
usually used as submerged pump in the suction pipe pump of trailing suction hopper dredgers
and cutter suction dredgers. In general the dimensionless pressure for hopper pumps is slightly
higher for the same specific flow rate than for the pressure pumps of cutter suction dredgers
and suction dredgers.
From formula (1) it follows that when Q, p, and N
s
are known, the pump speed can be
determined, so that the pump and impeller type can also be chosen. (note: When the dredger
will be equipped with a pump ashore installation, there will be two pump speeds.)
For relative small trailing suction hopper dredgers and suction depths a fixed pump speed for
the dredging mode (suction) is often sufficient. When the difference between minimum and
maximum dredging depth is large, a variable pump speed may be required.
Figure 2-31
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 34 van 109 March 2003
All Dredgers
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0 0.2 0.4 0.6 0.8 1
Specific Speed
S
p
e
c
i
f
i
c
C
a
p
a
c
i
t
y
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
S
p
e
c
i
f
i
c
H
e
a
d
Head
Capacity
Figure 2-32
With increasing size and particular for increasing depth the question may rise if this can lead to
large flow rate variations during the dredging process. Large flow rate variations often lead to
water-hammer problems in the pipelines. If this risk exists than an adjustable pumpspeed is
necessary.
There are more factors involved in the choice of a pump, such as:
3, 4 or 5 impeller vanes. Dependent on the required minimal opening area between the
blades.
Single- or double-walled pump (wear considerations).
Inboard or submerged pump or both. If great suction depths are expected, it has to be
considered if the installation of submerged pumps is more economical. The limit where this
economical point is reached is closely connected with depth of the inboard pump below
water level under service conditions, so roughly with the draught of the ship. This break
point is therefore different for every ship.
The operation of the pump during pumping ashore (if necessary).
When the dredger is provided with a pump ashore installation attention shall be given to the
pumps working under both conditions. During pumping ashore it becomes more and more a
custom that all available power of the main engines are used. This implies that the maximum
pump speed when pumping ashore differs significantly from the pump speed during dredging.
As a consequence the best efficiency point of the pump when pumping ashore shifts to a
considerable higher flow rate than during dredging. This shift is in reality even larger because
the pump ashore capacity is usually smaller than the flow rate during dredging (why?).
It has to be realized however that a pump working under conditions far above or below the best
efficiency point, will wear faster. A good research of the position of the best efficiency points
under the different service conditions is therefore necessary to obtain the optimal installation.
Also the required pump power for both modes can now be calculated. However, the maximum
available pump power during pumping ashore is with a combined drive (one engine for pump +
propulsion) determined by the required propulsion power.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 35 van 109 May 2005
Pumpcharacteristics for dredging and pump ashore
0
200
400
600
800
1000
1200
0 1 2 3 4 5 6 7
capacity [m3/s]
M
a
n
o
m
e
t
r
i
c
p
r
e
s
s
u
r
e
[
k
P
a
]
0
20
40
60
80
100
120
E
f
f
i
c
i
e
n
c
y
[
%
]
Q-p/280 rpm Q-p/165 rpm Eff/280 rpm Eff/165 rpm
Figure 2-33
2.2.3.6 The dredge pump drive
Before choosing a drive the question should be answered whether continuous pump speed
control is required or speed control by a gearbox is sufficient.
The following factors are involved:
The expected range of the flow rate variation between the pumping of the water and of the
slurry. This range is larger with an increasing suction depth, provided no cavitation takes
place. Limitation of this variation can be necessary to reduce the risk of water-hammer. In
that case a constant pump speed or a stepped control is insufficient.
When a constant flow rate control is desired. The flow rate is regulated by a variation of the
pump speed. An electric drive is necessary. A constant flow rate control by varying the
number of revolutions is not suitable to prevent water-hammer (too slow).
If the ship is equipped with a pump ashore installation and the propulsion power can be
used totally or partly when pumping ashore. To use this additional power a higher pump
speed than use in the dredging mode is required.
Dependent on these demands the sand pump can be driven directly by the main engine through
a, if necessary, a stepped gearbox or directly by an electric engine through a generator. Of
course there are several intermediate solutions that are treated in the chapter "Main
arrangement".
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 36 van 109 March 2003
2.2.3.7 The dragheads
Dragheads are designed to excavated the soil and mix it with water for hydraulic transport.
Excavation can be done hydraulically or mechanically or combined. Hydraulic excavation is
either by erosion of the dredge pump flow, by pressurized water jets or both
Visor
Figure 2-34 Draghead with blade
Pure mechanical excavation is mainly done
in cohesive soils, such as clays and very
soft rock. For that case teeth or blades are
mounted in the draghead (Figure 2.34).
The width of the draghead is now
dependent on the expected cutting forces in
the particular soil in relation to the
available cutting force from the propulsion.
The length of the visor of the draghead
should be chosen such the flow pattern for
the transport of the excavated material
suites the excavation process.
Figure 2-35 Draghead with jets (not working)
Modern dragheads have water jets assisted
with knives or teeth.
A reasonable assumption is that the jet-
production is linear with the total momentum
flux of the jet system and independent of the
trail speed. The momentum I=
w
Qu.
M I Qu Q
p
sand w w
jet
w
= = =
2
With:
I = Momentum in N
M
sand
= Eroded sand mass in kg/s per jet
p
jet
= Jet pressure at the nozzle in Pa
Q = Jet capacity in m
3
/s
u = Jet velocity at the nozzle in m/s
= Coefficient depending on the particle size, jet pressure, jet capacity and trailspeed.
A reasonable assumption for alpha is =0.1
w
= Water density in kg/m
3
.
When the nozzle are divided well over the width of the draghead the mass M should fulfill the
relation:
M B d v
sand
all jets
trail
situ water
particle water
particle
=
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 37 van 109 May 2005
B = Width draghead in m.
D = Eroded layer thickness in m
v
trail
= Trailspeed in m/s
situ
= Density soil in situ kg/m
3
particle
= Particle density in kg/m
3
When the trailspeed is said to 1.5 m/s, which equals 3 knots and using the relation between pipe
diameter and draghead width of Figure 2.36, d can be calculated.
In general the effective of the jet decreases somewhat with increasing pressure at constant
momentum. This means that low pressure- high capacity jets are more effective than high
pressure-low capacity jets. They use more specific energy too. On the other hand however,
much jetwater dilutes the mixture density (Figure 2.128). So the designer has to search for the
optimum solution between cost (power) en production
2.2.3.8 The water pumps
Jet-water is used for loosening the soil within the dragheads, as well as to assist the process
during discharging the load, either by dumping or by pumping ashore. The flow rate of the
water pump is between 20 to 30 % of the sand pump flow rate and the pressure is usually
between 5 and 15 bar. The required pressure can be calculated using the same basic formulas
as mention in the forgoing chapter.
M C Q Q
p
Q
Q
sand
w
sand
w
vd
vd m sand w jet
m
jet
p
C
= =
=
L
N
M
M
O
Q
P
P
2
1
2
2
In general there is no requirement for speed control of the type of pump
0
500
1000
1500
2000
2500
3000
3500
4000
0 500 1000 1500
Suctionpipe diameter [mm]
l
e
n
g
t
h
/
w
i
d
t
h
[
m
m
]
width
Length
Figure 2-36 Dimensions Dutch draghead
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 38 van 109 March 2003
2.2.3.9 The hopper
As mentioned before ships are built according certain L/B, B/T and B/H ratios. This also
accounts for trailing suction hopper dredgers.
Some insight in the effect of these ratios on the overflow losses is got from the Camps
Diagram (Figure 2.132)
The removal Ratio R, the percentage of the incoming material that settles in the hopper is een
function of:
R f
S
S
S
V
R f
S BL
Q
S BH
Q
=
F
H
G
I
K
J
= =
F
H
G
I
K
J
0 0
, ,
b g b g
The following conclusion from Figure 2.132 can now be drawn when keeping the hopper
volume constant:
1. The width B is kept constant and L2L and H0.5H
1
st
term of the removal ratio shall increase and 2
e
term shall decrease. This results in
the conclusion:
More sedimentation at long shallow hoppers or less in short deep hoppers
2. The height H is kept constant and L2L and B0.5B
1
st
term of the removal ratio stays constant and 2
e
term shall decrease. This results in:
A little less sedimentation at long small hoppers or little better sedimentation
in short wide hoppers.
3. The length L is constant and H2H and B0.5B1
st
term of the removal ratio shall
decrease and 2
e
term stays constant. This results in:
Less sedimentation in small deep hoppers or better sedimentation in wide
shallow hoppers.
4. The height H and the width B are kept constant, while L0.5L and Q0.5Q
1
st
term of the removal ratio stays constant and 2
e
term shall increase. This results in:
Central intake or a TSHD with 2 hoppers is a little better.
From the theory of the overflow losses (chapter 2.5.1.3) can be derived that long, shallow
hoppers are favorable for the settlement process. Unfortunately such a shape leads to long
relatively narrow ship with a limited depth that result in certain design problems for engine
room en deckhouse. Therefore a compromise has to be found between the price and the
performance.
When scaling-up the hopper shape to larger dimensions one should be aware for an undesirable
increase of the overflow losses. After all for all new to build trailing suction hopper dredgers it
is often demanded that the load time, independent of the size of the hopper, has to be 1 hour for
a sand type with a d
50
of 250 m. This implies that the flow rate will be proportional to the
volume of the hopper when the concentration is assumed constant.
Therefore the capacity scale is: ( )
3
Q L
=
Both the terms
S BL
Q
and
S BH
Q
b g b g
shall decrease and this implies that the overflow loss for
larger trailing suction hopper dredgers will be higher than for smaller trailing suction hopper
dredgers, even if the hoppers are similar. Dependent on the magnitude of this increase this
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 39 van 109 May 2005
could still be acceptable, since the cycle production can still be higher with higher overflow
losses.
A design requirement directly related to the hopper shape is that the sand level at restricted
loads needs to be higher than the sealevel.
Such a requirement is of
importance in situations
where it is not possible to
dredge to the dredge mark
because of the waterdepth.
If the sea level is higher
than the sand level, the
water cannot flow out and
the ship cant be loaded
economically.
Dredging mark
Adjustable overflow
This water is not removable
Constant Tonnage system
Figure 2-37
For modern ships this requirement can be satisfied for a 50-60% of the maximal load.
2.2.3.10 The discharge system
From the theory of the flow of bulk material from silos follows that a plane symmetrical flow
will occur for discharge openings where length L 3B (width) and that this flow type, is
preferred above an axial symmetrical flow. Unfortunately most discharge systems, except for
the split hopper (Figure 2.38) don't satisfy this requirement, while the building of a split hopper
suction dredgers is considerably more expensive than "single hull" ships.
As a rule of thumb the following ratios between the discharge opening and the well surface are
used, dependent on the discharge material:
Figure 2-38 The split TSHD
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 40 van 109 March 2003
for silt 10%
for clay 50%
average 30%
Instead of a large door or valve surface there are also systems that discharge the load with a
limited amount of doors or valves by partly fluidizing or eroding the load. Experience showed
that these systems function usually well for the fine sand types.
A design requirement for
discharge system may be the
necessity of dumping in shallow
water. Is this the case than sliding
doors or a splithopper are
options. Also cone valves
function well when discharging
in shallow water. With a small
opening they already provide a
good discharge. If doors are used
shallow dumping doors have to
be considered
Figure 2-39
2.2.4 The propulsion power
Except for the propulsion there are also requirements for the maneuverability of the trailing
suction hopper dredger. For this purpose extra bow thrusters are often used.
2.2.4.1 The propulsion power
Trailing suction hopper dredgers are real workships. They have a high block coefficient, no
high ship velocities and they often sail in shallow waters, which make them "feel" the bottom.
The velocities in knots do not exceed 1.4L (Figure 2.40).
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 41 van 109 May 2005
6
8
10
12
14
16
18
20
8.5 9.5 10.5 11.5 12.5 13.5
SQRT(L) [m^1/2]
L
o
a
d
e
d
s
p
e
e
d
[
k
n
]
1.4*L^1/2
1.22*L^1/2
Figure 2-40 Maximum speed TSHD's
The ships resistance is composed of a number of components:
( ) 1
total f app w TR A
R R k R R R R = + + + + +
with R
fl
friction resistance according the ITTC-1957 formula [N]
1+k shape factor for the hull [-]
R
w
wave resistance [N]
R
app
resistance as a result of the appendage [N]
R
b
resistance as a result of the additional pressure difference [N]
Further is:
R
1
2
V C S
with
C
R
f
2
f total
f
n
=
=
0 075
2
10
2
.
log b g
Determination of the resistance demands a lot of experience. The average sailing speed in knots
for TSHDs is 1.22Length (0.63L for v in m/s) Figure 2.40. That means that the wave
resistance part is small and the total resistance can be estimated by a polynomial of the second
order.
Nevertheless the ships resistance of a trailing suction hopper dredger is considerably higher
under sailing conditions compared to normal ships with the same block coefficient. This is
caused by the bottom valves or doors and the suction pipe guides in the hull.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 42 van 109 March 2003
The required propulsion power appears to be decisive under the trailing condition, in particular
when a combined drive is used. For this condition requirements are set regarding the trail
speed, expected counter current and effective cutting forces at the draghead.
For the trail speeds a normal value is 1.5 m/s with a counter current of 1 m/s. At these
velocities the resistance of the hull, as could be expected, is little. The largest resistance arises
from the dragging of the suction pipes over the seabed.
This suction pipe resistance is composed of several components:
The first, the hydro-visco components.
In the direction perpendicular of the pipe:
R C v v LD
pipe D w
=
1
2
sin sin
In the direction parallel with the pipe:
R C v v LD
pipe L w
=
1
2
cos cos
In which:
C
D
= Drag coefficient [-]
C
L
= Lift coefficient [-]
D = Pipe diameter [m]
L = Pipe length [m]
R
pipe
= Drag force [N]
R
pipe
R
draghead
F +R
cutting friction
F
impuls
R
ship
G
1
G
2
R
1
R
2
R
3
V
p
draghead
Figure 2-41 Forces working on a TSHD
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 43 van 109 May 2005
R
pipe
= Lift force [N]
v = Relative water velocity to the ship [m/s]
= Pipe angle []
w
= Density water [kg/m
3
]
The dimensionless coefficients C
D
and C
L
are apart from dependent on Reynolds number, also
dependent on the appendages on the suction pipe. For a more accurate calculation it is better to
divide the pipeline in different section with different projected areas. This has the advantage
that the relative velocity of the water can be dependant of the waterdepth
Another force that the propulsion has to generate, which is often forgotten, is the force needed
to accelerate the dredge mixture to the trail velocity of the ship, this momentum force.
F Q v
Mom mix trail
=
with:
F
Mom
= Momentum force [N]
Q = Pump capacity [m
3
/s]
v
trail
= Trail speed [m/s]
mix
= Density mixture [kg/m
3
]
The resistance of the draghead over the seabed.
This force is more difficult to determine, but it can be derived as follows:
During dredging erosion water shall enter the draghead at the backside and the sides. (See
chapter 2.5.1.1.3) This pressure difference depends on the type of soil and the amount of jet-
water used to loosen the soil (chapter 2.5.1.1). An average value for this pressure difference is
50 kPa. Multiplying the suction area of the draghead with the pressure difference gives the
force that push the draghead to the seabed.
Additional to this is the weight of the draghead on the bottom, which can be determined with a
simple equilibrium equation. The coefficient of friction of steel on wet sand is 0.3 to 0.5.
Additionally it is known that the draghead "bulldozers". Therefore a coefficient of friction of at
least 0.5 must be used.
Teeth or blades mounted in the draghead with intension to cut a significant part of the soil do
increase the trail force significant. Effective trailing forces of 250 to 500 kN per pipe are
common for the big dredgers
If the total resistance of the suction pipe is known than this can be roughly converted to other
diameters using:
1 1
2 2
W D
W D
=
with = 2.2 2.4
In conclusion the required effective trail force(s) are strongly dependent on the expected type
of the dredging work and therefore to consider in detail during design.
The above consideration can be visually clarified in the resistance-propulsion power chart:
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 44 van 109 March 2003
In Figure 2.42 the effective propulsion force (trust), T_sailing (corrected for wake) as the ships
resistance, R_sailing, are shown as a function of the ships speed. In the operating point
"sailing" the supplied power is equal to the ships resistance. Under this condition the main
engines are usually only driving the screws and the thrust curve is determined by the power of
the main engines. This propulsion force curve can be described by a second-order polynomial:
T a a v a v
sailing s s
= + +
0 1 2
2
During dredging the main engines usually drive, besides the screws, also the sand-pump
installation (sand- and water-pump) either directly or through a generator/electric motor set.
This means that less propulsion is available for the propulsion in this mode. Because the
propulsion force is proportional to the propulsion power as:
2
3
T
P
= constant, the propulsion
force curve is approximated under dredging (trailing) conditions by:
T a
P
P
a v a v
trailing
trailing
sailing
s s
=
F
H
G
I
K
J
+ +
0
2
3
1 2
2
The sum of the ships resistance (R_ship) and the suction pipe resistance (R_pipe) has to be
equal with this propulsion force curve (operating point "trailing"). Usually this condition
appears to be decisive for the to be installed power of the main engines. If no combined drive is
used than the "sailing" condition is normative for the required propulsion power.
2.2.4.2 The bow thruster power
Thrust-Resistance Diagram
0
500
1000
1500
2000
0 2 4 6 8 10
Speed [m/s]
T
h
r
u
s
t
/
R
e
s
i
s
t
a
n
c
e
[
k
N
]
Pipe only
Sailing
Trailing
Operation point when sailing
Opeation point when trailing
Figure 2-42
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 45 van 109 May 2005
Figure 2-43 Bow jet
Maneuverability of THSDs has
improved much compare to the past. In
the sixties and the seventies the so-
called bow jets (Figure 2.43) were
used. These made it possible to
generate a transverse force with the
sand-pumps. But for practical reasons
this was done only when the pump-
room was positioned in the bow. The
effectiveness of these jets is pretty
good, certainly for 2 to 3 knots. The
construction costs are only a fraction of
those for a bow thruster.
However continuous use during dredging is not possible and so not economical.
Therefore this idea is abandoned and one or more bow thrusters are used. However bow
thrusters have the disadvantage of hardly any transverse force above 3 knots. There are
different types on the market.
A propeller mounted in a tunnel with a speed or pitch control, which means that the flow
direction and capacity is control by the revolutions and speed direction or by changing the pitch
of the propeller vanes. A axial flow pump by which the direction of the flow is control by
valves and the capacity by the speed of the impeller.
Figure 2-44 Thruster types
With the increase of the jet-pump power one could consider to use these, totally o partly, for
the bow jets.
The required bow thruster power depends strongly on the expected type of work for which the
trailing suction hopper dredger has to be designed.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 46 van 109 March 2003
2.2.5 Power balance
From the above mentioned it shows that a lot of power is installed in a trailing suction hopper
dredger, that is:
the dredge-pump power
the jet-pump power
the propulsion power
the bow thruster power
and of course the power for the electrical circuit on board. After all the suction pipes have to be
lowered and raised. The valves and other auxiliary equipment must operate, etc. Powers of
15000 kW or more are no exception. Therefore it makes sense to take a close look to the power
balance. For instance, separate drives for the propulsion and the sand-pumps are not always
necessary or desirable. Most of the time several objects can be combined. The following will
show that this is strongly related to the suction pipe configuration.
The most common combination is to drive both the propeller as well as the dredge-pump with
one engine (Figure 2.45). The total installed power will not be much less than these units are
separate as shown in Figure 2.46 but during sailing more power is available for a higher sailing
speed and resulting in a higher production. If the units are driven directly, there will be no loss
in generators, cables and electric motors. The speed control of the sand-pump is however poor.
The engines run on constant speed, while adjustable propellers control the speed of the vessel,
while the configuration of Figure 2.46 has fixed propellers (Why?).
When the trailing suction hopper dredger needs pump ashore installation than generally an
extra transmission is installed in the gear-box to use the total available power for this
installation. The same engine supplies the jet-pump power usually. In that case the gear box is
fitted with an extra axis. The only disadvantage for this arrangement is the limitation in the
suction pipe length. Of course this is not totally black-and-white. Extending of the inboard
Figure 2-45 Direct drive
Figure 2-46 Separate propulsion and dredge pump engines
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 47 van 109 May 2005
suction pipe offers the possibility to place a longer pipe on the deck, but this results in a lower
production when dredging at large depths. Such a ship is put into service in 1992 and the
concerned company (J.F.J. de Nul) took this decision intentionally.
If limitation of the suction pipe length is not desired both powers can be combined with the
arrangement of Figure 2.47. In the engine room the main engines drive the adjustable screw,
but on the other side a generator is placed that supplies the dredge-pump placed in the fore ship
with energy. This is attended by an energy loss of 10 to 15 % of the power required. So for a
sand-pump power of 2000 kW times two, there is a loss of approximately 400 to 500 kW!
This also accounts for jet-pumps installed in the fore ship too. If the pump ashore installation
needs the total power of the main engines this solution will require a considerable larger
investment than the previous case. The speed control of the dredge pump can of course be well
adjusted with an electrical drive.
Between these two solutions there are of course all kinds of variants possible, which have been
built in the past too. (See chapter 2.26 Main Layout)
y = 0.4641x - 510.11
R
2
= 0.8741
0
5000
10000
15000
20000
25000
0 10000 20000 30000 40000 50000
Displacement [t]
P
p
[
k
W
]
Figure 2-48 Propulsion power
Figure 2-47 TSHD with dredge pumps in the fore ship
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 48 van 109 March 2003
y =0.1758x - 19.495
R
2
=0.8036
0
500
1,000
1,500
2,000
2,500
3,000
3,500
0 2,000 4,000 6,000 8,000 10,000 12,000 14,000 16,000
Propul si on power duri ng trai l i ng [kW]
B
o
w
t
r
u
s
t
p
o
w
e
r
[
k
W
]
Figure 2-49 Bow thrust power
y = 0.5806x
R
2
= 0.8931
0
5000
10000
15000
20000
25000
30000
0 10000 20000 30000 40000 50000
Displacement [t]
P
i
[
k
W
]
Figure 2-50 Total installed power
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 49 van 109 May 2005
2.2.6 Main layout
Now the main dimensions of the ship and the dredging equipment are known, the layout of the
ship has to be determined.
2.2.6.1 Single well ships
Most currently built trailing suction hopper dredgers are of the single cargo-hold type. The
hopper, also called well, is positioned somewhat forward of the middle of the ship. This is also
the case when the bridge is on the foreship. The engine-room is always positioned in the stern.
The trailing suction hopper dredgers used by the dredging industry are usually equipped with
two adjustable screws.
The position of the pump-room, a with watertight bulkheads sealed space in which the sand-
pumps are located, also has a large influence on the layout of the trailing suction hopper
dredger. The simplest and most efficient layout is the one where the pump-room is positioned
just before the engine-room (Figure 2.45).
In this case the main engines drive both the adjustable screws as the sand-pumps. Adjustable
screws are necessary in this case because if the sailing velocity of the trailing suction hopper
dredger is controlled by varying the number of revolutions of the engine then also the
production of the pump changes which can lead to production loss.
Since the sand-pumps on a trailing suction hopper dredger usually run on a fixed number of
revolutions (variation of the suction depth has only a limited influence on the required head)
the ships velocity can be easily adjusted by varying the pitch angle of the adjustable screws.
Of course adjustable screws are more expensive and vulnerable than fixed screws. If fixed
screws are desired than the layout shown in Figure 2.46 is appropriate with different engines
for the sailing and dredging.
An alternative for Figure 2.46 is Figure 2.51
Figure 2-51
It will be clear that in the first solution the total installed power is better used. After all during
sailing the full power of the engines is available for the propulsion. However these solutions
are also seen with adjustable screws.
In both cases the limitation of the arrangement is the suction pipe length and therefore the
suction depth. After all the suction pipes still need to be stored on board. If large dredging
depths are also required (until 70 m) than the layout of Figure 2.47 and 2.52 are automatically
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 50 van 109 March 2003
obtained. Figure 2.52 is called the All Electric Ship, an development of nowadays. All power
needed is delivered by the main engines via high efficient generators and motors.
Figure 2-52 The all electric ship
Of course there are may combinations possible with of these main layouts. The number of
suction pipes may have some influence. Many smaller trailing suction hopper dredgers have
only one suction pipe. Nevertheless these small trailing suction hopper dredgers are equipped
with twin screws for two reasons:
1. The empty draught determines the maximum allowed propeller-diameter. Transferring a
certain amount of power to one screw leads to a high revolutions, heavy loaded propeller
with a relatively low efficiency.
2. A twin screw ship has a much higher maneuverability than a single screw ship
Nevertheless, special trailing suction hopper dredgers such as gravel dredgers, are equipped
with a single screw (see special applications)
2.2.6.2 Twin Hopper Trailers
In the end of the sixties and starting seventies several trailing suction hopper dredgers were
build with two separate hoppers. In these ships the engine-room and/or pump-room is
positioned between the two hoppers. The main advantage of the twin hopper type is the smaller
longitudinal ships bending moment that arises from the mid-ships connection of the engine-
room and/or pump-room bulkheads.
Figure 2-53
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 51 van 109 May 2005
Figure 2-54
The disadvantage of such ships that on one hand the hopper ratios are unfavorable for the
settling process and to the other hand the total capacity is dived over both hoppers which will
improve the sedimentation process somewhat. Besides several extra valves are needed to trim
the ship sufficiently. These layouts are shown in Figure 2.53 and Figure 2.54. The
accommodation is also positioned amidships. In both cases the main engines drive propellers
and dredge-pumps. Besides the longer pipes for large dredging depth can be installed. Of
course an electrical driven dredging installation is possible too.
2.2.6.3 Single well ships with a submerged-pump
For larger suction depths, more than 50 m, the installation of a submerged-pump becomes
economical. The submerged-pump, also called the suction pipe pump, can be driven electrical
or hydraulically. The hydraulic drive exists on smaller trailing suction hopper dredgers.
On larger trailing suction hopper dredgers the pump and the electrical drive with bearings are
accommodated in a compact compartment, directly mounted in the suction pipe. The number of
revolutions of the electrical drive is chosen such that it corresponds with the required number
of revolutions of the submerged-pump. This solution provides a compact and relative light
construction.
The submerged-pump related possible layouts of the engine rooms and/or pump-rooms are
shown in Figure 2.55.
Figure 2-55 TSHD with inboard (direct driven) and submerged pumps
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 52 van 109 March 2003
Figure 2-56 TSHD with inboard en submerged electrical driven pumps
Figure 2-57 Electrical driven pumps and direct driven propulsion
For smaller, simpler trailing suction hopper dredgers and converted barges submerged pumps
can be used to. For such ships the dredge installation is composed of modules (Figure 2.58).
The drive unit of a dredge installation is now positioned on the fore-deck. The (existing) engine
room is located in the stern. Therefore adjustable propellers are not necessary..
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 53 van 109 May 2005
2.2.6.4 Split hopper suction dredgers
Split hopper suction dredgers can in principle also be divided as shown in Figure 2.59 and 2.60.
Figure 2-59
Figure 2-60
With the observation that both the engine-room and the pump-room are divided in the
longitudinal direction (Figure 2.50 and 2.60).
Figure 2-58 Pump module on barges
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 54 van 109 March 2003
The engine driver has to ascend to a height higher than sea level when he wants to go from
starboard to portside.
2.2.6.5 The position of the pump-room
Positioning of the pumproom near the engine-room instead of in the fore-ship has the following
advantages:
the control and the maintenance of the pump installation can be done in a simple way by
the engine-room personnel.
with an empty ship the suction intake is submerged deeper than in the fore-ship, as a result
of the trim.
as a result of the shape of the stern the dragheads will move less frequently under the ship
base, when working in shallow waters or on slopes.
the direct drive of the sand pump by the main engine is considerable more efficient than the
transport of energy from the stern to the fore-ship.
the total propulsion power can used easily for the pump ashore installation. With a fore-
ship pumproom this requires considerable investments.
Of course there are also disadvantages:
the main disadvantage of the pump-room near the engine-room in the stern is the limitation
in the dredging depth of the suction pipe, something that has become more important in the
last few years.
the distribution of the weight is less ideal than with a pump-room in the front. For this
reason the bridge is positioned on the bow nowadays.
because the dragheads are nearer to the screws there is an increased chance for cables
picked up to get entangled in the propellers.
Figure 2-61 Split TSHD
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 55 van 109 May 2005
2.3 Technical Construction
The technical construction of the trailing suction hopper dredger will be discussed in the flow
direction of the dredging process.
2.3.1 The dredge installation
2.3.1.1 The dragheads
The draghead is the suction mouth of the trailing suction hopper dredger and is, with the sand-
pump, one of the most important components of the dredge installation. Looking at the amount
of patent applications on the area of dragheads the conclusion can be made that there is a lot of
knowledge of the operation of this device. Unfortunately this is not the case, the last 5 years the
remarkable progress made about the understanding of excavation process in the draghead.
Dragheads must be able to break up the coherence of varied soil types. The excavation process
is done erosive, mechanical or by both methods.
Dragheads are designed to resist the forces, needed to loosen and suck up the soil. They also
need to be strong enough to withstand collisions with unknown objects in the dredge area. This
especially gives high demands on the reliability of the equipment mounted on the draghead to
control the water supply and/or cutting blade depth.
Figure 2-62 Modern draghead (Vasco da Gamma)
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 56 van 109 March 2003
In general draghead consist of a fixed part that is connected to the suction pipe, sometimes
helmet mentioned and a one or two pivoting part(s), the visor, which is mounted in the fixed
part. The last part is (self) adjusting to keep in fully touch with the seabed.
In the dredging industry different types of dragheads are used. The most known dragheads are:
the Hollandse (Dutch) draghead, also called IHC draghead (Figure 2.63 and 2.65)
the Californian draghead (Figure 2.64 and 2.66)
Figure 2-63 Dutch draghead
Figure 2-64 Californian draghead
Figure 2-65
Figure 2-66
Both type are developed based on the principal of erosion generated by the dredge pump flow.
Nowadays these dragheads can be equipped with water jets too (Fig 2.65 and 2.66)
In addition to the excavation of the soil, the jets are also important for the forming of the
mixture in the draghead.
The dragheads rest on the seabed by means of replaceable, so-called, heel-pads of wear
resistant material.
When dredging cohesive materials the dragheads are provided with blades or cutting teeth
mounted in the visors. The position of the visor is fixed relative to the helmet corresponding
with the average dredging depth Sometimes this position is controlled by hydraulic cylinders.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 57 van 109 May 2005
When using tooth and/or blades one has to realize that different items can hook on to the
draghead, causing high longitudinal forces in the suction pipe. This can be prevented by
dividing the fixed part, the helmet, (Figure 2.67) in two parts, connected with a hinge on the
top and breaker bolts at the bottom. The strength of the breaker bolts has to be slightly weaker
than the weakest link of the several components of the suction pipe.
Figure 2-67
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 58 van 109 March 2003
However, if they are designed such that they fail regularly than soon the two parts are welded
together with the danger that the next link fails.
Modern dragheads have one visor with jet nozzles over full width. At the backside of the visor
replaceable teeth are fitted. The purposes of these teeth are to remove not eroded sand bands
and to guide the flow in the direction of the suction pipe. Some of those dragheads do have
movable water flaps to control the diluting water to the draghead. Visors can be adjusted either
by bars or by hydraulic cylinders.
Figure 2-68 Modern dragheads
The connection between the movable visors and the fixed helmet is usually sealed with a
rubber strip. This prevents the entering of "strange" water and it decreases the wear caused by
the sand picked up by this "strange" water.
2.3.1.1.1 Other types of dragheads
In the last 25 years a lot of experiments are performed with several types of dragheads, like:
Furthermore fenders are mounted
on the draghead, to prevent damage
caused by the bumping of the
draghead against the hull. By
mounting these fenders on both
sides, the draghead can be used
both on starboard and port.
Figure 2.69 fenders of the draghead
of the One piper TSHD Volvox
Terra Nova
Figure 2-69 Fender for protection
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 59 van 109 May 2005
Figure 2-70 Silt draghead
The silt head (Figure 2.70). A draghead specially designed for dredging silt and soft clays. The
silt is pushed in the draghead, while the propulsion delivers the required force.
Figure 2-71 Active draghead
And
Figure 2-72 Venturi draghead
The venturi head (2.72). A draghead that would be
hydraulically better shaped than the Hollandse and
the Californian draghead and therefore would reach
higher productions.
The advantage of this draghead was the high trailing
force due to the pressure difference over the draghead
.
All these dragheads were not successful. Mostly the idea behind was good, but secondary
reasons. like wear, sensitive for dirt, difficult to handle, etc. etc. Resulting in lower average
productions than the earlier mentioned dragheads.
The active draghead (Figure 2.71)
A draghead with a hydraulic driven roller with
cutting tools, able to cut firm clay or compact
sand.
The disadvantage of this dragheads was the
ability to pick up cables and wires
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 60 van 109 March 2003
Aside from IHC there are also other companies that supplies dragheads. Usually these draghead
are named after the company since they differ somehow from the standard dragheads.
Examples are the "Van de Graaf-heads" and VOSTA. heads
Furthermore every dredging company with self-respect has developed its own draghead,
whether or not used.
2.3.1.2 The suction pipe
The purpose of the suction pipe (Figure 2.73) is to make a connection between the seabed and
the ship in order to make transport of dredge slurry possible. Because a fixed connection is not
possible due to a varying water depth and the forces in size and direction, they have to comply
with a number of important requirements:
the dredging depth must be adjustable.
there must be enough freedom of movement to maintain the connection with the seabed as
good as possible.
the bending moments due to the forces acting on the pipe should be kept as small as
possible for reasons of strength and weight
hit- and shock load resistant.
a small pipeline resistance for the mixture flow.
Figure 2-73 Suction pipe
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 61 van 109 May 2005
The trunnion slide (Figure 2.74) that slides between the hull guides during the raising and
lowering of the suction pipe, is fitted with tapered cams that push the trunnion slide against the
hull when the suction pipe is in front of the suction intake.
Mounted on this trunnion
piece is a casted elbow,
which can rotate around a
horizontal axis,
perpendicular to the hull.
This hinge construction
allows the suction pipe to
be lowered to the desired
depth. The elbow has two
arms, positioned in the
vertical plane of the
suction pipe. On these
arms, the upper or short
piece pipe is mounted
with hinges.This upper
hinge makes the bending
moments small, for
example for the case
where the ship is swayed aside by the current.
Between the elbow and
the upper pipe a rubber
suction hose is
mounted that can move
40 to both sides. Steel
rings are vulcanized in
this suction sack to
prevent a collapse of the
suction sack by the
subpressure as a result
of the suction. The
upper pipe is connected
with the lower pipe by
the gimbal (Figure
2.75) and a second
suction sack. This gimbal allows the two pipes to move independently, which is necessary in
heavy weather and/or an irregular sea bottom.
A turning gland (Figure 2.76) is mounted, usually directly behind the gimbal, in the lower
pipe. This allows the lower pipe to rotate around its longitudinal axis, so that the draghead can
also follow the bottom profile in the transverse direction.
Figure 2-74 Trunnion slide with elbow
Figure 2-75 Universal joint
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 62 van 109 March 2003
If the draghead is fitted for jet-water, a jet-water pipeline is mounted along the suction pipe
(Figure 2.77).
Because this pipeline also needs to
follow all suction pipe motions, a
lot of pressure hoses and elbows
are needed, causing additional
pressure losses in the jet-pipeline.
The connection of the suction pipe
with the ship becomes now more
complicated.
Outer pipe Inner pipe
Wear ring Lip seal
Wearing ring Wearing ring
Outer pipe Inner pipe
For small diameters (<900 mm) For large diameters (>900 mm)
Figure 2-76 Turning glands
Figure 2-77 Suction pipe with a jet water pipe
Figure 2-78 Jet pipeline passing the universal joint
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 63 van 109 May 2005
It becomes even more
complicated when a
submerged pump is mounted
together with the suction pipe
(Figure 2.79). Except the
pipelines, a lot of cables for
power supply and to control
the pump speed are necessary.
For the powerful pumps a
special frame is necessary to
carry the loads.
2.3.1.3 The suction pipe gantries
The three suction pipe gantries serve to move the suction pipe either inboard or outboard.
The draghead gantry and the middle gantry are carried out mostly as an A-frame, connected
with the main deck by a hinge-construction (Figure 2.81 and 2.82). A hydraulic cylinder or the
hoisting wires controls the motion when moving the suction pipe in- or outboard.
Figure 2-79 Submerged sand pump frame
Figure 2-80 Suction pipe gantries
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 64 van 109 March 2003
Figure 2-81 3 different types of suction pipe gantries
Figure 2-82 Suction pipe elbow gantry
The suction elbow gantry consists of a fixed and a moveable part. The fixed part is welded to
the main deck and is fitted with tracks for the wheels of the moveable part. (Figure 2.82). When
the moveable part has reached the lowest [position than the trunnion slide can be lowered into
the guides in the hull
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 65 van 109 May 2005
2.3.1.4 The swell compensator
Figure 2-83 Swelll compensator
The swell compensator has contributed to the
success of the trailing suction hopper dredger too.
The most important goal of the swell
compensator is to maintain the contact between
the seabed and the ship, due to either both ship
motions or the irregularities of the bottom
contour. The swell compensator is positioned in
the hoist-cable system of the draghead winch
gantry. The swell compensator prevents the
uncontrolled slackening and re-tensioning of the
hoist cables. (Figure 2.83):
Furthermore it maintains almost a constant
pressure of the draghead on the seabed. A swell
compensator system consists of the following
components:
An hydraulic cylinder, of which the head is fitted
with one or two pulleys that guide the hoist cable
of the draghead.
One or more pressure vessels, of which the lower
part is filled with oil and the upper part with air.
A oil pump and reservoir.
An air compressor.
A pipeline system that connects the hydraulic or
pneumatic components.
Draghead
winch
controller
Elektrical driven draghead winch
Switching relays
Swelll compensator
Dragheadp
Suction pipe
Air-oil vessel
Figure 2-84 Swell compensator with
draghead winch controller
During an ascending motion of the ship the
piston rod of the compensator is pushed
downward as a result of the increasing force in
the cable. The plunger then compresses the air in
the pressure vessel. During the following
descending motion of the ship the piston is
pushed out again as a result of the increased
pressure in the pressure vessels. This assures a
tight cable at all times.
The average pressure in the pressure vessels is
determined by the weight with which the
draghead may rest on the bottom, or better: how
much the swell compensator has to compensate
this weight. It will be clear that the compensation
in silt will be higher than in sand. In table 1
values are given as a guideline by IHC for a
certain configuration.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 66 van 109 March 2003
Table 1.
Suction depth Compensation
Mud Sand
80% 50% 50% 20%
Draghead weight on bottom kg 1800 4500 4500 7200
Fill air pressure bar 15.0 15.0 8.0 8.0
25 m P in bar 26.2 17.9 18.6 9.8
P midstroke bar 24.7 17.1 17.1 9.4
P out bar 23.3 16.4 15.8 9.0
Draghead weight on bottom kg 2080 5200 5200 8320
Fill air pressure bar 15.0 15.0 8.0 8.0
17.5 m P in bar 30.0 20.1 21.0 10.8
P midstroke bar 27.9 19.1 19.1 10.3
P out bar 26.1 18.2 17.5 9.8
Draghead weight on bottom kg 2190 5475 5475 8760
Fill air pressure bar 15.0 15.0 8.0 8.0
10 m P in bar 31.4 20.8 21.8 11.2
P midstroke bar 29.1 19.8 19.8 10.6
P out bar 27.1 18.9 18.1 10.1
2.3.1.5 The suction pipe winches
Suction pipe winches have a grooved
winding drum, with a length and /or
diameter such that the there are 5
windings left on the drum (Figure
2.85) when the suction pipe is in its
lowest position. When the suction pipe
is out of the water. The load of the
winches becomes heavier. To
overcome this problem the wire is
transport to a drum with a smaller
diameter, which results in a lower
torque for the winch drive.
The winch drives is either electrical or
hydraulically.
Figure 2-85 Suction pipe winch
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 67 van 109 May 2005
2.3.1.6 The dredge pump
The dredge pump is the heart of the trailing suction hopper dredger.
Figure 2-86 Dredge pump
The position of the dredge or sand
pump has to meet certain requirements,
certainly for the case without a suction
pipe pump:
1. The inboard placed dredge pump
must be installed as low as possible.
The deeper the pump is under the
water level, the higher the
concentration of the mixture can be.
2. The resistance of the pipeline must
as low as possible. So short suction
pipes, wide bends and no
constrictions.
3. The direction of rotation of the
pump has to comply with the
rotation direction of the mixture
caused by the bends in the piping
system.
The second requirement cannot always be met because of demands for maintenance or the
accessibility for inspection or removal of debris.
There are also some practical objections concerning the third requirement. To comply with it
the direction of rotation of the starboard and port pumps has to be opposite. This means more
different spare parts like pump casings, impellers etc.
Speed control of the dredge pumps is highly dependent on the type of drive. If the main engine
directly drives the sand pump then speed regulation is not possible or only by stepwise control
using a gearbox. Is the dredgepump driven by a separate diesel engine then speed control is
possible, but the best control is obtained by an electric drive. It has to be mentioned that
currently new developments in variable transmissions come available for diesel engine driven
pumps.
In most cases the requirements regarding the cavitation properties of the dredgepump are more
important than the pressure properties. After all, even if the trailing suction hopper dredger has
a pump ashore system, operations in dredging mode are considerably more frequent than the
pump ashore mode.
Both single walled and double walled pumps (Figures 2.87 and 2.88) are used in trailing
suction hopper dredgers, dependent on the view and strategy of the dredging company. Double
walled pumps have a separate inner pump casing that can be worn out without necessary
repairs. This is achieved by pressure compensation. The pressure in a running pump is equal
inside and outside the inner pump casing. To do this the space between inner and outer pump
casing is filled with water and pressurized. Besides the advantage of a longer lifetime for the
inner pump, this type of pumps gives a higher security in case of explosions.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 68 van 109 March 2003
Figure 2-87 Single wall dredge pump
Figure 2-88 Double wall dredge pump
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 69 van 109 May 2005
2.3.1.7 The jet-water pump
The water- or jet pumps are usually also positioned in the pump room. If these pumps are
implemented with "clean-water pumps" than attention has to be paid to the position of the
water inlet. After all contaminated water causes extra wear. Because the water surrounding the
trailing suction hopper dredger is usually very muddy due to the overflow water, nowadays
dredge pumps or weir resistant water pumps are used jet pumps.
2.3.1.8 The discharge pipeline
The discharge pipeline connects the dredge pump and the hopper loading system, or the dredge
pump and the shore pipeline. Every trailing suction hopper dredger has the possibility to
discharge the dredge mixture directly. Previously this was done above the waterlevel, but with
increasing environmental protection demands, the so-called poor mixture installation (Figure
2.89) is connected with an always submerged pipe-end.
FLOW
doorsnede
FLOW
doorsnede
Figure 2-89 Poor mixture overboard systems
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 70 van 109 March 2003
Figure 2-90 TSHD with one delivery line
Trailing suction hopper dredgers with one
suction pipe do have one delivery pipe
constructed over the middle of the hopper
and connected the discharge side of the
dredge pump. Trailing suction hopper
dredgers with two suction pipes can also
have one central delivery pipe (Figure
2.90) on which the discharges of both
dredgepumps are connected, or two
separate delivery pipes (Figure 2.91).
Figure 2-91 TSHD with 2 delivery pipes
In this last
configuration it must
be possible to use both
delivery pipes with
both pumps. When one
of the suction pipes
cuts of, whatever the
cause may be, the ship
still must be loaded
equally athwart-ships
to prevent listing. This
requires more valves
than for one central
loading gully.
A similar complexity of the piping system arises also when shore pumping must be possible
over starboard, port and over the bow. In a shore pumping installation the pressure pipe usually
ends in a ball on which the shore piping can be connected. The bends are usually from cast
steel for maintenance reasons.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 71 van 109 May 2005
On every trailing suction hopper dredger it must be possible, whether or not it is equipped with
a shore pump installation, to suck the water from the well. If poor settling material is sucked
than it is strongly recommended to discard the water that is left in the well when dumping,
before suction to prevent dilution of the sucked up mixture.
2.3.2 The hopper
2.3.2.1 The loading system
The goal of the loading system is to dump the sucked up sand-water mixture as quiet and even
as possible in the well. Three systems can be distinguished:
the diffuser system (Figure 2.92).
the central loading system (Figure 2.93).
the deep loading system (Figure 2.94).
All with several variants on which many have explored their creativity.
In the diffuser system an open
diffuser is positioned at the end
of the delivery pipe, which
discharges just under the
highest overflow level. With
such a system a good width
distribution can be achieved. A
disadvantage of the open
diffuser is the reasonable
amount of air that is taken in,
which can obstruct the settling.
Therefore closed diffusers are
used sometimes that always
discharge under the overflow
level. The system is
maintenance friendly of the
system, compare to deep
loading systems
Waterniveau
overvloei
Figure 2-92 Diffuser system
Via closed diffuser the mixture
is dumped through a
distribution box in the middle of
the hopper. The mixture flows
to both sides of the hopper,
where adjustable overflows are
fitted. Theoretically the hopper
load remains equal, if the flow
remains 2D. The turbulence
degree will decrease due to the
distribution of the flow rate to
two sides. An additional
advantage of this system is that
due to the overflows on both
sides of the hopper the ship can
achieve even keel more easely.
overflow
centrale Discharge
Discharge pipe
Figure 2-93 Central loading system
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 72 van 109 March 2003
overvloei
Figure 2-94 deep loading system
In a deep loading system the mixture is discharged deep in the well, whether or not with a
vertical diffuser. The advantage of such a system is the energy reduction that is achieved as a
result of the contact of the mixture with the already settled material. Another advantage
mentioned the energy profit as a result of the siphon effect. In principle this is true, but there
are quite a number of trailing suction hopper dredgers with a deep loading system for which it
doesn't count because the delivery pipe is not airtight. Fitting of a simple kind of heavy loading
or distribution valves in the delivery line causes this. These valves are necessary dredging
coarse sand coarse or gravel. Than the settlement is that good that when these valves are not
fitted the material settles immediately at the inlet and it becomes impossible to fill the hopper
evenly (Figure 2.95). This results in a uneven trim vessel with water on their load
Apart from that the take-in of air largely reduces the advantage of the deep loading system.
Another disadvantage is that it is very hard to discharge the mixture evenly distributed over the
width of the hopper. This causes jets with turbulence production with as a result possible
disturbance of the already settled material.
A combination of the diffuser system and the
deep load system is the diffuser box, which is
placed half way the hopper height
Water level
Figure 2-96 Box diffuser system
water
Sand
Delivery pipeline
Distribution
valves
Diffusor
Figure 2-95 Distribution valves in the delivery pipeline, necessary for coarse material
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 73 van 109 May 2005
2.3.2.2 The well shape
The well shape has to comply with the following requirements:
the least as possible obstructions in the well to keep the turbulence degree as low as
possible in connection with the settling.
as straight as possible side walls, preferably angling inward to improve the discharge of the
load.
easy accessible for maintenance.
sand level above outside water level at least when the ship is in maximal draught, but
preferable also at restricted draught (50-60% of maximum pay load).
The goal of the well or hopper is that the dredged material settles while the surplus water leaves
the hopper through the overflow.
These overflow losses are largely dependent on the parameter Q/(L*B)/w and less on
Q/(B*H)/w. The first parameter is the ratio between the time a particle needs to settle and the
time it stays in the hopper. The second parameter is the ratio between the horizontal velocity in
the well and settle velocity of the particle and is a measure for the turbulence degree in the
hopper. For a good settling a long narrow and shallow hopper shape is therefore favorable.
A danger is however that no equal distributed load over the length of the hopper can be
obtained which results in a need for distribution valves in the delivery pipe. These valves
decrease the settle length the final result can become worse. Besides, long small ships with a
limited depth results in small engine room(s). A compromise between price and performance
has to be found.
In the years past the obstructions in the hopper became less and less, as can be seen in the
following cross sections (Figure 2.97):
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 74 van 109 March 2003
a
b
c
d
e
f
Figure 2-97 Different hopper cross sections
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 75 van 109 May 2005
Figure 2-98 V-shape cross section
The last years hoppers
with a V-shape become
more and more popular
A well-shaped hopper (Figure 2.99) without any obstacle is formed by the split hopper suction
dredger. There are no bars or obstacles, because the ship has no doors or valves but splits in
two parts. The largest split hopper suction dredger built, has a deadweight of 7000 ton.
Figure 2-99 Split TSHD
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 76 van 109 March 2003
The installation of pump ashore systems, as well as the requirement for easy maintenance have
caused that, in general, closed hoppers hardly build, although they have certain advantages.
(Figure 2.97e)
In heavy seas rolling and pitching of the ship with a open hopper causes water movements
and splashing over the deck of the mixture. A ship having with a closed hopper and a small
overpressure, the water displacements during the rolling and pitching will be much less,
which improves settling.
The free space on the deck of a closed hopper is also seen as an advantage. Especially
during mobilization, the trip from one job to another, when all kinds of equipment can be
stored on the deck. During dredging these have to be removed to increase the deadweight
of the ship.
2.3.2.3 The overflow type
At present almost all trailing suction hopper dredgers are built with a continuous adjustable
overflow (Figure 2.101 & 2.102). Besides that most trailing suction hopper dredgers are of the
so-called Constant Tonnage System, which requires a continuous adjustable overflow system.
Figure 2-100 Overflow with
environmental valve
Figure 2-101 Adjustable overflow over the full width
of the hopper
Figure 2-102 Standard adjustable overflow.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 77 van 109 May 2005
There are however differences in the shape and place of the overflow to in order to increase the
effective settling length (Figure 2.103 and 2.)
A requirement that gets increasing attention is the environmental friendly overflow.
Environmentalists do not liked a beautiful silt-jet behind the dredger. Dredging is often
associated with polluted silt, so everything visible behind the dredger is polluted. A method
to reduce the visibility of the overflow losses is to prevent the intake of air by the flow. This
means that the overflow has to work as a non-free fall spillway instead of a free fall spillway.
This can be done by building a so-called environmental valve (Figure 2.100) in the overflow.
However, it is of course much better to design the overflow such that it works as an imperfect
weir. This leads to a higher head (the height of the fluid surface above the upper side of the
overflow).
2.3.2.4 The discharge system
As said earlier, discharging the load can be done in two completely different ways, either by
dumping or by pumping.
2.3.2.4.1 Dumping systems
The goal of the dumping system is to discharge as quick as possible the material dredged with
great effort.
All kind of systems are available. Expensive conical valves (Figure 2.105a), simple bottom
doors (Figure 2.105b), horizontal sliding doors or valves (Figure 2.105c) or a ship that splits
totally in two halves (fig 2.105d). There are also several exotic systems (fig 2.105f to 2.105h)
all with their specific advantages and disadvantages. The lijster valve (Figure 2.105f) is very
Figure 2-103 Flow of two round overflows on the side
Figure 2-104 Flow of straight overflow at the end
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 78 van 109 March 2003
expensive and takes a significant loss of hopper space. Recesses valves (Figure 2.105g)
influence the stability unfavorable and necessitate a larger hull.
Requirements for his dumping systems
First of all the ship has to be able to discharge the load in a short time, as completely as
possible (so without any load left) and for all types of soil. This means that the discharge
area has to be large enough. Dependent on the dredged material the discharge-area ratio
(the ratio total discharge-area/ horizontal hopper area) increases from 10% for slurries to
50% for the cohesive soil types. For general useable ships this will be about 30% of the
hopper area. As already mentioned in chapter 2.2.3.10 the discharge is better as the out-
flow behaves like a plane symmetrical flow. The length/width ratio of the discharge
opening has to apply to L 3B.
Furthermore as few as possible protruding parts are allowed in the hopper, they can cause
bridging of the material. Additionally they have the disadvantage of forming an obstruction
for the settling too.
An proper sealing under all circumstances. This demand increases in importance when
(polluted) silt is dredged.
A B
C D
E F
G H
Figure 2-105 Different discharge systems
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 79 van 109 May 2005
Little or no influence on the ships resistance.
Maintenance friendly. Places where wear can occur have to be easily accessible.
Possibility for discharging the load in shallow waters and grounded ship.
Figure 2-106 Shallow dumping doors
Regarding the first
requirement the
doors have the
advantage over the
others and for the
last four demands
the conical valve or
the split-hopper.
Dumping in
shallow water can
also be achieved
with so-called
shallow dumping
doors. (Figure
2.106).
The operation of the dumping system is mainly done by a hydraulic system. For the doors and
the valves the cylinders are positioned vertical. The doors or valves in this system can be
operated in groups, usually three. In every group the hydraulic system controls both the
starboard and the corresponding port cylinder.
For the horizontal sliding bottom
valves two cylinders positioned in
the longitudinal direction of the
ship activate those. Both cylinders
move simultaneously, so all doors
are open at the same moment.
Hopper
valves Bottom plating
Cilinder for closing
the valves
Discharge apertures
closed
open
Cilinder for closing
the valves
Figure 2-107 Sliding bottom valves
The split hopper dredger has a hopper without obstacles and in opened position one large
discharge opening (plane symmetrical flow) and therefore a high discharge velocity, especially
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 80 van 109 March 2003
useful to dump submerged dams. The split hopper dredger can under grounded conditions
discharge well. The frequently mentioned advantage of well discharging cohesive soils is
disappointing in practice. Usually the bottom plates in the hopper, even in opened position are
insufficiently steep to be assured of a good discharge (Figure 2.108).
Figure 2-108 Split hopper dredger
For a split hopper dredger dumping is done
by the splitting of the ship in the longitudinal
direction. The two halves are connected with
hydraulic cylinders and hinges. Of course
the deckhouse and the accommodation
remain upright during the splitting, because
it is connected with the deck by hinges and
hinge rods.
A
B
C
Figure 2-109 Different mechanism
2.3.2.4.2 The pump ashore system
Except for direct discharge or dumping, it can be desirable for certain works to pump straight to
shore, not only for technical reasons but sometimes also for financial reasons. In principal
direct discharge and re-handling with a cutter suction dredger is cheaper, however several
important financial conditions have to be met:
The work must have a sufficient size to earn back the mobilization costs of an extra cutter
suction dredger.
This also counts for the re-handling pit, from which the cutter suction dredger pumps the
dumped sand to the reclamation area. This can be positive if such a dump can be situated
within the work.
If the work is done with more trailing suction hopper dredgers it is in many cases beneficial to
discharge directly and re-handle the sand. Because, even having two identical trailing suction
hopper dredgers on the job, the stochastic behavior of the dredging process causes that at a
certain time that the two ships arrive at the same time at the connection point for pumping
ashore, causing waiting for one of the dredgers.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 81 van 109 May 2005
But there are also works where the direct pumping ashore or so-called rainbowing has large
advantages. For example works at sea like beach nourishments. For that goal small trailing
suction hopper dredgers are equipped with pump ashore equipment. There are also jobs without
space for a re-handling pit.
Besides, there are jobs requiring controlled dumping of their load at a certain depth and in a
relative small area. Then the material is pumped back through the suction pipe. This has been
the case at the Oosterschelde works and is done too when covering pipelines.
The decision to equip a ship with a pump ashore system is not taken just before the work needs
it. Except for the fact that the preparation and the fitting time can be more than half a year, it is
also much more expensive than when it is fitted directly during the construction of the ship.
Ships initially not fitted with a pump ashore system dont have mostly today. Nowadays the
European dredging contractor usually chooses for a pump ashore system.
A pump ashore discharge system consists of one or two suction channels, situated at both sides
of the center-keelson (Figure 2.112 under) or a pipe centrally placed in the center-keelson
(Figure 2.112 upper). In the first case the top of this suction or self-emptying channel is fitted
with so-called top-doors, by which the sand can be supplied into the channel. Transport water is
mostly supplied in two ways, first through the channel, which is connected in some way with
Figure 2-110 Rainbowing
Dredge pump
Bottum valves Water intake Flow direction
Valve
Valve
Upper doors
Self discharge channel
Figure 2-111 Longitude cross section pump ashore system
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 82 van 109 March 2003
the outside water and second by the jetpumps that fluidize or erode the sand in the surrounding
where the sand has to enter the channel.
The mixtures pumped ashore with a well-designed installation do have very high densities. For
example 7500 m
3
/h in a 800 mm pipe. Of course this is also dependent on the type of sand.
The rest load, the load that cannot or hardly be removed, is a measure for the design of the
shore pump discharge system. For the mono-hull ships it may not be more than 5% of the total
load.
In split hopper dredger the self
discharge channel(Figure 2.113) is
situated exactly in the middle,
between the connection of the two
halves.
For split hopper dredgers this rest
load is zero, except for cohesive
materials.
Self empty channel
Figure 2-113
Rods for opening
and closing
Suction channel for
self-discharching
Pivot Rubber seal
Bottom door
Rubber seal
Upper
door
Figure 2-112 central discharge pipe line (above) and
channels on both sides of the keelson (under)
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 83 van 109 May 2005
Except for trailing suction hopper dredgers having besides bottom doors or valves, a pump
ashore discharge system, there are also trailing suction hopper dredgers without a bottom
discharge system, but with a self-discharge system. This is usually seen on aggregates hopper
dredgers. The self-discharging happens mechanically, either with a dredging wheel (Figure
2.114) or with a clamshell that grabs over the full width of the hopper.
2.3.3 The propulsion
Trailing suction hopper dredgers in general two controllable pits propellers. (see also chapter
2.25) Only in the sea mining industry trailing suction hopper dredgers with only one screw can
be found, whether or not controllable pitch. The advantage of controllable pitch propellers has
to do with the method of operation of the ships. On one hand the ship needs enough propulsion
power at relative slow speed of 2 to 3 knots to drag the suction pipes over the seabed. On the
other side the sailing speed from and to the borrow area should be as high as possible, normally
between 12 and 15 knots. TO fulfill both requirements the propellers are placed within nozzles.
Additionally the concept of double and adjustable screws strongly improves the
maneuverability.
A trailing suction hopper dredger needs surely good maneuverability. For instance dredging
along a quay wall with a ship with a length of 100m or more on a distance of less than 10m.
When maintaining harbors trailer dredgers always moves in shipping lanes. This in contrast
with merchant shipping stays in the harbor as short as possible. The maneuverability has
strongly improved over the years. Not only by installing more powerful bow thrusters and in
some cases even aft thrusters, but also by (special) rudders with large angles
2.3.4 The maneuverability
The trailing speed of trailing suction hopper dredger dredges is 2 to 3 knots (1 to 1.5 m/s). At
this velocity the maneuverability needs to be high. After all the higher the maneuverability the
less the over-dredging (outside the tolerances) and the less a chance on collisions there will be.
Therefore most trailing suction hopper dredgers are equipped with double propellers and one or
more bow thrusters. If Dynamic Positioning/Tracking (DP/DT) is stern thrusters are sometimes
installed too. To maneuver the following options are available on a trailing suction hopper
dredger:
Just rudders
Just the adjustable screws
Just the bow screw and/or stern screw
Figure 2-114 Dredging wheel unloader (Left) and clamshell unloader (right)
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 84 van 109 March 2003
A combination of these
Which possibility will be used depends strongly on the direction in which the ship has to sail
and the effectiveness of the various options under certain circumstances. The thrusters are only
effective for very slow forward velocities. Above 2 to 3 knots the effect is mostly gone, the
combination of propellers and the rudders are in that case a better option. However, the
maneuverability is also strongly dependent on the center position of the rudders in relation to
the propellers. On trailing suction hopper dredgers these are usually positioned more inboard in
relation to the direction of the propeller shafts to be able to exchange the propellers without
removing the rudders. Turning with one propeller forward (port) and one backward (starboard)
with both rudders fully starboard is now less effective than the starboard propeller full ahead.
After all in the first case the port propeller will hardly exert any force on the rudder.
S
S
a
+
-
b
Figure 2-115 Opetration of adjustable screws
Is a transverse movement desired and the ship
is equipped with both a bow and stern thruster
than it is logical to use these. If there is no
stern thruster available the transverse
movement can be generated by rotating the
adjustable screws opposite (Figure 2.115).
Also the effects of flow during dredging have
to be compensated either by the bow thruster
or delivering more power to one of the
propellers than the other.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 85 van 109 May 2005
2.4 Strength and stability
2.4.1 Strength
Every sea-going vessel longer than 24 m, and
therefore also a trailing suction hopper
dredger must have a load line assigned
according international agreed rules. The free
board is the distance from the load line to the
top of the main deck. The size of this free
board is indicated on the vessel both on port
and starboard by the Plimsoll-line
1
(Figure
2.116) (Samuel Plimson let the English
Parliament approve an act in 1876 that had to
prevent the overloading of ships).
This line indicates, except for the allowed
loading level in several different waters, also
the initials of the registering agency of the
ship.
L R
B
G
N
A
V
L
V
B
Top of main deck
TFW
FW
T
S
W
WNA
or:
Figure 2-116 Plimsoll mark
Every seaship loaded to the International Free Board Line, has to comply with certain
demands for strength. In principal there are two demands:
1. demands of strength concerning the loading of the ship until the allowed draught on flat
water.
2. demands of strength concerning the wave forces on the ship
For this last condition a distinction is made of the working areas of the ship. The so-called
classification:
1. Deep sea ( haute mer). Is assigned to ships capable for transoceanic navigation.
2. Great coasting trade (grand cobotage). Assigned to ships deemed suitable to perform deep
sea voyages but not transoceanic navigation.
3. Small coasting trade (petit cabotage). Assigned to ships that may not sail further from the
coast than a distance from the coast that they can reach a save harbor or mooring place
within six hours.
4. sheltered waters (eaux arbitres). This class is assigned to ships that are allowed to sail,
usually under good circumstances, at most at a small distance from the coast (mostly less
than 15 miles).
Above mentioned classification, of the Bureau Veritas, is international acknowledged, as well
as those of other classification bureaus (Lloyds Register, Germanische Lloyd, Norske Veritas,
American Bureau of Shipping and others).
In the dredging industry there is a by local authorities allowed draught, known as the dredging
mark. That is the allowed draught that is usually set in the middle between the international free
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 86 van 109 March 2003
board and the top of the main deck of the ship. The ship must of course be able to carry the
loads that can arise under such circumstances.
Trailing suction hopper dredgers that are loaded to the dredging mark are not allowed to make
international trips.
Except for classifications there are also notations that are related to the rules for building
specialty ships. Both the trailing suction hopper dredger as the stationary suction dredgers are
assigned to those rules.
2.4.2 Stability
Except demands regarding the strength, a ship has to comply too with a minimum stability. For
sea-going ships the international demands apply, dependent on the type of the ship. For trailing
suction hopper dredger in principal the same rules apply as for sea-going cargo vessels.
Definition: Stability is the ability of a floating construction (ship) to return to its
original equilibrium position when it is disturbed from its equilibrium
position by external effects.
The stability of a ship is determined by a lot of factors, like the shape, the weight, the weight
distribution and particular for a trailing suction hopper dredger all so-called free liquid surfaces
in relation with the "wet surface". Wind, waves, movement of the cargo, movements of liquid
cargo, sharp turns, etc can cause forces or moments that can bring the ship out of equilibrium.
When a ship tilts, the position of the mass center of gravity doesn't change as long as the cargo
doesn't move. This is in contradiction with the center of buoyancy that shifts to the side to
which the ship tilts (Figure 2.117).
The upward force remains, of course, the same but opposite to the weight, but their worklines
are now shifted apart over a distance a. They form a moment that tries to bring the ship back in
equilibrium. This moment is called the static stability. The work-line of the upward force cuts
the symmetry plane in a point that is called the meta-center M. For small angles of heel (<6)
this point can be considered as fixed (initial meta-center). The distance between the center of
gravity and the meta-center is also called meta-center height MG. For larger angles of heel
the meta-center is dependent on the angle of heel (false meta-center).
M , N
F
B
a G
B
F
K
0
B
G
Figure 2-117 Recovering moment
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 87 van 109 May 2005
From the Figure 2.117 can be directly derived that :
The arm of the static stability is equal to MG*sin .
There is only an equilibrium recovering moment when the meta-center is above the center
of gravity of the ship.
If the arm of the static stability is set out as a function of the angle of heel than a curve is
obtained that looks globally like Figure 2.118.
angl es of heel ( degr ees)
A
B
C
D
0 10 20 30 40 50 60 70 80
Figure 2-118
Every ship has to comply with the minimum stability curve (Figure 2.119).
angl e of heel ( degrees)
MG =0, 15
0, 30
0, 20
0, 10
0
10 20 30 40 50
Figure 2-119
This is determined with the following requirements:
The surface under the curve to a angle of heel of 30 has to be at least 0.055 radial.
The surface under the curve to a angle of heel of x has to be at least 0.09 radial.
The surface under the curve between the angles of heel of 30 to x has to be at least 0.03
radial.
The arm of the static stability has to be at least 0.2 m.
The initial meta-center height has to be at least 0.15 m.
In the above mentioned requirements x is equal to 40 or a smaller angle that is indicated by
openings in the hull or deckhouse that cannot be closed watertight. With the above mentioned
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 88 van 109 March 2003
stability curves it has been assumed that the mass center of gravity does not shift but remains in
the symmetry plane.
If a fuel or water tank is not completely filled, the fluid will try to maintain a horizontal level
independent of the tilt of the ship. This so-called free water surface is the cause, however, of a
shift of the mass center of gravity outside of the symmetry plane. As a result the arm of the
raising couple becomes smaller. It is clear that the effects of a free liquid surface in all possible
storage tanks have to be taken into account in a stability calculation.
The free liquid surface is not only important for the tanks of common ships, but particular
important for ships with a relative large free liquid surface like a trailing suction hopper
dredger.
2.5 The dredging process
As already described in paragraph 2.1.4, the dredging process of a trailing suction hopper
dredger consists of the cycle of dredging, sailing to the discharge area, discharging and sailing
back to the dredging area. Every part of this cycle contributes more or less to the production.
So the less malfunctions occur in the separate processes the higher is the cycle production. In
the following chapter these cycle parts and the connected dredging processes are discussed.
2.5.1 The loading process
The loading process can be divided in excavation, the transport and the deposit of the
material in the hopper.
2.5.1.1 The excavation
Though other working methods exist, in principal the trailing suction hopper dredger deepens a
large area entirely. The different layers of soil are removed horizontally. This in contrast to the
cutter suction dredger and surely the suction dredger, that first deepen locally and than slowly
expand horizontally. This working method has consequences for the determination of the
material to be removed. Usually the horizontal variation, for instance the grain size or the
chance of soil type, is considerably less than the vertical variation. This also implies that the
mixture of the several layers is considerably less, which gives less meaning to an average
material in the dredging area.
The trailing suction hopper dredger can in principal be deployed in nearly all soil types. Only
the efficiency is strongly dependent on the soil type and the power and means to break up the
coherency of the soil type.
When excavating with dragheads the soil type is very important. In the excavating process the
following materials can be distinguished:
Liquid soil types (silt and soft clay).
Cohesive soil types (firm clay, soft rock).
Non-cohesive soil types (sand and gravel).
2.5.1.1.1 Excavating of liquid soil types
When dredging silt or soft clay the Attenbergs limits (plasticity-index and the liquid-index) are
important. The first index determines if the soil type behaves clayey or sandy. For a plasticity-
index < 7 the material behaves sandy. The second index determines if the material behaves like
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 89 van 109 May 2005
a fluid and thus easy to dredge or firm and has to be cut. A soil type behaves like a fluid when
the water content is close to the liquid limit.
For a fluid-like behavior the liquid-index must be like: 0.9
p
p
w w
I
>
Firm Plastic LiquidWater
Water content
0 100 %
Liquid limit Plastic limit
Plasticity index
Figure 2-120
When dredging a liquid-like soil the volumetric concentration,
mixture water
v
situ water
C
, is almost
independent of the in situ density. Also the dimensions and type of the draghead have hardly
matters. This means that the fill rate also is almost constant. For virginal fluid silt this is around
70 to 75 %. Then the ship is loaded "until overflow". The nett suction time is totally
determined by the rheological behavior of the silt.
If there is a lot of contamination, like stones, wires, old bikes, etc. in the silt or if the length of
the dredging area is small, requiring frequently turning, the fill rate will reasonably decrease.
When debris clogs the draghead, the dredge-master will dilute the mixture. Besides that regular
stops for removing the debris in the draghead as well the restarts of the process, dilutes the
mixture too. Fill rates of 40 % or less are easily reached. When the silt gets a more consistent
behavior, thus a lower liquid-index, the fill rate to the overflow decreases. But because the silt
is more consistent it will behave less like a homogeneous fluid and more like a mixture of
pieces silt/clay in a heavy transport fluid. The loading after the overflow is reached, with a lot
of overflow losses, becomes interesting again; therefore the fill rate can still be reasonable.
However the suction time will increase.
In silt, as a result of the decay processes of organic material, gas can exist in the form of
bubbles. Besides it is possible too that this gas is dissolved in the pore-water. When dredging
silt, the gas-bubbles will grow when moving upwards caused by the pressure drop in the
suction-pipe. (p*V=constant) Regarding physics this situation is almost equal to the forming of
vapor bubbles in water during a pressure drop, however than it is called cavitation. Because
cavitation decreases the performance of the dredge pump, this will also be the case with gas
bubbles. The advantage with gas bubbles is that it happens in the pipeline system before the
pump. This creates the possibility to take away a part of the gas bubbles before they implode in
the pump. For this reasons a de-gassing installation is mounted in the pipeline just before the
pump. A well-designed de-gassings installation does not or hardly decrease the performance of
the pump. Two systems are used: a de-gassings installation with accumulator (Figure 2.121) or
a de-gassings installation with a gas-extractor tank (Figure 2.122).
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 90 van 109 March 2003
2.5.1.1.2 Excavating in cohesive soil types
In cohesive soil types, like very soft rocks, clay and to a less extend in silt, the cutting
dominates the excavating process. In the dragheads blades, chisels or teeth are mounted (Figure
2.123). A well-shaped design is important to prevent clogging. Besides this improves the
mixture forming too.
Waterlevel at
empty ship
Atm air
A
B ejector
accumulator
CV
High
low
Remote controled valve (B goes open when A is closed)
(CV = controlable valve)
filter
water
pump
Valve
Water intake
Valve
Figure 2-121 Degassing installation with accumulator
= water supply pump
= buffertank
= gas-suction mouth
= vacum-control valve
= control valve
= drain pump
= water-ring pump
= mixture return-valve
= mixture return-pump
VW
BT
GA
VA
RA
LP
WRP
MRA
MRP
BT
MRP
MRA VA
GA
VW
WRP
RA
Gas discharge
Water discharge
to drain
LP
max
min
Figure 2-122 Degasssing installation with gas-extractor tank
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 91 van 109 May 2005
Figure 2-123 Modular draghead with a teeth beam
The linear cutting theories for rock cutting and undrained clay cutting apply here. In this case
the cutting forces for the applied trail-velocities are only slightly speed-dependent. Besides the
cutting forces increase linear with the depth. This means that the specific energy is almost
constant for this cutting process. The pressure difference over the draghead plays not or hardly
a role for the cutting forces. To keep the blades pushed into the soil the pressure difference over
the draghead is usually insufficient and the visor has to be fixed to the helmet. The cutting
depth is adjusted either by placing a stopper on the helmet related to the dredging depth or by
hydraulic cylinders. As described in chapter 2.2.5.1 these cutting forces has to be provided by
the propulsion.
For the calculation of the cutting forces for design purposes it is the custom to use the specific
energy concept. The specific energy E
s
is the energy needed to cut one m
3
. In formula:
s
s
s
N
E
P
=
E
s
= Specific energy [J]
N
s
= cutting power [W]
P
s
= cutting production [m
3
/s]
For the force applies:
s
P v d b =
and for the power:
s s
s
s s
N v F
E v d B
F E d B
v
=
= =
with:
v = drag velocity [m/s]
F
s
= cutting force [N]
d = cutting depth [m]
B = draghead width [m]
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 92 van 109 March 2003
The specific energy of different soil types is known within the dredging companies, but can be
calculated also the linear cutting theories.
From the available thrust of the propellers the maximal available pulling force can be
determined. For the calculation of the excavation production of the draghead, however, the
average available force must be used. This depends among other things on the variation in the
cutting depth.
piek
average
F
F
is usually between 1.25 and 1.5 and sometimes even 2.
The production is totally determined by the cutting process and is independent of the
pump flow rate, if it does not interfere too much with the mixture forming.
2.5.1.1.3 Excavating in non-cohesive soil types
In non-cohesive soils, like sand and gravel, the excavation process within the draghead is
physically complicated. If no jets are used to excavate the soil, the working of the draghead is
totally based upon the erosion by the flow underneath the rims of the draghead generated by the
dredgepump. The pressure difference over the draghead generated by this flow causes a
groundwater flow underneath the draghead (Figure 2.124 and 2.125).
1/2b 1/2b
Figure 2-125
For the 2-D stationary situation
this groundwater potentials can
be describe accoding to :
=
+
F
H
G
G
G
I
K
J
J
J
F
H
G
G
G
I
K
J
J
J
L
N
M
M
M
M
O
Q
P
P
P
P
H
x b
y
x b
y
arctan arctan
1
2
1
2
The vertical groundwater flow under the draghead generated by this pressure difference causes
a decrease of the effective stress in the sand. The critical hydraulic gradient for moving the
particles follows from the equilibrium of the flow force with submerged weight of the particles.
This leads to the equation:
Excavating profile and grondwater flow
underneath a draghead without jets
V
t
Groundwater flow underneath a draghead
in longitudal direction
Figure 2-124
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 93 van 109 May 2005
d
dy
H
x b
y x b
x b
y x b
n
For x
d
dy
H b
y b
Hb
y b
y
b
H
b
For y
d
dy
H b
x b
Hb
x b
x
b
H
b
p w
w
=
+
+ +
F
H
G
I
K
J
+
F
H
G
I
K
J
L
N
M
M
M
M
O
Q
P
P
P
P
=
= =
+
L
N
M
M
M
O
Q
P
P
P
> > + <
= =
> > < +
1
2
1
2
1
2
1
2
100
100
1
0
1
4
1
1
4
1
4
0
1
4
1
1
4
1
4
2
2
2
2
2 2
2 2
2 2
2 2
_
For y=0 this condition is always fulfilled. The term (100-n)/100 is the ratio sand particles over
the total volume. For Y=0 the condition is always fulfilled because X/b is always smaller than
or equal to
Critical depth
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 1 2 3 4 5 6
Pressure differance H/b [-]
y
/
b
[
-
]
Figure 2-126
Critical depth for X=0 is shown
in the Figure next and shows
relatively very high critical
depth!
However, by the erosive action of the water entraining into the draghead, the grains want to
move from each other (dilatancy) and a pore pressure drop, which increases the effective
stresses of the grains. Which process is dominant depends on a number of factors. The question
is if the ground water flow is able to keep up with the increase of pore volume of the sand. If
that is not the case than a further decrease of the water pressures arises, with a decreased
erosion process as a result.
The ratio between the mixture flow rate Q
m and the erosion flow rate Q
e
as function of the C
vd
is:
0 0
0 0
0
1
1 1
1 1
1
1
pores
erosion sand
mixture erosion pores sand
mixture mixture mixture
erosion sand sand erosion
vd vd
mixture mixture mixture mixture
erosion vd
mixture
Q
Q Q
Q Q Q Q
Q Q Q
Q n Q Q Q n
C C
Q n Q Q Q n
Q C
or
Q n
= + + = + +
= + + = + +
=
With:
Q
mixture
= The mixture or suction pump flow rate. [m
3
/s]
Q
erosion
= the erosion flow rate, sucked from underneath the rims of the
draghead
[m
3
/s]
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 94 van 109 March 2003
Q
sand
= The sand flow rate. [m
3
/s]
Q
pores
= The flow rate of the pore water present in the sand. [m
3
/s]
C
vd
= transport concentration [-]
n
0
pore ratio [-]
This volume balance is shown in Figure 2.127. From a physical point of view, the
concentration will increase as well when the erosion or crack velocity underneath the draghead
increases (erosion line in the Figure 2.127) when Q
mixture
remains constant). From experience it
is known that for a certain type of draghead without jets, the concentration C
vd
is only slightly
dependent on the mixture flow rate, which points out that the quotient
erosion
mixture
Q
Q
remains almost
constant. As a rule of thumb for the average erosion depth can be written:
0.3
0.9
t
k
d
v
= .
In this k is the water permeability of the sand and v
t
the trail speed of the draghead, both in m/s.
The factor is dependent on the dimensions of the draghead.
With increasing width of the draghead the average depth will decrease, looking to the erosion
process around the draghead. Unfortunately there is yet insufficient knowledge of this process
to determine an optimum width of the draghead. The maximum concentration C
vd
for the
dragheads without jets remains limited to 15 % in loose sand. In a lot of cases however C
vd
is
smaller than 10 %.
If jets are used to excavate the sand, this decreases the erosion flow rate, because the volume
balance should be fulfilled:
mixture erosion jet sand pores
Q Q Q Q Q = + + + [m
3
/s]
With:
Draghead without jet water
Qe/Qm
C
v
d
0
0.1
0.2
0.3
0.4
0.5
0.6
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Volume balance
Erosion
Figure 2-127
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 95 van 109 May 2005
Q
mixture
= the mixture or suction pump flow rate. [m
3
/s]
Q
erosion
= the erosion flow rate, sucked from underneath the rims of the
draghead
[m
3
/s]
Q
jet
= the jet pump flow rate. [m
3
/s]
Q
sand
= the sand flow rate. [m
3
/s]
Q
pores
= the flow rate of the pore water present in the sand. [m
3
/s]
C
vd
= transport concentration [-]
n pore ratio [-]
Furthermore:
sand
vd
mixture
Q
C
Q
= (transport concentration) and:
1
pores sand
n
Q Q
n
=
With: n = pore ratio [-]
From the above mentioned continuity condition now follows:
1
1
jet
vd erosion
mixture mixture
Q
C Q
n Q Q
= +
This is a bundle of lines under 45 in a ,
jet
erosion
mixture mixture
Q
Q
Q Q
diagram for constant values of
1
vd
C
n
(Figure 2.128).
This picture shows that high concentration or mixture densities can be reached only for low
values of
Q
Q
and
Q
Q
erosion
mixture
jet
mixture
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Qjet / Qmixture
Cvd/(1-n)=0
Cvd/(1-n)=0.2
Cvd/(1-n)=0.4
Cvd/(1-n)=0.6
Cvd/(1-n)=0.8
Figure 2-128 Relation between capacities to fulfill the volume balance in the draghead
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 96 van 109 March 2003
In case of a large jetpump capacity the erosion flowrate can get negative value resulting in
spillage behind the draghead.
With jets well devided over the width
of the draghead an erosion-profile can
reached with an almost constant
depth over the full width
Erosion profile for a draghead with a well designed jetsystem
Figure 2-129
As said earlier, a reasonable assumption is that the jet- production is linear with the total
momentum flux of the jet system and independent of the trail speed. The momentum I=
w
Qu.
M I Qu Q
p
sand w w
jet
w
= = =
2
I = Momentum in N
M
sand
= Eroded sand mass in kg/s per jet
p
jet
= Jet pressure at the nozzle in Pa
Q = Jet capacity in m
3
/s
U = Jet velocity at the nozzle in m/s
= Coefficient depending on the particle size, jet pressure, jet capacity and trailspeed.
A reasonable assumption for alpha is =0.1
w
= Water density in kg/m
3
.
When the nozzle are divided well over the width of the draghead the mass M should fulfill the
relation:
M B d v
sand
all jets
trail
situ water
particle water
particle
=
B = Width draghead in m.
D = Eroded layer thickness in m
v
trail
= Trailspeed in m/s
situ
= Density soil in situ kg/m
3
particle
= Particle density in kg/m
3
When the trailspeed is said to 1.5 m/s, which equals 3 knots and the product B.d can be
calculated.
In general the effective of the jet decreases somewhat with increasing pressure at constant
momentum. This means that low pressure- high capacity jets are more effective than high
pressure-low capacity jets. They use more specific energy too. On the other hand however,
much jetwater dilutes the mixture density (Figure 2.128). So the designer has to search for the
optimum solution between cost (power) and production
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 97 van 109 May 2005
Jet-water is used for loosening the soil within the dragheads, as well as to assist the process
during discharging the load, either by dumping or by pumping ashore. The flow rate of the
water pump is between 20 to 30 % of the sand pump flow rate and the pressure is usually
between 5 and 15 bar.
The required pressure can be
calculated using the same basic
formulas as mention in the forgoing
chapter.
M C Q Q
p
Q
Q
sand
w
sand
w
vd
vd m sand w jet
m
jet
p
C
= =
=
L
N
M
M
O
Q
P
P
2
1
2
2
The results are give in fig 2-130
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
0 0.2 0.4 0.6 0.8 1
Cvd/(1-n)
D
e
n
s
i
t
y
[
t
/
m
2
]
,
Q
j
/
Q
m
,
C
v
d
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
p
[
k
P
a
]
Cvd
density
Qjet/Qm
p {kPa}
Figure 2-130
The breaking up of the coherence of the
soil, which is done in the draghead
either by the erosion or by jets, can also
be done by the gravity under certain
circumstances. When the sand layer has
sufficient thickness a narrow path is
deepened to full depth as quickly as
possible. Next the trailing suction
hopper dredger keeps on dredging at
the base of the embankment. By the
breaches process the embankment will
slowly move perpendicular to the trail
direction (Figure 2.131). Besides the
breach causes the sand to be looser
packed at the bottom of the
embankment. Also mixing of various
materials takes place.
Movement of slope
Figure 2-131
The disadvantage of this method is, of course, that the material has to be obtained at greater
depth. If the "horizontal" or "vertical" method is preferred depends therefore on the grain
distribution of the various layers, the suction depth and how far the pump of the trailing suction
hopper dredger is below the waterlevel.
The dredging soft rock by trailing suction hopper dredgers is only done in exceptional cases. In
fact only in those cases where the operating hours of a cutter suction dredger are so limited by
the weather conditions that it is not profitable or where the amounts to be dredged are so
limited that the mobilization of a cutter suction dredger is not profitable.
Dredging rock with a trailing suction hopper dredger is not just done. The dredger has to be
equipped for that. This means that the dragheads, the suction pipes and hull attachments able to
resist the forces that during the ripping of rock.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 98 van 109 March 2003
2.5.1.2 The transport of the slurry
In the course Dredging Processes II (Wb 3414) the pumping of sand-water mixtures will be
discussed extensively, so that only specific cases will be discussed here with regard to the
transport and deposition in the hopper of the dredged material.
If the trailing suction hopper dredger is limited for its dredging depth to a dredging depth of
30 m than one fixed pump-speed is sufficient. If the ship has to dredge over a deeper range of
depth or equipped with an additional submerged pump, than the question rises whether the flow
rate variations are not too high between the suction in shallow waters and at the maximum
dredging depth. The maximum suction depth determines the highest pump speed, if the pump is
sufficiently under water. If this pump-speed is fixed than the flow rate when dredging in
shallow water will significantly larger than dredging at the maximum depth. Since overflow
losses increase linear with the flow rate it must be considered if it is economical to equip the
dredgepump with a speed control to keep the flow rate constant at different depth.
Furthermore the pump will have to be optimized for either the dredging operations or pumping
ashore, depending on the total expected time of operations under these modes.
When no submerged pump is fitted, it might better to pursuit for straight a piping system in the
suction line, even if lead to an extra elbow in the discharge line.
2.5.1.3 The loading
In order to obtain the highest possible fill rate during the loading the hopper with nonsettling
slurries, the poor mixture (mixture with a too little density) van be pumped straight overboard.
An automated valve controller can easily do this. However, with the increase of environmental
requirements this is banned nowadays.
For settling mixtures like pieces of clay, sand and gravel, a part will settle and a part will leave
the hopper through the overflow. A rule of thumb sometimes followed is that all with a d
50
< 75
m flows overboard.
A measure for the quality of the settling process is the relative cumulative overflow loss. This
is defined as the ratio between the total amount of solids that leave the hopper through the
overflow and the total amount of solids pumped in the hopper. This relative cumulative
overflow loss is, except for the material properties as grain size, the grain distribution, shape
and specific mass, also dependent on the loading conditions like the flow rate, concentration,
turbulence intensity, temperature and the hopper geometry.
These overflow losses are, like mentioned above, largely dependent on the parameter
( )
0
s
Q s
B L s
=
and less of
( )
0
s
Q s
B H v
=
(see reader: Dredging Processes I (Wb3413). The
term
Q
B L
is called the surface load.
In these:
Q = the total in-going mixture flow rate [m
3
/s]
L = the length of the hopper [m]
B = the width of the hopper [m]
H = the settling height in the hopper [m]
v
0
= the drop velocity [m/s]
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 99 van 109 May 2005
The first parameter is the ratio between the time the particle needs to settle and the time that it
stays in the hopper. The second parameter is the ratio between the horizontal velocity in the
well and the settle velocity of the particle and is a measure for the degree of turbulence in the
hopper.
The overflow losses as function of the earlier mentioned terms:
( )
0
s
Q s
B L s
=
and
( )
0
s
Q s
B H v
=
are reasonably approximated by the theory of Camp, although the
sedimentation process in the hopper is quite different as assumed by Camp. For a real
understanding of the sedimentation process the reader is referred to the thesis of Dr.Ir. C. van
Rhee .
In Figure 2.132 the settled part (removal ratio), so R
t
= (1-overflow losses), is shown as
function of these two parameters.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 100 van 109 March 2003
By calculating the settling process in a number of steps the relative cumulative overflow losses
can be determined as function of time or load rate. From the theory of Camp can be de derived
that the influence of the bed height is marginally. This implies that during the loading process
the overflow losses are almost constant. Although in practice loading curves are almost
straight. The overflow rate is not.
2.5.1.3.1 Loading curve
Dependent on the way of payment, in cubic meters or in Tons Dry Solids (TDS), the contractor
will like to know the development of the volume in m
3
or of the TDS in the hopper during
loading. To do this it is necessary to measure the volume of the total load (sand and water).
Acoustic silo indicators usually do this. The weight of the (useful) load is measured by
determining the development of the draught as function of the time (chapter 2.2.2.1). From the
volume and the weight of the useful load the volume in m
3
or the TDS can be determined if the
volume weight
z
of the sand and the specific weight
k
of the sand and the water
w
are
known.
The loading curve can be divided in three phases:
0,2
S
V
o
0,001 0,01 0,1
1
1,0
0,9
0,8
0,7
0,6
0,6
0,7
0,8
0,9
1,0
1,1
1,2
1,5
2,0
0,5
0,5
0,4
0,4
0,3
0,3
0,2
0,1
0,1
0
2 2 2 3 3 3 4 4 4 6 6 6 8 8 8
S
S
o
Figure 2-132 Camps diagram
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 101 van 109 May 2005
1. Before the overflow is reached:
( )
( ) ( )
( )
( ) ( )
load i
load load i i i
i w
sand i
z w
z w i w z w i w
sand sand k i k i k
k w z w k w k w
V t Qt
G t V t Q t
V t Q t
G t V t t Q t Q t
=
= =
= = =
In this:
G
load
and V
load
, the weight and the volume of the total load, so sand and water. V
sand
the
sand volume (including the pores) in the hopper and G
sand
the weight of the sand (excluding
the pore water), so TDS.
Q
i
and Q
u
are the in- and out-going flow rate.
i
,
k
,
z
and
w
are the volume weights ( =
g) of the mixture, the sand grains, the sand volume with the pores and the water.
In this it is silently assumed that the hopper is totally empty before the start of the suction.
If this is not the case than volume must be increased with the value V
0
and the weight with
G
0
.
2. When the overflow is reached t
ov
, but the ship is not yet on its dredge mark, the hopper
volume remains constant (constant volume loading).
i u
i i i u u u i u w
Q Q
G Q and G Q with
=
= = > >
and therefore:
( ) ( ) ( )
( ) ( )( )
( )
( )
( )
( )
( )
( )
( )
( )
constant
load hopper load ov
load ov i i u ov
i u ov
sand sand i ov
z w
i u ov
sand sand i ov
k w
V t V t V t
G t G Q t t
V t V Q t t
G t G Q t t
= = =
= +
= +
= +
and
ov ov
sand sand
V G are the volume of the sand and the weight of the grains at the moment the
overflow is reached.
3. The overflow is reached and the ship is on the dredge mark.
In this case the weight of the total load (water and sand) remains constant (constant
tonnage loading).
and therefore
i
i U i i u u u i
u
G G Q Q Q Q
= = = =
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 102 van 109 March 2003
( ) ( ) ( )
( )
( ) ( )
( ) ( )
constant
mark mark i
load load u mark load i mark
u
load mark
mark i u
sand sand i mark
z w
mark i u
sand sand i k mark
k w
V t V Q t t V Q t t
G t G
V t V Q t t
G t G Q t t
= =
= =
= +
= +
and
mark mark
sand sand
V G are the volume of the sand with pores and the weight of the sand grains
(TDS) on the moment the hopper reaches the valid dredge mark.
The total load curve is now known in mass and volume if Q
i
,
i
,
u
,
k
,
h
and
w
are known.
u
can be determined from the overflow losses and
v
depends on the type of soil.
Loading curve for hopper density =1450 kg/m
3
0
2000
4000
6000
8000
10000
12000
14000
16000
0 20 40 60 80 100 120
Loading time [min]
V
o
l
u
m
e
[
m
3
]
/
L
o
a
d
[
t
o
n
]
V_mixture V_sand Load W_sand
Figure 2-133
For pure constant volume hoppers the weight of the load is proportional to the draught of the
ship. This increases in time, though the mixture-volume in the hopper remains constant.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 103 van 109 May 2005
Loading curves for constant volume hopper
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
0 20 40 60 80 100 120 140 160
Loading time [min]
V
o
l
u
m
e
[
m
3
]
/
L
o
a
d
[
t
o
n
]
V_mixture V_sand Load W_sand
Figure 2-134
This does not account for the pure constant tonnage hoppers. Then the draught remains
constant after reaching the overflow (Figure 2.135).
Loading curves for constant tonnage hopper
0
2000
4000
6000
8000
10000
12000
0 10 20 30 40 50 60 70 80 90
Loading time [min]
V
o
l
u
m
e
[
m
3
]
/
L
o
a
d
[
t
o
n
]
V_mixture V_sand Load W_sand
Figure 2-135
To calculate the weight of the load extra data is needed: the volume of the mixture and the
volume-weight (or density) of the sand in the hopper. The first quantity is measured with silo
indicators and the second by probing on several trips the volume of the sand.
Now the determination of the load during the dredging process is done as follows:
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 104 van 109 March 2003
Before the start of the dredging the displacement and the weight of the water in the hopper
is determined. The displacement by measuring the draught of the vessel and the water-
volume by the silo indicators.
displacement
displacement empty ship
volume water in hopper
water
g =
During dredging the fore and aft draught of the ship is measured continuously and so the
displacement as well as the mixture volume by means of silo indicators.
By subtracting the start values from the momentary values of the displacement and the
mixture volume, the weight of the dry load (TDS) can be determined with the following
formula.
TDS
load
w
load
k load
k w
G
V
V
load
load
load
G
V
= is the volume weight of the mixture in the hopper.
Though the load nowadays usually is expressed in TDS, it does not imply that payment is also
dependent on the amount of TDS. This can be:
1. ton dry solid (TDS)
2. m
3
in the hopper (means of transport)
3. m
3
in the excavation
The mutual relation between these quantities is:
TDS with volume load in the hopper:
grains water
load
grains load water
TDS
V
=
Therefore the conversion factor of TDS to m
3
:
1
grains water
load
v
grains load water
V
f
TDS
= =
And for m
3
to TDS:
load water
TDS grains
load grains water
TDS
f
V
= =
Shown in Figure 2.136.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 105 van 109 May 2005
Multiplication factors for TDS to m
3
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
2
1000 1200 1400 1600 1800 2000 2200 2400
Situ density [kg/m
3
]
T
D
S
t
o
m
3
0
5
10
15
20
25
m
3
t
o
T
D
S
Figure 2-136
An aspect that also takes place during loading is the change in the volume weight of the
dredged material, the bulking, which can be positive, so more, as well as negative, so less. The
production unit in the dredging industry is the cubic meter per time unit. Unfortunately this is
not an unambiguous unit. A m
3
in excavation appears to be a "different" m
3
after settlement in
the well. Because sand grains in the hopper are usually stacked looser than in situ. The volume
weight in the hopper is lower than the situ volume weight. Also, as a result of overflow losses,
more fine sand particles will flow overboard than coarse particles. If these particles are located
in a matrix of coarser particles than the volume weight will decrease even if the stacking of the
matrix remains the same. If this phenomena happens in the dredged material can be simply
shown by comparing the sand curve with the Fller-distribution (Figure 2.137).
In a Fller-distribution the cumulative grain distribution, given as function of
max
d
d
, is a pure
straight line. Such a distribution appears to give a maximum volume weight, which implies that
the pores are constantly filled with the smaller particles. If the gradient of the smaller particles
is above the Fller-distribution than there is a surplus of fine material and the above mentioned
phenomenon would not show. If the gradient of the fine material is below the Fller-
overmaat fijn overmaat grof Fller
FLLER'S METHOD
%by weight passing
100
90
80
70
60
50
40
30
20
10
0
SQRT (d/d
max
)
0 .1 .2 .3 .4 .5 .6 .7 .8 .9 1
overmaat fijn overmaat grof Fller
FLLER'S METHOD
%by weight passing
100
90
80
70
60
50
40
30
20
10
0
SQRT (d/d
max
)
0.01 0.1 10 1
Figure 2-137
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 106 van 109 March 2003
distribution than the fine material is embedded in the coarser material and the phenomenon
shows.
The volume weight in the hopper is usually lower than in situ. Dependent on the grain
distribution, a situ m
3
takes the same or more space in the hopper, caused by the increase of the
ratio, which are filled with water. So the water takes this larger volume.
Example:
Assume the in situ density of the sand
1
and the density in the hopper
2
. The specific weight
of the sand is
k
and of the water
w
. The cumulative overflow losses are ov and according the
Fller distribution there is a surplus of fine material. If the situ volume is V
1
, then the volume
in the hopper with in-situ density (1-ov) V
1
. The weight of solids of this volume must be equal
to the solid weight of the volume V
2
.
Weight of the volume V
1
for
1
:
( )
1
1 1
1 with
w
k
k w
G ov V g
= =
Weight of the volume V
2
:
2
2 2
w
k
k w
G V
Since G
1
= G
2
:
( ) ( )
1 1 2
1 2 2
1 1
w w
w w
V
ov ov
V
= =
Example:
1
= 2000 kg/m
3
2
= 1900 kg/m
3
water
= 1020 kg/m
3
ov = 10 %
( )
1
2
2000 1020
1 0.9 1.11 1.0
1900 1020
V
ov
V
= = =
So the volume in the hopper occupies the same space as the in the excavation. It has been
silently assumed that the overflow losses do not flow back into the winning area. If that is the
case than the term (1-ov) is discarded and the delivery becomes 11 %.
If the fine sand particles are situated in a matrix of coarser particles than, for a similar stack of
the coarser particles, G
2
= 0.9 G
1
with V
1
= V
2
. This leads to:
( ) ( ) ( )
1 2
1 2 1 2
1 1
w w
k k w w
k w k w
ov V V ov
= =
This gives in the example:
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 107 van 109 May 2005
3
2 1
0.9 0.1 1800 102 1902 kg/m
w
= + = + =
If all overflow losses remain in the winning area than this still holds but as a result the original
layer will be covered with 10% fine material at the end of the work.
When sucking very loose sand the bulking can be smaller than 1. The bulking is than called
negative. When dredging firm clay the bulking in the hopper is substantial, as is proven in the
following example:
Assume the situ density of the clay as 2000 kg/m
3
. After cutting the pore percentage of the clay
fragments is 40 %. The volume weight is than
2
= 0.6*2000 + 0.4*1020 = 1608 kg/m
3
. And
the bulking than will be:
1
2
2000 1020
1.67
1608 1020
V
V
= =
This can be seen directly as the new volume is only 60 % of the original.
During pumping ashore to a reclamation area, usually a negative bulking takes place, since the
volume weight of the dump material is often higher than the volume weight of the material in
the hopper and losses can occur at the reclamation.
2.5.2 Sailing from and to the discharging area
It will be clear that the sailing speed determined during the sea trials, for an empty as well as
for a fully loaded ship, cannot be used as the average speed during the lifespan of the trailing
suction hopper dredger. Between the dry dock periods the hull of the ship becomes overgrown
with barnacles and seaweed and the propulsion engines and propellers are subjected to wear.
This leads to a 5 to 10 percent lower average or operational speed in deep water than the sea
trial speed. In general the trailing suction hopper dredger sails in seaways with a depth which
gives the ship extra resistance. The trailing suction hopper dredger "feels" the bottom. The
influence of the less deep seaway on the operational velocity is calculated with Lackenby's
formula (Figure 2.138).
v v
A
d D
c
c
c
c
shallow deep
=
+
F
H
G
I
K
J
+
+
L
N
M
M
M
M
O
Q
P
P
P
P
R
S
|
|
T
|
|
U
V
|
|
W
|
|
1 01242 0 05 1
1
1
2
. .
b g
with:
c e
g d D
v
deep
=
+
F
H
G
I
K
J
b g
4
in this:
d = keel clearance [m]
D = draught of the ship [m]
A = wet cross-section of mid ship [m
2
]
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 108 van 109 March 2003
Sailingspeed according Lackerby
10
10.5
11
11.5
12
12.5
13
13.5
14
14.5
15
0 5 10 15 20 25 30 35 40
keel clearance [m]
S
a
i
l
i
n
g
s
p
e
e
d
[
k
n
o
t
s
]
Loaded Empty
Figure 2-138
The sail time can now be determines with:
( )
( )
1
1
with draugth full
with draugth empty
N
n
vh
n vol
n
N
n
vt
n
leeg
n
s
T
v
s
T
v
+
+
=
=
Another facet that has to be accounted for, are the sail-limitations in certain areas like harbors
and narrow fairways. Furthermore the fairway has always to be checked for sufficient depth. In
case of doubt it might even be wise to carry out a hydrographic survey
2.5.3 The discharge
As described in the chapter Technical Construction the trailing suction hopper dredger may be
able to discharge its load in two ways, either by direct dumping or by means of the self-
emptying installation by rainbowing or pumping to the shore.
If the load can be dumped directly it has to be known if the depth of the dump area is always
sufficient to sail with opened doors or valves, even with extremely low water. The increasing
lack of dump areas it happens regularly that the depth of the dump is limited. In such a case it is
advised to make a dump plan to use the dump as efficient as possible.
For land reclamation works for which the first layer of the sand body can be dumped directly, a
dump plan has to be made too, in order to dump directly as much material as possible, so that
less material needs to be pumped ashore.
The discharge of the load through the bottom doors or valves usually costs little time. For free
flowing soils this is done within several minutes. The discharge time increases when the
material becomes finer and more cohesive. For plastic clays this can increase to half an hour.
For such a material it has to be checked that no load, the rest load, remains in the hopper.
There is a possibility that this rest load increases with the number of trips. It appears that the
longer the clay remains in the hopper the more difficult it is to flush it out.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 109 van 109 May 2005
Discharge through the hopper self-emptying installation is done to:
pump the load, through pressure piping to the shore.
to heighten, for example, submerged dumps that are too shallow to dump; the so-called
rainbowing (Figure 2.139).
to accurate fill submerged dumps or to cover pipelines with the use of pipe dumping.
After the pumps are started and the water comes out of the pipe the discharge of the load is
started on the side of the hopper that is the furthest away from the pump. This assures that the
pump is always as deep under water as possible. Because the material in the hopper is in
general pretty loose packed, the process looks a lot like the process of a stationary suction
dredger. The sand breaches to the opening of the suction pipe.
Figure 2-139 Rainbowing
If the hopper is not equipped with an installation that improves the breaching by means of
water-jets, than, as a rule of thumb, the discharge time is equal to the suction time. If the
hopper is equipped with water-jets to fluidize or loosen the load, than the discharge time can be
shortened considerably.
The discharge process through the hopper self-emptying installation behaves clearly like an S-
curve. The discharge process is started usually slowly, because a quick start often leads to a
blocked suction pipe. After that there is for 75 to 80 % of the time an almost constant high
production. At the end of the unloading process the decreases almost linear zero (Figure 2.140).
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 110 van 109 March 2003
Unloading proces with time
0
10
20
30
40
50
60
70
80
90
100
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
t/t_unloading
P
r
o
d
/
m
a
x
.
p
r
o
d
u
c
t
i
o
n
Pr_time Pr_ave
Figure 2-140 Production of the unloading process
In almost all self-emptying installation a rest load remains of around 5 %. By the fluidization
process the rest loads of rocks and dirt accumulate, so that regularly the rest-load needs to be
dumped on a dump.
2.5.4 The cycle production
The cycle consisting of: loading, sailing to, discharging, sailing back can be optimized simply.
The cycle production is defined as:
( )
suction sail discharge
cycle
L t
P
t t t
=
+ +
If t
suction
and t
discharge
are considered constant than this production is optimal when the following
is condition is met:
0
cycle
suction
dP
dt
=
This is the tangent to loading curve L(t) that also crosses the negative y-axis in the point t
sailing
+
t
discharge
(Figure 2.141).
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 111 van 109 May 2005
Load [m3]
Loading time [minutes]
no loading time
max. cycle production
Figure 2-141 Optimal cycle production
This loading process can be made visible on board of the dredgers to determine the optimal
load. However it should be noticed that the overflow losses increase sufficient at the end of the
loading process to determine the optimal point.
2.5.5 The instrumentation
To support the dredge master instruments are available. Modern trailing suction hopper
dredgers are equipped with suction pipe position indicators both in the longitudinal as in the
transverse direction. Not only the position in relation to the bottom is indicated but also the
position of the suction pipe and the draghead in relation to the ship and sometimes even the
soil. Furthermore the dredge master has a direct view on the swell-compensators to judge if the
dragheads are on the bottom. If this is not the case than indicators are necessary. For the suction
process there are besides the vacuum and pressure indicators, also velocity and concentration
indicators. With the aid of these instruments the suction chief will optimize the suction process
by trial and error.
Figure 2-142 Instrumentation panels
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 112 van 109 March 2003
2.6 Special designs of trailing suction hopper dredgers
2.6.1 The gravel suction dredger
Trailing suction hopper
dredgers that collect
aggregates for the
concrete industry and
road construction differ
in several aspects from
the "standard" trailing
suction hopper dredger.
These differences
usually arise from
economical
considerations. Items
that are of less use are
left out, while others
are added.
Figure 2-143 Gravel dredger Charlemagne
These include:
The maneuverability. A lot of gravel suction dredgers are built to collect aggregates at
sea. These are relative wide concessions where accurate dredging is of no or small concern.
Furthermore there are long transportation distances. Therefore the requirements for the
maneuverability are less strict than for the trailing suction hopper dredger that has to
dredge frequently in busy fairways or ports.For this reason the gravel suction hopper
dredger is equipped with only one screw.
The longer dredge cycle. The longer sail distances mean that the suction time is only a
small percentage of the total cycle time. Therefore it is much more economical to equip the
ship with only one suction pipe and one dredge pump.
Since the quality of the material determines the price, these ships are equipped with a
creening installation. The "bad" material can than be put overboard. Of course it is also
possible to load all the material (called all-in or tout-venant).
A discharge installation with which it is possible to unload "dry" in every arbitrary port.
Seldom a gravel suction hopper dredger has bottom doors or valves.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 113 van 109 May 2005
Figure 2-144 Screening installation
Since the concessions are increasingly further away from the land and therefore in deeper
waters, submerged pumps on the suction pipe are also used on modern gravel suction hopper
dredgers.
The discharge systems are of the drag system, clamshell or excavation wheel (Figure 2.114)
principle that delivers the material from the hopper to a silo from which the material is
distributed further via a conveyor belt. The way of operation does not differ much from the
"classical" trailing suction hopper dredger. Instead of pumping the material straight into the
hopper, it is now pumped into the screening installation, where it is separated into the required
class(es). When sailing to the discharge area the drain installation is turned on to bring the load
as dry as possible ashore.
Trailing suction hopper dredger for
inland waters provides also sand and
gravel to the concrete industry as well
as sand for reclamation purposes. They
do also maintenance dredging in river
harbours Their design is much simpler
than ordinary trailer suction hopper
dredgers (Figure 2.145).
Figure 2-145 Trailing suction hopper dredger for
inland waters
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 114 van 109 March 2003
2.6.2 The stationary suction hopper dredger
The stationary suction hopper
dredger is the predecessor of the
trailing suction hopper dredger.
In the most well known design
the stationary suction hopper
dredger has a hopper and behind
it the pump room with one
dredge pump. The suction pipe is
directed however forward.
Stationary suction hopper
dredgers are single-screw ships.
The propulsion engine directly
drives the dredge pump.
Figure 2-146 Stationary suction hopper dredger
The method of operation differs significantly from the trailing suction hopper dredger and is in
principle equal to the suction dredger.
When dredging the vessel anchored in its borrow area. The amount of anchors needed depends
strongly on the operational circumstances, like current and wind velocity, current and wind
direction and shipping. If the circumstances are well than one or two front anchors are
sufficient. If the dredging takes place in a tidal area where the current change direction
depending on the tide, than also one or two aft anchors are placed. A second anchor is needed if
the ship must be hauled frequently.
As with suction dredgers the stationary hopper dredger is used in free running sand. Dependent
on the breach height the ship is slowly hauled in the direction of the suction direction. The
loading of the hopper is similar to the process of the trailing suction hopper dredger.
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 115 van 109 May 2005
Figure 2-147 Trailing suction hopper dredger for stationary dredging
Sometimes the trailing suction hopper dredger is used as a stationary dredgers" for certain
works. To do this the dragheads are removed and if not already present an aft anchor is
mounted. When arriving at the winning area first the aft anchor is placed. Dependent on the
weather conditions the front anchor is also placed. Since the pipes put backwards the trailing
suction hopper dredger works itself while dredging backwards. There are also trailing suction
hopper dredgers that have the possibility to bring their suction pipe forward and are than able to
work on the bow anchor (Figure 2.147). With well-breaching sand trailing suction hopper
dredgers can also suck profiles with the drag suction method. The embankment must than be at
all times more gentle than the suction pipes of the trailing suction hopper dredger. The trailing
suction hopper dredger forces its way into the embankment with a velocity of 0.25 to 0.5 knots.
The main advantage of this method is that no anchors are needed which gives more freedom of
movement and a quicker leave in case of an emergency.
TSHD working as PS Dredger
TSHD dredging to the Face
Figure 2-148 Trailer suction hopper dredger working in a plain suction mode
2.6.3 Boom dredgers
The boom dredger (Figure 2.149) is a special design of the trailing suction hopper dredger.
wb3408B Designing Dredging Equipment
Prof.Ir. W.J.Vlasblom Pagina 116 van 109 March 2003
It is equipped with a 50 to 60 meter long construction, the boom, that makes it possible to
pump the dredged material immediately sideways back (side casting). This method of dredging
is used in silt rich fairways, where it is cheaper to spray the material to the side, a hundred
meters from the bank of the fairway instead of bringing it to a dump far away. Approach
channels at the lake of Maricaibo in Venezuela are dredged in this manner
Figure 2-149 Boom dredger
Chapter 2 Trailing suction hopper dredger
Prof.Ir. W.J.Vlasblom Pagina 117 van 109 May 2005
2.7 Literature
1. Trailing Suction Hopper Dredging Handbook.
Issued by The Training's Institute for Dredging.
2. Coastal and Deep Ocean Dredging, John B. Herbich, Gulf Publishing Company, Houston,
Texas, USA, 1975.
3. Dredging and Dredging Equipment, R.J. de Heer and Rochmanhadi, part 1 and 2, IHE,
Delft, 1989.
4. Baggertechniek, collegedictaat f14, G.L.M. van der Schrieck, TU Delft, Civiele Techniek,
1996 (in Dutch).
5. Constant Tonnage Loading System of Trailing Suction Hopper Dredgers, J. de Koning,
Proceedings International Course Modern Dredging, 1977.
6. Nassbaggertechnik, A. Welte, Institut fr Machinenwessen in Baubetrieb, Universitt
Fridericiana, Karlsruhe, 1993.
7. Proceedings of the dredging days, Europort 1980, CEDA, 1980.
8. Technical aspects of large Trailing Suction Hopper Dredgers, P.J. Koert, IHC Holland.
9. Further development of loading and unloading processes for Trailing Suction Hopper
Dredgers, S. Steinkhler, 14 World Dredging Congress, Amsterdam, 1995.
10. Several articles from Port & Dredging of IHC Holland. P&D
Split trailer suction hopper dredgers 106 + 107 + 110
VOLVOX SCALDIA, Trailing Dredgers with built-in booster unit 128
CORONAUT, the sixth IHC Eurotrail 130
AGRONAUT, the seventh IHC Eurotrail 134
New Trailing Suction Hopper Dredger for Dredging International 134
Trailer VOLVOX IBERIA, 5700 m
3
140
TSHD J.F.J. DE NUL, Versatile Leviathan 142
Trailing Dredger, HAM 311 143
Trailing Dredger, CRISTOFORO COLOMBO 143
PEARL RIVER, Trailing Dredger of 17000 m
3
144
TSHD Ham 311 and Ham 312 148
TSHD Queen of Penta Ocean 151
TSHD Ham 317 153
TSHD Rotterdam 155+156
TSHD Ham 318 157
Gravel Dredger Cambeck and Charlemange 133 + 157
Dragheads 124 + 137+157
Chapter 3: Cutter Suction Dredger
3. The Cutter Suction Dredger......................................................................... 2
3.1. General description........................................................................................ 3
3.1.1. Areas of application...................................................................................... 4
3.1.2. History.......................................................................................................... 5
3.1.3. Working method........................................................................................... 6
3.2. The design....................................................................................................... 8
3.2.1. The production capacity ............................................................................... 9
3.2.2. The dredging depth....................................................................................... 9
3.2.2.1. The maximum dredging depth.................................................................. 9
3.2.2.2. The minimum dredging depth .................................................................. 10
3.2.3. The width of the cut...................................................................................... 12
3.2.4. The type of soil............................................................................................. 14
3.2.5. The transport distance................................................................................... 14
3.2.6. Access to the dredging site ........................................................................... 15
3.3. The dredging equipment ............................................................................... 15
3.3.1. The cutter head ............................................................................................. 16
3.3.1.1. The dimensions of the cutter head............................................................ 16
3.3.1.2. The cutting power..................................................................................... 16
3.3.1.3. The cutter speed........................................................................................ 17
3.3.2. The reaction forces on the cutter .................................................................. 18
3.3.2.1. The horizontal and vertical cutting force.................................................. 18
3.3.2.2. The axial force.......................................................................................... 20
3.3.2.3. The ladder weight ..................................................................................... 21
3.3.3. The side-winch power and speed.................................................................. 21
3.3.4. The ladder winch speed and power .............................................................. 24
3.3.5. The dredge pumps ........................................................................................ 24
3.3.6. The jet pump................................................................................................. 25
3.4. The drives ....................................................................................................... 25
3.4.1. The cutter head drive.................................................................................... 25
3.4.2. The side winch drives................................................................................... 27
3.4.3. The ladder drive............................................................................................ 27
3.4.4. The sand pump drives................................................................................... 27
3.5. Spudsytems ..................................................................................................... 28
3.5.1. The spud carriage system............................................................................. 28
3.5.2. The fixed spud system.................................................................................. 30
3.5.3. The spud door system................................................................................... 32
3.5.4. The walking spud system............................................................................. 32
3.5.5. The rotor spud system.................................................................................. 33
3.5.6. The Christmas tree........................................................................................ 34
3.6. The general layout ......................................................................................... 35
3.7. Technical construction
Error! Bookmark not defined.
3.7.1. The Hull........................................................................................................ 40
3.7.2. The cutter head ladder .................................................................................. 41
3.7.3. The cutter head ............................................................................................. 43
3.7.4. Tooth and cutting edge systems ................................................................... 46
3.7.5. The side wires............................................................................................... 50
3.7.6. The anchor booms ........................................................................................ 51
3.7.7. The spuds...................................................................................................... 52
3.7.8. The spud lifting system................................................................................ 52
3.7.9. Pumps and pipelines ..................................................................................... 53
3.7.9.1. The suction pipeline ................................................................................. 53
3.7.9.2. The pumps ................................................................................................ 54
Prof.Ir. W.J.Vlasblom Pagina 1 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.7.10. The winches.............................................................................................. 55
3.7.10.1. The ladder winch .................................................................................. 55
3.7.10.2. The side winces .................................................................................... 55
3.7.10.3. Other winces......................................................................................... 56
3.7.11. Hoisting equipment .................................................................................. 56
3.7.12. Auxiliary equipment ................................................................................. 56
3.8. The dredging process..................................................................................... 57
3.8.1. The spillage .................................................................................................. 57
3.8.2. The production in breach-forming soils ....................................................... 59
3.8.3. The production by non-breach forming soils ............................................... 61
3.8.4. Specific energy ............................................................................................. 63
3.8.5. The cutting production ................................................................................. 65
3.8.6. The spillage .................................................................................................. 67
3.9. Enclosures....................................................................................................... 68
3.9.1. The relation between swing speed and side winch speed............................. 68
3.9.2. The side winch force and power................................................................... 69
3.9.3. The shape and cutting geometry of cutter heads .......................................... 70
3.9.4. Cutting by teeth or chisels ............................................................................ 74
3.9.5. Conditions for cutting clearance................................................................... 75
3.9.5.1. The effect of warping on the clearance angles ......................................... 77
3.10. References....................................................................................................... 79
3. The Cutter Suction Dredger
Figure 3. 1 The Mashhour, at present the biggest cutter suction dredger in the world,
Prof.Ir. W.J.Vlasblom Pagina 2 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.1. General Considerations
Auxiliary spud
Dredge pump
Suction pipe
Cutter ladder
Cutter head
Ladder winch
Port side winch.
Starboard winch
Spud carriage
Working spud
Discharge pipe
Dredge pump
Figure 3. 2 Lay-out snijkopzuiger.
The cutter suction dredger is a stationary dredger equipped with a cutter device (cutter head)
which excavate the soil before it is sucked up by the flow of the dredge pump(s).
During operation the dredger moves around
a spud pole by pulling and slacking on the
two fore sideline wires. This type of
dredger is capable to dredge all kind of
material and is accurate due to their
movement around the spud pole. The
stationary cutter suction dredger is to
distinguished easily from the plain suction
dredger by its spud poles, which the last
dont have.
The spoil is mostly hydraulically
transported via pipeline, but some dredgers
do have barge-loading facilities as well.
Cutter power ranges from 50 kW up to
5000 kW, depending on the type of soil to
be cut.
Cut width
Auxilary spud
Workspud
in carriage
Spud carriage
length
Vertical swing pattern
Figure 3. 3 Swing pattern
The ladder, the construction upon which the cutter head, cutter drive and the suction pipe are
mounted, is suspended by the pontoon and the ladder gantry wire.
Seagoing cutter suction dredgers have their own propulsion that is used only during
mobilization. The propulsion is situated either on the cutter head side or on the spud poles
side.
Prof.Ir. W.J.Vlasblom Pagina 3 van 79 May 2003
Wb3408b Designing Dredging Equipment
Figure 3. 4 Seagoing CSD Aquarius sailing in the Beaufort Sea
3.1.1. Areas of application
Cutter suction dredgers are largely used in the dredging of harbours and fairways as well as
for land reclamation projects. In such cases the distance between the dredging and disposal
areas is usually smaller than the distances covered by trailing suction hopper dredgers. The
cutter suction dredger also has the advantage when an accurate profile has to be dredged.
The cutter suction dredger can tackle almost all types of soil, although of course this depends
on the installed cutting power. Cutter suction dredgers are built in a wide range of types and
sizes, the cutting head power ranges between 20 kW for the smallest to around 4,000 kW for
the largest. The dredging depth is usually limited; the biggest suction dredger can reach
depths between 25 and 30 m. The minimum dredging depth is usually determined by the
draught of the pontoon.
In the late seventies and early
eighties of the previous
century two offshore cutter
suction dredgers have been
build for applications
offshore. The All Wassl
(Figure3.5) build by
Mishubitsi, Japan for Gulf
Cobla Ltd. Has dredged the
approach channel to the
harbour Jebel Ali in Dubai,
Unit Arab Emirates.
Figure 3. 5 All Wassl Bay
Prof.Ir. W.J.Vlasblom Pagina 4 van 79 May 2003
Chapter 3: Cutter Suction Dredger
After 2 years working the
dredger is sold and scrapped.
The Simon Stevin (Figure
3.6) build for Volker Stevin
Dredging has even never
worked.
Boths dredgers appeared too
specialised to be economical.
Figure 3. 6 Simon Stevin
As said the cutter suction dredger is a stationary dredger with at least two side anchors that
are necessary for the dredging process. Because of these anchors they may obstruct shipping
movements. Self propelled cutter suction dredgers uses their propulsion system no only
during mobilisation but also during shifting from one place to the other or when the dredging
area has to be left, breaking up when bad weather is expected.
The small to medium sized cutter suction dredgers can be supplied in a demountable form.
This makes them suitable for transport by road to inland sites that are not accessible by water,
for example to lay a sand foundation for a road or to dredge sand and gravel for the building
industry.
When working under offshore condition with waves or swell cutter suction dredgers clearly
have more limitations than trailing suction hopper dredgers even if equipped with swell
compensators
3.1.2. History
The cradle of the cutter suction dredgers stood in the United States. In 1884 a cutter suction
dredger was used in the port of Oakland, California. This dredger had a cylindrical cutter head
and was used to dredge layers of sandstone. It had a pipeline of 500 mm diameter and a pump
with an impeller of 1.8 m! The disadvantage of this design was that the suction mouth was
frequently blocked. At the end of the 19
th
century and beginning of the 20
th
century there was
a major development in suction dredgers
Prof.Ir. W.J.Vlasblom Pagina 5 van 79 May 2003
Wb3408b Designing Dredging Equipment
Figure 3. 7 Layout of the cutter suction dredger RAM
For example, in the fall of 1893 the cutter suction dredger RAM was built by the Bucyrus
Steam Shovel and dredged company for use on the lower Mississippi river. This dredger was
already equipped with an rotating cutter head. (Figure 3.7).
The cutter suction dredger became the workhorse of the dredging industry in America, as did
the bucket dredger in Europe at that time.
3.1.3. Working method
After the ladder of the cutter suction dredger has been lowered under water, the dredge
pump(s) started and the cutter head set in motion. The ladder is then moved down until it
touches the bottom, or until it reaches the maximum depth. The movement of the dredger
round the spud pole is initiated by slacking the starboard anchor cable and pulling in the port
side anchor cable or reverse. These anchor cables are connected via sheaves close to the cutter
head to winches (dredging side winches) on deck. The pulling winch is called the hauling
winch. The paying out winch ensures the correct tension in both cables, this being particularly
important when dredging in hard rock.
D
s
D
s
Under cutting mode
Over cutting mode
Prof.Ir. W.J.Vlasblom Pagina 6 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Figure 3. 8 Different cutting modes
In addition to the type of soil, the required side winch force also depends on:
Whether the rotation of the cutter head is in the same direction as or the opposite direction
to that of the swing movement. In the first case the reaction force of the cutter head on the
soil will pull the dredger with it, as a result of which the side winch forces are smaller
than when rotation is in the opposite direction
It is also necessary to ensure the correct pre-tensioning of the cables when the cutter head
rotates in the same direction as swing. If the cutter head forces propel the cutter head
more quickly than the hauling winch does there is a very real danger that the cable of the
hauling winch will be picked up and cut through by the cutter head.
The position of the anchors has a big influence on the force needed to swing the dredger.
The closer the path of the cutter head is to the direction of the side cable, the smaller the
required force.
Naturally the side winch force is also affected by external influences such as wind,
current and waves.
Figure 3. 9 Steps and cuts
Of course, the thickness of the layer that can be removed by one swing (cut thickness
Figure3.9) depends on both the diameter of the cutter head and the type of soil. When the
required dredging depth has not been reached at the end of a swing, the ladder is set more
deeply and the ship will move in the opposite direction.
As previously mentioned, the cutter suction dredger describes an arc round a fixed point, the
spud pole or working pole. In many cutter suction dredgers this pole is mounted on a movable
carriage, the spud carriage. A second pole, the auxiliary spud, is set out of the centreline,
usually on the starboard side of the stern of the pontoon.
The spud carriage can be moved over a distance of 4 6 m by means of a hydraulic cylinder.
Because the spud is standing on the bottom, pressing the spud carriage towards the stern can
move the cutter suction dredger forward. The size of the cutter head and the hardness of the
soil determine the size of this step. During each step one or more layers of the face are cut
away by lowering the ladder one cutting thickness at the end of the swing.
Prof.Ir. W.J.Vlasblom Pagina 7 van 79 May 2003
Wb3408b Designing Dredging Equipment
With each step the
cutter head
describes the arc
of a concentric
circle round the
spud, the radius of
which increases
with the step
length.
(Figure 3.10)
a) = step length
b) = length of
carriage
If the spud
carriage cylinder
has reached the
end of its path the
spuds must be
moved. Before
stepping, the
cutter moves to
the centre line of
the cut.
a
b
B
D
D
a
a = steplength
b = length of carriage
Vertical swing pattern
C
Figure 3. 10Vertical swing pattern
The auxiliary spud is then placed on the bottom, the working spud is lifted and the spud
carriage is moved forward. After this the work spud is again lowered and the auxiliary spud is
lifted. The dredger can then resume working. The first cut made after stepping is not an arc of
a concentric circle!
3.2. The design
When designing cutter suction dredgers, the following basic design criteria are important:
Production capacity
Dredging depth
Working conditions which affect the size of the dredger
Type of soil
Transport distance(s)
Access to the side
As mentioned earlier, the cutter suction dredger can be used in all types of soil, from soft clay
to hard rock. The soil to be dredged has a great influence on the design and construction.
Considerable forces are generated when working in rock. They are generated by the cutter
head and returned to the ground partly via the ladder and side winches and partly via the
pontoon and the spud pole. The design of cutter suction dredgers is also determined by the
required amount of installed cutting power.
Prof.Ir. W.J.Vlasblom Pagina 8 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.2.1. The production capacity
As in the case of other types of dredger, the production capacity is determined by the market
demand with regard to the projects for which the dredger can be used. Because many cutter
suction dredgers must dredge various types of soil during their lifetime, design parameters are
set with regard to the types of soil the dredger must be able to dredge. A dredger designed to
dredge rock will also be able to dredge sand, but a sand cutter suction dredger will not be
able to dredge rock. On the other hand a sand cutter suction dredger will be able to dredge
sand more cheaply than a rock cutter suction dredger. In other words the design production
capacity of a cutter suction dredger is related to the hardness of the material that it must be
able to dredge. For example, 100 m
3
/hr in a rock of 10 MPa.
It is important that the production capacity is defined m
3
per week, hour or second. The
smaller the unit of time chosen, the greater the production capacity. (As a result of averaging
the long term production capacity is less.)
When the requirement with regard to the production capacity in the design-soil is known, this
can be translated into a production to be cut by the cutter head. This so called cutter
production is considerably higher than the dredged production because not all the material
that has been cut enters the suction mouth. Often 20 30 % remains behind as spillage. This
must be taken into account when determining the production to be cut.
The maximum cutter production is also higher for reasons such those described above as a
result of the unit of time. With a cutter suction dredger this appears primarily in the mode of
work employed. Production is usually highest in the middle of a cut. In the corners of the cut
where manoeuvres are often carried out with the ladder or spud carriage, the production is
low or zero. This results in the fact that the cutter production when expressed in m
3
/s
is 20
30% higher than the cutter production in m
3
/hr.
In order to maintain a high degree of usability cutter suction dredgers designed for rock
dredging should be equally as good in other types of soil. This implies that although the
cutting equipment is designed for rock dredging with regard to the other parts of the dredging
equipment, the other types of soil must not be forgotten.
3.2.2. The dredging depth
When designing cutter suction dredgers both the maximum and the minimum dredging depths
must be taken into consideration, since these both influence the usability of the dredger. Often
the need for a greater dredging depth leads to a pontoon with deeper draught and thus to a
reduction in the minimum dredging depth. So on one hand the usability of the dredger
increases with increasing dredging depth, while on the other hand it decreases as a result of
the related smaller minimum dredging depth. Here too the market demand plays a role in the
best choice.
3.2.2.1. The maximum dredging depth
The maximum dredging depth is an important design parameter. Because in a cutter suction
dredger the pontoon and the spud pole transfer part of the interplay of forces to the soil, the
magnitudes of the moments that occur are proportional to the dredging depth. Thus with
increasing dredging depth, not only is the dredger larger and broader (for stability), it must
also have a heavier construction. Moreover the dredging depth has a great influence on the
design of the ladder construction and thus on the pontoon. After all it must be possible to raise
the ladder above water for inspection.
Prof.Ir. W.J.Vlasblom Pagina 9 van 79 May 2003
Wb3408b Designing Dredging Equipment
Figure 3. 11 Different cutter dredgers with ladder above waterlevel
From the point of view of production, the suction depth determines whether an underwater
pump is needed to obtain the required production capacity. It is obvious that mounting an
underwater pump will increase the weight of the ladder.
If no underwater pump is considered, the diameter of the suction pipe and the head of the
pump must be increased and the concentration of the mixture reduced in order to avoid
creating a vacuum. This may lead to the pumping of low concentrations and thus much water,
which is uneconomic.
With the aid of the vacuum formula (see also lecture notes Dredging processes), from a
given limiting vacuum and the maximum concentration to be dredged it is possible to
determine whether or not an underwater pump is necessary, and if so how far under water it
must be placed. Whether or not an underwater pump is fitted is, of course, also a question of
economics, since cost of the fitting of an underwater pump is considerable.
y = 9.0577x
2
- 101.29x
R
2
= 0.757
5.0 10.0 15.0 20.0 25.0 30.0 35.0
Maximum dredging depth [m]
0
1000
2000
3000
4000
5000
6000
7000
8000
0.0
L
i
g
h
t
w
e
i
g
h
t
[
t
]
Figure 3. 12
3.2.2.2. The minimum dredging depth
The minimum dredging depth makes demands with regard to the draught of the pontoon, the
position of the cooling water inlet and the shape and construction of the cutter ladder. It will
be clear that even when dredging at minimum depths the pontoon must have sufficient bottom
clearance. For heavy duty cutter suction dredgers this leads to deep draughts or wide vessels
(Figure3.13). The minimum dredging depth must be at least 1 m deeper than the maximum
draught of the vessel. The design of the cooling water inlet must be adapted to prevent the
intake of material from the bottom
Prof.Ir. W.J.Vlasblom Pagina 10 van 79 May 2003
Chapter 3: Cutter Suction Dredger
0
1
2
3
4
5
6
0 500 1000 1500 2000 2500 3000 3500 4000
Cutterpower [kW]
M
a
x
i
m
u
m
d
r
a
u
g
h
t
[
m
]
Figure 3. 13
When dredging at depths, which are shallow in comparison to the draught of the vessel, the
shape of the ladder must also be adapted to avoid dragging of the ladder. To prevent dragging
the angle between the underside of the ladder and the horizontal must be at least 5
0
(Figure
3.14).
Removable wedge
Figure 3. 14
In order to obtain a better rate of filling
when dredging free running material is
desirable that the axis of the cutter head
shaft should make a steeper angle with
the horizontal than the ladder. The filling
of the cutter is determined by the sum of
the angles of the slope gradient and the
ladder (+ ) (Figure 3.15).
+
Figure 3. 15
Prof.Ir. W.J.Vlasblom Pagina 11 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.2.3. The width of the cut
The usefulness of a cutter suction dredger is also determined by the minimum width of cut
that the equipment can dredge, and to a lesser degree on the maximum width of the cut.
Minimum width of cut is taken to mean the width that the dredger needs to dredge a channel
for itself in an area where the surface of the ground is higher than the water level; a problem
that occurs is during dredging the onshore end of pipeline trenches.
Figure 3. 16 Minimum cut width
The minimum width of the cut is determined by the line that meets the contour surface of the
cutter head at the front of the pontoon (Figure 3.16) or at the outer side of the side winch
sheaves. To reduce the minimum cutting width each side of the front of the pontoon is often
chamfered as shown in Figure 3.17 and 3.19. Figure 3.18 also shows that the further the cutter
head projects in front of the pontoon, the smaller is the minimum cutting width. Such a
solution is particularly common in American and Japanese dredgers.
Ballast tank
ballast
tank
Fuel
icating
ie
Spare parts
Dry
tank
Drinking
water
Engine room
Lubr
ol
Spare parts
Spare parts
Spare parts Dry
tank
ballast
tank
ballast
tank
ballast
tank
ballast
tank
ballast
tank
Fuel
Ballast tank
Ballast tank
Ballast tank
Ballast tank
Figure 3. 17 Chamferred pontoon
Prof.Ir. W.J.Vlasblom Pagina 12 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Figure 3. 18
Figure 3. 19
The distance between the spud and the cutter head determines the maximum cutting width. To
ensure the efficiency of the side winches the maximum swing angle is restricted to 45
0
; so
that the maximum width B = 2L*sin(45
0
) +D
cutter
, in which L is the distance between the spud
and the cutter head. The length L depends on the depth of the water and the position of the
spud pole.
From the point of view of
production a broad cutting
width is desirable, since per
m
3
dredged the downtime for
stepping, anchoring and other
manoeuvres is shorter.
However long cutter suction
dredgers have a big minimum
cutting width, so the
advantages must be weighed
against the disadvantages.
The maximum cutwidth
depends on the maximum side
winch force too. This will be
explained in chapter 3.2.2.3
S
T
q
L=S+Tcosq
L
a
B
=
2
L
s
i
n
+
D
a
c
u
t
t
e
r
Figure 3. 20 Cut width
Prof.Ir. W.J.Vlasblom Pagina 13 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.2.4. The type of soil
The type of soil to be dredged has a strong influence on the installed cutter head and side
winch power, the strength of the ladder, pontoon and spuds. To some degree the type of soil
also influences the choice of suction pipe and discharge pipeline diameters. With the same
cutting power a cutter suction dredger dredging rock will have a lower production rate than
when dredging sand. In view of this, a rock-cutting cutter suction dredger should have
pipelines of smaller diameter, because it becomes more economical to pump solids with
higher concentrations. With the same production rate it is possible to increase the
concentration by reducing the pump flow. Because a minimum velocity is required to
transport solids this can only be achieved by reducing the diameter of the pipelines. It must be
noted that reduction of the pump flow may lead to a higher percentage of spillage resulting
caused by a bad mixture forming-process in the cutter head. (See Dredging Processes, Spill.)
3.2.5. The transport distance
The transport distance makes demands in relation to the installed sand pump power and the
need to load barges. The requirement to load barges is determined by the question of whether
the required transport distance is too great to be economically bridged by using a hydraulic
pipeline. It is also possible that the use of a hydraulic pipeline is impossible from the point of
view of hindrance to navigation. Cutter suction dredgers are seldom equipped to load barges
only. Figure 3.21 shows the CD Marco Polo barge loading in the busy waters of Singapore
If the cutter suction dredger is equipped with an underwater pump, the pump power can be
such that during the loading of barges this pump is used only. The pipeline system and valves
should be designed to fulfil this requirement.
Figure 3. 21 CD Marco Polo
It is also possible to choose an underwater pump with a higher power than is needed for barge
loading. The surplus capacity can then be used during discharging.
The grain size and the discharge length of the pipeline determine the required pump pressure,
while this determines the number of dredgepumps required.
The maximum allowable pump pressure that a dredger can supply depends on the quality of
the shaft sealing of the last pump. Often values exceeding 25 - 30- bar are not permitted.
Prof.Ir. W.J.Vlasblom Pagina 14 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.2.6. Access to the dredging site
Dredging sites are not always easy accessible via water. The access can be very shallow and
have to be dredges deeper before the actual dredging can start. If there is no access via water
at all, the dredger have to be mobilised to the site by road. This is only possible with small
demountable dredgers.
In case of long contracts,
such as for the tin and gold
mining the dredgers can be
constructed on the dredging
site. Both cases do influence
the design of the dredger.
Figure 3.17 shows a general
plan of a demountable
dredger consisting of one
main middle pontoon and
two side pontoons.
Figure 3. 22
Another point in relation
with access to the site is the
possible restriction height of
the dredger.
High ladder and spud
gantries can be a problem by
passing bridges or electrical
cables. Compare the different
designs of the dredgers in
Figure3.22 and Figure 3.23
Figure 3. 23
3.3. The dredging equipment
For the design of the dredging equipment the following dredging parts will be considered:
The cutter head
The bow side-winch power
The axial cutting force
The vertical cutting force
The ladder winch power
The drives
The dredge pump
The sand pump drive
The water pump
The spud system
Prof.Ir. W.J.Vlasblom Pagina 15 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.3.1. The cutter head
The cutter head is the most important part for this type of dredger, because it determines the
production in may cases that shall be excavated and transported. For the production is besides
the required cutting power also the cutter head speed and the dimensions important. The
cutting power to be able to cut the soil. The cutter head speed is important for the mixture
forming process and the dimensions should be in relation to the cutting power and the
production.
Further it is important to know the reaction of the cutting process working on the cutter head
for determining the side winch forces, speed and power; the ladder weight, ladder inch forces,
ect.
3.3.1.1. The dimensions of the cutter head
The production capacity is affected not only by the cutting power, the side winch power and
the velocity, but may also depend on the diameter of the cutter head. This is the case when the
side winch force, the side winch velocity and the cutting torque are not limiting factors.
Production can only be increased by increasing the cut thickness and step size, thus
increasing the cutter head dimension. The dimensions should be in relation with the theory
described in chapter 3.3.2
3.3.1.2. The cutting power
The required cutting power can be determined either from the cutting theories (Lecture notes
Wb 3413) or from the required specific energy that is needed to cut the design-soil. The
specific cutting energy SPE is defined as the work that is needed to cut m
3
of soil, that is the
power P that is needed to cut a production Q
cutter
of m
3
/s, thus
Cutter
Cutter
Q
P
SPE = [N/m]
The cutting power is therefore:
SPE Q P
Cutter Cutter
= [W]
When cutting soil the cutting force is seldom constant due to the inconstancy of the soil.
Therefore the terms average cutting force and peak forces are used. The peak forces for
rock may well be a factor 2 higher than the average forces (Verhoef, 1997)
The following may be used as rules of thumb:
.
2 5 1 = .
mean
peak
F
F
for rock; depending whether the cutting process is ductile or
brittle.
5 1 25 1 . . =
mean
peak
F
F
for sand
5 1 1 1 . . =
mean
peak
F
F
for clay, depending whether the cutting process is flow, tear
or shear type.
The theoretical cutting power must also be multiplied by these factors. The revolution
velocity of the cutter head is also dependent on the type of soil.
Note: This factor should be included in the work coefficient as mentioned in chapter
1
1
Reference to be made
Prof.Ir. W.J.Vlasblom Pagina 16 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.3.1.3. The cutter speed
Specific energy decreases as the rock size increases. In rock a nominal cutter head speed of 30
revolutions per minute is often used. Lower nominal revolution rates leads to bigger rock
pieces and so to lower specific energy but also to higher torques and cutting forces. Higher
cutting torques and forces can also be achieved by reducing the diameter of the cutter head.
Except that the rock size does not increases in this case the maximum thickness of the cut
decreases and thus the maximum production will reduce.
Both cutter head speed and pump capacity have big influence on the spillage of the cutter.
Spillage is the material that is cut but no sucked up by the dredged pump.
Den Burger (1999) showed from his research on laboratory scale that the optimal cutter head
speed in rock depends a little with the pump capacity (Figure 3. 24)
Translation of the optimum results for the different mixture velocities or pump capacities to
prototype values leads to Figure 3. 25 when using the scale laws as describe by den Burger.
It should be noticed that for a cutter head with a diameter of 3 m the pump capacity should be
more than 5 m
3
/s (mixture speed 5m/s) to get a relative production of a little more than 70%
(30% spillage). Reducing the cutter head diameter with a half a meter results in more
acceptable practical values for the pump capacity with a cutter head speed of a little less than
40 rpm. Higher speed will give in rock smaller particles and therefore less spillage.
Figure 3. 24
As could be expected the
results for dredging sand are
quite different from dredging
rock. In Figure 3. 25. The
results for rock and sand are
plotted against the
dimensionless flow number:
3
R
Q
. The difference
between two soil types is
tremendously.
0
20
40
60
80
100
120
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
Cutter diameter [m]
C
u
t
t
e
r
h
e
a
d
s
p
e
e
d
[
r
p
m
]
0
2
4
6
8
10
12
P
u
m
p
c
a
p
a
c
i
t
y
[
m
3
/
s
Vm=2.67 m/s Vm=4 m/s Vm=5 m/s
Figure 3. 25
Prof.Ir. W.J.Vlasblom Pagina 17 van 79 May 2003
Wb3408b Designing Dredging Equipment
The productivity depends
except on the capacity and
the cutter head speed on the
particle size and the ladder
angle too (Figure 3. 26) The
flow numbers with the same
productivity for sand at the
(ladder angle also 25) are a
factor 1.5 smaller than for
gravel (10 mm). This allows
the use of cutter heads with a
large diameters and with
higher production results.
RELATIVE PRODUCTION
0
10
20
30
40
50
60
70
80
0.00 0.10 0.20 0.30 0.40 0.50 0.60 0.70 0.80
Flow number [-]
P
r
[
%
]
Gravel 10 mm Gravel 15 mm Ladder 25 deg. Sand
Figure 3. 26
If the cutter suction dredger is designed for dredging sand a speed of 20 revolutions per
minute is adequate (see also Figure 3. 26). In silt or soft clay even lower revolutions are
sufficient, provided that the cutter head does not become blocked.
3.3.2. The reaction forces on the cutter
Forces acting on the cutter suction dredge are shown in Figure 3.27. All reaction forces from
the cutter head have to be transferred in a certain way the surroundings, either by the side
winch forces or the spud poles to the soil or via the ladder wires and the pontoon to water.
Besides that these cutting forces determines the weight of the dredger, while the forces to
move the dredger through the water can have influences on the design of the dredging parts.
In a ladder related co-ordinate system he cutting forces can be decomposed in the 3
dimensions; horizontal, vertical and axial.
There is a general linear relation between the 3D-cutting forces and the cutting power
(Vlasblom, 1998). Furthermore the cutting forces in cavitating sand, clay and rock are almost
independent for the cutting speed.
Therfore:
a
cutter
cutter axial
v
cutter
cutter vert
h
cutter
cutter hor.
c
M
R F
c
M
R F
c
M
R F
= = = , ,
can be taken as constant for a specific soil
type and relative cutting thickness
c
s
R 2
D
.
3.3.2.1. The horizontal and vertical cutting force
.
cutter
cutter
M
R
is the tangential force T as
shown in Figure 3. 28;
Both the cutting force as well as the
normal force can be decomposed in the
horizontal force F
h
and the vertical force
F
v
. F
h
is delivered by the side winch and
F
v
by the weight of the ladder or the extra
draught of the pontoon. The axial force is
partly taken up sideline forces, depending
on the directions of those wires and
partly via the thrust bearing of the cutter
Prof.Ir. W.J.Vlasblom Pagina 18 van 79 May 2003
Chapter 3: Cutter Suction Dredger
shaft via the ladder trunnion transferred
to the seabed via the spud pole.
Design values are for c
v
=0.9, c
a
=0.4 and
c
h
=1for under cutting and c
h
=0.6 for over
cutting.
The relative thickness of the cut (d/D
c)
has a considerably greater influence on
the hauling force than on the vertical and
axial forces.)
F +F
a v
F
h
F
v
F
a
F
l
W
L
M
c
W
p
F
sbw
F
psw
R
s
R
s
G
s
R
sh
R
w
Figure 3. 27
The horizontal component of the cutting force changes in direction when it passes the rotation
centre of the cutter head. (Figure 3. 28, Left
Cutting Force C
Tooth
R
a
d
iu
s
r
Path of Tooth
Center
of
Cutter
Normal Force N
R
cos
Forces in a plane perpendicular to the cutter shaft
Vertical
Force V
+
Tangential Force T
Tooth Horizontal Force H
Radial Force R
Decomposition of the Forces working on a Tooth
Cutting Force C
Normal Force Ncos
Figure 3. 28
Prof.Ir. W.J.Vlasblom Pagina 19 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.3.2.2. The axial force
Generally cutter heads have profiles
as given in Figure 3. 29. This profile
is determined by a plane through the
cutter axes and the surface of
revolution shaped by the teeth
positions. Cutter teeth are positioned
such that the centerline of the tooth
is perpendicular to the contour line.
This can easily be understand when
the break out pattern is considered.
(Figure 3. 30,right)
The normal force N can be
de-composed in 2 perpendicular
forces : ,which are
respectively parallel and
perpendicular with the cutter axes.
Ncos and Nsin
Nsin
Ncos
N
Axial and Normal Force
Figure 3. 29
F
h
F
a
v
F
v
H
R
Minimum distance
= cut depth
Break out pattern
Break out Pattern
Figure 3. 30
Cutter heads with plain or serrated edges (Chapter 3.4.4) develop axial force by the helix.
angle of the cutter head blade, which causes the so-called snow plough effect (Miedema.
1995).
In that case is the leading edge of
the knife not perpendicular to
direction of the movement (Figure
3. 30, left) The cutting process
have to be considered in 2
perpendicular directions; one
perpendicular with the cutting
edge and the other parallel with it.
The last one takes care for the
transport of the soil in the
direction of the knife. Furthermore
the component of the side winch
forces also gives a force in the
axial direction (Figure 3.
Figure 3. 31
Prof.Ir. W.J.Vlasblom Pagina 20 van 80 May 2003
Chapter 3: Cutter Suction Dredger
31),depending on the position of
the anchor.
As with the cutting force, the maximum forces are higher than the average forces.
3.3.2.3. The ladder weight
Following from de condition that
vert cutter
v
cutter
F R
c 0.
M
= = 9
the minimum weight of the ladder can
be determined in order to fulfil the requirement that over cutting have to be possible.
Rewriting the condition and multiplying with the rotational speed gives
0.9
cutter
vert
cutter
P
F
R
=
;
R is in the order of 4 m/s, which means that F
vert
0.225 P
cutter
If the load on and the weight of the ladder are divided equally over the length of the ladder
than the weight of the ladder W 0.45 P
cutter
The mass of existing ladders is somewhat lower as shown in figure 3.39. This might be
caused by an uneven distribution of the load.
Ladder mass over cutter power
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0 1000 2000 3000 4000 5000
Cutter power [kW]
M
l
a
d
d
e
r
/
P
c
u
t
t
e
r
Figure 3. 32
3.3.3. The side-winch power and speed
If the relation between the horizontal force and the tangential force is assumed to be constant,
then for the net side winch power:
2
60
30
c
c c c c
s h w h
nR
P F F nR
P F v F v
w
= =
Symbol Parameter Dimension
F
c
= Tangential force [N]
F
h
= Swing force [N]
P
c
= Cutter power [W]
P
s
= Swing Power [W]
R
c
= Radius Cutter [m]
N = Cutter head speed [rpm]
v
h
= Swing speed [m/s]
Prof.Ir. W.J.Vlasblom Pagina 21 van 80 May 2003
Wb3408b Designing Dredging Equipment
For a dredger with a cutter head of radius R
c
=1 m, a swing speed v of 20 m/min (.333m/s) and
a cutter speed of 30 revolutions per minute, this gives a relation between the capacities of:
30 1
9.4
30 30 0.333
c c c c
h h h h
P F nR F F
P F v F F
c
h
= = =
with c
h
=1 follows 9.4
c
h
P
P
=
For a cutter head of half this size the relation is:
30 0.5
4.7 1 4.7
30 30 0.333
c c c c
h h h h
P F nR F
P F v F
= = = =
Here it is assumed that the relative cut thickness
D
R
s
c
2
is the same for both cutter heads.
This relative increase in side winch power with reducing cutter head radius is also shown in
the installed power in existing cutter suction dredgers (Figure 3. 33.) Small dredgers have
small cutter head radius and less cutter power.
0
2
4
6
8
10
12
14
0 1000 2000 3000 4000 5000
Cutter power [kW]
r
a
t
i
o
C
P
/
S
W
Figure 3. 33. Ratio Cutter power over Swing Power
In (Vlasblom, 1998) it is shown that the ratio of the normal force to the cutting force
influences the required ratio of cutter power over sidewinch power too. For sharp teeth this
ratio is 33 but decreases rapidly with increasing wear flat to a ratio of 5 for worn cutter teeth.
In addition to the soil type and the revolutions of the cutter head, both the side winch power
and the side winch (wire) speed depend on the dimensions of the dredger and the position of
the anchor.
It should be noted that the swing force is not equal to the side winch force and the swing
velocity not to sideline velocity. If F
h
is the horizontal swing force to move the cutter with a
speed v
c
and the force in the sideline wire is F
w
and de speed v
w
It can be proven that in a horizontal plane the power needed to swing the cutter head
swing h h w w winch
P F v F v P = = =
under the assumption that the friction in the winches, blocks and motors are small.
Prof.Ir. W.J.Vlasblom Pagina 22 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Moreover the power required to swing the dredger around its spud depends not only on the
cutting forces but also on the ladder angle and the resistance force W to rotate the pontoon.
The influence of the ladder angle is because the torque on the cutter has a de-component in
the horizontal plane (Figure 3. 27). The moment to swing the dredger around the spud pole
is:
sin
h h sp c w
M F R M W R = +
in which R
sp
and R
w
are respectively the distance from the spud to the working point of F
h
and W.
M
c
may be either positive or negative, depending on the direction in which the cutter head is
turning.
Therefore the swing power is:
( )
sin
h h
s h h sp c w
sp s
v v
P M F R M W R
p
R R
= = +
For dredging rock the influence of the force W is in order smaller than that of the cutting
reaction forces.
The swingspeed v
h
should be taken in relation to the production Q, because Q S ,
with S the stepsize in m. and D
c
D v =
h
c
the layer thickness in m.
In the position of the side winch sheave on the ladder (Figure 3. 34, Left) , the relation band
velocity V
z
to warping direction of the side winch sheave V
p
is equal to:
v
v
l
k
l
b
l
k
l
b
l
z
p
=
|
\
|
.
| +
|
\
|
.
|
sin cos
cos sin
2 2
(Figure 3. 34, right)
Figure 3. 34
For the cutting of rock the maximum wire velocity is 20 tot 25 m/minute. For cutting sand
values of 30 tot 35 m/minute are taken.
Prof.Ir. W.J.Vlasblom Pagina 23 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.3.4. The ladder winch speed and power
If it is necessary for the cutter suction dredger to dredge slopes completely automatically the
ladder winch speed must be in accordance with the nominal side winch velocity. If this is not
necessary the ladder winch speed may be chosen freely, bearing in mind that at low ladder
winch speeds the production may be significantly affected. When, for example, the teeth of
the cutter head must be frequently changed it will be necessary to raise the ladder many times.
For medium large cutter suction dredgers a value of 10 m/minutes is often used. The required
power is determined by the weight of the ladder and the vertical reaction forces during slope
dredging in the under cutting mode.
3.3.5. The dredge pumps
To decide which pump type is appropriate for the dredger the working range of the
pumpcapacity and pump pressure have to be assessed. Therefore the production capacity in
various types of soil must be translated into:
1. The mixture capacity
2. The mixture concentration
Because:
n 1
C
Q Q
vd
mixture
=
with:
Q = Production [m
3
/s]
Q
mixtur
= Pumpcapacity [m
3
/s]
C
vd
= Transport concentration [-]
N = Void ratio [-]
The mixture capacity is determined by the mixture forming process in the cutter (see
chapter 3.3.1.1)
The critical velocity required to keep the material in motion determines the minimum flow
velocity and thus the pipe diameter. v F g S
crit l H s
=
,
( ) 2 1 D in which the value of F
l,H
is
determined by the material to be pumped (see Section 2.2.3.3. Suction pipe diameters of
lecture notes Dredging Processes). S
s
is the relative density of the solids and D the pipe
diameter in m
Figure Figure 3. 35 from MTI
shows practical values used in the
dredging industry for the critical
velocity in horizontal pipelines
The expected production is
determined by the cutting power,
the side winch power or the side
winch velocities, depending on
which is the limiting factor in the
various types of soil. Using the
equation
n 1
C
Q Q
vd
mixture
=
together with v
cr
gives the pipe
diameter and C
vd
Figure 3. 35
Prof.Ir. W.J.Vlasblom Pagina 24 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.3.6. The jet pump
To promote mixture forming when dredging sand some cutter suction dredgers are equipped
with water jet installations. One or more jets are mounted on the sides of the ladder close to
the cutter ring.
0
500
1000
1500
2000
2500
0 500 1000 1500 2000 2500
Cutter Power [kW]
J
e
t
P
u
m
p
P
o
w
e
r
[
k
W
]
Figure 3. 36.Jetpump power versus cutter power
The power needed for the jets depends strongly on the insight of the designer as.Figure 3. 36
shows. For more theoretical insight into this phenomena the chapter jet pumps for plain
suction dredgers should be consulted.
3.4. The drives
The drives of the cutter head, the side winches and the ladder winch are either electric or
hydraulic drives. Formerly the ladder winch and the side winches were combined to form a
tree drum winch with one drive, which made simultaneous operation of the ladder and side
winches impossible. With hydraulic systems various drives can run on the same hydraulic
circuit and for this reason they can influence each other. The best choice of what may or may
not run on the same circuit is important for the operation and thus finally for the production of
the dredger.
3.4.1. The cutter head drive
The cutter head drive is mounted on the ladder either near the hinge side (the trunnion) or
close to the cutter head. In the first case the drive and the gearbox are above water and in the
second case these may be in a box under water.
Prof.Ir. W.J.Vlasblom Pagina 25 van 79 May 2003
Wb3408b Designing Dredging Equipment
Figure 3. 37
If the drive of the cutter
head is mounted near the
hinge the shaft must be both
long and heavy because of
the high torque. This long
shaft needs several ladder
bearings. When the drive is
mounted close to the cutter
head there is more freedom
to adapt the direction of the
cutter head axle to the
required angle, especially
when dredging in shallow
water.
Figure 3. 38
The choice between hydraulic and electric drive depends primarily on the expected relation
between the average load and the peak load. Electric drives are especially suitable because
they can take overloading up to 150% without stalling (Figure 3. 39, right). This is possible
because of the considerable rotation energy of the rapidly turning electric motor. As a result a
flywheel effect is created. The long driving shaft also plays a role in this.
However, due to the strong dynamic character of the dredging process, gearboxes for cutter
drives have to resist heavier loads than gearboxes for the all drives on board of the dredge.
The dynamic cutting process and as consequence the torsion vibrations cause remarkable
increase of the torque. It is even possible that due to these vibrations negative torques occur in
the shaft and gearboxes with a result hammering of the gears. Such situation decrease the
live time of the gears. Therefore gearboxes for heavy duty cutter dredgers are designed to
resist a torque of 3.5 of the nominal torque. (Hiersig, 1981)
Prof.Ir. W.J.Vlasblom Pagina 26 van 79 May 2003
Chapter 3: Cutter Suction Dredger
100
100
Speed [%]
Torque [%]
TORQUE - SPEED CHARACTERISTIC
(Simple Hydraulic Drive)
100
150
100
Speed [%]
Torque [%]
TORQUE - SPEED CHARACTERISTIC
(Electric Drive)
Figure 3. 39
With hydraulic drives the torque is determined by the piston displacement of the engine and
the pressure in the system. When overloading occurs a safety valve which limits the pressure
operates, stopping the engine. This means that the average pressure c.q torque is usually
considerably lower than the maximum in the order of 60-70 % (Figure 3. 39, left). Hydraulic
drives do have the advantages of being completely watertight and of driving the cutter head
directly without a gearbox. Often several hydraulic drives are used simultaneously to provide
the cutter head with the desired power.
3.4.2. The side winch drives
Here too, the drives may be electric or hydraulic. This choice is based on the same line of
reasoning as that followed for the cutter head drive. It is not necessary that when the cutter
head drive is electric the side winch drives must also be electric. The required power for the
side winch drives is roughly a factor 5-10 smaller, so often secondary matters such a
standardisation and price play a different role
3.4.3. The ladder drive
Because the depth of the cutter head is set with the aid of the ladder winches, the drives must
be easy to regulate and must not slip when the ladder drive is not activated. The latter happens
frequently with hydraulic drives as a result of leakage of the hydraulic fluid, resulting in
changes of the cutting depth the dredging operation. To prevent this slipping the winch must
be equipped with a break or ratchet.
3.4.4. The sand pump drives
Underwater pumps are often electrically
driven. If barge loading is required with
the underwater pump, it is necessary to use
drives with speed control. With a fixed rate
of revolution, f.i. an asynchrony ac-current
motor, the variations in flow resulting from
differences in concentration and grain size
are often too big for the efficient loading
of the barges or leads to overload of the
motor.
Nowadays underwater pumps for small
dredgers can also be driven by diesel
engines via a pivoting gearbox. (Figure 3.
40)
Prof.Ir. W.J.Vlasblom Pagina 27 van 79 May 2003
Wb3408b Designing Dredging Equipment
Figure 3. 40
Diesel drives are most suitable for the discharge pumps. The choice between one or more
pumps and thus diesels depends on the total required pump pressure and the requirements in
relation to the speed control of the diesel engines. It will be clear that when only one large
pump is installed it is not so easy to control the pumping system for long and short pumping
distances. Very important when using diesel drives is the type of governor. Modern governors
limit the fuel injection at low revolution to avoid incomplete burning of the fuel. These
governors increase increases the speed control of the diesel engines.
For jet pumps diesel engines or an asynchrony ac-current motor are used often. Speed control
is less important for jet pumps than for dredge pumps, because of the almost fixed layout of
the pipeline and the constant fluid density.
3.5. Spudsytems
The choice of the spud system plays an important part in the design of the cutter suction
dredger. The spud system influences not only the layout of the pontoon, but also the
efficiency of the cutter suction dredger. The most frequently used systems are the spud
carriage system and fixed spuds (several other systems have been mentioned in the section on
technical construction).
3.5.1. The spud carriage system
With the spud carriage system the
work spud is placed in a carriage
which, with the aid of a hydraulic
cylinder, can travel over several
metres (4 - 6 m) (Figure 3. 41) in
longitudinal direction in a well at
the stern of the dredger. The
carriage is generally positioned in
the centre of the dredger (Figure 3.
42) and is support by four wheels
on rails for the vertical forces and
by guide rollers or bearing strips
for the lateral forces. The cylinder
is a double acting hydraulic ram.
Spud carriage
Figure 3. 41. Spud carriage
A second spud, the auxiliary spud is mounted at the stern of the pontoon, which is used to
move the carriage back to its start position.
Prof.Ir. W.J.Vlasblom Pagina 28 van 79 May 2003
Chapter 3: Cutter Suction Dredger
The initiation of a new cut is
obtained by moving the spud
carriage one step forwards. After
stepping, the cutter head describes
concentric circles until the spud
carriage reaches the end of the
stroke of the hydraulic cylinder.
The return of the carriage usually
takes place in the middle of a cut in
the following sequence of actions.
The auxiliary spud is lowered and
the work spud is lifted, the carriage
is moved back and then the spuds
again changed.
After each single swing the dredge
master is free either to step
forwards or to lower the ladder till
the final is reached.
Cut width
Auxilary spud
Workspud
in carriage
Spud carriage
length
Vertical swing pattern
Figure 3. 42
In addition to the spud carriage in the stern
well of the main pontoon of the dredger, it is
also possible to have a separate spud carriage
pontoon. This pontoon is fixed to the cutter
suction dredger by a stiff link, usually by
making use of the existing auxiliary spud
carriage
. This is done to change the existing, less
efficient spud system or to make a wider
swing (Figure 3. 43and Figure 3. 44). It is
also necessary to move the pivoting bend on
the stern of the dredger to the rear of the spud
pontoon.
Figure 3. 43
Prof.Ir. W.J.Vlasblom Pagina 29 van 79 May 2003
Wb3408b Designing Dredging Equipment
Spud carriage pontoon
Spud carriage
Auxiliary spud
Figure 3. 44
3.5.2. The fixed spud system
When using fixed spuds both the work
spud and the auxiliary spud are in
fixed positions on the stern of the
pontoon at equal distance from the
centre line of the dredger (Figure 3.
45).
Figure 3. 45
The step or start of the cut is now
initiated by letting the dredger make an
angle from the centre line, then
lowering the auxiliary spud and lifting
the work spud.
The dredger is then swung into a
symmetrical position with regard to the
centre line where both spuds are
changed again (Figure 3. 46).
After each single swing the ladder is
lowered till the final depth is reached.
It will be clear that stepping with fixed
spuds takes considerably longer than
with a spud carriage, due to the down
time of the swing movements.
Figure 3. 46
Note that the arc is not symmetrical with regards to the centre line of the cut.
Prof.Ir. W.J.Vlasblom Pagina 30 van 79 May 2003
Chapter 3: Cutter Suction Dredger
As an example the difference in effective dredging time has been worked out for a spud
system with fixed spuds and one with a spud carriage. Both dredgers are the same with regard
to size and power. The following boundary conditions are taken for the work:
B Width of cut 75 [m] Time
v
s
Swing velocity 15 [m/
s]
Spud carriage travel 2 min.
S Step size 1 [m] Spud changing 2 min.
L
sc
Effective spud carriage
length
5
[m]
Change in swing direction incl. lifting
and lowering ladder minute
2 min.
Distance between fixed
spud and cutter head
80 [m]
Distance between fixed
spuds
10 [m]
N
c
Number of cut layers [-] =L
sc
/N
s
N
s
Number of steps per
carriage movement
[-]
0.3
0.4
0.5
0.6
0.7
0.8
0.9
E
f
f
i
c
i
e
n
c
y
[
-
]
0 2 4 6 8 10 12
Number of cuts [-]
0.3
0.5
0.7
0.9
E
_
f
i
x
e
d
/
E
_
c
a
r
r
Fixed spuds Spud Carriage Fixed / carriage
Figure 3. 47 Effectiveness of spud systems
The above example (Figure 3. 47) clearly shows the superiority of the spud carriage system
over a fixed spud system.
Prof.Ir. W.J.Vlasblom Pagina 31 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.5.3. The spud door system
For small dredger a cheaper system than the spud carriage
is developed by IHC-Holland; the so called Spud Door
In A heavily constructed door, pivoting around the
auxiliary spud, is placed the working spud. The dredge
pattern is the same as for the spud-carriage system,
however spuds have to be changed more frequently and the
accuracy is less because the working spud stays not exactly
in the centerline of the dredger. The system is much
cheaper than the spud carriage system.
Figure 3. 48
3.5.4. The walking spud system
The walking spud system is similar to the spud carriage system with regard to the movement
of the cutter head during swinging and stepping. The working spud is not in a carriage but
swivels round a horizontal axis (Figure 3. 49). The step is now taken by allowing the spud to
tilt to the requisite angle.
The disadvantage is immediately apparent; the maximum step depends on the depth of the
water and so walking spuds are difficult to use in shallow water. The disadvantage is that it is
very little or not at all cheaper than a spud carriage. The dredging pattern is similar to that
with a spud carriage, while the number of spud movements is considerably larger.
A
Walking spud
Figure 3. 49
B
Prof.Ir. W.J.Vlasblom Pagina 32 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.5.5. The rotor spud system
This system was already invented in the early years of 20
th
century.With the rotor spud
system both spuds are in a rotor and stand on the ground diametrically opposite each other.
(Figure 3. 50 ).
Figure 3. 50 Rotor spuds
During dredging the midpoint of the rotor
remains in the centreline of the cut, so the
dredger turns round the rotor. Stepping is
accomplished by lifting the rear spud and
turning the rotor until the rear spud becomes
the front spud. The step S=2*L*sin(2), in
which L is the distance between the spuds
and the angle through which the rotor
turns. Using this system the dredger makes a
pattern of concentric circles. The advantage
of this type of system is that when stepping,
only one spud has to be raised and lowered.
This disadvantage is that it is very expensive,
certainly for the large cutter suction dredgers.
Moreover the spuds cannot be placed
horizontally.
Figure 3. 51
From the point of view of efficiency, here defined as the actual dredging time in relation to
total time per spud cycle, the spud wagon is the best. The number of spud changes per metre
of progress is minimal. With a well-chosen cutting pattern no partly or entirely unproductive
swings (warping without cutting) are needed.
Likewise the rotor spud and tilting spud systems have advantages over the fixed spud
systems.
Prof.Ir. W.J.Vlasblom Pagina 33 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.5.6. The Christmas tree
There are situations in which anchoring by means of spuds is not possible. Such a situation
arises when working at sea if the forces that waves or swell can exert on the spuds are too
large. In that case one changes to working on wires. For this a Christmas tree (Figure 3. 52), a
construction with wire leads, is mounted in one of the auxiliary spud carriages. With this the
anchor wires meet at one point under the under the hull. However, in order to keep the cutter
head well into the face throughout the entire swing the laterally directed anchors of the
Christmas tree must stand well forward. with the disadvantage that they must be moved
frequently. For this reason a bow anchor is often used.
One of the advantages is the possibly to work in deep water, but this can only be done in
special cases. In a well designed cutter suction dredger the spuds are so long that they can
reach the maximum dredging depth at all times, so dredging in deep water is only possible
with an extension by means of a special ladder construction.
A very real advantage of working on anchors is that a considerably bigger cutting width can
be achieved..
Obviously the disadvantages overweigh the advantages, otherwise the system would be more
widely used. These are:
At least three anchors must be moved.
The freedom of movement when working on anchors is so great that it is almost
impossible to dredge accurately
This is equally true for dredging in hard soil. A star system is needed for this.
50
50
30
75
BB achterzijanker
achteranker
SB achterzijanker
a
ch
terzijde
zu
ig
e
r
BB lier "Christmas tree"
middelste lier "Christmas tree"
SB lier "Christmas tree"
Figure 3. 52
Prof.Ir. W.J.Vlasblom Pagina 34 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.6. The general layout
Figure 3. 53 CD EDAX
Depending on the spud system the hull may consist of a simple U-shapes pontoon (with fixed
spuds) or an H-shaped pontoon (with a spud carriage system). The main dimensions; length,
beam and draught of the pontoon derive from the requirements in relation to the above
mentioned design parameters and the associated requirements in relation to stability and
strength. Figures 3.54 and 3.55 gives design information for the pontoon.
Prof.Ir. W.J.Vlasblom Pagina 35 van 79 May 2003
Wb3408b Designing Dredging Equipment
y = 0.3485x
R
2
= 0.925
0
2,000
4,000
6,000
8,000
10,000
0 5,000 10,000 15,000 20,000 25,000
Total installed power [kW]
L
i
g
h
t
w
e
i
g
h
t
[
t
]
y = 0.4664x
R
2
= 0.9597
0
1,000
2,000
3,000
4,000
5,000
6,000
7,000
8,000
9,000
10,000
0 5,000 10,000 15,000 20,000 25,000
BLD [m3]
L
i
g
h
t
w
e
i
g
h
t
[
t
]
Figure 3. 54
0.00
2.00
4.00
6.00
8.00
10.00
12.00
0 1000 2000 3000 4000 5000 6000 7000 8000 9000
Light weight [t]
L
/
B
&
B
/
T
L/B B/T
Figure 3. 55
The engine room, the pump room and sometimes in larger cutter suction dredgers, also the
control room for the machinery, are located in the pontoon. In smaller cutter suction dredgers
the sand pump is sometimes located on the engine room directly in front of the engine, with
all the well-known disadvantages of such an arrangement.
Figure 3. 56
Prof.Ir. W.J.Vlasblom Pagina 36 van 79 May 2003
Chapter 3: Cutter Suction Dredger
A frequently used layout is shown in Figure 3. 56. Here the pump room is directly aft of the
bow well; aft of which is the engine room. The fuel and ballast tanks are located in the side
pontoons of the fore and aft wells.
The storerooms are located in the side pontoons of the forward well. The hydraulic system
drives, workshops and a galley for the *local crew are often located in the side pontoon next
to the well for the spud carriage. Mess rooms, toilet facilities and possibly also crew quarters
are above deck.
Figure 3. 57
If the cutter suction dredger has been designed to work in the tropics the generators are
separated from the engine room to assist in the cooling of these machines (Figure 3. 57).
Figure 3. 58
Figure 3.56 shows a dredger with the spud carriage out of the centre line of the dredger, while
the cutter lead axes is the the centre line . This means that the teeth position is not optimal for
both sides and as a consequence this will result in more teeth wear.
Self propelled cutter suction dredgers have a more complicated layout resulting from the two
possible modes of working; dredging and sailing. The propulsion mechanism can be located
at the ladder end (CD Taurus, CD Marco Polo, CD da Vinci) or at the spud end (CD Ursa, CD
Oranje). In the second case the dredger sails with the ladder at the front and port and
starboard is the same for both sailing and dredging. Moreover the propellers are directly
driven by the main engines. This is not possible in the first case, so the propellers are powered
by electric motors. The layouts described are therefore self explanatory (Figure 3. 59).
Prof.Ir. W.J.Vlasblom Pagina 37 van 79 May 2003
Wb3408b Designing Dredging Equipment
Figure 3. 59 Self propelled cutter suction dredger Ursa, built in 1986
Small to medium sized (to 3500 kW) cutter suction dredgers are often used to make roadbeds.
To permit overland transport to the sand extraction area these dredgers are demountable.
Because of the need for strength, the main pontoon in which the pump and diesel engine are
located is usually constructed as a single unit. When designing demountable dredgers it is
necessary to consider how the parts of the dredger will be transported by road or over water.
In the first case the maximum size of the pontoons is determined by the permitted size and
weight for road transport. For smaller dredgers the pontoons are made up of 40 or 20-foot
containers, while the other parts are of such size that they can be carried in containers.
Prof.Ir. W.J.Vlasblom Pagina 38 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Figure 3. 60 Beaver 1600 on 5 trucks
Ballast tank
ballast
tank
Fuel
Lubricating
olie
Spare parts
Dry
tank
Drinking
water
Engine room
Spare parts
Spare parts
Spare parts Dry
tank
ballast
tank
ballast
tank
ballast
tank
ballast
tank
ballast
tank
Fuel
Ballast tank
Ballast tank
Ballast tank
Ballast tank
Figure 3. 61
In demountable dredgers also, the pump room and the engine room are located one behind the
other in the main pontoon and the ballast tanks and storerooms are in the side pontoons
(Figure 3. 61). With containerized dredgers the entire vessel is built up out of containers. In
this case the pump and motor are often in a container on deck (Figure 3. 62).
Prof.Ir. W.J.Vlasblom Pagina 39 van 79 May 2003
Wb3408b Designing Dredging Equipment
Figure 3. 62 Containerised Dredger
3.6.1. The Hull
The floating capacity of a stationary cutter suction dredger derives from the pontoon that is
constructed as a single unit (mono-hull or mono-pontoon) for most large cutter suction
dredgers and, for demountable cutter suction dredgers, consists of several pontoons. The
pontoons beside the ladder well are often chamfered to form trapezoids in order to limit the
minimum width of cut.
It is essential that there is a separate pump room: if the pumps were located in the engine
room a leakage or an error during inspection of pumps might result in the flooding of the
engine room with a good chance of the dredger sinking. The pump room should be designed
in such a way that, when flooded, the dredger doesnt sink. Furthermore the pipeline system
must be designed in such a way that the flooding of the pump room can be kept to a
minimum.
Consider therefore:
a remote controlled valve behind the well bulkhead. This is necessary for the changing of
the rubber suction hose
a bilge alarm.
Prof.Ir. W.J.Vlasblom Pagina 40 van 79 May 2003
Chapter 3: Cutter Suction Dredger
In designing the hull it is necessary to take into account that a part of the reaction forces from
the dredging process must be transferred to the work spud via the hull. For this reason the
main pontoon of demountable dredgers is constructed as a single unit. This means that the
ladder hinge and spuds are mounted on the main pontoon, so the side pontoons as well as the
links to the main pontoon are not so heavily loaded.
The ladder gantry spans over the forward well as a simple A-frame, a frame construction or a
frame in the form of a box girder construction. When dredging in undercut the vertical
forces are transferred to the pontoon via the gantry.
Figure 3. 63 Different ladder gantries
3.6.2. The cutter head ladder
Originally the cutter ladder, or cutter ladder was constructed as a frame girder with two
longitudinal girders consisting of steel beams connected to each other by many transverse
beams and struts. The name cutter ladder derives from this structure. The transverse beams
were used as supports for the cutter shaft bearings.
The ladder that is located in the forward well is hinged (the trunnion) on one end to the
pontoon and a tackle and ladder wire to the ladder gantry suspends the other end. The ladder
wire runs via the ladder gantry and various sheaves to the ladder winch to adjust the desired
depth.
Prof.Ir. W.J.Vlasblom Pagina 41 van 79 May 2003
Wb3408b Designing Dredging Equipment
Because owing to the transverse
forces it is essential for the ladder
of a cutter suction dredger to be
stiff, for the large cutter suction
dredgers a double box
construction is used, strengthened
by longitudinal and transverse
links. Furthermore this has the
advantage that the ladder is given
sufficient weight. This weight is
needed in order to swing the
cutter head to both sides. If the
ladder is not heavy, as in the case
of small cutter suction dredgers,
extra arrangements must be made.
For example the cutter head drive
can be mounted as close as
possible to the cutter head. Lead
is often added close to the cutter
head. For very heavy cutter
suction dredgers the requirement
of the stiffness may exceed the
demand for sufficient underwater
weight. In this case the ladder is
equipped with floats.
Figure 3. 64 Boxtype cutter ladder
In small cutter suction dredgers the ladder is often built up from basic elements. The ladder is
supported by pins that are fixed to the ladder and rest in bearing houses that are rigidly fixed
to the pontoon.
The drive of the cutter head is either at the top of the ladder, thus at the hinge side or below
near the cutter head. In the first case the drive and the gearbox remain above water and the
cutter head is driven by a long shaft, sometimes tens of metres long. Because of the high
torque demanded by the cutter head this shaft has a considerable diameter. The shaft has
supported at various points and must, especially in the case of heavy cutter suction dredgers,
be on the centreline of the ship.
The end bearing, (Figure 3. 66 and Figure 3. 66) close to the cutter head is made of rubber
and lubricated by water. The axial forces are taken up by a pressure bearing that is mounted in
the gearbox.
Prof.Ir. W.J.Vlasblom Pagina 42 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Figure 3. 65 Rubber end Bearing
Cutter ring
aft
earing bush
Cutter hub
Rubber bearing
Suction mouth
Cutter blade
Release ring
Cutter sh
B
Gland water
Figure 3. 66
3.6.3. The cutter head
The production of the cutter suction dredger is largely determined by the cutter head. Its type
and size depend not only on the technical specifications of the cutter suction dredger,
including cutting and side winch power, cutter revolutions and the weight of the ladder, but
also on type of soil to be dredged. With relatively high side winch forces and a small cutter
diameter, higher cutting forces can be generated and thus harder soil can be cut. In contrast,
with the same cutter power in soft ground it is necessary to use a bigger cutter diameter and
exchange the high side winch forces for a higher speed by changing the gears of the side
winch drive. When cohesive soil is being cut different boundary conditions play a role, for
example, the need to avoid blocking the cutter head.
General guidelines for cutter heads for various types of soil.(Figure 3. 68):
for hard soil. Suitable to withstand impact forces on one or more teeth, thus heavy and
robust. Small in contour with replaceable teeth. Can withstand extreme wear on both the
cutter head itself and on the teeth and adapters. Good, accurate tooth positions. The size
of the fragments may not exceed the minimum passage of the pump.
for non-cohesive soil. Suitable for very high production rates Good mixture formation
required. Many replaceable chisels (wide or narrow) or cutting edges. Wide though
flattened contour (little pumping action). Well able to withstand wear, especially of the
cutting elements. Here also good, accurate tooth positions are needed.
Prof.Ir. W.J.Vlasblom Pagina 43 van 79 May 2003
Wb3408b Designing Dredging Equipment
for cohesive soil. The cutter head may not become blocked, so is ample and round in
contour. Open near the hub. Often with one less blade (thus 5 blades). Good cutting
properties in clay, small fragments. Plain or serrated edges or many small teeth.
Figure 3. 67
Elements of a cutter head
Contours
Sticky soils
Non sticky soils
Rock
- open to prevent blockage
- multi purpose
- high torque
HUB
Ring
Figure 3. 68 Cutter head contours
Although it is better to use a different type of cutter head for each type of soil, cutter heads
are marketed that can be used in more than one type of soil. The so-called multipurpose
cutter is a compromise with regard to contour.
A cutter head is comprised of the following parts (Figure 3. 67).
The back ring, that is the ring on the underside of the cutter head. The inside diameter of
the ring is such that this fits the suction mouth and or the cutter shield (Figure 3.66).
The hub by which the cutter head is mounted via an Acme or three threaded screw onto
the cutter shaft. The distance between the underside of the ring and the underside of the
hub is termed the set height.
Figure 3. 69
Prof.Ir. W.J.Vlasblom Pagina 44 van 79 May 2003
Chapter 3: Cutter Suction Dredger
The cutter arms or blades, usually 5 or 6. The number is related to the required strength
and/or space between the arms. The cutter arms form a screw shape and link the ring to
the hub. The cutter head is termed a normal helical cutter head if the chosen screw shape
is such that the dredged material is transported to the ring. (Figure 3. 69 left) If the thread
of the screw runs in the other direction the cutter head is termed a reverse helical cutter
(Figure 3. 69 right).
Edges (knives) or replaceable teeth or chisels are mounted on the cutter arms. The tooth is
attached by means of a locking pin to an adapter that is fastened to one of the blades. In
hard soil a six bladed cutter head is often used with teeth on the even blades that are offset
in relation to those on the uneven blades. This is termed staggered mounting.
The turning direction of a cutter head is defined when looking from the control cabin
towards the cutter head; that is against the underside of the ring.
The passage through the cutter head increases towards the ring. This may cause blockages
in the pump if fragments that are too large for the pump can be taken up. The passage
through the cutter head is sometimes reduced by the addition of skirts, which are welded
onto the blades to extend the cutter arms(Figure 3. 70).
The passage can also be reduced by the welding of plates perpendicular to the blades
(Figure 3. 70).
Figure 3. 70
Besides the turning
direction the height H
between the under side
of the hub and
underside of the ring,
the internal ring
diameter D
i
and the type
of tread in the hb are the
important data for
mounting the cutter well
on the shaft and
ladder.(Figure 3. 71)
H
Inner diameter D
i
Hub
Cutter (teeth)
contour
Cutter ring
Cutter blade
Double
ACME
Tread
Protection plate
Figure 3. 71
Prof.Ir. W.J.Vlasblom Pagina 45 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.6.4. Tooth and cutting edge systems
There are various tooth and cutting edge systems on the market, each with its own advantages
and disadvantages. They are all based on the principle that it must be possible to quickly
replace the parts that are subject to heavy wear. In addition to the property mentioned above,
a tooth must satisfy the following requirements:
There must be a good transfer of the cutting force to the cutter arm.
The positioning of the teeth and adapters must be such that there is little or no wear on the
cutter arms. The blades must therefore run freely.
Mixture formation in the cutter head is promoted.
.
Figure 3. 72
As shown in Figure 3. 72, there is a wide range of types of tooth and chisel.
The use of the specific type of tooth depends on the strength of the soil.
pick points short : hard rock
Prof.Ir. W.J.Vlasblom Pagina 46 van 79 May 2003
Chapter 3: Cutter Suction Dredger
long : rock
trapezoid : soft rock
chisels narrow :cemented sand
wide :sand and loose soil
flared : clay
Figure 3. 73 Tooth Systems
A*
Cutting angle
Rake angle
CONVENTIONAL
A
Cutting angle
Rake angle
VOSTA D
Figure 3. 74 Vosta tooth System
Prof.Ir. W.J.Vlasblom Pagina 47 van 79 May 2003
Wb3408b Designing Dredging Equipment
The best known systems are:
Esco (Figure 3. 73 left)
Florida (Figure 3. 73 right)
Vosta (Figure 3. 74)
The first two types are very similar to each other.
3.48 Verschillende adapter typen. 3.49, Spherilok systeem.
Figure 3. 75 Adapter systems
The difference lies in the fitting of the tooth and the adapter (Figure 3. 73
Four types of adapter can be distinguished of both systems, these being:
the weld-on adapter
the single-leg adapter
the double-leg adapter
the Spherilock adapter
From above downwards these adapters have a reduced grade of freedom in positioning. On
the other hand the chance of incorrect positioning during repairs also decreases.
Prof.Ir. W.J.Vlasblom Pagina 48 van 79 May 2003
Chapter 3: Cutter Suction Dredger
There is a wide variation in the types of teeth and chisels used by these systems, depending on
the material to be dredged. The adapters take up the cutting force, which implies that there
must be a good fit between the tooth and the adapter, in other words the tooth must not be
loose. The joint is secured with a locking pin, which is prevented from falling out by a
flexible rubber locking keeper.
The Vosta system is clearly different from the Esco and Florida systems (Figure 3.73).
Figure 3. 76
TOOTHED EDGE
SERRATED EDGE
PLAIN EDGE
Types of cutter knives.
ADAPTER EDGE
In addition to cutter heads with replaceable teeth or chisels there are also cutter heads with
cutting edges. The edges welded directly onto the cutter arm of the cutter head, with or
without a fitting lip (see Figure 3. 76) Such types of cutting edge are suitable for various
types of. edges.
The main shapes are :
plain edges : for various types of soil
serrated edges : for clay
toothed edges : for hard clay
adapter edges : for hard clay
These edges can also be obtained as projecting offset edges. In this case the plane of the edge
forms an angle with the cutter head arm. This prevents material such as clay from sticking to
the arm.
Prof.Ir. W.J.Vlasblom Pagina 49 van 79 May 2003
Wb3408b Designing Dredging Equipment
3.6.5. The side wires
As said, the dredger is moved over the width of the cut by hauling on one of the side wires
while at the same time paying out the other. The side wires run from the side winches via the
side wire sheaves to the anchors
The side wire sheaves, which are fastened at
the lower end of the ladder must be able to
adjust to the angle that the side wire makes
with the plane of the horizontal, because the
anchor is not usually at the same level as the
point of attachment of the side wire to the
ladder. The position of the side wire sheaves
and the anchor determines not only the force in
the side wire, but also the speed at which the
cutter head moves. (Figure 3. 77)
Figure 3. 77Side wire sheaved in upwards position
The side line winches can either be placed on
the ladder or on the pontoon. Some heavy duty
cutter suction dredgers have double drum
winches (Figure 3. 78). The side line wire is
first laid over a grooved drum with a relative
small diameter to a drum with a bigger
diameter. On the grooved drum sufficient wire
length can be stored to swing over a full cut
width On the big drum additional wire can be
stored.
Figure 3. 78
Figure 3. 79
Figure 3. 80
Figure 3. 79shows the sheaves on the ladder to guide the side wires to the winches on the
pontoon and Figure 3. 80hydraulic winches on a Beaver Dredger.
Prof.Ir. W.J.Vlasblom Pagina 50 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.6.6. The anchor booms
Anchors can be moved by a floating crane, assisted by a flatboat. To keep anchoring
movements to the minimum, they are dropped as far as possible from the dredger. Modern
cutter suction dredgers are often equipped with anchor booms, which makes it possible for the
skipper to move the anchors without outside assistance.
Top wire
A
u
x
ilia
r
y
w
ir
e
Ancher boom
Buoy wire
Figure 3. 81 Anchor boom
The anchor booms are placed on the bow pontoons at the point where the chamfering starts
(Figure 3. 82) and fastened to the deck by a pivoting construction. Each anchor boom is
fastened by one or more wires to a frame or, as if often seen, to the ladder gantry.
Figure 3. 82 Al Mirfa changing her anchor position
Prof.Ir. W.J.Vlasblom Pagina 51 van 79 May 2003
Wb3408b Designing Dredging Equipment
The anchor boom can turn on its pivoting construction by means of the anchor wires which
are fixed to the top of the anchor boom and which run via a series of sheaves to the anchor
winches. The anchor wire, which is used to pull up the anchor, runs from the anchor to the top
of the anchor boom via the anchor boom downward and then via a set of sheaves to the
anchor winch.
3.6.7. The spuds
The spuds are fastened via spud doors to
the spud carriage or the pontoon.
Because the spuds are loaded on a bending
moment the wall thickness increases with
the stress level (Figure 3. 83 right). To
obtain a good penetration into the soil, the
lower ends of the spuds are pointed. In hard
soil the spud is often dropped in free fall
and needs therefore a massive point (Figure
3. 83 left)
Figure 3. 83
In soft ground, on the other hand, the spuds are set down to prevent them from sagging too far
into the ground.
During transport the spuds must be carried horizontally, so most cutter suction dredgers have
special equipment for this purpose.
3.6.8. The spud lifting system
In order to move the dredger, the spuds must be lifted and various systems for this are in use.
The simplest method is one in which the spud is hoisted by means of a wire attached to the
upper end(Figure 3. 84 .a). This method is often used by American cutter suction dredgers
and has the advantage of simplicity and accessibility when wires break.
.
Prof.Ir. W.J.Vlasblom Pagina 52 van 79 May 2003
Chapter 3: Cutter Suction Dredger
a
b
c
sling
Figure 3. 84 Spud Lifting systems
The great disadvantage is the high construction height needed to lift the spud in this way. It is
also difficult to extend the spuds, should this be necessary. In order to avoid this disadvantage
the spud can be hoisted on a wire that runs through a pulley mounted on the underside of the
spud (Figure 3. 84.b). Although this is still a simple construction it has the disadvantage that
when a wire breaks it is not easy to thread the new wire through the pulley and it is necessary
to use either a diver or a crane.
Many cutter suction dredgers lift their spuds by means of a sling, which is clamped round the
spud by the tension in the hoisting wire. The hoisting wire runs over a sheave that is attached
to a double action cylinder above and which runs down to a fixed position on deck. The spud
is then hoisted by extending the cylinder (Figure 3. 84.c). This construction has the advantage
that all the parts are easily accessible and it is not a high structure. Moreover the spud can fall
freely because the sling is self releasing. The disadvantage is that the lifting height is
restricted by the stroke of the cylinder. In that case the spud must be taken over. For this
reason the spud has holes through which pins can be pushed so that the spud remains
suspended on the auxiliary carriage.
3.6.9. Pumps and pipelines
3.6.9.1. The suction pipeline
The suction mouth is mounted under
the end bearing and opens into the
cutter plate/shield (Figure 3. 85).
The area of the suction mouth is
usually a little bigger than the area of
the suction pipe (1.2/
suction pipe
). In
some cases the suction mouth is not
symmetrical but somewhat turned in
the turning direction of the cutting
head. This gives less spillage when
over-cutting (cutter head turning in
the direction of swing).
The suction pipe must be mounted in
or under the ladder in such a way that
parts can be easily changed.
Figure 3. 85 view on suction mouth of CSD Ursa
Prof.Ir. W.J.Vlasblom Pagina 53 van 79 May 2003
Wb3408b Designing Dredging Equipment
The connection of the suction pipe on the ladder to the pipeline in the ship must be flexible
because of the pivoting movements of the ship. Often a suction hose is used. This is a heavy
cylindrical rubber hose with steel rings embedded in the rubber to prevent it from collapsing
when under pressure occurs.
When dredging in coral or coral-like types of rock, suction hoses cannot be used owing to
the sharpness of the fragments of coral that cut the rubber. In such cases a ball joint from a
floating pipeline forms the link. The angle through which the ladder rotates is then usually
more restricted than when a suction hose is used. It is also recommended that an extra suction
pipe be placed in front of the first on board pump through the bottom of the hull. When using
long discharge pipelines this extra suction pipeline makes it possible to raise the ladder, for
example to inspect the teeth, while the pumps are still being used to clean out the discharge
pipeline.
3.6.9.2. The pumps
For cutter suction dredgers without an underwater pump the suction pipelines should be kept
as short as possible and the position of the first pump should be as low as possible under the
waterline. Where the suction pipe emerges above water the chance of air being sucked into
must be minimized. (The taking in of air has the same effect as cavitation.) Besides good
discharge characteristics the first pump must also have good suction characteristics. In other
words a high vacuum limit and/or low NPSH-value.
If the dredger is equipped with an underwater pump the layout is less critical and factors
such as accessibility for inspection and repair play a more important role. The inboard pump
requires only good discharge characteristics. If there is more than one inboard pump on board
the layout must be such that, if desired, the ladder pump and one of the inboard pump can be
used. All pumps must have an inspection hatch so that the pump and impeller can be
inspected and, if necessary, to remove debris.
3.4.4.1 The discharge pipeline
The pipeline runs from the pump room high above the deck to the stern (Figure 3.57). In the
pipeline on board are:
an expansion joint to take up possible changes in length.
a gate valve in case it is necessary to prevent water from running back from a higher-level
disposal site.
an air release valve
a suspension bracket from which lower bend can be suspended and still rotate.
a lower bend with a ball joint to which the floating pipeline can be attached. A suction
hose may be used instead of a ball joint.
Prof.Ir. W.J.Vlasblom Pagina 54 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Figure 3. 86 Pipeline layout on a dredger
3.6.10. The winches
3.6.10.1. The ladder winch
As previously stated, the depth of the cutter head is adjusted by means of the ladder winch.
This variable speed winch may be an electric or a hydraulic drive. For heavy ladder
constructions, with consequent high forces on the wires, the winch drums are grooved to
prevent wire weir. The size of the drums needs a diameter to accommodate the entire wire in
the groove. During repairs and transport the ladder is kept in a fixed position (Figure 3.87),
often by slings or rods that are directly fastened to the ladder gantry.
Figure 3. 87
3.6.10.2. The side winces
The dredging process is controlled with the aid of the side winches. To a large extent the
production of a cutter suction dredger is determined by the swing speed. The hauling winch
takes care of the feeding of the cutter head, while the paying out winch ensures that wire
remains taught. The side winches may also have electric or hydraulic drives.
Prof.Ir. W.J.Vlasblom Pagina 55 van 79 May 2003
Wb3408b Designing Dredging Equipment
Modern cutter suction dredgers are often equipped with an automated cutter control system
which controls the side winch speed on a number of values such as the cutting power, side
winch force (amps), the concentration and the velocity of the mixture.
Older cutter suction dredgers sometimes have side winches that are combined with the ladder
winch to form one central winch, thus three drums and one drive. The paying out of the side
winch then takes place by freeing it from the drive shaft. Braking is then entirely mechanical.
It will be clear that in this case the ladder winch and the side winch cannot be operated
independently of each other, which is necessary when dredging slopes.
3.6.10.3. Other winces
If the dredger is equipped with anchor booms, it needs anchor winches and buoy line
winches. Depending on the spud hoist system there may also be spud winches and if the cutter
suction dredger must be able to work on a Christmas tree, stern winches and perhaps also a
bow winch will be needed. All these winches may be found in either electric or hydraulic
form.
3.6.11. Hoisting equipment
On board cutter suction dredgers cranes are necessary to lift heavy parts such as pump houses,
impellers and cutter heads. On large dredgers they can often travel over the length of the
pontoon.
Figure 3. 88 Mobile and fixed cranes
3.6.12. Auxiliary equipment
Cutter suction dredgers require the following auxiliary equipment:
A flatboat to move the dredger. By this it is understood the towing of the dredger from
dredging point to dredging point.
A work barge with a crane to carry supplies to the dredger. This can also be used to move
anchors if there are no anchor booms and to set out or move parts of a floating pipeline. It
may also be used to change the cutter head.
Some cutter suction dredgers even have a special cutter head pontoon. The cutter head
rests on this support. The pontoon sails under the raised ladder. (There are also special
cutter suction dredgers equipped with cutter manipulators with which the cutter can be
removed from the shaft in an easy way and placed on deck, after which a new cutter head
can be fitted.)
Prof.Ir. W.J.Vlasblom Pagina 56 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.7. The dredging process
When dredging with the cutter suction dredger the three main phases of excavation, transport
and disposal can be distinguished too, however in this chapter only the excavation will be
considered.
In the process of excavation by cutter suction dredgers an important part is played by the
breach-forming characteristics of the soil to be dredged. In good breach-forming soil, which
will be defined later, the flow of soil to the underside of the breach is so good that little or no
further cutting is required. With soil that does not breach easily, the cutter head must cut the
entire face of the bank. This takes more time and thus the production rate will be lower.
In addition to the type of soil and its properties, it appears that the cutter production also
depends on a number of the ships characteristics such as the cutting power, the swing speed
and swing force, the spud system, and the position of the anchors during the cutting process.
The boundary conditions set by the work, such as the cutting pattern, possible slopes that
must be dredged, hydraulic pipeline transport distances, weather conditions and shipping
movements also have a big influence on the production.
3.7.1. The spillage
In both breach-forming and non-breach-forming
soil, spillage plays an important role. Spillage is
defined as the material in the dredging area that
comes to rest above the cutting area of the cutter
head. In other words spillage is the material that is
not taken up by the suction mouth.. (Figure 3. 89)
g
Lowest cutting level
Spillage
Figure 3. 89
There are two reasons why such material is not recovered by the dredger
1.
The method of working is such that not all
the material comes into contact with the
cutter head and thus it cannot be taken up.
Such a situation arises when the thickness
of the material that the cutter head removes
with one cut is greater than the diameter of
the cutter head. The material which lies
above the cutter head falls behind it and
thus cannot be taken up. (Figure 3. 90).
This phenomenon occurs mainly in
cohesive soils such as clay and in rock.
spillage
Figure 3. 90
Prof.Ir. W.J.Vlasblom Pagina 57 van 79 May 2003
Wb3408b Designing Dredging Equipment
2.
All the dredged ground is not taken up.
The reason for this is more complex.
Owing to its shape a cutter head has some
pumping power. It pumps water in an axial
direction to the rear. When the dredge
pump is out of action the water taken in by
the cutter head leaves the pump close to
the ring. As in the case of dredge pumps,
the size of the flow that is sucked in by the
cutter head is proportional to the revolution
speed of the cutter head.
Figure 3. 91
If the dredge pump is also running, the amount of water that leaves the cutter head close to the
ring is reduced. In principle it is possible to use such a pump flow rate that no outflow takes
place near the ring.
It appears that the percentage of the material cut by the cutter head that is taken up is linearly
dependent on the relation::
3
Pump capacity
Production=1-Spillage=
Cutterhead capacity
cutter
pump
z
R
Q
v
F
R R
| |
= =
|
\ .
The value of the angle depends on the direction of rotation of the cutter head, swing
direction and on the material to be dredged. For sand with a d50 < 500, can be taken as
0.4. For soils such as clay and rock the process is much more complicated because the
interaction of the separate soil particles with the cutter head play an important role. As stated
in chapter 3.2.2.2. may be a factor 3 higher in that case. Often in this type of case a constant
spillage factor of 0.3 - 0.4 is used.
As mentioned earlier, the spillage also depends on the work method.
When breach-forming soil (Figure 3. 92)
that forms an angle of slope with the
horizontal is cut by a cutter head, the
spillage depends only on the above
mentioned relation of the velocity as long
as the underside of the slope passes
through the cutter and area I equals area II
The maximum cutter head filling by an
unchanging spillage factor is obtained if
the cutter head is at right angles to the
slope. That is when + = 90
0
, in which
is the angle that the cutter ladder makes
with the horizontal.
For no addtional spillage Arae I = Area II
I
II
q
b
q+b
Figure 3. 92
If the underside of the slope runs behind the cutter ring the material will not be cut but will be
transported further from the cutter head by the action of the pump. Moreover there is now a
good chance that that part have to be shifted by the ladder. See chapter 3.2.2.2 minimum
dredging depth.
The further the underside of the ladder comes behind the slope, the greater will be the chance
of a dragging ladder. On the other hand the filling of the cutter head is better.
Prof.Ir. W.J.Vlasblom Pagina 58 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Whether the underside of the slope passes through the cutter ring depends on the breach
forming behaviour of the sand, the swing velocity and the size of the step of the cutter head.
3.7.2. The production in breach-forming soils
The breach-forming characteristic of a slope depends on the permeability, thus the grain size
and pore volume of the sand layer.
If a suction pipe is quickly lowered vertically
into the sand, a pit with almost vertical sides
is formed. The dimension of the pit increases
with time because the sand grains and
fragments of sand slide from the slope and
flow to the suction pipe. The bank of the
slope moves away from the suction mouth at
an almost constant velocity. The velocity is
also called the bank velocity V
wal
. This V
wal
is roughly 30 * the permeability.
Suction Tube
Slope
240
150
210
180
120
100
80
60
50
40
30
20
15
0
Suction Velocity V
z
= 2.5 m/s
Time in seconds
V
z
B
Figure 3. 93
In the lecture notes lecture of Wb3413, part the Breaching Process the following theoretical
value for V
wal
is derived: v
k
n
n
n
wal
k w
w
=
1 1
tan
which leads to the above-mentioned
value of v
wal
30k .
The angle of slope in
front of the suction pipe
follows directly from the
relation between the bank
velocity V
w
and the
velocity V
h
at which the
suction pipe moves
forward (Figure 3. 94.).
v v
h w
=
`
)
1
tan
tan
v
w
v
h
a b
A B
C
D
Figure 3. 94
(3.12)
From this relation it follows that is equal to 90 when V
h
= V
w
.
The maximum angle of slope , the angle at which no more soil runs down to the suction
mouth, is for small breach heights the angle of internal friction. In most cases however, and
certainly with deep extraction pits, this angle is smaller. With bank heights of 15 m or more,
angles of slope of 1:10 to 1:20 occur. The erosion of the sand flowing over the slope causes
these.
Prof.Ir. W.J.Vlasblom Pagina 59 van 79 May 2003
Wb3408b Designing Dredging Equipment
When dredging good breach-forming soil, with a permeability 1*10
-4
en = 10 at such a
depth that the axis of the cutter head makes an angle of 30 with the horizontal, the maximum
cutter head filling = 60.
The maximum progress of the dredger is then:
v
h
o
o
=
|
\
|
.
| =
30 10 1
10
60
27 0
4 4
tan
tan
m/s
The breach production is: P v B H
b h
= [m
3
/s]
In which:
B = width of the cut [m]
H = height of the face [m]
The bank production for a width of 80 m and a face height of 5 m is now:
-4
b
Q =27*10 *80*5=1.08 [m
3
/s]
For an average cutter head radius of 1 m, a cutter head speed of 30 revolutions per minute and
a suction velocity of 4 m/s in an 800 mm suction pipe, the percentage that can be taken up is:
P
v
R
f
z
=
= =
0 4
4
051 . . [-]
The suction production is therefore:
s
Q =0.511.08=0.55 [m
3
/s]
The spillage is thus 49 % of the face height, that is 2.45 m.
If the revolution of the cutter head is reduced from 30 to 15 revolutions per minute because no
cutting process develops in breach forming soil, then :
f
4
P 0.4 1.0
0.5
= =
2
[m
3
/s]
Because there is always some loss, for example due to the variation in the permeability of the
sand layer, Q
s
is given an upper threshold P
f
= 0.9
The suction production is then:
s
Q =0.91.08=0.97 [m
3
/s]
The spillage is now only 45 cm.
In breach-forming soil the ladder is almost at maximum depth and only swings from port to
starboard and back.
If a specified depth must be dredged it is always necessary to make a clean-up sweep: a final
swing, which removes all irregularities.
The question that now arises is how quickly must the cutter head swing in order to remove
this material..
If the area of the cutter contour is assumed to be A
c
= 3 m
2
, the cutter head must move at a
swing velocity of:
b
t
c
Q 1.08
v = = =0.36
A 3
m/s = 21.6 m/min
Whether or not the side winches are able to deliver this velocity in one way or another must
be ascertained. (see chapter 3.2.2.3)
Prof.Ir. W.J.Vlasblom Pagina 60 van 79 May 2003
Chapter 3: Cutter Suction Dredger
The area A
c
that the cutter head cuts while swinging across the face also determines the step
size that the dredger must make in the corners. After all the face production must be equal to
the cutting production, thus:
A v H S v S
A
H
c t t
c
= = [m/s]
v
t
= translation velocity of the cutter in [m/s]
The average production reached during a full dredging cycle, that is the time between two
movements of the spuds, is in fact lower. This is because stepping, moving the spuds and, if
necessary, raising the ladder, all take time. These factors are entirely dependent on the spud
system and the time needed to perform the various procedures.
3.7.3. The production by non-breach forming soils
If the soil forms an inadequate breach or does not breach at all, as is the case with cohesive
soils such as clay and rock, and to a lesser degree fine sand, the cutter head must do what it is
designed for, that is cut the soil loose.
Depending on the
type of soil, the
spud system, the
suction depth and
the insight of the
dredge master, the
breach may be cut
in various ways.
Figure 3. 95 gives
an example for a
cutter suction
dredger with fixed
spuds.
1 7
13
19
25
2
8
14
20 26
3
79
15 21
27
4
10
16 22 28
5+6 11+12
17+18 23+24
cut 1
cut 2
cut 3
cut 4
cleaning up
Swing number
Dredging in cohesive soil
29+30
Figure 3. 95
Prof.Ir. W.J.Vlasblom Pagina 61 van 79 May 2003
Wb3408b Designing Dredging Equipment
If the dredger has a
spud carriage the
variety of ways in
which the breach can be
cut is even greater
(Figure 3. 96). This
pattern is used when the
cut is to be made to the
desired depth in a single
cut. The numbering
gives the order of
cutting.
1 2
3
4
5
6
7
8
9 10
11
12
13 14
15
16
17
18 19 20
21 22
23
24
cut 1
cut 2
cut 3
cut 4
cleaning up
Swing number
Dredging in cohesive soil
Figure 3. 96
If the breach rises above
the water level, in order
to prevent a spillage
problem. The pattern
shown in Figure 3.97 or
Figure 3.98 must be
used.
2 7
13 20 28
3
8
14 21
29
4
+
9
+
1
5
+
2
2
+
3
0
5
+
1
0
+
1
6
+
2
3
+
3
1
1
1
+
1
7
+
2
4
+
3
2
2
6
+
3
4
cut 1
cut 2
cut 3
cleaning up
Swing number
Dredging in cohesive soil
12
1
8
+
2
5
+
3
3
35
1 6 19 27
Figure 3. 97
3 9
16 24 33
4
10
17 34
5
+
1
1
+
1
8
+
2
6
+
3
5
6
+
1
2
+
1
9
+
2
7
+
3
6
1
3
+
2
0
+
2
8
+
3
7
3
0
+
3
9
cut 1
cut 2
cut 3
cleaning up
Swing number
Dredging in cohesive soil
14+15
2
1
+
2
9
+
3
8
35
1+2 22+23 31+32
25
Figure 3. 98
Prof.Ir. W.J.Vlasblom Pagina 62 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.7.4. Specific energy
The number of layers over which the breach is cut, the step size and the swing velocity are
closely related to the specific energy that is required to cut the soil. The energy consumption
per unit of production is called the specific energy and is thus, by definition, the energy that is
needed to cut loose one m
3
of soil. Although it is often thought that the specific energy is
independent of the cutting process, it is certainly not, since the finer the material that must be
cut, the greater the energy consumption.
The cutting method also exerts a big influence. When cutting rock, the specific energy
increases strongly as the teeth are worn away. Furthermore the influences of the radius and
the revolutions of the cutter head are limited, so no account can be taken of the possible
dependence of cutting force on the velocity or of the permissible torque.
To obtain some insight into this subject, the specific energy is calculated from a general
cutting theory or a straight cutting edge on a rotating cutter head.
With a linear movement the cutting force of a straight cutting edge can be characterised by
the following power equation:
c t
F =cd v W [N]
in which:
c = a constant that is dependent on the soil type
and on the boundary conditions such as water
depth, cutting edge angle, cutting edge height,
etc
d = the cutting depth or slice thickness [m]
V
t
= the cutting velocity [m/s]
W = the width of the cutting edge [m]
The production of a straight cutting edge is:
Q = dV
t
W [m
3
/s]
Therefore the specific energy is:
-1 c t t t
s t
t
F v cd v Wv
E = = =cd v
Q dv W
[J/m
3
]
From this it follows that the specific energy is only constant if the cutting process is entirely
linear, thus when:
c t
F =cdv W
If this theory is applied to
cutting with a cutter the
chip thickness is:
t
2v
d= sin
z
d=psin
| |
|
\ .
p
-j
q
p
d
Tooth path
Tooth path
R
a
d
i
u
s
r
Figure 3. 99
= the angular velocity of the cutter head [rad/s]
z = the number of cutter arms [-]
Prof.Ir. W.J.Vlasblom Pagina 63 van 79 May 2003
Wb3408b Designing Dredging Equipment
v
t
= the swing velocity [m/s]
= the angle between the cutter radius and the tooth path [radian]
The maximum chip thickness is: d
v
z
t
max
=
|
\
|
.
2
Because the peripheral velocity of the cutter is equal to R, the cutting force of a cutter
is: ( )
t
c
2v
F =c sin R L
z
( | |
| (
\ .
L is proportional to the step size S thus: ( )
' t
c
2v
F =c sin R S
z
( | |
| (
\ .
Moreover the cutting power is equal to:
c c t c
P =F v =F R
( )
+1
' t
c
2v
P =c sin R S
z
( | |
| (
\ .
With increasing step size the average radius of the cutter head increases; thus R f . ( ) S S = =
From this the cutting force can be reduced to:
( )
+1
' t
c
2v
c sin S S
z
( | |
| (
\ .
P =
The cutting production is:
c t
Q =Sv D
and thus the specific power:
( ) ( )
+1 +1
' ' t t
s
t t
2v 2v
c sin S S c sin S
z z
E = =
Sv D v D
( ( | | | |
| | ( (
\ . \ .
From this equation it follows directly that the specific cutting power is constant only under
very exceptional conditions. These conditions are:
A cylindrical cutter head = 0
The cutting force must increase linearly with increasing chip thickness.
This gives
v
v
v
t
t
t
=
1
is constant
The average chip thickness must be linear with the layer thickness. Thus
| |
sin
D
is
constant
The cutting force must be independent if the constant = 0
Then:
E c
R
z
s
=
''
From this it follows that the specific cutting energy is always dependent on the type of cutter
head.
Prof.Ir. W.J.Vlasblom Pagina 64 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Because there are often big variations in the types and strength of the soil and many factors
that cannot be determined in advance play a part in the cutting process, the specific energy
appears to be a good parameter for estimating the production of cutter suction dredgers.
3.7.5. The cutting production
The specific energy required for a particular type of soil can be estimated with the aid of
existing cutting theories or from production estimates from previous work with the same type
of soil.
If the specific energy E
sp
, is known, it follows from the definition of the cutting process:
P
w Nc
E
c
s
=
in which N
c
is the cutter power.
The value w, a work coefficient, gives an indication of the average maximum percentage of
the installed cutting power that can be used. This value is dependent, not only on the type of
soil (relation between peak forces and average forces), but also on the man-machine relation.
The dredge master and the automated cutter control regulate the cutting speed on the basis of
the amperage (torque) of the cutter head engine.
Types of soil the hardness or strength of which vary greatly from place to place will give a
torque or amperage signal that varies greatly over time in which N
c
is the cutter power (Figure
3. 100.)
TORQUE SIGNAL
Time [s]
5 10 15 20 25 30 35 40 45 50
t
o
r
q
u
e
[
%
]
0
30
60
90
120
150
0
mean value
Figure 3. 100.
This may quickly lead to overloading of the cutter head engine, with the result that, for
example, for the torque-revolution characteristic shown below, the cutter head will stall at a
torque of 150% (Figure 3.101)
Prof.Ir. W.J.Vlasblom Pagina 65 van 79 May 2003
Wb3408b Designing Dredging Equipment
100
150
Torque [%]
100
Speed [%]
Figure 3. 101 Torque speed Characteristics of an electrical drive
If this occurs frequently the dredge master will reduce the swing speed of the dredger to
ensure that the peak loads do not cause the cutter to cease turning.
It will be clear that the type of drive plays a big part in this. An electric drive can take up the
variation in torque better than a hydraulic drive. (See chapter 3.4.2.)
The skill of the dredge master also plays a part. Dependence on his skill can be reduced to
some extent by the use of an automated cutter control. This regulates the swing velocity, for
example in relation to the torque of the cutter head. In many cases such an automated control
system can react more quickly than the dredge master can, certainly at times when his watch
is almost over.
It will also be clear that only rough estimates can be given for such a factor as the work
coefficient.
For rock : w = 0.5 - 0.65
For sand : w = 0.65 - 0.8
For clay : w = 0.8 - 0.9
An automated cutter control increases these values by 10% to 20%.
With the information given above, the cutting process can be found and also the warping
speed of the cutter head. Because:
c t
Q =Sv D [m
3
/s]
With
P
c
= cutting production [m
3
/s]
D = layer thickness [m]
S = step size [m]
V
h
= swing velocity [m/s]
Prof.Ir. W.J.Vlasblom Pagina 66 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.7.6. The spillage
The face is cut away layer by layer, the spillage of one layer will be entirely or partly cleared
away during the cutting of the following layers.
For this reason the cutting of layers over the length of the spud carriage (Figure 3. 102 left) is
preferable to the pattern shown in Figure 3. 102 right
1 2 3
4 5
6
7 8 9 10
11
12
13 14 15
16
17 18 19 20
21 22
23 24
cut 1
cut 2
cut 3
cut 4
cleaning up
Swing number
Dredging in cohesive soil
1 7 13
19 25
2
8 14 20 26
3
79
15 21 27
4
10 16 22 28
5+6 11+12 17+18 23+24
cut 1
cut 2
cut 3
cut 4
cleaning up
Swing number
Dredging in cohesive soil
29+30
Figure 3. 102
In this case the spillage can be calculated as follows:
Assume that the spillage is M % of the cut surface. (M can be determined in the same way as
in breach forming soil.). If the thickness of the layer and the step do not greatly exceed the
dimensions of the cutter head, the spillage is M % of the layer thickness. Thus:
- for layer 1: D = layer thickness Z M D
1
=
- for layer 2: ( )
( ) Z M D M D M M
2 1
2
= + = + D
D
- for layer k: ( ) Z M M M M
k
k
= + + +
2 3
..........
After simplification it follows that:
( )
( )
Z M D
M
M
M M
k M
H
k
k
k
=
1
1
1
1
The part taken up is thus:
( )
( )
S H Z H
M M
k M
k k
k
= =
|
\
|
.
|
|
1
1
1
Clearly, when the thickness of the
layer or the size of the step
exceeds the dimensions of the
cutter head the part of the material
that has no chance of entering the
cutter head must immediately be
considered as spillage. Figure 3.
103 shows a breach, which
projects above water.
Figure 3. 103
Because the suction mouth must remain sufficiently under water to prevent the taking in of
air, the dredge master must make the first cut thicker than the diameter of the cutter head.
Prof.Ir. W.J.Vlasblom Pagina 67 van 79 May 2003
Wb3408b Designing Dredging Equipment
The direction in which the bank is
stripped now affects the spillage,
although not in the cut, which is
being dredged, but in the cut that has
already been dredged. If the first cut
has been made with a reverse turning
cutter working towards the already
dredged cut, because of the failure to
raise the necessary reaction force, it
is possible that at the end of the cut,
some of the material from this new
cut is pushed into the already
dredged area.
Former cut
Swing direction
Over cutting mode
Figure 3. 104
The result is that a ridge of soil is formed on the boundary between the cuts. In such a case it
is better to make the uppermost cut in the same direction as the rotation of the cutter head.
If the spillage is known the average dredging production over one spud cycles is:
k
s
s a
S W L
Q
t t
=
+
[m
3
/s]
in which:
S
k
= the thickness of the layer which has been taken up [m]
W = the width of the cut [m]
L = effective advance of the spud carriage [m]
t
s
= net cutting time during a spud cycle [s]
t
a
=the sum of the times during the spud cycle when no cutting
occurs, such as ladder raising, stepping, spud moving ,etc. [s]
In non-breach forming soil, if a specified depth has to be delivered a clean-up swing must also
be made. The production of this swing is calculated separately. The cutting energy that is
required in this layer can only be determined from the part that has not been cut. It is therefore
possible that because of a thin layer, the clean-up production is high.
3.8. Enclosures
3.8.1. The relation between swing speed and side winch speed.
The swing speed of the cutter head must
not be confused with the side wire speed.
The latter is the speed with which the side
wire is hauled in and which controls the
swing velocity. Although there is a clear
relation between these two velocities, they
are certainly not equal. The position of the
anchors in relation to the cut plays an
important part in this. By the correct
positioning of the anchors it is possible to
reach a high swing velocity with a small
side winch velocity.
Prof.Ir. W.J.Vlasblom Pagina 68 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Figure 3. 105
In Figure 3.105 the distance between the work spud and the sheaves of the side winch on the
ladder is equal to L and the distance between the sheaves and the anchor is equal to S. If the
angle between the centreline of the cut and the line linking the spud-side winch sheaves is
equal to , then:
( ) ( )
( ) ( ) ( ) (
( ) ( )
)
2 2
2 2
2 2
cos
sin
cos
sin
cos sin
2 cos sin sin cos
2 cos sin
x l
y l
z k x k l
t b y b l
s z t k l b l
k l l b l l
ds ds d
dt d dt
k l b l
=
=
= =
= =
= + = +
+
= =
+
Since l is the swing velocity, the previous equation can also be written:
2 2 2 2
2 2
sin sin cos cos sin cos
2 cos cos 2 sin sin
sin cos
cos sin
ds k l b l
l
dt
k k l l b b l l
of
ds k b
dt l l
l
k b
l l
2 2
+
=
+ + +
=
| | | |
+
| |
\ . \ .
Since the side winch force do not act on the ladder at the same distance from the spud as the
cutter head, the swingspeed have to be corrected according:
s
c c
v l
v l
=
3.8.2. The side winch force and power
The swing force F
h
takes effect at right angles to the centreline of the dredger, thus in the
direction of the movement of the cutter head. The chance that the anchor is positioned in
exactly the same direction as this track of the cutter head is valid for only one point. If the
angle made by the tangent at one point of the track of the cutter head with the line joining this
point to the anchor position is , the required side winch power is F
z
= F
h
/cos ().
Cos() can also be expressed in the units given in.
cos cos arctan
sin
cos
= +
(
(
(
2
b
l
k
l
(3.45)
The side winch force is thus:
Prof.Ir. W.J.Vlasblom Pagina 69 van 79 May 2003
Wb3408b Designing Dredging Equipment
F
F F R
M
F R
M
b
l
k
l
z
h h c
c
h c
c
= =
(
(
(
cos cos
cos arctan
sin
cos
2
(3.46)
If the diameter of the side winch drum is equal to D
w
, the required side winch torque is:
2 2 2
cos cos
sin
cos arctan
2
cos
w w w
h h c h c
w
c
c
D D D
F F R F R
M
M b
l
M
k
l
= = =
(
(
+
( `
(
(
)
Both the side winch velocity and the side winch torque are now known as functions of the
position of the anchors and the position of the cutter head in the cut. Neither the necessary
side winch velocity, nor the necessary torque may exceed the maximum value of the side
winch characteristic. If this does happen, the side winch velocity must be reduced until this
condition is met.
Because during the progress of the dredger the positions of the anchors in relation to the track
of the cutter head must be continually changed, if the side winch velocity or the side winch
force is the limiting factor for the dredging process, the dredge master must continuously
adjust the side winch velocity until the point is reached where it seems wiser to move the
anchors.
From the above it will be clear that the further away the anchors are positioned from the ship,
the longer the force will be effective, thus the anchors will have to be moved less often. On
the other hand the longer the side wires, the weaker the system will be. This is a disadvantage
when dredging hard soil such as rock.
From the relation between the swing velocity v
h
or the angular velocity , together with
required side winch electric current, dredge master can see whether or not the anchor is
holding or dragging.
3.8.3. The shape and cutting geometry of cutter heads
Because the cutting process plays an important role in excavation, this section will give more
detailed consideration to the shape and cutting geometry of cutter heads.
Definitions:
The base plane is the plane that passes through the underside of the cutter ring.
The cutting point P may be a point on a cutting edge of a plain edge, the cutting point of a
serrated edge or the edge or point of a tooth. The position of the cutting point determined by
the cylinder coordinates R
p
, H
p
, and
p
.
Here:
R
p
= the radius from the cutting point to the cutter axis.
H
p
= the distance between the cutting point and the base plane.
p
= the angle between the projection of the cutting point onto the base plane and the
cutting point (R
p
,0,0)
Prof.Ir. W.J.Vlasblom Pagina 70 van 79 May 2003
Chapter 3: Cutter Suction Dredger
The cutting edge of a cutter blade is the smooth curve passing through the cutting points.
The contour or outline of the cutter head is the section made by the cutting edge (the contour
plane) though a plane perpendicular to the axis of the cutter head.
The contour tangent touches point P on the contour.
The contour angle is defined as the angle between the line in the contour plane passing
through P at right angles to the contour tangent and the line through P parallel to the base
plane.
The cutting plane is at right angles to the contour plane and the contour tangent..
In the dredging world both Florida and Esco cutters are used. The positions of the tooth points
of both systems are determined by using cylinder coordinates.
The direction of the tooth axis given by Esco differs from that given by Florida.
Tooth axis direction according to ESCO
ESCO gives the direction of the tooth axis in two ways:
1. By giving the tooth point and the tooth base of the tooth axis in cylinder coordinates.
2e. By giving the tooth point and two angles of the tooth axis.
These angles are defined as follows:
The pitch out angle . This is the angle between the tooth axis projection in the plane
parallel to the base plane and the tangent on the circle passing through the tooth point
projection.
The pitch up angle this is the angle between the tooth axis and its projection in the
plane parallel to the base plane..
Thus in Figure 3.77.:
=
|
\
|
.
|
=
|
\
|
.
|
arctan
' '
'
arctan
'
' '
P B
BB
en
PP
P B
In addition ESCO give the roll angle (rho) of a tooth. This is the position of a tooth in
relation to the tooth axis.
The roll angle is the angle between the edge of a chisel (flared or chisel leading edge) and
the line parallel to the cutter axis as seen along the tooth axis. This angle is equal to the
centreline of the locking pin and the line parallel to the base plane seen along the tooth axis.
Tooth axis direction according to FLORIDA.
FLORIDA gives the tooth axis by the giving coordinates of the tooth point with two angles.
FLORIDA defines these angles as follows:
The tooth axis angle (tooth angle).This is the angle between the tooth axis and the
tangent on the circle passing through the tooth pint. This is the tangent to the line of the
movement during rotation.
Prof.Ir. W.J.Vlasblom Pagina 71 van 79 May 2003
Wb3408b Designing Dredging Equipment
The contour angle
t
(Kappa=Profile angle) of the tooth. This is the angle between the
tooth axis projection in the contour plane and the line parallel to the base plane (P'B').
FLORIDA has a fixed roll angle (rho) because the cutting edge or blade edge of the
tooth always lies in the contour plane. This makes the roll angle a function of the tooth
axis angle and the contour angle
t
| |
Florida t
= arctan tan cos
When working, in most cases a piece of auxiliary equipment, the so-called ALFE is used in
order to ensure that adapters are correctly positioned on the cutter head arm when these have
to be replaced owing to breakage or loss (Figure 3. 106.). The plane of the ALFE is thus a
contour plane.
In that case the FLORIDA instruction is more simple than the ESCO. With ESCO cutter
heads the angles must be recalculated to the FLORIDA instruction.
Prof.Ir. W.J.Vlasblom Pagina 72 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Figure 3. 106
Tooth axis angle
( = arccos cos cos )
Contour angle
t
t
=
|
\
|
.
| arctan
tan
sin
Roll angle
Florida Esco mal
=
Prof.Ir. W.J.Vlasblom Pagina 73 van 79 May 2003
Wb3408b Designing Dredging Equipment
Here
mal
is the angle over which the adapter must be turned on its axis to get the cutting edge
in the contour plane, thus against the ALFE. _mal may be positive or negative.
3.8.4. Cutting by teeth or chisels
R
p
H
p
P
,0,0)
(R ,H , )
p p
(R
p
p
H
c
CUTTERAXIS
CUTTING EDGE
OUTLINE OF
THE CUTTER
CUTTING EDGE
(HELIX ANGLE)
BASE
Figure 3. 107
For the definitions of the various angles see Figure 3.107.
- Cutting edge/rake angle
- Tooth axis angle
- Clearance angle
- Wedge angle
In addition to a clearance angle on the rear of a chisel there are also side clearance angles.
Prof.Ir. W.J.Vlasblom Pagina 74 van 79 May 2003
Chapter 3: Cutter Suction Dredger
3.8.5. Conditions for cutting clearance
The front and rear edges of the arms of cutter heads, edges, teeth and chisels follow different
tacks during the cutting process (Figure 3.108). The most unfavourable point for the cutting
clearance is the point where the velocity vector s of both the front and rear edges are parallel.
In that case there is a maximum and minimum distance between the two paths. This happens
when the velocity component in the X-direction is v
x
=0.
l
Figure 3. 108
The path of a point on a cutter head can be described by the two following equations in
parameter form (Figure 3.81.):
x v t R
y R t
t
p h p
t p
= +
=
=
cos
sin
t
Here:
X
p
, Y
p
= the coordinates of the point P with regard to the cutter head axis.
v
h
= the swing velocity of the cutter head
= the angular velocity of the cutter head
R
p
= the radius of the cutter head
t = the the time of passagede
The direction of the velocity is the tangent to the path:
dy
dx
dy
dt
dt
dx
R t
v R
p
h p
= =
cos
sin t
t
The velocity in the x-direction is zero when the deriviative is infinite, thus as:
v R t
h p
= sin 0
Further:
y R
p
= sin
so that:
v y
y
v
h
h
=
=
0
and the associated angle :
Prof.Ir. W.J.Vlasblom Pagina 75 van 79 May 2003
Wb3408b Designing Dredging Equipment
p
h
p
v
R
=
arcsin
Now when:
l = distance between the front of the tooth and the rear of the arm
R
v
= the radius of the tooth point and Ra, the radius of the rear of the arm .
then:
v
h
v
v
R
=
arcsin
and
a
h
a
v
R
=
arcsin
Furthermore if l is the distance between the front of the tooth and the rear of the arm, it
follows from Figure 3.80 with =0 that the angle between the two pointy mentioned is equal
to:
( ) ( )
( ) ( )
l R R R
l R R R
l R R R R
R R l
R R
v a v
v a v
v a v a
v a
v a
= +
= +
= +
=
+
|
\
|
.
|
cos sin
cos sin
cos
arccos
0
2
0
2
2
0
2
0
2
2 2 2
0
0
2 2 2
2
2
The tooth and arm now run clear if the horizontal distance between the paths at the distance y
is greater than the distance the cutter head moves as a result of the following the swing
velocity round the .
0
+
a v
Thus when
( ) R R
v
v v a a a v
h
+ cos cos
0
Example:
R
v
= 1.50 m, R
a
=1.45 m, l=0.7 m v
h
=0.3 m/s en
= (n=30 t/min)
then:
R
R
y
v v
a a
v
a
=
=
=
=
=
=
cos .
cos .
.
.
.
.
1497
1447
0 064
0 066
0 478
0 095
0
The maximum side winch velocity may then be:
( )
v
R R
h
v v a a
a v
+
cos cos
0
thus v m/s
h
033 .
Prof.Ir. W.J.Vlasblom Pagina 76 van 79 May 2003
Chapter 3: Cutter Suction Dredger
It will be clear that when designing cutter heads this exercise must be carried out for a number
of points on the cutter head, since cutter arm length and radius are a function of the height of
the cutter head, measured from the ring.
This also determines the maximum thickness of the cut. When the rear of the arm touches the
path of the front of the tooth, the maximum cut thickness is equal to:
( )
d
v
n z
h
max
max
=
60
in which z is the number of arms.
From the example it thus follows that:
( )
d
v
n z
h
max
max
.
. =
=
60
60 033
30 6
011m
X p
-1.5
-1
-0.5
0
0.5
1
1.5
-1.5 -1 -0.5 0 0.5 1 1.5 2
Achterzijde arm Tandpunt
Figure 3. 109
Finally the same example, but now with n=10 t/m and R
a
=1.36 m. d
max
=0.30 m and
v
max
=0.30 m/s.
The path of the two points is shown in Figure 3. 109..
If parts of the tooth or arm project through the line passing between the tooth point and the
rear of the arm, it is necessary to carry out a check for more points.
3.8.5.1. The effect of warping on the clearance angles
The direction of the movement of the tooth point is (see Figure 3. 110):
dy
dx
R t
v R t
R
v R
baan
p
h p
p
h p
|
\
|
.
| =
=
cos
sin
cos
sin
Prof.Ir. W.J.Vlasblom Pagina 77 van 79 May 2003
Wb3408b Designing Dredging Equipment
V
V V
V
T H
c o r r .
H
A
A
H
co r r .
T
P
H
C
V
n
V
R
V
A
+
Figure 3. 110
The rear plane of the tooth makes an angle
A
with the circumference of the cutter head, thus
with the tangent on the circle:
dy
dx
R t
R t
R
R
circel
p
p
p
p
|
\
|
.
| =
=
=
cos
sin
cos
sin tan
1
The clearance angle between the path of the tooth and the back of the tooth thus varies with
the rotation.
The difference between the two tangents is the varying clearance angle:
corr
p
h
p
h
R
v
R
v
=
|
\
|
.
|
|
\
|
.
|
=
|
\
|
.
| arctan
cos
sin
arctan
tan
arctan
cos
sin
1
2
For R
p
= 1.0m, = , =0 and v
h
= 0.3 m/s it follows that:
corr
=
|
\
|
.
| = arctan
.
.
03 0 2
0 0095 rad=-5.27'
In other words, the cutting angle is 5 27' smaller.
Prof.Ir. W.J.Vlasblom Pagina 78 van 79 May 2003
Chapter 3: Cutter Suction Dredger
Prof.Ir. W.J.Vlasblom Pagina 79 van 79 May 2003
3.9. References
1. calculation of the cutting forces when cutting in fully saturated sand, S.A. Miedema,
Thesis TU-Delft, 1987 (in Dutch)
2. Coastal and Deep Ocean Dredging, John B. Herbich, Gulf Publisching Company,
Houston, Texas, U.S.A., 1975
3. Dredging and Dredging Equipment, R.J. de Heer and Rochmanhadi, Parts 1 and 2,
IHE, Delft, 1989
4. Dredging technology, lecture notes, G.L.M. van der Schrieck, TU-Delft, Civiele
techniek, 1996 (in Dutch)
5. Concept, design and construction of the World's first self elevating offshore heavy
cutter suction dredger: "Al Wassl Bay", D.A. Gaasterland, Proceedings 3e
International Symposium on Dredging Technology, BHRA 198?
6. Nassbaggertechnik, A. Welte, Institut fr Machinenwesen in Baubetrieb, Universitt
Fridericiana, Karlsruhe, 1993.
7. Proceedings of the CEDA Dredging Days, Europort 1980, CEDA, 1980
8. Technical aspects of large cutter suction dredgers, P.J. Koert, IHC Holland
9. Dredgers of the World, 3rd edition, Oilfield Publications Ltd (OPL). England, 2001
10. Various articles from Port & Dredging from IHC Holland
ARTICLE P & D no
Spudsystemen van cutterzuigers 108
Demonteerbare cutterzuiger/baggerwielzuiger SCORPIO 108
IHC Beaver cutterzuigers 109
Cutterzuiger NOORDZEE 118
Automatisering van cutterzuigers 119
Zelfvarende cutterzuiger van 27000 PK 119
LEONARDO DA VINCI: een nieuw record 124
Nieuwe serie IHC Beaver cutterzuigers 126
The IHC Beaver container dredger 134
Cutter suction dredger ABU AL ABYADH for NMDC 145
Sensative environmental cutter dredger for Samsung 146
Mighty MASHHOUR for Suez Canal 147
Dismountabe IHC Beaver dredgers 153
CD Al Mirfa 154
CD Kattouf 157
Chapter 4 Plain Suction Dredgers
Page 1 van 35
4. The Plain Suction Dredger ...........................................................................................2
4.1 General considerations........................................................................................2
4.2 Areas of application ............................................................................................3
4.3 Types of plain suction dredgers ..........................................................................3
4.4 History.................................................................................................................5
4.5 Working method .................................................................................................6
4.6 The design...........................................................................................................8
4.6.1 The production capacity.............................................................................9
4.6.2 The suction depth.......................................................................................10
4.6.3 The transport distance................................................................................12
4.6.4 The dredging installation ...........................................................................12
4.6.4.1 Suction and discharge pipe diameter .....................................................12
4.6.5 The dredge pump .......................................................................................13
4.6.5.1 Pump types..........................................................................................13
4.6.5.2 The sand pump drives .........................................................................14
4.6.6 Jetpumps ....................................................................................................14
4.6.6.1 Pump type ...........................................................................................14
4.6.6.2 Jetpump drives. ...................................................................................17
4.7 General layout .....................................................................................................18
4.8 Technical construction ........................................................................................20
4.8.1 The hull ......................................................................................................20
4.8.2 The dredging equipment ............................................................................21
4.8.2.1 The suction mouth...............................................................................21
4.8.2.2 The suction pipe..................................................................................22
4.8.2.3 The sand pumps ..................................................................................23
4.8.2.4 The sandpump drives ..........................................................................25
4.8.2.5 The discharge pipeline ........................................................................25
4.8.2.6 Sprayers...............................................................................................25
4.8.2.7 Jet-pipeline and pump.........................................................................26
4.8.2.8 The winches ........................................................................................26
4.8.2.10 The bow winch .................................................................................27
4.8.2.11 The side winches ..............................................................................27
4.8.2.12 The stern winch ................................................................................27
4.8.2.13 The auxiliary winches.......................................................................27
4.8.2.14 The fairlead.......................................................................................27
4.9 The dredging process ..........................................................................................29
4.9.1 The production of the breach .....................................................................29
4.9.2 The production of the pumps .....................................................................32
4.9.3 The production of the barges .....................................................................33
4.10 The dustpan dredger............................................................................................34
4.11 References...........................................................................................................35
Wb w3408b Designing Dredging Equipment
Pagina 2 van 35
prof. W.J.Vlasblom April 2003
4. The Plain Suction Dredger
Figure 4. 1 A plain Suction Dredger
4.1 General considerations
The characteristic of a plain suction dredger is that it is a stationary dredger, consisting of a
pontoon anchored by one or more wires and with at least one sand pump, that is connected to
a suction pipe. The discharge of the dredged material can take place via a pipeline or via a
barge-loading installation. The suction tube is positioned in a well in the bows of the pontoon
to which it is hinged. The other end of the suction pipe is suspended from a gantry or A-
frame by the ladder hoist. The ladder hoist is connected to the ladder winch in order to
suspend the suction pipe at the desired depth. Excavation of material to dredge is by the
erosion of a jetstream and/or the suction flow of the dredge pump and the breaching process
(see lecture notes wb3413 the Braching process)During sand dredging the dredger is moved
slowly forwards by a set of winches. To increase the amount of sand flowing towards the
suction mouth, a water jet is often directed onto the breach/bank. In this case the jet-pipe is
often mounted above the suction pipe.
Figure 4. 2 Plan view of a PSD
Chapter 4 Plain Suction Dredgers
Page 3 van 35
4.2 Areas of application
Plain suction dredgers are only used to extract non-cohesive material. Moreover these
dredgers are less suitable for accurate work such as the making of specified profiles. Suction
dredgers are very suitable for the extraction of sand, certainly when this occurs in thick
layers. Suction dredgers can be seen in working in many sandpits.
If the dredger is equipped with an underwater pump, it is possible to dredge at depths
exceedin
g 80 m. Depending on the pumping capacity; it is possible to transport material over
considerable distances via hydraulic pipelines.
Because suction dredgers are often demountable they can also be used in excavation pits
which are not on navigable waterways. In general, suction dredgers are relatively light
vessels and, although anchored on wires, are usually unsuitable for dredging in open waters
(unless specially adapted).
4.3 Types of plain suction dredgers
Different type of plain suction dredgers can be distinguished.
1. The barge loading plain suction dredger
A dredger which loads the barges which lie alongside it by means of a spraying
system. This type is used when the transport distance is too long for hydraulic
transport to be economic (Error! Reference source not found.).
13
19
14
20
15
25
26
21
10
11
27
28
31
23
22
24
17
16
18
Figure 4. 3 Barge loading PSD
2. The reclamation dredger
This dredger pumps the sand ashore via a pipeline and, if necessary, further away to a
disposal site or treatment plant (Figure 4. 4).
.
Wb w3408b Designing Dredging Equipment
Pagina 4 van 35
prof. W.J.Vlasblom April 2003
Figure 4. 4 Reclamation dredger
3. The deep suction dredger
The deep suction dredger. A dredger equipped with an underwater pump. It may take
the form of a barge loader or a reclamation dredger. (Figure 4. 5)
2
32
33
35
27
29
31
8
28
30
11
12
17/18
16
22
23
24
1 11
7
10 9 34
19/20
12
33
35
32
13/15
2
8
3
14
6
6
5
Figure 4. 5 The deep suction dredger
4. The dustpan dredger
A suction dredger with a relatively wide suction mouth. This dredger is suitable for
extracting sand at a reasonably high production rate with a low breach or bank
height. With regard to production the cutter suction dredger (Figure 4. 6) has
superseded this type.
Chapter 4 Plain Suction Dredgers
Page 5 van 35
Figure 4. 6 Dustpan dredger
In many cases these types can easily be transformed to another type. The barge loading
dredger shown in figure 4.2 can be transformed to a reclamation dredger by connecting a
booster just behind this dredger. The same might be possible with reclamation dredgers by
placing a sprayer pontoon after the dredger.
4.4 History
In 1851, more than a century after their invention, the first centrifugal pumps were used to
excavate sand with hopper dredgers. A few years later (1856) the first attempts were already
being made to transport the material onshore via pipelines. Ten years later this idea was
demonstrated in the Netherlands during the excavation of the North Sea Canal. (Figure 4.7)
Figure 4. 7 The wooden Hutton Dredger dredging the North Sea Canal
Meanwhile, in 1864, Freeman and Burt patented a flexible floating-pipeline.
Wb w3408b Designing Dredging Equipment
Pagina 6 van 35
prof. W.J.Vlasblom April 2003
From this history it appears clear that the development of the suction dredger was closely
linked with the development of the dredge pump. Because at that time little power was
available to drive the dredge pump, the reclamation dredger was only used when the
distances to the disposal site were short. In the other cases barges were used or the dredger
was modified. As the sand pumps became able to withstand higher pressures, the transport
distances and pump capacities were increased.
4.5 Working method
The working method of the suction
dredger depends on both the
progressive collapsing of the
breach/bank and the loosening of the
sand near the suction mouth by
eddies created by the flow of water
caused by the sand pump (Figure 4.
8). The progressive collapse of the
breach/bank resulting from the
dislodgement of particles of soil or
of masses of soil as a result of
localised instabilities is termed
breaching.
Suction tube
V
z
Sand-water mixture
(density current)
Instabilities
z
x
H
br
Figure 4. 8 Breaching
This process is essential for the production of a suction dredger and is entirely determined by
the soil mechanical properties of the slope, the most important factors being its permeability
to water and relative density.
When a suction dredger starts on a new work there is no dredge pit, slope or breach and the
angle between the suction pipe and the horizontal is usually very small. The sand that is
carried towards the suction pipe lies entirely within the area influenced by the water flowing
to the suction mouth. This process causes a small pit to develop in the soil.
The dredger is now drawn forwards a little
by means of the bow winch and the suction
pipe is set deeper, after which the process is
repeated. As the small pit becomes deeper
and the angle of the suction tube becomes
steeper (more effective for the swirling up
and transporting of the sand) the production
increases. (Figure 4. 9) This process is
continued until the suction mouth is deep
enough or until the production is so high
that the pump can no longer cope with a
further increase. This slow forward
movement with the dredger, with
simultaneous lowering of the suction pipe is
termed breaking in or commencing.
Figure 4. 9 Breaking in
Chapter 4 Plain Suction Dredgers
Page 7 van 35
The time that is needed to reach a state of equilibrium thus depends on the previously
mentioned soil mechanical properties, the height of the slope and the pump capacity of the
dredger.
When a state of equilibrium has been reached it is the task of the dredge master to maintain
this situation by letting the dredger follow the breach/bank, by regularly hauling the dredger
forwards and by continuing to lower the suction pipe for as long as this remains possible.
If the movement of the dredger is too slow, a less steep slope forms and the production is
reduced.
If, on the other hand, the forward movement is faster than the transport of the sand, the angle
of slope will increase and there is an increasing chance that large scale shearing will occur.
The sand concentration may then become so high that the pump cannot cope with it and the
mixture ceases to flow. The shearing can be so great that even the suction pipe becomes
fast/firmly embedded and, if it cannot be pulled free, another dredger must be used to free it
by using suction or must cut it free.
The dredging pattern that is made with a suction dredger generally appears like that shown in
Figure 4. 10. As long as it lies within the dredging area, the length of the cut is determined
by the positions of the anchors. The anchors are usually placed in such a way that more cuts
can be made beside each other from the same position. In addition to the length of the anchor
wires, this possibility also depends on the width over which the sand is being excavated.
This, in turn, depends on the shear characteristics of the sand layers.
Figure 4. 10 Dredge pattern of a PSD
For suction dredgers equipped with an underwater pump the excavation depth no longer
determines the production. This also makes it possible to exploit the dredging area in the
vertical sense. In other words, production can be maintained by continuing to lower the
suction pipe until the maximum suction depth has been reached. If the production falls below
an economic minimum, the pit is abandoned and dredging recommences to pit diameter
away from it. It will be clear that this dredging method produces a pockmarked excavation
area and that considerable amount of sand that cannot be economically excavated remain
behind in the dredging area. This is a situation that the managers of the dredging sites prefer
not to see.
Wb w3408b Designing Dredging Equipment
Pagina 8 van 35
prof. W.J.Vlasblom April 2003
This method of dredging does provide the possibility to obtain sand from directly beneath a
clay layer, but it must be realised that the removal of the sand will cause the clay to lose its
stability. In the most favourable case the clay will fall onto the slope in fragments that will be
taken up with the sand. If the clay falls in large pieces there is a good chance that these will
become fast and block the suction pipe, with all the disadvantages that this can bring. It is
difficult for the water needed for mixture formation to flow, especially in the beginning phase
when the clay layer has not yet been penetrated.
Figure 4. 11 PSD with suction pipe of 2 sections
Water must be brought to the suction pipe via the jet pipe. For the above described
excavation method the suction pipe is made in two parts, (Figure 4.11) the lowest section
being hinged onto the upper section so that the lowest part is always first suspended almost
vertically. With such a suction pipe, moments that occur during horizontal movements can be
taken up only to a small extent.
4.6 The design
When designing suction dredgers the following parameters are important:
Production capacity
Suction depth
Transport distance
Type of soil
Because suction dredgers are only suitable for the dredging of non-cohesive material, the last
parameter plays an important role only in the determination of the diameters of the suction
pipe and hydraulic pipeline and the required sand pump capacity.
Chapter 4 Plain Suction Dredgers
Page 9 van 35
4.6.1 The production capacity
As in other dredgers, the market forces in relation to the sites where the dredger can be used
determine the production capacity. As mentioned earlier, the plain suction dredger is much
used in the extraction of sand for landfill sites and for the concrete industry.
For this too, it is important to know the production capacity per week or per hour. In the
Netherlands, to a limited extent, the labour agreements between the trade unions and industry
permit a working week of 168 hrs, thus an entirely continuous operation.
Often this is restricted to only four nine-hour days (36 hrs). The percentage of hours during
which effective dredging can take place, however, is not equal. With a 36-hr week, major
repairs are often carried out during overtime. When using barge transport, for example, the
percentage of downtime resulting from the absence of barges is lower during a 36-hr week
than during a continuous working week, since part of the downtime is made up when the
dredger has stopped work at the end of the day.
If, during a 168 hr working week, the number of effective working hours is 0.75*168=126
and during a 36 hr working week the effective hours are 0.86*36 = 30.6, the production ratio
is 126/36.6 = 4.1 instead of 168/36 = 4.7.
For the design of the dredging installation, and thus for the vessel also, the production per
hour is more important than the daily, weekly or monthly production. In many cases, in order
to prevent overloading of the drives, even shorter time intervals are considered. If the
production capacity is known, this requirement can be translated into:
1. A sand flow rate
2. A sand concentration
Since:
1
vd
mixture
C
Q Q
n
=
(4.2)
with
Symbol describtion dimension
Q = Production [m
3
/s]
Q
mixture
= Flow rate [m
3
/s]
C
vd
= Delivered concentration [-]
n = Porosity [-]
The anticipated average concentration depends on the behaviour of the soil in the
breach/bank (see lecture notes Dredging Processes). The maximum suction concentration is
determined on the basis of the types of soil and the insight of the designer.
The maximum average concentration that can be transported by a pipeline depends on the
ratio maximum grain diameter/pipe diameter and the length of the pipeline. In long pipelines
aggregation (increased concentration) may occur as a result of density variations during
dredging (Matousek, 1995).
As rule of thumb, a maximum average density of 1500 kg/m
3
(C
vd
= 30%) is often used for
sand. On the basis of this assumption the flow rate is now fixed because the production
capacity is taken as a given value.
Wb w3408b Designing Dredging Equipment
Pagina 10 van 35
prof. W.J.Vlasblom April 2003
4.6.2 The suction depth
A second important design parameter is the suction depth. This determines whether an extra
underwater pump is needed to achieve the required production. When the suction depth
increases, if the use of an underwater pump is not considered the suction pipe diameter and
also the pump flow must be increased. At the same time the concentration must be reduced to
avoid reaching the vacuum limit (under-pressure at which cavitation occurs). This can lead to
the pumping of low concentrations and thus much water, which is uneconomic.
With the aid of the suction formula one can
determine if a submerged pump is useful and
hoe deep below the waterlevel the pump has to
be fitted on the suction tube. The suction
formula is a force balance over the suction tube.
The pressure difference over the suction tube
equals the weight of the mixture in the suction
tube and the friction due to the flow.
k
h
z
H
r
p
r
w
r
m
h
p
b
Figure 4. 12 scheme for suction formula
( )
+ + + = +
D
L
v gh p gh h H g
m z m pomp p p p w
1
2
1
2
with
!
w
= density water [kg/m
3
]
!
p
= density suspended sand in the pit [kg/m
3
]
!
m
= mixture density in the suction tube [kg/m
3
]
H = waterdepth [m]
h
p
= depth of pit [m]
h
x
= suction height [m]
p
pump
= pressure in front of the pump [N/m
2
]
v = mixture velocity [m/s]
" = entree loss factor [-]
# = Darcy Weisbach headloss factor [-]
L = total length suction tube [m]
D = diameter suction tube [m]
Because h H k
z
= the equation can be written as:
( ) ( )
+ + + = +
D
L
v k H g p gh h H g
m m pomp p p p w
1
2
1
2
This results in:
( )
( )
+ + +
+
=
D
L
v k H g
p gh h H g
pomp p p p w
m
1
2
1
2
For the boundaries given in Figure 4.13 the maximum dredgeable mixture density is
calculated for different depth of the dredge pump below thw waterlevel
Chapter 4 Plain Suction Dredgers
Page 11 van 35
Mixture density as funktion depth pump below water line
Dredging depth [m]
M
i
x
t
u
r
e
d
e
n
s
i
t
y
[
k
N
/
m
3
]
1000
1100
1200
1300
1400
1500
1600
1700
1800
0 10 20 30 40 50 60 70 80 90 100
k=0 m
k=5 m
k=10 m
hp=3 m, Vac=75 kPa, Vz=5 m/s, rho_water=1000 km/m3, G_p=1600 km/m3, Zeta=2 , Lambda=0.02, L/(H-k)=1.5, D=0.8 m
Figure 4. 13
The above graph (Figure 4. 13) is derived from this equation
In order to dredge, from a depth of 30 m, a density of 1500 kg/m
3
the dredge should be place
almost 8.5 m below the waterline.
A pump on the waterline can pump a density of1120 kg/m
3
. In the second case, if the same
production is required, the flow should be:
0 5
5 0
1500 1000
4.17
1120 1000
w
w
Q
Q
= = =
as great.
With the same pumping velocity this leads to a suction pipe of a diameter that is 2 times as
big.
For a given decisive vacuum and a maximum suction concentration it is possible to determine
whether an underwater pump is necessary and, if so, how far under water this pump must be
positioned, as a function of the required suction depth.
Rho_mixutre=1500 kg/m3
Dredging depth [m]
D
e
p
h
t
p
u
m
p
b
e
l
o
w
w
a
t
e
r
l
e
v
e
l
[
m
]
0.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
0 10 20 30 40 50 60 70 80 90
hp=0 m, Vac=75 kPa, Vz=5 m/s, rho_water=1000 km/m3, G_p=1600 km/m3, Zeta=2 , Lambda=0.02, L/(H-k)=1.5, D=0.8 m
Figure 4. 14
From the above graph (Figure 4.14) it appears that to pump a mixture density of 1500 kg/m
3
at a depth of 50 metres the pump must be positioned 17 metres under water.
Wb w3408b Designing Dredging Equipment
Pagina 12 van 35
prof. W.J.Vlasblom April 2003
Of course whether or not an underwater pump is mounted is a question of economics. The
cost of fitting an underwater pump is considerable and, moreover, the suction depth can have
a great influence on the ladder construction and thus on the pontoon construction. It is also
necessary to hoist the suction pipe above water for inspection.
4.6.3 The transport distance
The transport distance makes demands with regard to the installed sand pump capacity and/or
the need to load barges. The need for barge loading depends whether the required transport
distance is too long to be economically covered by the use of a hydraulic pipeline. It is also
possible that the use of a pipeline may not be feasible from the point of view of hindrance to
shipping. Suction dredgers may also be designed exclusively for barge unloading. In general,
if material does have to be transported by a hydraulic pipeline there is still the option to place
a booster station with the necessary capacity behind the plain suction dredger.
If the suction dredger is equipped with an underwater pump the chosen discharge pressure
(and thus capacity) can be such that during the loading of barges only the underwater pump is
used. The pipeline system and valves can also be designed for this. The grain size and the
distance over which the material must be transported determine the required manometric
pressure for the discharge pump(s). It is also possible to choose an underwater pump of
higher capacity than is needed to unload the barges. The surplus capacity can then be used
during discharging. The maximum discharge pressure that a dredger can supply depends on
the quality of the shaft sealing of the last pump. Often values exceeding 25 - 30 bar are not
permitted.
4.6.4 The dredging installation
Under the dredging the following components are included
Suction and discharge pipe
The dredge pumps
The dredge pumps drives
The jet pumps
The jet pump drives
4.6.4.1 Suction and discharge pipe diameter
The critical velocity that is necessary to keep the dredged material in motion determines the
maximum suction and pressure pipe diameters.
Thus: ( ) v F F g S D
kritiek l h l v s
= +
, ,
( ) 2 1 in which the value of F
l,h
is determined by the
material to be pumped. (See lecture notes Dredging Processes) F
l,v
is the correction for
sloping transport and has a maximum value of .333
(See also the relevant Section 2.2.4.3. of Hopper dredgers).
If both the critical velocity and the average concentration have been determined, the relation
between pipeline diameters and production is:
( )
2 2
2.5
2 1 1.5
1 4 1 4 1 1
vd vd vd vd
mixture krit l s
C C C C D D
Q Q v F g S D D
n n n n
= = =
[m/s]
with
Chapter 4 Plain Suction Dredgers
Page 13 van 35
Symbol describtion dimensio
n
Q = Production [m
3
/s]
Q
mixture
= Flow rate [m
3
/s]
D = Pipe diameter [m]
C
vd
= Delivered concentration [-]
S
s
= Relative density of the solids=!
s
/!
w
[-]
n = Porosity [-]
g = Gravity [m/s
2
]
v
cr
= Critical velocity [m/s]
Figure below give the results of the equation for C
vd
=30%
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3
Production [m3/s]
D
i
s
c
h
a
r
g
e
d
i
a
m
e
t
e
r
[
m
[
Figure 4. 15 Minimum discharge diameter
4.6.5 The dredge pump
4.6.5.1 Pump types
Now that the capacity, the required pressures on both sides of the pump and the power are
known under the various transport conditions, the type(s) of pump can be selected.
The pump types, centrifugal, semi axial or axial are determined by the specific speed of the
pump; defined as:
( ) ( )
n
Q
gH
Q
p
s
= =
3
4
3
4
3
4
For discharge pumps the specific speed n
s
is in the interval between 0.25 and 0.50 (Figure
4.16). With the aid of this figure the type of pump and impeller can be chosen.
Wb w3408b Designing Dredging Equipment
Pagina 14 van 35
prof. W.J.Vlasblom April 2003
Inboard Pumps
Specific Speed
S
p
e
c
i
f
i
c
C
a
p
a
c
i
t
y
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
S
p
e
c
i
f
i
c
H
e
a
d
Figure 4. 16
For the underwater pump usually a higher specific speed is taken than for the discharge
pumps, but for the sake of standardisation the same pump is often selected. One should ask
oneself whether the position of the maximum efficiency point could still reasonably satisfy
the stipulated demands with regard to the flow. This is also valid when no underwater pump
is fitted. In such a case stipulations must be made with regard to the suction properties
(NPSH value) of the inboard pump.
Other factors also play a part in the selection of a pump and impeller:
A three, four or five blade impeller. Depending on the required minimum passage
between the blades.
Single or double walled pump. (considerations relating to wear.)
If long transport distances have to be covered the question arises of whether one large pump
or two smaller ones will be needed. In addition to the specific revolution speed the peripheral
velocity of the impeller also plays a part. To limit wear, the peripheral velocity of the
impeller is limited to 35 to 40 m/s. This also limits the maximum manometric pressure.
Whether or not one or more delivery pumps are needed depends on the total require delivery
pressure and delivery pump power.
4.6.5.2 The sand pump drives
Underwater pumps often have electric drives, but hydraulic drives and even direct diesel
drives may be encountered. If barge loading is required, a controllable drive is necessary.
With a fixed revolution speed the variations in flow resulting from differences in
concentration and grain size are often too big for the efficient loading of the barges.
Diesel drives are often used for the delivery pumps, but of coarse electrical drives are
possible too
4.6.6 Jetpumps
4.6.6.1 Pump type
The flow of the water pumps depends on the required functions of these pumps.
Two functions can be distinguished:
Chapter 4 Plain Suction Dredgers
Page 15 van 35
1. The activation of the breach process of the bank.
Suction dredgers are usually equipped with a water jet for this purpose. The speed of the jet
flowing from the water jet decreases hyperbolically with the distance from the water jet in
accordance with:
v
D
L
v
L
=
6
0
See Figure 4. 17
Here:
v
L
= Velocity of the jet at distance L in m/s.
D = Diameter of the jet nozzle in m.
L = Distance to the jet nozzle in m.
v
0
= Velocity of the jet at the nozzle in m/s.
Jet
D
V
0
L
V
L
V
r
r
Figure 4. 17 Flow establishment of a jet
Example.
If the pressure at the nozzle is 500 kPa and the jet nozzle has a diameter of 0.3 m e and a
minimum velocity in the centre of the jet **at the breach/bank of 3 m/s is needed to activate
the breach/bank, the maximum distance to the breach/bank is:
L D
v
v
D
p
v
L L
= = =
= 6 6
2
6 0 3
0 6
2 500
1
3
11
0
.
.
m
The decrease in velocity towards the edge of the jet can be calculated with:
v
v
e
r
L
r
L
=
90
2
.
Here v
r
= the velocity of the jet at distance r from the centre.
Wb w3408b Designing Dredging Equipment
Pagina 16 van 35
prof. W.J.Vlasblom April 2003
v_r=v_L*exp(-90*(r/L)^2)
0
0.05
0.1
0.15
0.2
0.25
0 0.2 0.4 0.6 0.8 1 1.2
V_r/V_L
r
/
L
Figure 4. 18 jet velocity as function of the radius r.
At a distance of 11 m and with a relation of
v
v
r
L
= 04 .
the diameter of the jet is as shown in the
graph below D
r
L
L = = = 2 2 01 11 2 2 . . m
In other words, the influence of the water jet is only very local.
The jet flow is:
Q
D
v
j
= =
=
2
0
2
4
0 3
4
18 9 134
.
. .
m/s
and the power at the water pump: P
Q p
j
j
=
134 500
8
838
.
.
KWatt
2. The maintenance and control of mixture forming.
In this case, when it is assumed that no water from the environment can be sucked in because
the suction mouth is completely embedded in the soil, it is necessary to satisfy the volume
balance:
Q
Q
C
n
j
m
vd
=
1
1
Here:
Q
j
= the jet flow m/s
Q
m
= the sand flow in m/s
C
vd
= the transport concentration [-]
n = the pore number [-]
Figure 4. 19 gives a graphical representation of the equations.
Chapter 4 Plain Suction Dredgers
Page 17 van 35
Verband Qj/Qm - Cvd
0
0.2
0.4
0.6
0.8
0 0.5 1 1.5
Qj/Qm
C
v
d
n=.35
n=.4
n=.45
n=.5
Figure 4. 19
Example:
If C
vd
= 025 . and n=0.5 (loose packed sand), then
Q
Q
j
m
=.5
The area of influence by the jet is now less important, as long as the water that is added
benefits mixture formation.
The water pumps are chosen in the same way as the sand pump
4.6.6.2 Jetpump drives.
In case of activation the breaching process required pressure and capacity will always be
constant. So separate diesel engines are frequently used.
In the other case, the mixture forming process a speed control engine is required to control
the density.
Wb w3408b Designing Dredging Equipment
Pagina 18 van 35
prof. W.J.Vlasblom April 2003
4.7 General layout
The hull consists of a simple U-shape pontoon. De width of the pontoon is determined by
stability and sometimes by the distribution of the loads. (Figure 3.1.7) The length of the
pontoon is in certain way determined by the length of the suction pipe, the number dredge
inboard pumps or by the requirements for mooring barges along side.
Loads on the suction pipe resulting from the dredging process are relatively small, so are the
loads on the pontoon. For small plain suction dredgers the dredgepump is situated in the
engine-room, however a separate pump room is certainly advisable from safety point of view,
in particular for the bigger dredgers. Nowadays even small dredgers do have a submerged
pump.
y = 0.2712x
R
2
= 0.712
0
500
1,000
1,500
2,000
2,500
3,000
0 1,000 2,000 3,000 4,000 5,000 6,000 7,000 8,000
Total installedpower [kW]
L
i
g
h
t
w
e
i
g
h
t
[
t
]
Figure 4. 20
y = 0.4074x
R
2
= 0.8715
0
500
1000
1500
2000
2500
3000
0 1000 2000 3000 4000 5000 6000
LBD [m3]
L
i
g
h
t
w
e
i
g
h
t
[
t
]
Figure 4. 21
The lightweight of the plain suction dredgers depend on the total power installed. (Figure
4.20), while the volume of the pontoon is 2.5 times the light weight (Figure 4.21).
The main ships parameters vary widely; L/B between 3 and 8 and B/T between 7 and 3.5,
because the length is mainly determined by the factors mentioned above. (Figure 4.22)
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
0 500 1000 1500 2000 2500 3000
Light weight [t]
L
/
B
&
B
/
T
L/B B/T
Figure 4. 22
Figure 4.23 shows the dredger Seeland, with a total installed power of 3200 kW and a
maximum dredging depth of 40 m. The dredger is build under the classification of the
Germanische Lloyd GL + 100 A 4 dredger.
The length of the suction pipe often determines the length of the well. With very long suction
pipes or two-part suction pipes the catamaran principle is often used. The suction pipe is then
hinged onto the stern of the pontoon (Figure 4.2) This is certainly not essential.
Sometimes special gantries are designed to carry the long suction tube (figure 2.23).
Chapter 4 Plain Suction Dredgers
Page 19 van 35
Figure 4. 23
In deep dredgers with an articulated pipe, the lower pipe is fastened to the upper pipe by
hydraulic cylinders, in which case it is not necessary to have a long well (Figure 4.24).
Figure 4. 24 Plain Suction _Dredge Seeland, Yard Orestein and Koppel
Lbeck Germany
Wb w3408b Designing Dredging Equipment
Pagina 20 van 35
prof. W.J.Vlasblom April 2003
In other cases an additional
pontoon is connected to the main
pontoon by means of a special
construction (Figure 4.24 PSD
Weesperkaspel).
The engine room, pump room, fuel
tanks, water tanks and storeroom
are all located in the pontoon. On
small suction dredgers the sand
pump is located in the engine
room, while large suction dredgers
have a separate pump room. The
control cabin, and if required, crew
quarters are above deck. The
anchor winches are also on deck
Figure 4. 25
Figure 4.25 shows an offshore plain suction dredgers designed for significant wave heights of
2.75 m and a total installed power of 7425 kW. The coupling with the floating pipeline is in
the middle of the port side where the movements of the pontoon are minimum when working
in waves. This is in contradiction with dredgers for inland waters. They do have the
connection on the aft of the pontoon.
Figure 4. 26 General arrangement of an offshore plain suction dredger,
Yard IHC Holland
4.8 Technical construction
4.8.1 The hull
As previously mentioned, the hull usually consists of a simple U-shaped pontoon.
The width of the pontoon is determined by stability considerations and varies from 6 m for
small to 20 m for large deep dredgers. The length of the dredger is usually determined by the
requirements relating to the length of the suction pipe and/or the need to accommodate barges
alongside and by the warping of the barges.
Chapter 4 Plain Suction Dredgers
Page 21 van 35
The ladder gantry, which usually
takes the form of an A-frame,
provides the link between the
pontoons, which are separated
by the well. By deep dredgers,
having a suction pipe in the
raised position pointed very far
ahead of the pontoon, the gantry
is a relatively heavy structure
(Figure 4.23 and 4.27).
Figure 4. 27
4.8.2 The dredging equipment
The dredging equipment will be discussed according the flow o f the mixture.
4.8.2.1 The suction mouth
Suction mouths of plain suction dredgers are in many cases very simple. The end of the pipe
is just covered by a screen to avoid pump blockage by boulders and debris (Figure 4.1, 4.28
and 4.29)
Figure 4. 28
Figure 4. 29
In many cases jet nozzle are situated around the suction mouth to activated either the
breaching process and/or the mixture forming (Figure 4.30)
When the suction mouth is fully penetrated in the sand, water jets are necessary the fulfil the
requirements for the mixture forming. In that case jets are situated around the suction mouth
(figure 4.31)
Wb w3408b Designing Dredging Equipment
Pagina 22 van 35
prof. W.J.Vlasblom April 2003
Figure 4. 30
Figure 4. 31 Suction mouth of the sea going
PSD DECIMA
4.8.2.2 The suction pipe
For many suction dredgers the suction pipe, together with the jet water pipe, forms a strong
construction (Figure 4.32). To strengthen the suction pipe this it also equipped with a jacket
pipe through which the jet water flows to the suction mouth. If this jacket pipe is divided into
sections, these can also be used as float tanks to reduce the underwater weight of the suction
pipe.
Figure 4. 32
With bigger dredgers, and certainly at
greater suction depths, these
constructions are too weak and it is
necessary to turn to the use of a ladder
(Figure 4.19). If an underwater pump
is used, the upper part of the suction
pipe must certainly be constructed as a
ladder in order to transfer the heavy
weight to the hull.
H
Figure 4. 33
Chapter 4 Plain Suction Dredgers
Page 23 van 35
On the suction pipe there is often
a water admitting valve or
breaching valve. If, as a result of
irregular shearing of the
breach/bank the vacuum becomes
so high that the pump starts to
cavitate and threatens to cut out,
water can be admitted through
this valve to keep the process
going. This valve, which was
formerly operated manually, is
currently regulated automatically
by the under pressure in front of
the pump.
Valve open
Cylinder
to pump From suction mouth
Valve closed
Figure 4. 34
To ensure good control it is advisable to provide the valve with two openings, a big one for
sudden emergencies and a second smaller valve that can be used for fine control with a
continuously high vacuum.
A rubber suction hose forms the link between the suction pipe and the pipelines on board.
This rubber hose is equipped with vulcanised steel rings, which prevent it from collapsing
when under pressure occurs in it. The centreline of the suction hose is at the same height as
the hinge and often lies beneath the waterline (Figure 4.35).
Figure 4. 35
To prevent water from flowing in during pump inspections a so-called outboard valve must
be fitted onboard before the pump
PSDs without a submerged pumps have to be designed in such away that the suction pipeline
is as short as possible. Where the suction pipeline comes above water, the chance of taking in
air must be reduced to the minimum. (Taking in air has the same effect as cavitation.)
4.8.2.3 The sand pumps
Barge-loading suction dredgers usually have only one pump, even when the dredger is
equipped with an underwater pump, while reclamation dredgers have one or more inboard
pumps independent if provided with an underwater pump.
Wb w3408b Designing Dredging Equipment
Pagina 24 van 35
prof. W.J.Vlasblom April 2003
Figure 4. 36 View on ladder with pump for a PSD
When suction dredgers do not have an underwater pump, efforts must be made the position of
the first pump must be as deep as possible below the water line. This means on the base of
the pontoon. As well as good discharge characteristics, the first pump must also have good
suction characteristics, thus a high decisive vacuum and/or a low NPSH value.
If the dredger is equipped with an underwater pump the layout is less critical. In that case
aspects such as accessibility for inspection and repairs play a more important role. The
onboard pump is then only required to possess discharge characteristics. For the required
specific speed for these pumps referred is to chapter 2.2.3.5 Dredge pump.
Submerged pumps have mainly a single
wall, while inboard pumps have either a
single or a double wall.
If there is more than one inboard pump the
layout must be chosen in such a way that,
if desired, it is also possible to work with
the ladder pump and one inboard pump.
An inspection hatch must be provided for
every pump, so that the pump and the
impeller can be inspected and, if
necessary, debris can be removed.
.
Figure 4. 37 Double wall pump
Chapter 4 Plain Suction Dredgers
Page 25 van 35
4.8.2.4 The sandpump drives
The underwater pump often has an electric drive while the inboard pumps are powered by
diesel engines. Diesel direct driven submerged pumps is till today in use for relative low
powered pumps. See also chapter 3.2.3.4
4.8.2.5 The discharge pipeline
Reclamation dredgers pump the dredged material ashore by means of a floating pipeline and,
if necessary, to a more distant disposal site via the land pipeline.
Because the movement of the suction dredger is considerably less than that of a cutter suction
dredger, it is not necessary to connect the discharge pipeline of the vessel to the floating
pipeline by means of a swivel on the stern of the vessel. Often the discharge pipeline is
connected to the floating pipeline by means of a delivery hose/pressure hose (a floating
rubber hose). This can be mounted either on the stern of the vessel or on the port or starboard
side.
Figure 4. 38 Ths sea-going PSD AURORA with the discharge pipeline connected on starboard
4.8.2.6 Sprayers
If the dredged material has to be loaded into barges alongside because the transport distance
is too long for pipeline transport to be economic, sprayers which are connected to the
discharge pipeline are fitted on both sides of the dredger. The number of sprayers that is
fitted on each side of the dredger depends on the capacity of the dredger and the size of the
barges and varies between one and four per side.
Figure 4. 39 Two different types of sprayers
Wb w3408b Designing Dredging Equipment
Pagina 26 van 35
prof. W.J.Vlasblom April 2003
To prevent barges from being unevenly loaded, the sprayers must be positioned as closely as
possible to the centreline of the barge (Figure 4.39). Sometimes extra measures are necessary
for this. For example, when it is necessary that to satisfy the demand that free fall of the
dredged material must be prevented, the sprayers must be positioned as low as possible.
The capacity of the pump and the pipeline plan must be designed in such a way that on each
side a barge can be loaded simultaneously. The sprayers are moved by means of winches or
by a hydraulic system.
Figure 4. 40 barge loading with movable sprayers
4.8.2.7 Jet-pipeline and pump
The jet pipeline is of such a size that the pipeline loss remains within acceptable boundaries.
It is advisable to design the bends, valves, crossovers etc. as large as possible in order to keep
the losses within acceptable limits.
Often a sand pump is used as a jet pump to keep the wear between limits. This is certainly
advisable when the dredger is a barge loading suction dredger. The water surrounding the
dredger due to the overflow of the barges is diluted by fine sand particles, and thus the water
taken in by the water pump.
4.8.2.8 The winches
Besides the ladder winch and the auxiliary winches, the Suction dredger is equipped with six
winches for mooring:
one bow winch
two forward side winches
two after side winches
one stern winch to maintain tension on the bow winch
4.8.2.9 The ladder winch
Chapter 4 Plain Suction Dredgers
Page 27 van 35
The ladder winch that serves to adjust to the
correct dredging depth is usually mounted on
deck. If the hoisting wire runs through one or
more blocks, the lowest block is fastened to
the suction pipe by a rod (Figure 4.41). This
is to prevent the block from being fouled by
sand when dredging an irregularly shearing
breach/bank. At present slow running electric
or hydraulic drives are used.
Rod
Figure 4. 41
4.8.2.10 The bow winch
With the aid of the bow winch the suction pipe is held against the breach or bank. For the
optimum control of the suction process good control of the bow winch is essential. It must be
possible to pay out the bow winch quickly when moving the bow anchor. Bow winches are
mounted on or below deck. Because of the great length of the bow wire, the bow winch
usually has a large drum.
4.8.2.11 The side winches
The side winches control the position and direction of the dredger in both the cut and in the
dredging area. Side winches are usually mounted on deck and are electrically or hydraulically
driven.
4.8.2.12 The stern winch
The stern winch has a secondary function, namely to maintain tension on the bow wire, and it
does not determine the production. Like the side winches it mainly comes into action when
the dredger is being moved to another cut. The stern winch is usually mounted on the stern
deck and electrically or hydraulically driven.
4.8.2.13 The auxiliary winches
The moving of the sprayers and the warping of the barges is usually done by separate
winches.
One or more jib cranes may be fitted and used to lift heavy parts during repairs.
4.8.2.14 The fairlead
To sail the barge from and to the dredger fairleads are used to bring the side line wires on a
sufficient depth below the water level that the barge can sail over the wires.
Wb w3408b Designing Dredging Equipment
Pagina 28 van 35
prof. W.J.Vlasblom April 2003
Side wire
Fairlead
guide
Pin to change the height
of the fairlead
Figure 4. 42 Fairlead
Chapter 4 Plain Suction Dredgers
Page 29 van 35
4.9 The dredging process
The dredging process of a suction dredger can be subdivided into
1. The behaviour of the breach/bank during dredging also termed the breach/bank
production.
2. The suction production of the dredger.
3. The discharge production of the dredger.
The last two productions will not be considered in these lecture notes. They will be treated in
a course on dredge pumps and pipeline transport because the calculations involved are
similar for all types of dredger.
4.9.1 The production of the breach
When a vertical suction pipe is
lowered into a sand layer quickly,
narrow pit forms with almost
vertical side slopes (Figure 4.43).
The diameter of the pit decreases
from the top downward with time
so the sand grains and sand
fragments glide down under the
force of gravity.
The velocity at which the
instability of the slope moves
depends on the permeability and
the relative density of the sand
layer and is roughly 20 to 40 times
the permeability, depending on the
slope and the angle of internal
friction of the breach.
Suction tube
Slope
240
150
210
180
120
100
80
60
50
40
30
20
15
0
Suction velocity v = 2.5 m/s
s
Time in seconds
v
s
v
wall
Figure 4. 43
Detailed information about this process can be found in the lecture note wb3413 the
Breaching process .
When, under laboratory
conditions, a 2-D suction
mouth is moved forward
with a constant speed at
the base of a breach, a
slope with an angle $ will
occur which is much
steeper than the angle of
internal friction. (Figure
4.4)
v
w
v
h
a b
A B
C
D
Figure 4. 44
The relation between v
w
and v
z
follows from the similarity of shape after a time t.
Wb w3408b Designing Dredging Equipment
Pagina 30 van 35
prof. W.J.Vlasblom April 2003
and
1 1
tan
tan tan
w h
H H
v t v t
= =
From this it thus follows that:
v v
h w
=
1
tan
tan
Production per metre wide:
tan
1
tan
sand h w
Q v H v H
= =
Here H is the height of the breach/bank.
The cause of the steeper slope is cause by the dilantancy (an increase of porosity) due to the
shearing of the sand matrix. When the porosity increases pore water has to flow to the these
large pores. When this happens slowly a decrease in pore pressure will occur and a increase
in the effective stresses causing an more stability. When sufficient water has flowed into the
pores the under pressure and additional stability will vanish.
When a 3D suction pipe is moved
forward horizontally at a constant
speed a pit forms the slope of which is
at its steepest directly in front of the
suction pipe (Figure 4.45). The slope
decreasing at the sides to a value that
is determined by the eroding effect of
the density current flowing towards the
suction mouth. The angle between
the slope just in front of the suction
pipe and the horizontal can be derived
according above. If all the material is
removed, the production will be:
2
2 tan
h h
H H
Q W v v
= =
However, due to the movement of the
suction tube not all the material from
the side slopes will reach the suction
mouth and spillage will occur.
H
1 1
tan tan
F
H
G
I
K
J
H
tan
H
tan
H
tan
H
b
Spillage from breach
a)
b)
Symmetry plane
H
1 1
tan tan
H
G
K
J
H
tan
H
tan
H
tan
V
h
Figure 4. 45
This spillage can be calculated with the following production balance can be set up:
( )
2
2
tan 2 tan tan
h w h
H S
H S S S
Hv v v
=
with:
Symbol Declaration Dimension
Chapter 4 Plain Suction Dredgers
Page 31 van 35
H Maximum pit depth M
S Height of spillage M
v
h
Horizontal velocity suction mouth m/s
V
w
Distortion (Wall) velocity m/s
% Minimum slope angle angle of internal friction
The first term is the volume per unit of time passing through area of the plane TAR, the
second term is the production from the face BAT and BRA with S being the average height
retrogressive erosion or wall over the area considered and the term on right side of the
equation is the volume per unit of time passing through a plane with the final cross section.
H
tan
H H
tan tan
tan
S
d
S
g
O
A
B
T
H
tan
H H
tan tan
tan
S
H
0.5b
0.5b
S
R
Figure 4. 46
This leads to:
Wb w3408b Designing Dredging Equipment
Pagina 32 van 35
prof. W.J.Vlasblom April 2003
2 2 2 2
2 2 2 2
2
tan tan tan
tan
2
tan
0
tan
1
tan
w
h
w
h
w
h
v H HS S H HS S
v
v
H HS S H HS S
v
H
S and S
v
v
+
=
= +
= =
+
The theoretical production without spillage, according equation
2
tan
h
H
Q v
=
,
the real production
2
2
tan
tan
tan
h w
h w
v H v
Q
v v
=
+
, and
the spillage production
2
2
tan
tan
tan
tan
tan
h
h
spillage
h w
v
v H
Q
v v
=
+
Laboratory measurements have shown that
tan
4.77
tan
=
.
However, in practice appeared that the angle % is small too. Taking %=& results in a
production of:
2
2
2 2
1
tan tan
1
h w h
h
h w
w
v H v v H
Q
v
v v
v
= =
+
+
4.9.2 The production of the pumps
The sand flowing towards the suction mouth will be taken up by the dredger and must be
transported away by means of barges or pumped to the disposal site via a pipeline.
Depending on the pipeline system and the position(s) of the sand pump(s) the following
situations may occur.
More sand flows to the suction mouth than the pumps can handle. The pump is the limiting
factor and this criterion can be subdivided as follows:
The under-pressure/vacuum in front of the pump is the limiting factor. The under
pressure in front of the pump is so high that cavitation occurs, resulting in the loss of the
discharge pressure. The pump then cuts out. The only good remedy is to position the
underwater pump deeper.
The discharge pressure is the limiting factor. The discharge distance is so long that the
pressure required for the critical velocity of the mixture is higher than the pump can
deliver. A stationary deposit will be formed in the pipeline, with the chance of a totally
blocked pipeline. Depending on the loading on the engine, consideration can be given to
the installation of a pump with a larger impeller or to changing the transmission ratio in
the gearbox. If the loading of the engine is already maximal the maximum concentration
has been reached.
The pump torque is the limiting factor. This is the contrary situation to the above
mentioned limiting pressure situation. The remedy is to use a smaller impeller.
Chapter 4 Plain Suction Dredgers
Page 33 van 35
4.9.3 The production of the barges
The pump production of a barge loading stationary suction dredger is not the same as the
amount of material transported by means of barges. This is caused by the overflow losses that
occur during the loading and also the bulking that occurs because the sand in the barges often
has a lower density than the in situ density. These two factors must be taken into account
when determining how many barges are required.
The number of barges follows from:
( ) ( ) ( )
n
P ov
P
P ov
L
t
P ov
L
t
bak
bak
cyclus
bak
cyclus
=
=
1 1 1
(4.24)
Here:
N = number of barges [-]
P = pump production [m/s]
Ov = overflow loss [-]
= bulking factor [-]
L
barge
= load of barge [m]
T
cycle
= cycle time [s]
As a rule of thumb the percentage smaller than 100 m can be taken as overflow losses.
The bulking is determined by the difference volume weight in situ and in the barge. With
strongly graded material the volume weight in the barge is 19 kN/m and with uniform
material this can decrease to 18 kN/m. For the calculation of the bulking reference should
be made to Section 2.6.3.1.
The cycle time of the barge is composed of:
the loading time
the sailing time
the discharge time
the return sailing time
waiting times for bridges, locks etc.
In addition to the fact that the pit or the pump can be *maatgevend, with a barge-loading
dredger, a situation may occur in which the barges are *maatgevend. In other words there are
not enough barges. A situation that may have a variety of causes such as:
weather and wave conditions
shipping
Bridges and lock
Unequal speeds of the barges
Loss of time by the barge
Delays on the dredger
Loss of time at the discharge site
It will be clear that when using a barge-loading dredger there is always a chance of delays
due to the absence of a barge.
Wb w3408b Designing Dredging Equipment
Pagina 34 van 35
prof. W.J.Vlasblom April 2003
Because the above mentioned delays can be reasonably well estimated with regard to their
average values and standard deviations, the Monte Carlo Simulation can provide insight into
the probability of delay resulting from the absence of barges.
4.10 The dustpan dredger
As appears in chapter 4.9.1, the
production of the suction
dredger is proportional to the
square of the breach height.
With low breach heights the
production remains lower than
the discharge capacity of the
pump. In order to compensate
this to some extent, a broad
suction mouth, the dustpan
head, is mounted on the suction
pipe. The width of the dustpan
head is 10 - 15 times the
diameter of the suction pipe. In
addition a large number of
spray nozzles are mounted on
this suction head, which by
means for water jets stimulate
breaching process. Moreover
they are necessary to prevent
the suction head from
becoming blocked. The
working effect of the spray
nozzles can be calculated in the
same way as is given in chapter
4.5.6.1.
In fact, the dustpan dredger has
been superseded by the cutter
suction dredger, which, with a
considerable larger width of
cut, can attain a much higher
production on low
breaches/banks.
zuigmond
Figure 4. 47 Dustpan heads
Dustpan dredgers are now only used for small projects or on special dredgers such as the
Cardium. The Cardium is equipped with 6 suction pipes and suction pumps, each with
two suction mouths, in order to ensure that the bottom is at the correct depth (the foremost
suction mouth is in dustpan mode) and is flat and clean immediately before a block mattress
is laid down (clean up model).
Chapter 4 Plain Suction Dredgers
Page 35 van 35
Figure 4. 48 Dustpan haed with pump and pipel ine sceme of the matress laying vessel CARDIUM
4.11 References
1. Offshore soil mechanics, Verruit, 1992
2. Investigations to the spillage of the horizontal suction process, W.J. Vlasblom, to be
published in May 2003.
3. Hydraulic excavation of sand, H.N.C. Breusers, Proceedings International course Modern
Dredging, June 1977, The Hague
4. Neue Erkentnisse beim Gewinne und Transport von Sand im Splproject Venserpolder,
J. de Koning
5. Coastal & Ocean Dredging, J.B. Herbich, Gulf Publishing Company, Texas
6. Lecture notes wb 3413 The Breaching Process
7. Lecture notes additional to wb 3414 Dredge pumps
Chapter 5 Barge Unloading Dredgers
5. The barge unloading/reclamation Dredger
5. The barge unloading/reclamation Dredger........................................................................ 1
5.1. General considerations...................................................................................................2
5.1.1. Characteristics ............................................................................................................3
5.1.2. The areas of application..............................................................................................3
5.1.3. The history..................................................................................................................3
5.1.4. Work method..............................................................................................................4
5.2. The design......................................................................................................................6
5.2.1. The production capacity .............................................................................................6
5.2.2. The transport distance.................................................................................................6
5.2.3. The dredge installation. ..............................................................................................7
5.3. Main layout ....................................................................................................................13
5.4. Technical construction...................................................................................................16
5.4.1. The hull.......................................................................................................................16
5.4.2. The pipelines ..............................................................................................................18
5.4.3. The shore connection..................................................................................................18
5.5. The dredging process .....................................................................................................19
Figure 5-1 Barge unlading dredger HOLLAND
A specialized dredging tool that can be categorized in the section of stationary plane suction
dredgers is the barge unloading/reclamation suction dredger.
Page 1 of 1
Wb3408b Designing Dredging Equipment
5.1. General considerations
Barges that are used for the transport of dredged material can be divided in self-unloading and
non-self-unloading. The self-unloading barges, called hopper dump barges or bottom unloaders,
are usually equipped with doors (valves) that one way or the other can be opened to dump the
dredged material under water.
Non-self-unloading barges need to be unloaded either mechanically or hydraulically. Mechanical
unloading can be done with a grab, backhoe, excavating wheel or bucket elevator. Non-self-
unloading barges are therefore often called elevator barges.
Figure 5-2 A Japanese BUD with backhoes and belt conveyors.
Hydraulic unloading can be done using a shore pump discharge system, usually installed in
trailing suction hopper dredgers or by means of a barge unloading suction dredger.
For the last 20 years the transport with barges is strongly reduced and because, as mentioned, the
barge unloader is a specialized dredge tool, it is hard to use the tool for other purposes. Hence the
amount of barge unloading suction dredgers has decreased considerably in this period. At present
many barge unloading suction dredgers are in service that can also be used as plain suction
dredger or cutter suction dredger.
Page 2 of 2
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
5.1.1. Characteristics
10
13
13a
14
15
28
28
16
17
2
3
20
22
22
18
3
4
3
19
5
6
8
13a
13
2
3
4
1 5
13
24
6
7
8
12
7 7
25
9
11
25
13a
13
14 15
16
17
19
18
18
20 4
2
3
31
31
23
31
31
13a
13
30
22
21
30
29
7
3
25
8
7
9
10
11
9
Figure 5-3
Figure 5-3
The barge unloading suction dredger is a stationary dredge tool, moored along mooring piles or
anchored with spuds. ( ) The barges are moored along the tool for unloading. The tool
is equipped with one or more sand pumps and a jet pump. The suction pipe sticks out at the side
of the tool and can be lowered in the barge lying next to the dredger. The water needed for the
mixture and the transport is jetted into the barge using one or more nozzles.
5.1.2. The areas of application
The barge unloading suction dredger is able to unload barges hydraulically. These barges are
filled one way or the other, for instance with a plain suction dredger or a bucket ladder dredger.
The material in the barge is diluted with water and sucked up (figure 5.1). This immediately
implies that the barge unloading suction dredger can only handle materials that fluidize quickly
like silt and sand. Cohesive materials, of which the forming of a mixture is too slow, will cause
the barge unloading suction dredger a lot of problems.
5.1.3. The history
The barge unloading suction dredger is a Dutch development. During the excavation of the North
Sea Canal a stationary plain suction dredger was transformed to a barge unloading suction
dredger ( 1875). Before the barges were unloaded using a bucket elevator. Next the material was
transported to the dump with small sand trains. With the arrival of the barge unloading suction
dredger these trains, which were very labor-extensive became redundant. Besides it was now
possible to transport weak soils simply. The first pressure pipes were mad of wood but soon these
were replaced by iron pipes.
Page 3 of 3
Wb3408b Designing Dredging Equipment
Figure 5-4 The steam driven BUD Sliedrecht I
5.1.4. Work method
In the working method is schematically explained Figure 5-1
At the start of unloading process, the suction pipe is lowered to the sand level in the barge, while
the jet pump is connected to the suction pipe. The speed of the dredge pump on board of the
dredgers is reduced in such away that the jet water flows via the suction tube on the sand in the
barge, where its erodes a pit under the suction mouth. The dredge master lowers the suction
mouth below the water level in this pit. When no air is released via the suction mouth, the
butterfly valve between the jet pump and suction pipeline is slowly closed, causing an outflow of
jet water via the jet nozzle. ( .A.). Meanwhile the speed of the dredge pump is
increased
Figure 5-5
Figure
5-5
Figure 5-5
Figure 5-5
When the dredging process is running well, the jet nozzle erodes the breach while the sand is
removed via the suction mouth. During this process the pit under the suction mouth becomes
larger and the suction mouth is lowering until she reaches the bottom of the barge. (
.B). Sand flowed behind the suction mouth has to be jetted back to the suction mouth regularly
( .C). Therefore modern BUDs have either a jet installation around the suction mouth
or additional jet pipe to overcome this problem The concentration in the discharge line is
controlled by hauling the barge ( .D).
Page 4 of 4
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
Jet pjpe
Suction pipe
Figure 5-5 Working method of barge unloading
During the exchange of the barges the pressure side of the jet pump is connected with the suction
side of the sand pump. This keeps the sand pump moving in the discharge line. The more the
sand-water mixture is exchanged for clean water in the discharge pipeline, the velocity increases
and if necessary the number of revolutions of the sand pump can be reduced. Apart from the
continuation of the dredging process, this construction is necessary to prevent the suction in of air
through the suction mouth of the suction pipe, with all consequences (think of submerged
pipelines).
When the next barge is moored along the barge unloading suction dredger, the number of
revolutions of the sand pump is decreased such that it just can handle the flow rate of the jet
pump. The surplus water is run away through the jet piping and the suction pipe and a new dredge
cycle can start.
Page 5 of 5
Wb3408b Designing Dredging Equipment
Figure 5-6 Unloading a barge
5.2. The design
The barge unloading suction dredger has to fulfill in principal two functions:
1. the material in the barges must be diluted such that a mixture develops that can be sucked up
in high concentrations.
2. the dredge pumps in the dredger have to take care that the sucked up material can be pumped
to the reclamation area with enough velocity and production.
5.2.1. The production capacity
Like with the other tools the required production capacity plays a crucial role in the design. The
production capacity is however determined by the supply of the sand by barges and therefore by
the tool that loads the barges. This can be, for instance, a barge loading plain suction dredger, a
backhoe dredger or a bucket dredger.
For the design of the barge unloading suction dredger the required production for each barge is
the criterion, so the required discharge time for each barge. After all the non-presence of barges
by external causes has nothing to do with the required production capacity. Besides that the size
of the barges is of course of influence on the required production capacity.
5.2.2. The transport distance
The transport distance gives requirements for the installed dredge pump power and the necessity
for the installation of one or more pumps. For further details with regard to the choice of the
pumps see Chapter 4 Plain suction dredgers.
Page 6 of 6
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
5.2.3. The dredge installation.
5.1.1.1 General
When the dredge capacity is known, this requirement, like with the plain suction dredger, is
translated in:
1. a sand flow rate Q
2. a sand concentration C
vd
After all:
1
vd
C
P Q
n
=
with: P = production [m
3
/s]
Q = flow rate [m
3
/s]
C
vd
= transport concentration [-]
n = porosity [-]
The minimum flow rate is determined by the critical velocity that is required to keep the material
in motion. So ( )
,
2 1
critical l h s
v F g S = D in which the value of F
l,h
is determined by the to be
pumped material (see wb3414, Dredging processes).
The maximum concentration that can be sucked depends on many factors, like:
the breach behavior of the soil.
the design of the suction mouth in comparison with the width of the barge.
the maximum mixture forming that can be reached with the water nozzles and the jets at the
suction mouth and the flow rate of the jet pump.
the height of the suction pipeline. Because the maximum under pressure is created here, it
determines for a large part the maximum concentration. As a value a concentration of 1400
kg/m
3
is maintained.
This last factor can be checked with the vacuum formula (see also ): Figure 5-7
2
2
sin 2
sin 2
b m
b
m
H k v
H g vac H k g
D g
H g vac
H k v
H k g
D g
| | +
+ = + + +
` |
\ .
)
+
=
| | +
+ + +
`
|
\ . )
In which:
H Depth suction mouth below water level in barge [m]
k height discharge piping above the water in the barge [m]
vac maximum allowable vacuum in the discharge piping [kPa]
w
density water [k/m
3
]
m
density mixture [k/m
3
]
Page 7 of 7
Wb3408b Designing Dredging Equipment
b
density mixture of the water in the barge [k/m
3
]
angle of suction pipe with horizontal. []
loss coefficient [-]
friction coefficient Darcy Weissbach [-]
D diameter suction pipe [m]
v suction velocity [m/s]
g Gravity [m/s
2
]
k
H
Figure 5-7
For H=2.5 m;
b
=1050 [k/m
3
]; vac = 90 kPa; ( 1.5 0.01
sin
z
H k
h k
D
| | +
) + = + +
|
\ .
and v= 4
m/s the below shown graph is obtained.
Height suction line above waterlevel in barge [m]
10
11
12
13
14
15
16
17
18
19
0 2 4 6 8
Figure 5-8
Figure 5-8
This graph shows ( ) that the upper side of the suction pipe may lay hardly more than 3
m above the water level in the barge to meet the earlier mentioned requirement of
m
=1400
[kN/m
3
]. This height needs than to be sufficient to haul the barge underneath the suction pipe.
Page 8 of 8
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
The expected average concentration during the suction of the barge is dependent on:
the time necessary to start the process, see the chapter the dredging process 5.4.
the availability of a barge hauling installation. The production is mainly determined by the
haul speed of the barge.
the whether or not present of additional bulkheads in the barge, for which extra breaking in
necessary.
When both the critical velocity as the average and maximal concentration are determined, both
the pump flow rate and the diameter of the pressure piping are also fixed (see chapter 4.2.1).
5.1.1.2 The suction mouth and pipe
Nowadays the suction mouth of a BUD is
provided with jets to improve the mixture
forming and to hindered the settling of
material behind the suction mouth (
)
Figure
5-9
Figure 5-9
The width of the suction mouth is based on
the smallest hopper width of the barge. Are
barges used with different sizes it is
advisable to design a flexible suction pipe
( ).
Sometimes the suction mouth is provided
with bars to avoid debris and boulders
entering the suction mouth.
Figure 5-9 Suction mouth and pipe
5.1.1.3 The jet pumps
All the water necessary to transport the sand over the required distance must be supplied to the
barge by the jet pump.
The flow rate of the jet pumps depends on the functions of these pumps. Usually two functions
are considered:
1. The activation of the breach. By way of a water nozzle before the suction mouth the breach is
activated. Usually a second water nozzle is present that jets loose the sand behind the suction
mouth so that it still is sucked up by the suction mouth.
2. The mixture forming. The flow rate of the jet pump must be related to the average
concentration that can be sucked. Here also that the following condition must be met:
1
1
j
vd
m
Q
C
Q n
=
In this:
Q
j
= the jet flow rate [m
3
/s]
Q
m
= the sand flow rate [m
3
/s]
C
vd
= the transport concentration [-]
n = pore percentage [-]
Page 9 of 9
Wb3408b Designing Dredging Equipment
Relation Qj/Qm - Cvd
Qj/Q
0
0.
0.
0.
0.
0.
0.
0.
0 0. 0. 0. 0. 1
n=.
n=.
n=.
n=.
Figure 5-10
Figure 5-10 Looking at the above mentioned boundary conditions ( ) the flow rate of the jet pump
needs to be 0.4 to 0.5 times the flow rate of the sand pump. With a decrease in the concentration,
like when the suction mouth reaches the end of the barge, the flow rate of the jet pump will have
to increase to maintain the desired velocity in the pressure piping. If this is not possible the water
level in the barge will drop. If there is however enough water in the barge to maintain the velocity
there is no problem. If this is not the case water have be supplied in another way to maintain the
velocity in the discharge line. F.i. an additional water inlet connected to the suction side of the
discharge pump
jetpump engine
suction
strainer
dredgepump engine
Nozzle
valve
Turning gland
Suction mouth
Dredgepump
Jetpump
1
2 3
4
Figure 5-11 Pump-pipeline layout on board of a barge unloading dredger
Figure 5-11
This is possible by installing a pipe from the suction side of the pump to the bottom of the
pontoon or the suction strainer or weed box ( ). In such a design enough water can be
sucked up at all times to maintain the dredge pump process , also when the unloading of the barge
is stopped completely.
Page 10 of 10
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
5.1.1.4 The jet pump drive
The drive of the jet pump may be electrical or diesel driven. The dredge master controls the
process visually by keep the water level in the barge at a constant height. Increasing or decreasing
of the water level determines that there is no equilibrium between the volumes water pump into
the barge and the mixture pump out of the barge. Therefore speed control is necessary to control
the unloading process well.
5.1.1.5 The sand pump.
The dredge pump should be chosen on basis of discharge properties and less on suction
properties, because the last properties are mainly determined by the highest point of suction
pipeline.
The required manometric pressure of the pump is determined by the transport distance. When
large pumping distance is large, more than one dredge pump may be necessary.
The use of submerged pumps close to the suction mouth to increase to design density of the
mixture is also possible but expensive. For Dutch dredging environment it seems not useful due
to the shallow and relatively small barges. However in Japan where large sea-going barges are
frequently use, there is a need for a submerged pump as shown in . Figure 5-12
Figure 5-12 Japanese BUD
5.1.1.6 The sand pump drive
In the process of barge unloading suction dredging the control of the sand pump(s) plays an
important part. After all, when the sand pump is not connected to a suction strainer, the flow rate
must drop to the value of the jet pump when exchanging the barges. This is done by decreasing
the number of revolutions of the dredge pump drive. By the decrease in flow rate this will usually
not cause any trouble for the allowable couple of the drive.
Page 11 of 11
Wb3408b Designing Dredging Equipment
5.1.1.7 The barge hauling installation
Modern BUDS have an installation to move the barge along the dredger by means of a so-called
barge hauling installation.
The installation consist of a
steel wire or rail along the full
length of the mooring side of
the BUD. ( ) Figure 5-13
On a pulley or a movable part
on the rail two slings are
connected. These sling are on
the side connected to the
bollards on the barge. (
)
This construction has the
advantage that the barge is
kept along side of the BUD,
The pulley or slide is
connected via a wire to a
winch, which makes it possible
for the dredge master to
control the haul speed by
himself.
Figure 5-13 Sliding part of the Barge Hauling installation
Figure
5-14
Figure 5-14 Barge hauling installation with pulley and wire
Page 12 of 12
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
5.3. Main layout
The layout of the barge unloading suction dredgers is quite simple. The hull consists of a simple
rectangular pontoon, usually anchored by spuds at the ends ( Figure 5-16). Centrally
in the pontoon the pumps (dredge and jet pump) and engine room are located. Furthermore fuel
and water tanks and storage rooms are situated in the pontoon. The control of the dredger is done
from a cabin at the side of the deck from which the suction operator has a good view on the
alongside moored barge. Present accommodations are also situated above decks ( and
Figure 5-16). Instead of spuds the barge unloading dredger might be moored on wires. Suction
pipe, discharge pipe are supported by booms or A-frames. The jet pipe or nozzle by hydraulic
cylinders to control the direction of the jet water.
Figure 5-16
Figure 5-16 View of the BUD Rozkolec
Figure 5-15
Figure 5-15 BUD Rozkolec
Page 13 of 13
Wb3408b Designing Dredging Equipment
Figure shows the top view of the BUD Sliedrecht 14 and Figure 5-18 the side view
of the same dredger.
Figure 5-17
Figure 5-17 Top view of BUD Sliedrecht 14
Figure 5-18 Side view of BUD Sliedrecht 14
Figure Figure 5-19 shows a barge unloading dredger that can be used as a plain suction dredger
too.
Page 14 of 14
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
Figure 5-19 BUD Hercules
Page 15 of 15
Wb3408b Designing Dredging Equipment
5.4. Technical construction
5.4.1. The hull
The main dimensions length,
width and depth of the pontoon
depend totally on the
requirements for the above
mentioned design parameters
and the from these following
demands for stability and
strength.
The light weight of the pontoon
in tons is roughly 25 % of the
total power installed (Figure
5.12)
y = 0.2496x
R
2
= 0.7486
0
200
400
600
800
1000
1200
1400
0 1,000 2,000 3,000 4,000 5,000 6,000
Total installed power [kW]
L
i
g
h
t
w
i
e
i
g
h
t
[
t
o
n
]
Figure 5-20 Light weight versus installed power.
The pontoon volume in cubic
meters is almost 2.5 times the
light weight in tons (Figure
5.13).
Length of width have values
between 4 and 4.5 while width
over draught have values
between 3 and 6.
y = 2.4534x
R
2
= 0.8951
0
500
1000
1500
2000
2500
3000
3500
0 200 400 600 800 1000 1200 1400
Light weigth [tons]
B
L
D
[
m
3
]
Figure 5-21 pontoon volume versus light weight
The fuel and water tanks are
distributed such over the
pontoon that a good trim of the
ship is obtained.
The winches for hauling the
barges during the suction
process are located on the deck.
The barge unloading suction
dredger is in general equipped
with spuds for anchorage.
0
1
2
3
4
5
6
7
0 200 400 600 800 1000 1200 1400
Light weight [tons]
L
/
B
a
n
d
B
/
T
L/B B/T
Figure 5-22
Page 16 of 16
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
Figure 5-23 Plain Suction and BargeUunloading Dredge Seeland
Besides plain suction dredgers Figure 5-1 and Figure 5-23 also cutter suction dredgers can be
converted into a barge unloading dredger. ( Figure 5-24), although the last conversion will be
more expensive.
Figure 5-24 The CSD VICKSBURG converted to a Barge Unloading Dredger
Page 17 of 17
Wb3408b Designing Dredging Equipment
5.4.2. The pipelines
The suction pipe that sticks out of the construction on
the side where the barges are moored, must on the one
hand be located as low as possible for the pump
process and on the other hand be high enough to let
the empty barges through underneath. The lower part
of the suction pipe, the haul pipe, runs parallel and
approximately in the centerline of the barge. This part
can rotate around a horizontal axis by way of a
rotation gland mounted in the horizontal part of the
suction pipe. Since this construction causes a under
pressure in the suction pipe during dredging, a lot of
attention must be given to the air tightness of the
piping. The necessary movability of the suction pipe is
obtained by hanging this pipe in a boom with a hoist
cable. For good movability the suction pipe can swing
in a horizontal plane by a hinge mounted in the
suction tube. (Figure 5-25)
The suction mouth is in general widened to obtain a
lower height of the suction mouth with a similar
opening surface. This reduces the chance of sucking in
air. (Figure 5-9)
Figure 5-25 Movable suction tube
The supply of the necessary dilution water to the barge is done with one or two water nozzles. In
case of one nozzle the suction mouth is usually equipped with jets, while the movability of the
main nozzle is than so large that it can also spray behind the suction mouth. To present sand well
to the suction mouth it is necessary to have moveable water nozzles. This is done using hydraulic
cylinders.
For the dredging process the pressure side of the jet pump is, except for the water nozzles, also
connected with suction side of the dredge pump.
5.4.3. The shore connection
The connection of the dredger to the shore needs to be flexible at all times, due to the movements
of the barge unloading suction dredger by:
trim during dredging
difference in draught by supplies
tides or water levels
hits of the barges against the dredger
Page 18 of 18
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
Figure 5-26 Shore connection for a barge unloading suction dredger
The shore connection must therefore consist of enough hinges. A flexible hose can also possibly
give enough flexibility, if this doesn't get stuck on the slope of the embankment. For large
differences extra attention must be paid to this movement (Figure 5-26).
5.5. The dredging process
The dredge process is a hydraulic
transport process with a clear non-
stationary character as a result of
the exchange of the barges. After
all this results that on regular
intervals the production reduces to
nil.
In Figure 5-27 the concentration
and the sand pump speed and jet
pump flow rate are shown as
function of time.
The first phase is characterized by
an increasing concentration during
the process to bring the suction
mouth to the bottom of the barge.
During the second phase the
concentration is approximately
constant. The barge is hauled
under the suction pipe with
constant velocity. The last phase
consists of a decreasing
concentration because the suction
mouth reaches the end of the
barge, resulting in a decreasing
face height
Time
To jet nozzle
dredge pump
Q
jet
Speed
dredge pump
Conc.
Time
Time
To
dredge pump
To
Figure 5-27
This phase is lengthened if the barge have to be cleaned. (The barge is pulled back and the
remaining sand is dredged.) Such a process might be necessary when the barge is relative wide
compare to the suction mouth and the suction mouth cant swing in the horizontal plane.
Page 19 of 19
Wb3408b Designing Dredging Equipment
The production is determined by the breachebility of the sand in the barge and the erosion by the
jet water. This dredging process is mainly determined by the minimum NPSH value on top of the
suction pipeline and the time necessary to change the barge and to start the dredging process
again, as mentioned above.
A complication however is that during the emptying of the barge the sand pump flow rate
corresponds to the jet pump flow rate and the amount of sucked up sand. If this is not the case
than the flow rate in the barge will raise or drop. In a good tuned up process the suction operator
maintains the water level in the barge by hauling the barge slower or faster underneath the suction
mouth. If there is a continuous increase or decrease of the water level in the barge than the
number of revolutions of the sand pump must be adjusted. To obtain the highest possible
concentration the water level in the barge must be as high as possible. Unfortunately the
breaching of the sand behaves different under water than above water. If the water level in the
barge is high the dredge master cant see if sand flows behind the suction mouth and prefers a low
water level in the barge.
During the exchange of the barges the velocity in the pressure piping needs to be maintained to
avoid sanding up. For this the suction side of the sand pump can be connected to the weed box
(figure 5.7). This is not directly necessary. Since the pressure side of the jet pump is in
connection with the suction side of the dredge pump a situation with two pumps in series is
obtained. The required sand pump flow rate can now be reached by the control of the number of
revolutions of the sand pump engine.
pressure
Capacity
Pipeline resistance for water
Dredge pump curve for
water at low rpm
Pipeline resistance
for mixture
Jet pump curve I
Jet pump curve II
Q
B
A
B
C
Dredge pump curve for
mixture at high rpm
Dredge pump curve for
water at high rpm
W
D
E
Q
C
Q
A
Figure 5-28 Pump pipeline interaction for a barge unloading system
Page 20 of 20
Prof.Ir. W.J. Vlasblom May 2003
Chapter 5 Barge Unloading Dredgers
Page 21 of 21
In Figure 5-28 the pipe and pump characteristics are drawn for the pumping of water and mixture.
If it is desired to maintain the minimal flow rate Q
A
during the exchange of the barges, than this is
possible, when the suction side of the sand pump is connected with the weed box, by reducing the
number of revolutions regularly. This makes the operating point W shift to A. Without a
reduction of the number of revolutions of the sand pump, in the last phase of the emptying
process, the operating point W will shift over the dotted line to point E, so to a reasonable higher
flow rate. If the suction side of the sand pump is connected to the pressure side of the jet pump
than the operating point will be in A or B for the same low number of revolutions of the sand
pump and dependent on the pump characteristics of the jet pump.
For the calculation of the hydraulic process one can refer to the course Wb3414 Dredging
Processes 2.
6. The bucket dredger
Figure 6- 1
6.1. General Considerations
The bucket dredger is one of the mechanical dredgers.
A bucket dredger is a stationary dredger that is equipped with a continuous chain of buckets, which
are carried through a structure, the ladder (Figure 6- 2. This ladder is mounted in a U-shaped pontoon.
The drive of the bucket chain is on the upper side. The bucket dredger is anchored on six anchors.
During dredging, the dredger swings round the bow anchor by taking in or paying out the winches on
board. The buckets, which are filled on the underside, are emptied on the upper side by tipping their
contents into a chute along which the dredged material can slide into the barges moored alongside.
The chain is driven by the so called upper tumbler at top of ladder frame, which is connected either
via a belt to the diesel or directly to an electro motor or hydro-motor.
5.1
Figure 6- 2
Since 1960, bucket dredgers ( also called bucket line dredge(r) or bucket chain dredge(r)) that were
much used before the Second World War, have been almost entirely replaced by Backhoe dredgers or
trailing suction hopper dredgers and cutter suction dredgers. The reason for this is that the bucket
dredger, with its six anchors, is a big obstacle to shipping. Moreover maintenance costs are high and
the bucket dredger requires many highly skilled operatives. But above all, their production has not
kept pace with the increase in scale that has taken place in the suction dredgers.
6.2. Area of application
Bucket dredgers are only used in new or maintenance dredging projects when the initial depth of the
area to be dredged is too shallow for trailing suction hopper dredgers and the distances involved are
too long for hydraulic transport. For environmental projects, which require the dredging of in situ
densities, the bucket dredger is suitable peace of equipment.
When dredging for construction materials such as sand and gravel, or for minerals such as gold and
tin ores, bucket dredgers are still frequently used.
Bucket dredgers also come in a variety
of types. For example:
Dredgers with or without the
means of propulsion (Figure 6- 3)
Dredgers with a conveyor belt
system (Figure 6- 4)
Dredgers with equipped with
pumps
Figure 6- 3
5.2
Figure 6- 4
The maximum dredging depth is highly dependent on the size of the dredger. There are dredgers with
a maximum dredging depth of more than 30 metres. Such large dredgers the minimum dredging depth
is often 8 metres. Dredging in shallow water is certainly not the strongest point of the bucket dredger.
Bucket dredgers can be used in almost every type of soil, from mud to soft rock. When rock has been
fragmented by blasting, bucket dredgers are often used, because of their relative lack of sensitivity to
variations in the size of the stones.
Bucket dredgers cannot be used in areas with waves and swell. Furthermore, because of the amount of
noise they produce, in urban areas they are often subject to restrictions in relation to the working time
or the permitted number of decibels measured at a specific distance from them.
The capacity of a bucket dredger is expressed in terms of the content of the buckets. The capacity of a
bucket can vary between 50 and 1200 litres. Rock bucket dredgers often have a double set of buckets,
the small rock buckets and the large mud buckets. This is in order to make better use of the power of
the dredger and to widen the range of its use.
6.3. The history
From a historical point of
view, the bucket dredger
derives from the mud mill
that was invented in the
Netherlands in 1589. In the
earliest days this mill was
powered by a treadmill driven
by manpower.
()
In 1622 the drive system was
improved and horses could
replace the men. Around the
beginning of the 19
th
century
the first steam driven bucket
dredgers came into existence.
Figure 6- 5 MUD Mill Dredging Museum at Sliedrecht
5.3
Still, it was not until the second half of the century that steam dredgers had replaced those powered by
horses. Over the course of the years preceding 1915, both the power of the dredgers and the capacity
of the buckets increased. There was no further increase after that time. The great advantage of the
bucket dredger is that it can attain a reasonable production in most types of soil from soft clay to soft
rock.
For this reason, by about 1900 the bucket dredger had grown to be the most important type of dredger
in Europe; a position that it maintained until just after the Second World War. The two last steam
powered bucket dredgers were built in the Netherlands in 1956. At the end of the fifties and beginning
of the sixties, because of the big increase in the tonnage of oil and ore tankers, large deep-water ports
were needed. This led to large dredging contracts, which created a need for bigger production units
that, moreover, could dredge to a greater depth. Increasing the capacity of bucket dredgers is no
longer the solution because deeper dredging with larger buckets leads to a very heavy bucket chain.
Stationary suction dredgers and cutter suction dredgers could solve this problem in a considerably less
expensive way. Besides their bigger production capacity, these suction dredgers also have the
advantage that their maintenance costs are much lower. For these reasons buckets dredgers are now
only used for the types of work mentioned above.
6.4. The method of working
When a bucket dredger is working the anchoring system plays an important role in both
positioning the dredger in the cut and in the excavation by the buckets.
5.4
Figure 6- 6 Positioning of the dredger in the cut
As mentioned previously, the dredger swings round the bow anchors (Figure 6- 6) The bow wire has a
length of 1 to 2 times the bucket capacity in litres. This means that for large dredgers it may be 1 to 2
km long. It will be clear that with such great lengths, measures must be taken to prevent the radius of
the swing circle from being reduced by the bow wire being dragged over the bottom. Over water,
therefore, one or more pontoons/floats/bow barges are positioned under the bow wire. If the bow wire
runs mainly over land it is placed on a drum roller.
The swinging of the dredger and the provision of the excavation forces is mainly carried out by the
side winches. The side winch velocity used depends on the type of soil and also on the step length
and the height of the cut. For the most effective possible transition of forces the side wires must make
an angle with the bow wire that is a little smaller than 90 .
5.5
When swinging round the bow anchor the swing angle () that the dredger makes with the swing
circle (Figure 6- 6), must be kept as constant as possible. The choice of the swing angle is related to
the clearance between the buckets on the lower part of the chain over the bottom or the slope. If this is
not done it is possible that the bucket chain will run off the bottom tumbler as a result of the lateral
forces that act on it. At the beginning of a new cut the swing angle is brought to the desired value as
quickly s possible. If there is a current in the dredging area the swing angle must be kept as large as
possible, that is at 90. The stern winch controls the swing angle. The stern anchor is used to obtain
the required tension in the bow wire. When dredging in tidal waters the stern anchor is usually used as
a flood anchor if the winch and the wire are strong enough for this.
The step length, the cut thickness and the swing velocity along the cut determine the amount of soil
that is cut per unit of time. This amount must be at least in balance with the number of buckets per
unit of time multiplied by the capacity of the buckets. In other words the bucket capacity and the
bucket speed are related to the factors mentioned above, Some dredgers have more than one type of
bucket, so that, depending on the soil type, the capacity can be adapted to the expected production.
Because with high excavation forces the dredger will not be able to completely fill the buckets, so that
they are partly filled with water. This is of course not economical.
The position of the ladder, particular the ladder angle, also affects the maximum filling degree of the
buckets. If the bucket rim is not horizontal, fluid soil will partly flow out of the bucket.
After being carried upwards, the buckets are turned upside-down as they pass over the upper tumbler
or the pentagon and, depending on the time, the material will fall out of the buckets. In order to
accommodate to this time effect the discharge chute into which the dredged material falls, is
adjustable in relation to the upper tumbler. Depending on the type of soil, extra measures may be
necessary to promote the emptying of the buckets.
From the discharge chute the material slides directly into the barge that is moored alongside the
dredger or it is transported to it via conveyor belts. To obtain the most even possible filling of the
barge it must be frequently warped along the side of the dredger.
6.5. The design
When designing bucket dredgers the following design parameters are important:
Production capacity
Dredging depth (minimum and maximum)
Soil type
The discharge of the dredged material (barges or via pipeline)
As previously mentioned, the bucket dredger can be used in all types of soil from clay to soft rock
which has not been blasted and hard rock which has been fragmented by blasting. The type of soil to
be dredged has a big influence on the design and the construction of the dredger. Considerable forces
arise during the dredging of rock. For all types of soil it is necessary to know the required cutting
capacity and the energy that is needed to transport the dredged material via the bucket chain to the
upper tumbler.
6.5.1. The production capacity
The production capacity of a bucket dredger cannot be increased indefinitely. Increasing the
production capacity of bucket dredgers implies increasing the bucket capacity. This means that the
forces in the bucket chain resulting from the weight of the buckets and links themselves is also greatly
increased. This in turn demands an even heavier construction. The production capacity of bucket
dredgers therefore seldom rises above 100.000 m/week. The same goes, to an even greater degree,
for the dredging depth, because greater dredging depths demand longer bucket ladders and thus more
buckets.
5.6
In principle, the product of the bucket capacity and the bucket velocity determines the production
capacity, thus: ; with: Q the production capacity in m
b b
Q I v =
b
3
/s, I
b
the effective volume of the
bucket and v
b
the bucket speed in buckets per second.
The maximum bucket size is 1200 litres and the maximum bucket velocity approximately 30 buckets
per minute or .5 buckets per second. Often this bucket velocity can only be reached with empty
buckets. With full buckets and when some excavation force is needed, the bucket velocity is quickly
reduced to values of 15 to 20 buckets per minute. Moreover factors such as the filling rate of the
bucket and the bulking factor of the soil play a part.
For a bank height h [m], a step size s [m] and a lateral or swing speed v
s
[m/s], the insitu production
Q
s
dredged is:
s s
Q h s v = [m/s]
This insitu production must be in balance with the bucket production Q
b
corrected for the filling
degree F
Db
and the bulking factor B, thus:
b Db b
s z
I F v
Q h s v
B
= =
Note: The filling degree F
Db
<1 and B>1
Because it is impossible to fill every bucket for 100% it is advisable to take as first assumption the
filling degree a value of 0.85 and bulking factor depending on the soil to be dredge:
Type of soil Bulking factor
Very soft silts and clay 1.05
Clay 1.3-1.5
sand 1.05- 1.25
Rock 1.3-1.4
6.5.2. The dredging depth
As with other dredgers both the maximum and minimum dredging depths are very important in
relation to the use of the dredger. Requirements in relation to these values are closely related to
market demands. The difference between the maximum and minimum dredging depth determine the
change of the angle of the bucket rim with the horizon.
6.5.2.1. De maximum dredging depth
For large bucket dredgers the maximum dredging depth is about 25 m. and exceptional 30 m. By
adjusting the height of the mounting of the ladder on the ladder gantry or by lengthening the ladder, it
is possible to dredge to a maximum depth of 35 m (see 5.4.3). It will be apparent that by adjusting the
setting of the ladder or lengthening it, the number of buckets will increase. The figure below gives a
general view of the dredging depths used. For the smaller bucket dredgers the dredging depth is
around 10 m.
5.7
Dredging depth
0
5
10
15
20
25
30
35
40
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6
Bucket capacity [m3]
m
a
x
i
m
u
m
l
a
d
d
e
r
d
e
p
t
h
[
m
]
Normal
extended
Figure 6- 7
5.2.2.2. The minimum dredging depth
The minimum draught is, on one hand, determined by the required clearance including
*navigational/keel clearance and, on the other hand, by the *filling degree of the buckets at the
minimum dredging depth. In Figure 5.4 below, the maximum draught of the bucket dredger is shown
as a function of the bucket capacity. From the graph it can be seen that for bucket dredgers with a
bucket capacity of 300 litres the minimum dredging depth must lie between 3 and 4 metres.
5.8
Buc ke t c ap ac i ty [ m3]
0
0.5
1
1.5
2
2.5
3
3.5
4
0.2 0.4 0.6 0.8 1 1.2 1.4
5. 1
With small dredging depths, depending on the ladder angle, because the buckets are tilted so far back
*the filling degree may well be so low so that dredging in this situation becomes uneconomic.
In the figure below (Figure 5.5), the *filling degree of the buckets is given as a function of the
maximum dredging depths. The shape of the buckets is such that the maximum filling degree is
obtained at the maximum dredging depth. Naturally the buckets can also be designed for the average
dredging depth.
5. 2
5.2.3. The soil
The influence of the soil to be dredged is seen in the power of the upper tumbler, the strength of the
ladder, links and buckets and also in the bucket capacity and shape. If a bucket dredger is equipped
with buckets for both soft soil and rock, the capacity of the rock buckets is roughly 60 to 70% of that
of the soft soil buckets. Naturally, the length of the links must be the same for both types of bucket.
The length of the link must be the same. (Why?)
Moreover rock buckets are usually cast and soft soil buckets are often welded.
5.9
5.2.4. The transport of the dredged material
Usually barges that are loaded while moored alongside the dredger are used to transport the dredged
material. The height of the main gantry must be such that the soil falling from the buckets can slide
down into the barges moored alongside via the chute.
5.2.4.1. The bucket dredger with a pipeline discharge system
Sometimes the dredged material is carried away directly. In these cases it is collected in a hopper and
mixed with the right amount of water to be transported by means of a dredged pump and pipeline. As
in the case of a cutter suction dredger, the floating pipeline is attached to the stern of the dredger.
Naturally a barge with a dredge pump can also be moored alongside the dredger for this purpose. This
option is increasingly rarely used; indeed, unless the work stipulates the use of a bucket dredger the
contractor will employ the much cheaper cutter suction dredger.
5.2.4.2. Discharge by conveyor belts
5. 3
Conveyor belts are frequently used to discharge the dredged material when excavating sand and
gravel for the cement industry. This type of discharge system can be easily fitted to the normal bucket
dredger.
The conveyor belts are mounted on floats that are attached to the stern of the dredge. Because no
discharge chutes are used the main gantry can be lower.
5.2.5. The main drive
The choice of the source of power for the drive of the bucket chain is now limited to a diesel with a
direct belt drive, a diesel-electric drive or a diesel-hydraulic drive. When electricity can be obtained
from landlines, for example during sand or gravel dredging, it is also possible to use an electric drive.
The power/energy needed for the excavation, lifting of the soil, the friction of the buckets over the
guiding rollers and the tumblers, the friction of the tumblers, resulting from tension in the bucket
chain are transferred to the upper tumbler via the bucket chain.
The required cutting power can be determined in a way similar to that described for the cutter suction
dredger. Thus with the aid of the specific energy. If the desired cutting production is Q
s
and the
specific cutting energy E
s
, the required cutting power is:
P Q E
s s s
=
] w
(5.1)
The required cutting power must be multiplied by a factor the represents the relation between the
average and peak loads.
When lifting the soil the number of buckets under or above water plays a role. Since:
( )
[
P Q g H H
e e w bw z o 0
= + (5.2)
With:
5.10
Q = the bucket production [m
e
g = acceleration due to gravity [m/s
3
/s]
2
]
e
= the density of the dredged material in the bucket [kg/m
3
]
H
ow
= the dredging depth [m]
H
aw
= the height above water that the soil must be lifted. [m]
In principle, the cutting production cannot exceed the production of the bucket chain, thus:
Q
I E v
B
Q
s
e v e
e
= (5.3)
Here:
E
v
= the bucket *filling
v
e =
the bucket velocity
I
e
= the bucket capacity
B = the bulking factor
If it is assumed that the quotient E
v
is equal to 1 and Q
s
=Q
e
, the power required to lift the soil, is
known. With a filling degree lower than 1 the weight of the water above the soil must also be
included.
Because the number of buckets that goes upwards is equal to the number of buckets that goes
downwards it is not necessary to take into account lifting the weight of the buckets themselves.
Naturally the friction of the guide rollers over which the buckets slide must be taken into account.
The effect of the tensile forces also makes an extra contribution to the required drive power, with the
exception of the friction in the bearings of the lower tumblers.
To calculate the reactions and the tensile forces see Section 5.7
The total power required is thus:
P P P P P
t s o wl w
= + +
T
+ (5.4)
P
t
= the power to be installed
P
s
= the cutting power
P
o
= the lifting power
P
wl
= the friction power/work of the guide rollers/pulleys
P
wT
= the friction power/work of the tumblers
The friction forces that, as described above, can arise are the cause of the fact that the gross energy
requirement to lift the soil with a ladder angle of 45, are roughly two times as high as the nett energy
requirement. At small dredging depths this can increase to a factor 4!
So the relation between the length of the lower/under-bend of the bucket chain and the length of the
ladder has a big influence on the horizontal force (Figure 5.7).
For small dredging depths this may increase to a factor 4!
Thus the relation between the length of the lower bend and the ladder S/L a big influence upon the
horizontal tensile force (Figure 5. 4)
5.11
5. 4
As a guideline it can be assumed that the installed power in kW for the drive of the chain in soft soil
is roughly 1/2 and for heavy soil at 2/3 of the bucket capacity in litres. (Figure 5. 5)
Buc ket c apac i ty [m3]
0
200
400
600
800
1000
1200
0 0.2 0.4 0.6 0.8 1 1.2 1.4
5. 5
5.12
5.2.6. The winches
5. 6 Simplified diagram of a barge loading bucket dredger
The winches on a bucket dredger have various functions and therefore various requirements with
regard to the power, the forces and band velocity, which differ from winch to winch.
5.2.6.1. The ladder winch
The ladder winch (letter i in Figure 5. 6), which is used to adjust the required dredging depth is
usually mounted on the ladder gantry of the larger bucket dredgers, while the smaller demountable
dredgers usually have the ladder winch mounted on deck.
Owing to the great weight of the ladder and the buckets this is the strongest winch on the bucket
dredger. The installed power is often in the order of magnitude of of the bucket drive. The ladder
winch velocity is roughly between 6 and 10 m/min. Currently the drive is usually a slow running
electric or hydraulic engine. Because of the need to set the dredging depth it is necessary to have an
adjustable winch.
5.2.6.2 The bow side winches
As in the cutter suction dredger, the side winches (see Figure 5. 6) make a major contribution to the
excavation process. The installed bow side winch power is between 10% and 20% of the main drive.
The side winch velocity of the bucket dredger is generally lower than that of the cutter suction
dredger. Nominal side winch velocities lie between 10 and 15 m/min. It will be clear that the
excavation process requires a winch that can be well controlled and adjusted. The control must be
such that any desired velocity can be set and remain as constant as possible, even when side winch
forces vary.
As in the cutter suction dredger, when paying out, the wire being loosened must be kept under control
by braking while paying out. The winches are mounted on the fore deck.
5.13
.
5.2.6.3 The stern side winches
The stern side winches have a secondary function and do not determine the production. The stern
winches control the dredger with regard to the cut (swing angle , (see Figure 5.2). The requirements
relating to the control and force are thus considerably less than for the bow side winches. The power
is roughly half that of the bow side winches. The nominal side winch velocities are of course equal.
The stern side winches are usually mounted on the afterdeck. To avoid hindering the arrival and
departure of barges, as well as the warping of the barges alongside the dredger, the side wires are led
down to a sufficient depth directly beside the dredger in vertical guides, also called wire spuds
(Figure 5. 7).
5. 7 The wire spud construction
5.2.6.4 The bow winch
The bow winch is used to pull the dredger forwards when a new cut is started. The required force for
this lies in the same order of magnitude as for the side winch. The required velocity, however, is
considerably lower (nominally 2 - 3 m/min). Higher speeds are, of course, necessary when positioning
the bow anchor.
5.2.6.5. The stern winch
The function of the stern winch is to ensure the required tension in the bow wire. This consideration
demands that the required force is roughly equal to that of the bow wire, however, the need to move
the bucket dredger backward quickly to the adjacent cut places higher demands on the velocity (5-10
m/min).
5.14
6.6. 5.3. The general layout
5. 8
The hull consists of a U-shaped pontoon with long forward pontoons. The dimensions of the pontoon
are primarily determined by the required dredging depth and the necessary stability. The well is rather
long compared to that of a cutter suction dredger, roughly 60 % *of the length of the dredger.
The pontoon is divided into a number of compartments for the engine room, crew accommodation,
stores, and fuel and ballast tanks. The latter are often located for and aft in the pontoon. The engine
room is located in the pontoon aft of the main gantry and its layout depends on the type of main drive.
To satisfy the need for longitudinal stability the bottom of the dredger slopes upward at the stern or
the forward end may be wider (Figure
5. 8.). The main gantry is roughly in the middle of the pontoon. Although formerly the crew quarters
were often located in the pontoon, in modern dredgers they are now often situated on deck.
5. 9 Tekening IHC
6.7. 5.4. The technical construction
5.4.1. The hull
The hull consists of a U-shaped pontoon with almost horizontal deck and bottom plates. Often the
bottom plate slopes up at the stern to ensure the correct longitudinal weight distribution of the ship.
The corners of the pontoon are rounded off to make it easier for the barges to come alongside.
5.15
5.4.2. The main gantry
Because of the way in which the buckets are emptied and the need to load barges that are moored
alongside, the main gantry is high and heavy. The construction of the main gantry is often carried
through to the bottom ribs.
In modern bucket dredgers the drive of the tumblers is mounted on the main gantry. The *stort
wagons/fixed chutes are located on each side of the main gantry. They catch the dredged material
from the buckets that have been turned over by the tumbler and convey it to the movable chutes,
which discharge into the barges,
5.4.3. The bucket ladder
5. 10 Bucket ladder of the demountable bucket dredger Big
Dalton
The vertically rotating upper end of the ladder is suspended from two axle boxes which are mounted
on the sloping legs of the main gantry (Figure 5. 10). If necessary, these axle boxes, which are
attached by bolts, can be moved along the legs of the main gantry in order to dredge more deeply.
When they are in the lowest position it is necessary to add an auxiliary ladder to support the bucket
guides. /If they were in the lowest position the upper part of the bucket guides would come to be
suspended in the air. To prevent this from happening an auxiliary ladder is added. The shape of
the auxiliary ladder is such that the bucket chain is also carried over the upper part. (Figure 5. 11) and
is suspended at the lower end via the ladder wire which runs from the ladder gantry.
5.16
5. 11
The weight of the full buckets is transferred to the ladder by rollers. These rollers are mounted at a
distance of twice the link length apart. To guide the buckets these rollers are fitted with flanges, hence
the name *ladder rollers/guide rollers
De bucket *chain/leiding is driven by the upper tumbler (often five-sided) and pulled round the
underside by the lower tumbler (often six-sided). As a rule of thumb the total tensile force exercised
by the upper tumbler on the bucket chain is 700 kN per 100 litre bucket capacity. The weight of the
descending buckets that form a chain provides the tensile force in the tumblers. *These tensile forces,
are dependent not only on the ladder angle, but also on the relation between the arc and the chord,
which generally amount to 1.1 to 1.15 and if necessary can be changed by adding or removing
buckets. /These tensile forces, excepting the ladder angle are dependent on the relation between the
arc and the chord, which generally amount to 1.1 to 1.15 and if necessary can be changed by adding
or removing buckets. See Section 5.7. **NB not included in Dutch version).
Summarising, the following forces act on the ladder:
1. The weight of the ladder itself, including the guide rollers.
2. The weight of the bucket chain, including the links and bolts.
3. The weight of the contents of the buckets.
4. The tensile forces generated in the under bend.
5. The excavation forces in both longitudinal and transverse directions if necessary multiplied by a
factor for impact loading.
5.17
5.4.4. Dredge buckets
Dredge buckets may be either welded or cast. Welded buckets are most often used on small dredgers
or dredgers that are suitable only for soft types of soil. The buckets are either welded onto the links or
cast as one unit with the links. The weight is then very high; 30 to 40 times the bucket capacity in kN.
For welded buckets the weight is 13 to 15 times the bucket capacity.
The front of the upper edge of the buckets is equipped with a cutting edge or with cutting teeth
(Figure 5. 13). The latter are most often found on rock buckets.
The shape of the bucket is always a compromise.
Because a good shape for excavation and the required strength do not give the optimum content.
The shape of the buckets is also determined by the required swing force (Figure 5. 12).
The theoretical filling degree, the amount of water that the bucket can contain in relation to the
total bucket capacity, is highly dependent on the dredging depth (Figure 5. 4).
A bucket shape from which the soil readily falls is equally difficult to combine with a good
excavation shape.
The price of the bucket.
5. 12
Rock buckets are small heavy buckets, somewhat egg-shaped, which must be able to resist impact
loads. Soft soil buckets, termed mud buckets, are much bigger and lighter. The relation rock bucket
capacity to mud bucket capacity lies between 60 and 70 %.
The so-called *pan buckets have good soil discharging properties; their disadvantage is that the
*filling degree is very sensitive to the angle of the bucket.
5.18
5. 13
The links are fastened to each other by bucket bolts. The holes in the links, through which the
bucket bolts pass are equipped with wearing bushes, termed, bucket bushes. These are forged steel
*bushes/sleeves that are hydraulically pressed into the link. This simple means of attachment makes
these bucket bushes very prone to wear and so they must be frequently replaced. (Figure). *The
lubrication of the guide rollers and tumblers is now carried out centrally. Nowadays *caterpillar tracks
are sometimes used instead of links and bushes (Figure 5. 14).
5.19
5. 14 Undercarriage van Caterpillar
5.4.5 The ladder gantry
The ladder gantry straddles the outer end of the well. On it are found:
The ladder winch that is used to set the dredging depth.
The control cabin of the dredge master. From this it is now possible to operate all the winches.
The crane.
The free height of the ladder gantry is determined by the height required to rotate the entire ladder
above water.
Because of the large well, in order to give sufficient stiffness to the dredger the ladder gantry
construction must be very heavy.
5.4.6 The main drive
Although in the past many steam powered dredgers were built, nowadays the choice is limited to:
Diesel-direct driven via belt
Diesel-electric drives.
Diesel-hydraulic drive.
Direct power supplies from the shore; sometimes used for sand and gravel extraction.
This means that the upper tumbler may be electric or driven by a hydraulic engine.
In steam powered dredgers or those powered by diesel engines with a direct drive the energy is
transferred to the upper tumbler by driving belts.
The control of the revolutions of the upper tumbler and thus of the bucket velocity is simple when
using the above mentioned modern control systems. With an upper tumbler that is directly driven by a
diesel engine control is limited and switchable or hydrodynamic gears are needed.
The drives of auxiliary equipment such as winches and chutes present no problems when modern
drives are used.
5.20
5.4.7 The winches
5.4.7.1 The ladder winch
Because of the great weight of the ladder two wires are usually used to hoist it. For this purpose the
winch drum is grooved on both sides in such a way that when the ladder is raised the wires are on the
outer sides of the drum (Figure 5. 15).
5. 15
5.4.7.2 The bow winch
With the aid of the bow winch the dredger is held against the cut. This winch also serves to pull the
dredger forward to the following cut during stepping. The revolution speed of this winch is very
important.
When moving the bow anchor this winch is paid out. Bow winches may be mounted above or below
the deck. Because of the great length of the bow wire the bow winch has a very large drum.
5.4.7.5 The auxiliary winches
Separate winches are used to operate the discharge chutes and for the warping of the barges.
A jib crane is needed to lift out stones and debris that has been dredged, and also when changing the
buckets during repairs. The winches used by this crane must satisfy the stipulations that apply to
lifting cranes.
6.8. 5.5 The stability
Under working conditions the stability of the bucket dredger is seldom in question. After all, the
greatest weight is always under water.
If the ladder is raised, however, the situation is entirely different. The great weight of the ladder is
then entirely above water.
For this reason, when a bucket dredger is being towed at sea it must be unrigged. The entire bucket
chain must be dismantled and, if possible, stowed below deck.
6.9. 5.6. The dredging process
The dredging process of the bucket dredger includes only the excavation and lifting of the dredged
material. Barges carry out the transport.
5.21
As previously mentioned, the bucket dredger swings on the bow anchor along the arc of a circle
*following a curving path. The axis of the dredger makes an angle , the swing angle with the
tangent to this arcuate path. The size of the swing angle depends primarily on the clearance between
the lower bend and the bottom and on the slope of the breach/bank.
At the end of the cut the dredge master will allow the swing angle to slowly increase to 90. After this
a step will be taken or, if necessary, the cutting of the following layer will be started.
By means of this movement back and forth, the bucket dredger makes concentric arcs/curves that lie
at a distance of one step length from each other. During this swinging back and forth the dredge
master closely observes/keeps an eye on the tension in the bow wire and the loading of the bucket
chain. The tension of the bow wire is controlled with the aid of the stern winch.
The amount of soil that is cut per unit of time depends on:
The thickness of the cut. This is the thickness of the layer that can be dredged in one swing.
The step length; the forward motion of the dredger during one swing.
The warping velocity of the dredger along the cut.
To prevent spillage, the cutting production must be less than or equal to the product of the bucket
velocity and the bucket capacity.
The cutting thickness depends on the total thickness of the layer to be dredged. If this is not too thick,
generally less than 5 m, the dredge master will try to dredge it in a single cut. If the layer exceeds 5 m
thick the entire breach/bank will be dredged by making several cuts. In any case the first cut must be
so thick that the dredger can create sufficient draught for itself.
The step length is roughly equal to the length of the links. As rule of thumb, 0.6 to 0.8 times the cube
root of the bucket capacity may also be taken. For both cases the swing velocity must be sufficiently
high (> 5m/min).
The warping velocity selected is such that either the buckets are full with a minimum spillage or that
the loading on the bucket chain is the limiting factor.
If possible, a width of the cut is selected that is so wide that the total width of the work can be covered
in one swing. The wider the cut the fewer the anchor movements. If that is not possible the total width
is divided into a number of equal cutting widths.
There is also a minimum cutting width for every bucket dredger. The required depth for the dredger
and the space for manoeuvring the barges play a role in determining this (Figure 5.2). This is roughly
1.5 times the length of the bucket dredger.
The dredging depth also determines the position of the buckets on the ladder and thus for the *filling
degree.
The available excavation energy of a bucket dredger is highly dependent on the energy needed to
carry/lift up the dredged material. This depends on:
1. The nett weight of the bucket contents. Part of this is under water and part is above water. The
weight of the buckets themselves plays no role because there is an equal number of buckets
under and above the ladder.
2. The friction resistance in the ladder/guide rollers results from the weight of the buckets and their
contents.
3. The friction resistance in the axles of the tumblers results from the tensile forces of the bucket
chain.
4. The impact loads that develop as a result of the bumping of the buckets.
5.22
The cutting production of the buckets is:
Q h s
s
= v [m/s] (5.5)
with:
h = cutting thickness usually < 5m [m]
s = step length [m]
v = swinging velocity [m/s]
The cutting production must balance with the amount that can be transported by the buckets per unit
of time thus:
Q hsv
I E v
B
Q
B
s
e v e e
= =
=
60
[m
3
/s] (5.6)
I
e
= bucket capacity [m]
v
e
= bucket velocity e
v [buckets/min]
E
v
= filling degree [-]
B = bulking factor [-]
Q
e
= bucket production [m/s]
On the basis of the specific energy concept, the cutting energy for this production is:
P Q E
I E v
B
E
snij s sp
e v e
sp
= =
60
(5.7)
The energy needed to lift sand and water is:
( ) ( ) ( )
[ ]
P
I E v
B
g H E H
opv
e v e
e w ow e v w bw
= + +
60
1 (5.8)
e
= density of the soil in the bucket [kg/m]
w
= density of water [kg/m]
E
e
= bucket filling [-]
H
ow
= lifting height under water [m]
H
bw
= lifting height above water [m]
If the friction in the ladder/guide rollers and tumblers is assumed to be a linear function of the weight
and the velocity then:
( )
( ) P
Q A n v I E v
B
A n
v
wr
e e e
e v e
e
e
=
=
,
,
60 60 60
(5.9)
Here is the influence of the friction force on the ladder/guide rollers and the tumblers. Thus
here the influence of the tensions is *taken into account /verdisconteerd.
( ) A n
e
,
The total power required is thus:
P P P P
tot snij opv wr
= + +
(5.10)
( ) ( ) ( )
[ ]
( ) P
I E v
B
E gB H E H BA n
v
tot
e v e
sp e w b e v w o e
e
= + + + +
60
1
60
,
(5.11)
Because the installed power must be higher than the average required power, it must be true that:
5.23
P P
tot inst
= w (5.12)
Here w is the relation between the average and the peak power.
The relation between installed power and production is therefore:
( ) ( ) ( )
[ ]
( ) P
I E v
wB
E gB H E H BA n
v
inst
e v e
sp e w b e v w o e
e
= + + + +
60
1
60
,
(5.13)
If the bucket chain is driven by a top tumbler the relation between and v
e is
:
v n
e
= = = 5 5
60
2
150
(5.14)
( ) ( ) ( )
[ ]
( )
( ) ( ) ( )
[ ]
( )
M M
v I E v
B
E B g H E H A n
v
M
I E
B
E B g H E H A n
v
e e v e
sp e w b e v w o e
e
e v
sp e w b e v w o e
e
= = + + + +
= + + + +
150 60
1
60
2 5
1
60
,
.
,
(5.15)
This is the machine characteristic.
When the drive characteristic is known, the bucket velocity and the associated torque are known and
thus the production.
5. 16
The filling degree is determined by the equation:
E
hvsB
I v
v
e e
=
60
(5.16)
So, for a given step length and cutting thickness the desired warping velocity is also known.
As long as Qe>=Qs is valid the spillage during cutting will be limited. The spillage that occurs during
the turning of the buckets is an entirely different question. Here factors such as cohesion, adhesion,
the shape of the buckets and the position of the fixed chute all play a part.
5.24
Cohesive soil and also fine sands can give great problems on this point. In principle, this is a problem
of timing. Although the fixed chute is indeed adjustable, the range over which it is adjustable is
closely linked with the dredging depth and the shape of the lower bend. With soil that is not easily
loosened the bucket velocity must be reduced, as otherwise there will be too much spillage behind the
dredger. Measures are also taken to get rid of the under-pressure, which develop in the buckets when
discharging cohesive soils.
As with the barge-loading dredger/reclamation dredger, a situation may also arise in which the supply
of barges is the limiting factor. This situation may be caused by many different factors, such as:
Weather and wave conditions
Shipping movement
Bridges and locks
Differences in the speed of the barges.
Differences in the size of the barges.
Delays of the barge
Delays of the *reclamation dredger/barge unloading dredger
Delays at the discharge site
Clearly, with a bucket dredger, there is always a chance that sometimes there will be no barge
available.
Because the above mentioned delays can be reasonably well estimated with regard to their average
values and standard deviations, the Monte Carlo Simulation can provide insight into the probability of
delay resulting from the absence of barges. Clearly, when using a barge-loading dredger there is
always a chance of delays due to the absence of a barge.
5.25
7. Grab or Clamshell dredger
Figure 7- 1:Large grab in the world (200 m
3
)
7.1. General
The grab dredger is the most common used dredger in the world, especially in North
America and the Far East. It is a rather simple and easy to understand stationary dredger
with and without propulsion.
1
0
m
Figure 7- 2 Self propelled grab hopper dredge
In the latter the ship has a hold (Figure 7- 2) in which it stores the dredge material,
otherwise barges transport the material. The dredgers can be moored by anchors or by
poles (spuds)
Figure 7- 3 Grab bucket reclaimer
The most common types are boom type clamshell dredgers with a boom that can swing
around a vertical axis. Beside these, but considerably less in number, are the overhead
cranes (Figure 7- 3), with the trolleys, like the ones used for the transshipment of bulk
goods in ports.
The capacity of a grab dredger is expressed in the volume of the grab. Grab sizes varies
between less than 1 m
3
up to 200 m
3
.(Figure 7- 1)
Frequency grabsizes
0
5
10
15
20
25
200 20 14 12 10 8 6 4 2 0
Grabsize [m3]
F
r
e
q
u
e
n
c
y
[
%
]
0
20
40
60
80
100
120
C
u
m
u
l
a
t
i
v
e
f
r
e
q
u
e
n
c
y
[
%
]
Figure 7- 4
Figure 7- 4 shows a rough overview of the most common grab sizes.
The opening of the grab is controlled by the closing and hoisting wires or by hydraulic
cylinders. To ensure that the grab does not spin during hoisting and lowering many crane
are equipped with a tag line, running from half way the boom straight to the grab.
7.2. Working method
For clamshell dredgers the method of anchoring and the positioning system plays an
important role for the effectiveness of the dredger.
The volume to be dredged at a position decreases with the angle from the centerline.
(Figure 7- 5). So dredging areas from -90 to +90 from the centerline is not always
effective.
Effective Width
Step
Effective Area
A R L RL
eff
= =
sin
2
360
S
Rsin
L=S
Cut projection
Top view cut
S
S
R
R
R
2
1
L'
End last cut
End this cut
A R L RL
eff
= =
sin
2
360
Average width cut
Figure 7- 5 Effective dredging area
In figure 8.5 a top view and a projection of the dredging area area is shown. The width of
the dredging area is sin R V and the width of the cut is L, so the surface of the effective
dredging area is sin
eff
A L R V = which equals:
2
90
eff
A RL
p
V = .
The mean dredging efficiency as function of the swing angle of the crane being
L
L
follows from equalization of both equations:
sin 90
2
L
L
V
p
V
= . See Fig.8.6
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0 20 40 60 80 100
Swing angle [deg]
E
f
f
i
c
i
e
n
c
y
Figure 7- 6 Swing efficiency
It is important to localize every bite of the grab by means of a positioning system. This
helps the dredge master to place the next bit after the foregoing.
The dredging process is discontinuously and cyclic.
Lowering of the grab to the bottom
Closing of the grab by pulling the hoisting wire
Hoisting starts when the bucket is complete closed
Swinging to the barge or hopper
Lowering the filled bucket into the barge or hopper
Opening the bucket by releasing the closing wire.
Releasing the aft wires and pulling the fore wires does the movement of the pontoon.
When the dredgers have spud poles, this movement is done by a spud operation, which is
more accurate than executed by wires.
The principle of this hoisting operation is given in the Figure 7- 7 below.
For a good crane-working behavior the cable cranes have two motors:
The hoisting motor, which drives the hoisting winch and
The closing motor, which controls the closing and the opening the grab.
In order to avoid spinning of the clamshell a so-called tag wire is connected to the
clamshell.
=
L
L
sin
360
2
Hoist winch
Closing winch
Top shieves
Bucket
Closing wires
Hoist wires
Upper sheave block
Lower sheave block
Gear segments
Gear segments
Figure 7- 7 Hoisting system of cable cranes
The crane-working behavior is than as follows:
no. Cycle part position yaws Hoisting winch Closing winch
1 ease open eases eases
2 dig closing hoists hoists
3 hoist closed hoists hoists
4 swing closed rest rest
5 ease closed eases eases
6 dump opening eases rest
7 hoist open hoists hoists
8 swing open rest rest
7.3. Area of application
The large grab dredgers are used for bulk dredging. While the smaller ones are mostly
used for special jobs, such as:
Difficult accessible places in harbors
Small quantities with strongly varying depth.
Along quay walls where the soil is spoiled by wires and debris
Borrowing sand and gravel in deep pits
Sand and gravel mining
Dredging in moraine areas where big stones can be expected.
.
The production of a grab depends strongly on the soil. Suitable materials are soft clay,
sand and gravel. Though, boulder clay is dredged as well by this type of dredger. In soft
soils light big grabs are used while in more cohesive soils heavy small grabs are
favorable.
The dredging depth depends only on the length of the wire on the winches. However the
accuracy decreases with depth. For mining of minerals dredging depths can reach more
than 100 m.
7.4. Important design aspects
7.4.1. Type of grabs
Figure 7- 8 The clamshell
The clamshell most common and is used in silty, clayey and sandy materials. In mud
the yaws in general have flat plates without teeth. In sand, clay and gravel, the yaws
are fitted with in each other grabbing teeth.
The two halves, shells, rotate around a hinge in the lower sheave block and are
connected with the upper sheave block by rods. The closure/hoist cable is reefed
several times between the head and the disc block to generate enough closing force.
In mud the yaws in general have flat plates without teeth. In sand, clay and gravel,
the yaws are fitted with in each other grabbing teeth. For the removal of
contaminated soil closed clamshells are used to avoid spillage.
Figure 7- 9 Orange peel grab
Figure 7- 10 Cactus grab
The orange peel grab (Figure 7- 9) is often used for the removal of large irregular
pieces of rock and other irregular pieces. This type of grab has 8 yaws that in general
do not close very well.
The cactus bucket (Figure 7- 10) is used in the occurrence of both coarse and fine
material at the same time. This grab has 3 or 4 yaws that close well in the closed
position and form a proper bucket.
The size of the bucket depends on the required production capacity of the crane.
7.4.2. Size and weight of the clamshell
The size of the grab depends on the capacity of the crane. The construction weight is
determined, besides by the size also by the required strength and therefore by the type
of soil to be dredged. So a grab suitable for the dredging of silt will be relatively
large in volume and light in weight, while for the dredging of heavy clay or rocks a
relative small but heavy bucket will be used. However, because the hoist force
remains constant, with increasing weight of the grab the load weight must decrease.
For this reason the efficiency of the grab is expressed as:
weight grab load paying
in tons load paying
+
=
Research done in Japan has found the following relation between the ratio of the
mass of the material in and the mass of the bucket:
2
g
bucket
B
K L
M
= .Figure 7- 11
With
B = Width of grab [m]
M
bucket
= mass of grab [kg]
L = length of fully opened grab [m]
M
f
= mass of grab fill [kg]
K
g
M
M
f
g
0
1
2
0 0.02 0.04 0.06 0.08
K
g
sand
Sand
G
ravel
Gravel
Clay
M
M
f
g
Figure 7- 11 Fill mass and bucket mass ratio
7.4.3. Main winch drive
The winch drive systems are mainly electric (direct current or thyristor-controlled
d-c motor connect to the 3 phase board net system) and has the 4 quadrants system.
(Figure 7- 12)
1 2
3 4
T T
T T
n
+
Speed
Torque
Figure 7- 12 Four quadrants system
7.5. Main Layout for pontoon type floating dredgers
Non self-propelled grab dredgers consist of simple pontoons on which the crane is
positioned. The deck is heavy reinforced no only for foundation of the crane but also
where heavy loads can be expected, in particular where the grabs are stored. Winces for
the movement of the pontoon are placed on deck as well as the accommodation for the
crew when necessary
In many cases a standard crane is placed on the pontoon. The boom of the crane is
movable with a simple wire system. During dredging the boom is kept in a fixed position
as much as possible. This avoids the need for a horizontal load path.
The length of the pontoon is in many cases longer than necessary in order to keep barges
along side.
The poisoning of the pontoon is either by anchors (4 to 6) or by 2 or 3 spud poles.(Figure
7- 13) In the last case 2 fixed spuds are situated at on the sides of the pontoon and one
walking spud aft.
Figure 7- 13 Plan view of Grab crane Eendracht, BOSKALIS
An idea about the lightweight in relation to grab size is given in (Figure 7- 14) and is in
the order of 100 times the grabsize.
0.00
2.00
4.00
6.00
8.00
10.00
12.00
0 200 400 600 800 1000 1200 1400
Ligth Weigth [t]
G
r
a
b
s
i
z
e
[
m
3
]
Figure 7- 14 Light weight of grab dredge pontoons
The lightweight of the pontoon is low compared to that of the other dredgers. The
relation between light weight and pontoon volume is shown in Figure 7- 1
y = 0.3259x
R
2
= 0.6118
0
500
1000
1500
2000
2500
0 500 1000 1500 2000 2500 3000 3500
BLD [m3]
L
i
g
t
h
w
e
i
g
t
h
[
t
]
Figure 7- 15 Pontoon volume
The L/B and B/T ratios f the pontoons are respectively between 2 and 3 and 4 to 6. ()
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
0 500 1000 1500 2000 2500
Ligth Weigth [t]
L
/
B
;
B
/
T
L/B B/T
Figure 7- 16 Pontoon numbers
Special attention needs the stability of the dredge because of the varying and eccentrics
loads. Free fluid levels should be avoided.
7.6. The theory of excavation
The most interesting part of the dredging process takes place during the digging in the
soil of the closing grab.
When the grab falls on the soil the yaws penetrate vertically into the soil. This is called
the initial penetration.
If the closing cable is pulled up, the lower sheave block and the upper sheave block are
pulled together and as a result the grab closes. During this process the hoisting cable is
kept slack to allow the grab penetrate deeper into the soil. In very soft soil, like silt or soft
clay, the hoisting cable is kept tight to prevent a too large penetration.
The movement and the accompanying forces are described in the proceedings of the
Wodcon 1992 in India of Steven Becker: The Closing Process of Clamshell Dredgers in
Water-Saturated Sand.
The calculation of the path of the grab and the occurring forces is done by solving the
equations of motion with the aid of the cutting theory for sand and/or clay. The friction
forces on the sides of the yaws must however be taken into account.
During the excavation the cutting edge follows a certain path through the soil (the
digging curve) due to the weight of the grab. During this movement the lower sheave
block moves upward and the upper sheave block downward (see also figure 7.8).
If the cable grab is outlined as shown in figure 7.9, than the closing curve of the grab, not
being the digging curve, can be determined as function of the opening angle .
Figure 7- 17 Geometry of cable clamshell Engels!!!
In the above shown scheme (Figure 7- 17) can be distinguished:
( )
( )
+ = + =
+ + = + =
cos cos cos
sin sin sin
a l b g y
a l e b d x
c
c
and
cos
sin
b y y
b x x
c a
c a
+ =
+ =
Furthermore, e x
c
= , with which the relation between and can be determined:
( ) + + = = sin sin a l e d x
c
, so that x
a
and y
a
can be calculated as function of .
The closing curve shows the path of the grab yaws compared to the grab head.()
Lambda [graden]
F
i
e
[
g
r
a
d
e
n
]
0
2
4
6
8
10
12
14
16
18
0 10 20 30 40 50 60 70 80
2
2.2
2.4
2.6
2.8
3
3.2
3.4
3.6
3.8
4
Y
c
[
m
]
fie [grad] Yc [m]
Figure 7- 18 Rotation and vertical movement of the grab and rod
Closing curve
3.5
3.6
3.7
3.8
3.9
4
4.1
4.2
4.3
0 0.2 0.4 0.6 0.8 1
Xa [m]
Y
a
[
m
]
Figure 7- 19 Closing curve
Such a curve is fully
dependent of the dimensions
of the rods and the grab. For
a good working of the grab
the underside of the grab, the
line AE, may not cross the
path of the closing curve. In
the below figure also the path
of the point E is shown,
while in the movement of the
grab is shown when closed,
half closed and open.
Also the closing curve is
drawn.
Typical for cable grabs is
that, when they are hanging
in the hoist cable, the cutting
edge first moves downwards,
followed by the upward
movement caused by of the
movement of the lower
sheave block
0
1
2
3
4
5
6
7
0 0.5 1 1.5 2 2.5 3 3.5
Xa [m]
Y
a
[
m
]
0
1
2
3
4
5
6
7
Y_closed
Y_open
Y_halfway
wire_curve
E
A
B
C
D
Figure 7- 20
comment: wire curve is closing curve
Closing curve for point A and E
3
3.2
3.4
3.6
3.8
4
4.2
4.4
0 0.2 0.4 0.6 0.8 1 1.2 1.4
X [m]
Y
[
m
]
Y_A Y_E
Figure 7- 21 Closing curve for the points A and E
.
For grabs where the rods are replaced with hydraulic cylinders the closing curve is like
the one in the below picture.(Figure 7- 22)
Closing curve for hydraulic clamshell
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
0 0.2 0.4 0.6 0.8 1
Xa [m]
Y
a
[
m
]
Figure 7- 22
The cutting edge of the grab continues a downward motion when the grab hangs in the
hoist cable.
The closing curve is very important when dredging contaminated soils. Storage of these
soils is very expensive, so digging uncontaminated soils have to be avoided as much as
possible. There for grab dredgers dredging these soil types use horizontal closing grabs as
shown in
Figure 7- 23Horizontal closing hydraulic grab (Boskalis)
For production purposes the determination of the closing curve is insufficient. For this the
excavating of digging curve is necessary. This is determined by calculating the forces on
the grab yaws and the disc blocks at every moment of the closing process.
Therefore the following forces have to be known, both in magnitude and size.
the weight of the grab parts
the cutting forces of the material to be dredged
the forces needed to transport the soil backwards in the grab-shells
the inertia forces of the grab shells
ad 1.
The determination of the weights and the inertia forces of the different grab parts will not
give many problems.
ad 2.
For the determination of the cutting forces the linear cutting theories can be used, with
the remark that the cutting angles change during the closing. By dividing the excavating
process in a large number of discrete steps these theories can be used well.
ad 3.
This problem is the most difficult one. As long as the soil is shoved backwards in the
grab shell, the forces can be calculated with the passive soil theory, dependent on the way
the shear planes run. If however, except for backwards, the soil is also pushed above than
this happens from two sides. As far as is known there has not been any research of the
than acting deformations and therefore there has not been developed (yet) a theory. For
the calculation of the excavation curve can be referred to the earlier mentioned article of
Steven Becker that is realized in cooperation with the section dredging technology.
The calculation of the excavation curve is as follows:
Due to the weight and the drop speed the grab will penetrate initially into the soil.
To calculate this penetration the empirical formula of Gebhart can be used:
( ) ( )
( )
( )
( ) 300 10 21 . 1 900 10 21 . 0 26 . 1 14 . 0
0145 . 0 3 0175 . 0 3 1 0019 . 0
+ + =
h e B e K e F
m m s m
d d
f
d
c
in which:
d
m
= average grain diameter
K
f
= the grain shape factor
B = the width of the grab mouth
h = the initial penetration
s
= the situ density of material to be dredged
calculate the position, velocity, and acceleration of the grab.
determine the shear planes.
determine the passive earth pressures.
determine the horizontal and the vertical cutting forces.
calculate the acceleration of the grab from the equilibrium of the forces.
The remaining part of the dredging process like hoisting, opening and easing are totally
determined by the winch characteristics and the swing velocity of the crane.
7.7. The production capacity
7.7.1. Influence of hoisting power
The production capacity of a grab dredge crane depends strongly on the size and
the weight of the grab as shown in the previous section.
When however, it is assumed that the weight of the grab is not decisive during
the closing process, than the specific energy concept can be used for the
calculation of the required closing energy.
When the grab volume is equal to V
g
, with an average efficiency of w, the
closing time is T
c
, the average fill rate of the grab is F and the specific energy of
the soil equals SPE, than the required closing power equals:
c c
c
g
c
v F
T w F
SPE V
P =
=
With F
c
and v
c
the closing force and the closing speed of the closing wire.
The closing force F
c
should be smaller than the closing force that can be
delivered by the closing winch.
7.7.2. Influence of the soil type
The to be dredged soil type determines for a required production capacity, the
required excavation energy and therefore grab weight in relation to the grab
volume, the necessary closing force and the hoist force. As mentioned before the
application area of grab dredge cranes lies mainly in the non-cohesive soils and
soft clays. Nevertheless boulder clay is sometimes also dredged, although with
low productions.
7.7.3. The dredging depth
The maximal dredge depth
For a certain production capacity the grab volume has to increase with increasing
depth, since the total cycle time increases. If this is not the case the production
will decrease hyperbolically.
0
20
40
60
80
100
120
140
160
180
200
0 50 100 150 200
Dredging depth [m]
H
o
s
t
i
n
g
t
i
m
e
[
s
]
0
100
200
300
400
500
600
700
800
900
P
r
o
d
u
c
t
i
o
n
[
m
3
/
h
r
]
H_time
Production
T1 = 40sec.
Grab volume 10 m^3
Hoisting speed
100 m/min.
Figure 7- 24 Influence of dredging depth on hoisting time
Figure 7- 24 is an example of the production decrease as a result of increasing
dredging depth of a 10 m
3
grab with a hoist velocity of 100 m/min and a non-
hoist time of 40 seconds.
The maximum dredge depth also determines of course the size of the winch
drums for the hoist and closing cables of the grab.
The minimal dredge depth
The minimal dredge depth is determined by the required draught of the pontoon
and the related keel clearance. However it could well be that the minimal
dredging depth is not determined by the pontoon, but by the barges that transport
the dredged material.
7.7.4. The discharge of the material
The dredged material is usually transported with barges. But as already
mentioned in the general considerations there are dredge cranes placed on self-
propelled hoppers, so the material is transported by the dredger.
For grab dredge cranes that are used for the winning of sand and gravel, the
discharge of the material to the separator installation is done with conveyor belts.
8. The backhoe or Dipper dredger
Figure 8. 1 BHD IJZEREN HEIN,
Figure 8. 1
Figure 8. 1
8. The backhoe or Dipper dredger ..............................................................................1
8.1. General considerations .......................................................................................1
8.2. Working method ................................................................................................2
8.3. Area of application .............................................................................................4
8.4. Main Layout.......................................................................................................5
8.5. Production capacity............................................................................................9
8.6. Cylinder forces................................................................................................. 10
8.1. General considerations
A backhoe dredge is a stationary tool, anchored by three spuds: two fixed spuds at the front
(starboard and portside) and a moveable spud at the back of the pontoon (see Figure 8. 1and
). Figure 8. 10
Hydraulic dredgers are available in two models, the backhoe ( ) and the dipper or
front shovel ( ). The first is used most. The difference between those two is the
working method. The backhoe pulls the bucket to the dredger, while the front shovel pushes.
The last method is only used when the water depth is insufficient for the pontoon.
Figure 8. 2 Backhoe dredger
Figure 8. 3 front shovel or dipper dredger
Due to the anchoring by spud poles and the fixed boom and stick the dredging depth is limited
(maximum 25 m).
Some of these type of dredgers are self propelled.
In 1999, the biggest Backhoe dredger in the world was delivered by Shipyard "De Donge" to
"Great Lakes Dredge & Dock Co". This dredger is equipped with a Liebherr P996 excavator
and can dredge with a 13 m
3
bucket till an approx. 17 m. depth. The dredge can however
dredge till a maximum depth of 30 m. in case the boom / stick configuration is changed. The
maximum penetration/ breakout capacity is 170 tons! The weight of the excavator 470 tons!
8.2. Working method
Figure 8. 4 Cylinders on boom and stick
Figure 8. 4
During dredging the pontoon is lifted partly out of the water to create sufficient anchoring.
Besides that the dredger is in that case less sensible for waves. The bucket is positioned and
excavates the soil by means hydraulic cylinders on the boom and stick ( ).
The effective dredging area depends on the swing angle and the forward step per pontoon
position, which on his turn depends on the length of the boom and stick. On the mooring side
for the barges the swing angle is restricted. Swinging over the other side is mostly restricted
60 Larger angles are less effective ( ). The method is the same as for cable cranes. Figure 8. 5
Effective Width
Step
Effective Area
A R L RL
eff
= =
sin
2
360
S
Rsin
L=S
Cut projection
Top view cut
S
S
R
R
R
2
1
L'
End last cut
End this cut
A R L RL
eff
= =
sin
2
360
Average width cut
Figure 8. 5 Effective dredging area
The forward step per pontoon
positions can be sub-divided in
bucket forward positions (Step)
and bucket swing positions
(width) (Figure 8. 1). A small
step results in a large width and
a large step in a small width to
fill the bucket, however the total
volume is almost the same.
Volume V
Width
D
Step
W
Figure 8. 6 bucket forward (step) & bucket swing (width)
positions
Due to the radius of the boom
and arm the cut width is limited
to 10 to 30 m, see (Figure 8. 7).
The dredge has sometimes more
than one boom and/or sticks. A
shorter boom and / or stick
result in higher excavating
forces.
19
19
19
20
20
18
18
18
17
17
17
16
16
16
15
15
15
14
14
14
13
13
13
12
12
12
11
11
11
10
10
10
9
9
9
8
8
8
7
7
7
6
6
6
5
5
5
4
4
4
3
3
3
2
2
2
1
1
1
0
0 28 27 26 25 24 23 22 21
Figure 8. 7 The reach of the dredger for
different booms & sticks
1.
8.3. Area of application
Backhoes are used in soil types like firm clay, soft rock, blasted rock and when large stones
can be expected, like the removal waterside protections. The length of the stick and the boom
determines the dredging depth. Some backhoes have more than one bucket to be able to
dredge well at several depths. The lack of anchorage cables limits the hindrance for other
ships and there is also no delay for anchorage.
Hydraulic backhoes are especially suitable for accurate dredge work, due to the construction
of the stick and the boom.
In general this dredge tool cannot be used under offshore conditions, due to the limited
pontoon width.
Since there are several ways of defining the volume of the buckets one has to be aware when
ordering one. The definitions are (Figure 8. 8):
struck capacity (water volume): this is the amount of water that the bucket can hold at
maximum when the upper bucket rim is held horizontal.
heaped capacity (SAE volume (SAE = Society of Automotive Engineers)): in this an extra
amount of soil with embankment slopes of 1:1 is calculated in.
heaped capacity CECE volume (CECE = Committee of European Construction Equipment):
same as above but with embankment slopes of 1:2.
afstrijkhoogte
Water Capacity
1 1 1 1
1 1 1 1
SAE Capacity
2 2 2 2
1 1 1 1
CECE Capacity
Figure 8. 8 Different capacities
Mainly the type of soil determines the filling degree of the bucket. In soft and sticky soils the
bucket is heaped, while in rock due to the shape of the boulders only a part of the bucket is
filled. Besides, the bulking (volume increase) from the soil plays a role too.
Soil type Filling degree Bulking factor
Soft clay 1.5 1.1
Hard clay 1.1 1.3
Sand & Gravel 1 1.05
Rock; well blasted 0.7 1.5
Rock, unblasted 0.5 1.7
8.4. Main Layout
The crane is positioned on the front side of the pontoon on the turning table, which
situated just above water level. This part is a compromise between the required freeboard and
the maximum available excavating force. The required reaction forces for excavations are
delivered by the spud-poles.
The crane on the turning table is mostly
from a well-known brand (Demag,
Liebherr, O&K Poclain, etc.), which can
be delivered in modules ( ). The
boom and stick are constructed more
heavy duty than those for land operations.
Marine operations results in higher and
more dynamic loads due to deep
excavation depths.
Bucket sizes vary from several cubic
meters to 20 m
3
. The spud are provided
with a hoisting system to hoist the spuds
from the sea bed as well as to lift the
pontoon partly out of the water to increase
the transfer of the reaction forces to the
soil
Figure 8. 9 Shovel modules
Figure 8. 1
The aft spud is either placed in a carriage ( ) or is executed as a walking spud
( ).
Figure 8. 10
Figure 8. 11
The engine room and the accommodation is place at the stern. .
Figure 8. 10 General plan BHD IJZEREN HEIN
The backhoe dredge IJzeren Hein is equipped with a Liebherr P 984 crane and is build under
the classification of Burea Veritas I 3/3 (-) Pontoon NP/Deep Sea.
Figure 8. 11 Plan view BHD ROCKY, Owner BOSKALIS
The BHD Rocky, one of the most powerful backhoes, is provided with a DEMAG H 286S
excavator with 1230 kW and can be equipped with bucket varying in size between3 and 16
m
3
. She has a dredging depth of 25 m. The aft spud is executed as a walking spud.
Data from existing backhoe dredgers shows that there is hardly a relation between bucket size
and installed diesel power as well as between diesel power and lightweight (Figure 8. 12 and
). Figure 8. 13
0.00
200.00
400.00
600.00
800.00
1000.00
1200.00
0.00 5.00 10.00 15.00 20.00
Bucket size [m3]
I
n
s
t
a
l
l
e
d
p
o
w
e
r
[
k
W
]
Figure 8. 12Relation bucket capacity versus
installed diesel power
0
200
400
600
800
1000
1200
1400
1600
1800
0 250 500 750 1,000 1,250
Total installed power [kW]
L
i
g
h
t
w
e
i
g
h
t
[
t
]
Figure 8. 13 Relation bucket installed diesel
power versus light weight of the pontoon
Lightweight of the pontoon is some what related to the total power installed (, while
lightweight is roughly 47 % of the pontoon volume ( and ). Figure 8. 16 Figure 8. 17
Data from excavator suppliers shows a better relation.
y = -7E-06x
2
+ 0.0494x+ 1.5486
R
2
= 0.9778
0
5
10
15
20
25
30
0 100 200 300 400 500 600
Crane weight [ton]
B
u
c
k
e
t
s
i
z
e
[
m
3
]
Figure 8. 14
Liebherr Excavators
y = 4.4679x
R
2
= 0.9936
0
500
1000
1500
2000
2500
0 100 200 300 400 500 600
Crane weight [tons]
P
o
w
e
r
[
k
W
]
Figure 8. 15
Figure 8. 14 Figure 8. 15
Data from Liebherr Excavators
With and a better estimate of the installed power is possible then
from . Figure 8. 12
y = 0.4713x
R
2
= 0.6122
0
200
400
600
800
1000
1200
1400
1600
1800
0 500 1000 1500 2000 2500 3000
LBD [m3]
L
i
g
h
t
w
e
i
g
h
t
[
t
]
Figure 8. 16 Pontoon volume versus lightweight
Length-width ratio and width-draught ratio are almost the same as for the pontoons of the
grab dredgers ( ). Figure 8. 17
Figure 8. 17 Lightweight versus pontoon dimensions.
0.00
1.00
2.00
3.00
4.00
5.00
6.00
7.00
8.00
9.00
0 200 400 600 800 1,000 1,200 1,400 1,600 1,800
Light weight [t]
L
/
B
&
B
/
t
L/B B/T
8.5. Production capacity
When dredging soft soils (free running sand, silt and soft clay) the volume per bite of the
bucket is determined by the bucket capacity. For harder materials the cylinder forces can be
the decisive factor.
If the cylinder force is F
c
and the cutting speed v
c
and the specific energy of the soil is SPE
then:
F v SPE Q
V
t
d step W
t
c c s
bucket
digging
layer bucket
digging
= = =
With:
Q
s
Production m
3
/s
V
bucket
Bucket capacity m
3
T
digging
Excavating time s
d
layer
Thickness layer m
Step Step size m
W
bucket
Width of bucket m
The cutting speed can be calculated either by rotating the bucket or the stick.
Cycle times of the bucket depends on the dredging depth and soil type, but are in the order
between 20 and 40 seconds.
The cycle consists of:
Digging
Lifting and swinging
Dumping
Swinging and lowering
Positioning.
The step procedure takes more time, 5 to 10 minutes.
STEP PROCEDURE FOR BACKHOE DREDGERS
No. Spud carriage Walking spud
1 Lower pontoon into the floating position Lower pontoon into the floating position
2 Put the bucket into the soil Put the bucket into the soil
3 Lift front spuds Lift front spuds
4 Move pontoon one step forward by
moving the carriage and the stick.
Move pontoon one step forward by tilting
the walking spud and pulling the stick.
5 Set front spud into the soil Set front spud into the soil
6 Lift movable spud Lift walking spud
7 Move carriage one step forwards Tilt waling spud back into its middle
position
8 Set the movable spud into the soil Lower walking spud
9 Lift pontoon in working position Lift pontoon in working position
Points 6, 7 and 8 for the spud carriage system are only necessary when the stroke of the
cylinder to move the carriage is used.
8.6. Cylinder forces
The cutting forces are calculated either by the specific energy concept or by the cutting
theories for sand, clay or rock. The cutting theories give the normal forces too, however for
sharp knives or teeth only. For design purposes the average normal forces (between sharp and
blunt cutting tools) are assumed to be a ratio of the cutting forces. For sand and clay
F
cutting
/F
normal
=10 and for rock F
cutting
/F
normal
=2
If the ratio is known, the cylinder forces can be calculated by taking the moments around the
suspension points.
The cylinder force to move the boom follows from the equation ( ): Figure 8. 18
Figure 8. 18 Forces on the boom and stick
c p boom boom stick stick bucket bucket
cylinder
F d F l W z W z W z
F
a
+
=
W
boom
z
boom
z
stick
z
bucket
l
W
stick
W
bucket
a
Finally, the moments and shear forces can be calculated in the boom and stick to depend the
dimensions of the boom and stick under dynamic conditions.
Das könnte Ihnen auch gefallen
- Design of Dredging Equipment PDFDokument323 SeitenDesign of Dredging Equipment PDFMike Roy88% (8)
- Trailing Suction Hopper DredgerDokument109 SeitenTrailing Suction Hopper Dredgerldaels100% (3)
- Dredging TechniquesDokument34 SeitenDredging Techniquesgeraldo gil100% (1)
- Dredging ManualDokument21 SeitenDredging Manualgeraldo gil100% (1)
- Suction DredgingDokument35 SeitenSuction DredgingHussam Ezzat100% (2)
- Vlasblom1 Introduction To Dredging EquipmentDokument27 SeitenVlasblom1 Introduction To Dredging EquipmentJayasankar PillaiNoch keine Bewertungen
- Structural Analysis of Hopper Suction DredgerDokument10 SeitenStructural Analysis of Hopper Suction DredgerIvan GrbavacNoch keine Bewertungen
- Cutter Suction Dredger Design and OperationDokument79 SeitenCutter Suction Dredger Design and Operationedraket145Noch keine Bewertungen
- Dredging For DevelopmentDokument84 SeitenDredging For Developmentgorilla_force100% (1)
- Cutter Suction DredgerDokument79 SeitenCutter Suction DredgerAkash Desai100% (1)
- DredgingDokument35 SeitenDredgingsanjivsing60% (5)
- Damen Cutter Suction Dredger 650Dokument2 SeitenDamen Cutter Suction Dredger 650Fajrin M. NatsirNoch keine Bewertungen
- Dredger Design PDFDokument97 SeitenDredger Design PDFshimul200883% (6)
- Brochure Damen Dredging PDFDokument34 SeitenBrochure Damen Dredging PDFCarlos Marcelo CostaNoch keine Bewertungen
- Handbook of Dredging ActivitiesDokument57 SeitenHandbook of Dredging Activitiesulhas_nakashe0% (1)
- Mooring Equipment GuidelinesDokument3 SeitenMooring Equipment GuidelinesJason Roberts100% (1)
- Dredging Processes Hopper SedimentationDokument143 SeitenDredging Processes Hopper Sedimentationdanielmergulho100% (2)
- Environmental Dredging ConsiderationsDokument441 SeitenEnvironmental Dredging Considerationsvictoraboje100% (3)
- Trailing Suction Hopper Dredger SpecificationDokument51 SeitenTrailing Suction Hopper Dredger SpecificationuygarkoprucuNoch keine Bewertungen
- API Specification 2CDokument28 SeitenAPI Specification 2CDaniel BeckNoch keine Bewertungen
- Rules for Classification and Construction of Ship Lifts and Ro-Ro Ferry RampsDokument34 SeitenRules for Classification and Construction of Ship Lifts and Ro-Ro Ferry RampsRhn RhnNoch keine Bewertungen
- 11 Floating Marina Design Principles Top MarineDokument26 Seiten11 Floating Marina Design Principles Top MarineLuis Abelardo Ayala Gomez100% (1)
- 3 DredgingDokument32 Seiten3 DredgingMohamed SemedaNoch keine Bewertungen
- Dredging Feasibility EvaluationDokument95 SeitenDredging Feasibility Evaluationsekhar4u303739Noch keine Bewertungen
- Hydromax ManualDokument252 SeitenHydromax Manualmanon160100% (1)
- Your Propulsion Experts: Nav Schottel NavigatorDokument8 SeitenYour Propulsion Experts: Nav Schottel NavigatorMustafa TemelNoch keine Bewertungen
- Effective Breadth ConceptDokument21 SeitenEffective Breadth ConceptspamszafkaNoch keine Bewertungen
- ABS GUIDE FOR-Position-Mooring-Systems-2018 - 05 PDFDokument92 SeitenABS GUIDE FOR-Position-Mooring-Systems-2018 - 05 PDFjeedan100% (1)
- 850m3 split-type hopper barge design packageDokument1 Seite850m3 split-type hopper barge design packageJOSEPH ANTONY100% (1)
- A Complete Guide of Bringing A Ship To Dry Dock: Written by On April 10, 2016Dokument11 SeitenA Complete Guide of Bringing A Ship To Dry Dock: Written by On April 10, 2016Panagiotis MouzenidisNoch keine Bewertungen
- LIFTECH - Container Crane DesignDokument49 SeitenLIFTECH - Container Crane Designaiyubi2100% (1)
- Single Drum Winch Design Chapter 10Dokument54 SeitenSingle Drum Winch Design Chapter 10kelvinyeoh100% (3)
- Rules For Towing SurveyDokument14 SeitenRules For Towing Surveythugsdei100% (2)
- Winch Drive Calculations ExplainedDokument3 SeitenWinch Drive Calculations Explainedretrospect1000100% (6)
- Best Practice Report Mooring of Floating Marine Renewable Energy DevicesDokument30 SeitenBest Practice Report Mooring of Floating Marine Renewable Energy DevicesGuilherme LealNoch keine Bewertungen
- Autohydro Manual 6Dokument58 SeitenAutohydro Manual 6Once ReLaxNoch keine Bewertungen
- Wind Farm Challenges Green Palm Marine ConsultancyDokument23 SeitenWind Farm Challenges Green Palm Marine ConsultancyOffshore JackupNoch keine Bewertungen
- Boluda Towing PlanDokument76 SeitenBoluda Towing PlanManuel VaronNoch keine Bewertungen
- Mathcad - Clump Winch AnalysisDokument5 SeitenMathcad - Clump Winch AnalysisL. A. WillisNoch keine Bewertungen
- TSHD PDFDokument4 SeitenTSHD PDFknthnpNoch keine Bewertungen
- Static Towing Assembly Guidelines 2020 PDFDokument92 SeitenStatic Towing Assembly Guidelines 2020 PDFvodafone chettiNoch keine Bewertungen
- 2019 Guidelines For The Maintenance of Rubber Fender Systems, 2nd EditionDokument131 Seiten2019 Guidelines For The Maintenance of Rubber Fender Systems, 2nd EditionJohn R KjamancaNoch keine Bewertungen
- Dockmaster Training ManualDokument296 SeitenDockmaster Training ManualCostaDinos PapadopoulosNoch keine Bewertungen
- Chapter 1 IntroductionDokument14 SeitenChapter 1 Introductionsri marwaNoch keine Bewertungen
- Machinary Group 3Dokument16 SeitenMachinary Group 3Temesgen SilabatNoch keine Bewertungen
- Scratchers and Jars: Downhole Tools for Cementing and FishingDokument18 SeitenScratchers and Jars: Downhole Tools for Cementing and FishingAgitaYunitaPutriNoch keine Bewertungen
- Rig RigDokument11 SeitenRig Rigsseaea100% (3)
- Types of Drilling Rigs 02 PDFDokument12 SeitenTypes of Drilling Rigs 02 PDFnamdq-1Noch keine Bewertungen
- Failures in Excavator ArmsDokument8 SeitenFailures in Excavator ArmsSonyAcerNoch keine Bewertungen
- 003 Hydrolic DredgerDokument25 Seiten003 Hydrolic DredgerSumsil ArafinNoch keine Bewertungen
- Dredging, Clamshell and DraglineDokument10 SeitenDredging, Clamshell and DraglineAnxia Jane JimenezNoch keine Bewertungen
- Drilling Rig Components ExplainedDokument5 SeitenDrilling Rig Components Explainedsarah alsNoch keine Bewertungen
- Kelompok V PengerukanDokument34 SeitenKelompok V Pengerukanratna100% (1)
- 04-10 TSHDs Discharge SystemsDokument17 Seiten04-10 TSHDs Discharge SystemsMohamed Noor AhamedNoch keine Bewertungen
- Civil Engineering TechnologyDokument59 SeitenCivil Engineering TechnologySulaiman SiddiqueNoch keine Bewertungen
- Drillships: Positioning Systems and Drilling EquipmentDokument14 SeitenDrillships: Positioning Systems and Drilling EquipmentsanyuktaNoch keine Bewertungen
- Mod 2 DRLG BasicsDokument12 SeitenMod 2 DRLG BasicsMin Thant MaungNoch keine Bewertungen
- Drilling Engineering Chapter 1Dokument41 SeitenDrilling Engineering Chapter 1Wong Jin Yang100% (2)
- Kind of Dredgers Coastal CourseDokument12 SeitenKind of Dredgers Coastal Courseamrelamer.19.97Noch keine Bewertungen
- Sewage Disposal Works: Their Design and ConstructionVon EverandSewage Disposal Works: Their Design and ConstructionNoch keine Bewertungen
- Bridge Deck BehaviourDokument327 SeitenBridge Deck BehaviourJunwhan KimNoch keine Bewertungen
- 3.2.11-LRFD Slab Bridge DesignDokument24 Seiten3.2.11-LRFD Slab Bridge DesignsancloudNoch keine Bewertungen
- Kelken US Metric Chart ASTM A615 Grade 60 RebarDokument1 SeiteKelken US Metric Chart ASTM A615 Grade 60 RebarAvsin CevaNoch keine Bewertungen
- Mesh Solutions BookletDokument16 SeitenMesh Solutions BookletJunwhan KimNoch keine Bewertungen
- CT3330 Caissons - Feb 2011 PDFDokument119 SeitenCT3330 Caissons - Feb 2011 PDFshachen2014Noch keine Bewertungen
- Mesh Solutions BookletDokument16 SeitenMesh Solutions BookletJunwhan KimNoch keine Bewertungen
- Heavy Duty PavementsDokument89 SeitenHeavy Duty Pavementsgoyotech100% (1)
- CCIP - 16167 Concrete Buildings Scheme Extract FINALDokument45 SeitenCCIP - 16167 Concrete Buildings Scheme Extract FINALDerek AngNoch keine Bewertungen
- Brochure SiltProtector PDFDokument12 SeitenBrochure SiltProtector PDFJunwhan KimNoch keine Bewertungen
- CT3330 Caissons - Feb 2011 PDFDokument119 SeitenCT3330 Caissons - Feb 2011 PDFshachen2014Noch keine Bewertungen
- Fatigue AssessmentDokument142 SeitenFatigue AssessmentRamchandraNoch keine Bewertungen
- First Order Reliability Method (FORM) First Order Reliability Method (FORM)Dokument10 SeitenFirst Order Reliability Method (FORM) First Order Reliability Method (FORM)gutian259Noch keine Bewertungen
- Hanson c301Dokument2 SeitenHanson c301m4x4rtNoch keine Bewertungen
- Second Order Effect PDFDokument63 SeitenSecond Order Effect PDFJunwhan KimNoch keine Bewertungen
- Earthquake Analysis of Quay Walls - J.W. Liang PDFDokument89 SeitenEarthquake Analysis of Quay Walls - J.W. Liang PDFJunwhan KimNoch keine Bewertungen
- MNL 133 97 - ch12Dokument50 SeitenMNL 133 97 - ch12Josue LewandowskiNoch keine Bewertungen
- Byg r139Dokument116 SeitenByg r139Yuyang TyNoch keine Bewertungen
- Spiral PDFDokument23 SeitenSpiral PDFJunwhan KimNoch keine Bewertungen
- Concrete Pipe Design ManualDokument555 SeitenConcrete Pipe Design Manualv100% (5)
- Heavy Duty PavementsDokument89 SeitenHeavy Duty Pavementsgoyotech100% (1)
- PCCP Brochure PDFDokument15 SeitenPCCP Brochure PDFJunwhan KimNoch keine Bewertungen
- Spirally Welded PipesDokument20 SeitenSpirally Welded PipesRoman100% (2)
- PCCP Brochure PDFDokument15 SeitenPCCP Brochure PDFJunwhan KimNoch keine Bewertungen
- MNL-133-97 Chapter 15Dokument50 SeitenMNL-133-97 Chapter 15jajayttNoch keine Bewertungen
- DECAST CPP Installation Manual 2016.02.10 PDFDokument60 SeitenDECAST CPP Installation Manual 2016.02.10 PDFJunwhan KimNoch keine Bewertungen
- Chapter9 - Design ExamplesDokument338 SeitenChapter9 - Design ExamplesJunwhan KimNoch keine Bewertungen
- Hanson - Chesapeake Section AWWA Symposium PDFDokument53 SeitenHanson - Chesapeake Section AWWA Symposium PDFJunwhan KimNoch keine Bewertungen
- Chapter8 - Design Theory & Procedure PDFDokument407 SeitenChapter8 - Design Theory & Procedure PDFJunwhan KimNoch keine Bewertungen
- Chapter11 - Extending SpansDokument91 SeitenChapter11 - Extending SpansJunwhan Kim100% (1)
- PCI 39-MNL-133-97 - ch7 PDFDokument34 SeitenPCI 39-MNL-133-97 - ch7 PDFAnonymous bVFHovNoch keine Bewertungen
- Monthly Report Jan 2020Dokument36 SeitenMonthly Report Jan 2020Abdullah Al MarufNoch keine Bewertungen
- Pipeline Pre Trenching Pre Qua - Rev A 27june22 - FinalDokument57 SeitenPipeline Pre Trenching Pre Qua - Rev A 27june22 - Finalrifawsan33Noch keine Bewertungen
- Earth Moving EquipmentsDokument24 SeitenEarth Moving EquipmentsSG ShahNoch keine Bewertungen
- Structural Design of Drydock Frontage Dredging SystemDokument37 SeitenStructural Design of Drydock Frontage Dredging SystemSasi PraveenNoch keine Bewertungen
- Updated Up To ACS 38 Dtd. 14.01.2020Dokument368 SeitenUpdated Up To ACS 38 Dtd. 14.01.2020Hermann LoweNoch keine Bewertungen
- Ceda-Nl-2015-01-27-Pianc Marcom WG 144Dokument150 SeitenCeda-Nl-2015-01-27-Pianc Marcom WG 144Anonymous Gon7kIs100% (1)
- Ashapura Arcadia Logistics ExperienceDokument10 SeitenAshapura Arcadia Logistics ExperiencetejasNoch keine Bewertungen
- Dredging BrochureDokument11 SeitenDredging Brochuremaxi galvanNoch keine Bewertungen
- REMU Big FloatDokument2 SeitenREMU Big FloatForomaquinasNoch keine Bewertungen
- CoTM Thesis - Hussein AdemDokument78 SeitenCoTM Thesis - Hussein AdemAddis GetahunNoch keine Bewertungen
- Attachments Brochure FinalDokument16 SeitenAttachments Brochure Finalkomatsu2562Noch keine Bewertungen
- Trailing Suction Hopper Dredger SpecificationDokument51 SeitenTrailing Suction Hopper Dredger SpecificationuygarkoprucuNoch keine Bewertungen
- Effectiveness of Dredging Biñan RiverDokument2 SeitenEffectiveness of Dredging Biñan RiverAlex NavalNoch keine Bewertungen
- CARE assigns 'BBB-' rating to Dharti Dredging's long-term bank facilitiesDokument6 SeitenCARE assigns 'BBB-' rating to Dharti Dredging's long-term bank facilitiesshankarswaminathanNoch keine Bewertungen
- Kepmen 555 - EnglishDokument153 SeitenKepmen 555 - Englishbqdianz100% (1)
- Business Plan For Dredging BusinessDokument6 SeitenBusiness Plan For Dredging Businessokoro matthew100% (4)
- Operations Manual DCS4 DCS5Dokument34 SeitenOperations Manual DCS4 DCS5Ibrahim AslanNoch keine Bewertungen
- Marco Island Yacht Club - Department of The Army Permit (With Attachments) - Jan. 20, 2021Dokument74 SeitenMarco Island Yacht Club - Department of The Army Permit (With Attachments) - Jan. 20, 2021Omar Rodriguez OrtizNoch keine Bewertungen
- Dredging OperationsDokument46 SeitenDredging OperationsdimkolisNoch keine Bewertungen
- English Andal Amdal 2010 Part 1Dokument142 SeitenEnglish Andal Amdal 2010 Part 1andriyani_wise7588100% (1)
- IHC Beaver 1200 C Cutter Suction Dredger Specs & FeaturesDokument2 SeitenIHC Beaver 1200 C Cutter Suction Dredger Specs & FeaturesRheyza Gigih PrakosoNoch keine Bewertungen
- Ajax R: Nordic MythologyDokument2 SeitenAjax R: Nordic MythologyAnonyNoch keine Bewertungen
- DamenDredgingEquipment CSDfolder Jan 2013Dokument2 SeitenDamenDredgingEquipment CSDfolder Jan 2013novian_ivanNoch keine Bewertungen
- Marine Knowledge Course (Join Indian Merchant Navy)Dokument22 SeitenMarine Knowledge Course (Join Indian Merchant Navy)smmNoch keine Bewertungen
- Powerful. Mobile. Greater Results with New InnovationsDokument14 SeitenPowerful. Mobile. Greater Results with New InnovationsArif Ahmed100% (1)
- Code Name A1 Tankers: Sheet1Dokument4 SeitenCode Name A1 Tankers: Sheet1dwisuastiNoch keine Bewertungen
- Corrib Field Dredging & BackfillingDokument7 SeitenCorrib Field Dredging & Backfillingalikeali100% (3)
- Port of PT Lisas Risk AssessmentDokument38 SeitenPort of PT Lisas Risk AssessmentAnonymous FmXEu2cHxKNoch keine Bewertungen
- Geotube Waterways & ImpoundmentsDokument8 SeitenGeotube Waterways & ImpoundmentsVictor Hugo Chavez GonzalezNoch keine Bewertungen
- DOP PumpDokument4 SeitenDOP PumpJayNoch keine Bewertungen