Das könnte Ihnen auch gefallen
- Positioners - Isa - 751301 - SPBDokument48 SeitenPositioners - Isa - 751301 - SPBIsa Blue100% (2)
- Isa 75.03 1992 PDFDokument14 SeitenIsa 75.03 1992 PDFQuang Duan NguyenNoch keine Bewertungen
- Isa 75.04 1985 PDFDokument14 SeitenIsa 75.04 1985 PDFQuang Duan NguyenNoch keine Bewertungen
- Ansi - Isa-75.01.01-2012 (60534-2-1 Mod)Dokument70 SeitenAnsi - Isa-75.01.01-2012 (60534-2-1 Mod)jleonos100% (4)
- Isa 75.08.05-2002 (R2007)Dokument18 SeitenIsa 75.08.05-2002 (R2007)Francisco Nascimento NetoNoch keine Bewertungen
- Isa 75.17 Control Valve Aerodynamic Noise PredictionDokument32 SeitenIsa 75.17 Control Valve Aerodynamic Noise PredictionAbubakar Qazi100% (2)
- Isa 75.07Dokument20 SeitenIsa 75.07Rauf IbrahimliNoch keine Bewertungen
- ANSI ISA 75 05 01 Control Valve Terminology PDFDokument32 SeitenANSI ISA 75 05 01 Control Valve Terminology PDFGabriel Zoratti100% (1)
- Laboratory Measurement of Aerodynamic Noise Generated by Control ValvesDokument20 SeitenLaboratory Measurement of Aerodynamic Noise Generated by Control ValvesZhuowen LiNoch keine Bewertungen
- Isa 75.01.01-2012Dokument70 SeitenIsa 75.01.01-2012moejamal80100% (1)
- Considerations For Evaluating Control Valve Cavitation: Recommended PracticeDokument60 SeitenConsiderations For Evaluating Control Valve Cavitation: Recommended PracticeHoras Canman100% (1)
- Isa 12.12.01Dokument48 SeitenIsa 12.12.01jplutodNoch keine Bewertungen
- ISA 75.05.01 Control Valve TerminologyDokument32 SeitenISA 75.05.01 Control Valve TerminologysoxalNoch keine Bewertungen
- S 7517Dokument32 SeitenS 7517JDavid NavaNoch keine Bewertungen
- ISA - 75.01.01.2012 - Flow Capacity - Sizing Equations For Fluid FlowDokument70 SeitenISA - 75.01.01.2012 - Flow Capacity - Sizing Equations For Fluid FlowCarlos Ramos100% (1)
- Isa-Tr75 25 02-2000Dokument40 SeitenIsa-Tr75 25 02-2000Daniel Leonardo Barrera EspartaNoch keine Bewertungen
- ISA-20.00.03-2001 Specification Forms. Part 3Dokument30 SeitenISA-20.00.03-2001 Specification Forms. Part 3Максим ХилоNoch keine Bewertungen
- Isa S75 01 PDFDokument52 SeitenIsa S75 01 PDFAnton HidayatNoch keine Bewertungen
- BS en 60534-1-2005 Industrial-Process Control Valves - Part 1 Control Valve Terminology and GeneDokument16 SeitenBS en 60534-1-2005 Industrial-Process Control Valves - Part 1 Control Valve Terminology and Genepenjualgas100% (1)
- Isa-S75 01 PDFDokument52 SeitenIsa-S75 01 PDFOSIIQPGRIS100% (2)
- BS en 15714-1Dokument12 SeitenBS en 15714-1련서긔100% (2)
- 350 ISA Compliant Control Valve SpecificationDokument22 Seiten350 ISA Compliant Control Valve SpecificationShivakumarNoch keine Bewertungen
- MSS SP 91 2009.01.01Dokument12 SeitenMSS SP 91 2009.01.01Antonio100% (2)
- ISA 75.19 - 1995 - Hydro Static Testing of Control ValvesDokument34 SeitenISA 75.19 - 1995 - Hydro Static Testing of Control Valvesachari_swapnil100% (1)
- Face To Face Flangeless Flangeless Control ValveDokument16 SeitenFace To Face Flangeless Flangeless Control ValveCarlosIkeda100% (2)
- Ansi Isa-75.01.01-2012 (60534-2-1 Mod)Dokument70 SeitenAnsi Isa-75.01.01-2012 (60534-2-1 Mod)Abdelaadim FadlallahNoch keine Bewertungen
- Specification SheetDokument108 SeitenSpecification SheetGunaseelanvr67% (3)
- ISA 75.19.01 Hydrostatic Testing of Control Valves PDFDokument34 SeitenISA 75.19.01 Hydrostatic Testing of Control Valves PDFChristianGuerreroNoch keine Bewertungen
- International Standard: Industrial Valves - Pressure Testing of Metallic ValvesDokument20 SeitenInternational Standard: Industrial Valves - Pressure Testing of Metallic Valvesmahboob_qayyumNoch keine Bewertungen
- ISA 84.00.03 Guidance For Test of SIF PDFDokument222 SeitenISA 84.00.03 Guidance For Test of SIF PDFpneuma110Noch keine Bewertungen
- Isa-S5 3Dokument22 SeitenIsa-S5 3Shin Bo100% (2)
- Isa RP16.4 1960Dokument10 SeitenIsa RP16.4 1960OliverghNoch keine Bewertungen
- ISA 75.08.02 Face-to-Face Dimensions For Flangeless Control ValvesDokument16 SeitenISA 75.08.02 Face-to-Face Dimensions For Flangeless Control Valveskattabomman100% (1)
- Ansi-Isa S7.0.01-1996Dokument34 SeitenAnsi-Isa S7.0.01-1996Jamie Crawford100% (1)
- Ansi/isa-7 0 01-1996Dokument34 SeitenAnsi/isa-7 0 01-1996jose100% (2)
- Ansi Isa RP12.6Dokument52 SeitenAnsi Isa RP12.6barondiego100% (3)
- ASME ImpDokument6 SeitenASME ImpMarc AnmellaNoch keine Bewertungen
- Control Valve StandardsDokument36 SeitenControl Valve StandardsSameer Kapare100% (3)
- ISA RP 60.3 Human Engineering For Control CentersDokument22 SeitenISA RP 60.3 Human Engineering For Control CentersFoulen FouleniNoch keine Bewertungen
- Isa 75.01.01Dokument70 SeitenIsa 75.01.01gabrielbonillaiqNoch keine Bewertungen
- Environmental Conditions For Process Measurement and Control Systems: Airborne ContaminantsDokument22 SeitenEnvironmental Conditions For Process Measurement and Control Systems: Airborne ContaminantsNam Hoai NamNoch keine Bewertungen
- ANSI ISA TR75.04.01 1998 CV Position StabilityDokument20 SeitenANSI ISA TR75.04.01 1998 CV Position StabilityMatthew RudyantoNoch keine Bewertungen
- Control Valve Position Stability: ISA-TR75.04.01-1998 (R2006)Dokument22 SeitenControl Valve Position Stability: ISA-TR75.04.01-1998 (R2006)Horas CanmanNoch keine Bewertungen
- Isa s75.16Dokument12 SeitenIsa s75.16Mario VillanuevaNoch keine Bewertungen
- Ansi Isa-S91.01-1995Dokument12 SeitenAnsi Isa-S91.01-1995jf2587Noch keine Bewertungen
- ISA 960201 SPBoard November2007Dokument24 SeitenISA 960201 SPBoard November2007Heymonth ChandraNoch keine Bewertungen
- Threaded Weld-In Socket Weld and Limited Space ThermowellsDokument2 SeitenThreaded Weld-In Socket Weld and Limited Space ThermowellsRajadurai SinghNoch keine Bewertungen
- ANSI-IsA 77.13.01-1999 Fossil Fuel Power Plant Steam Turbine Bypass SystemDokument42 SeitenANSI-IsA 77.13.01-1999 Fossil Fuel Power Plant Steam Turbine Bypass SystemArzu AkarNoch keine Bewertungen
- Fossil Fuel Power Plant Instrument Piping InstallationS - 7770Dokument32 SeitenFossil Fuel Power Plant Instrument Piping InstallationS - 7770verneNoch keine Bewertungen
- RP 7523Dokument60 SeitenRP 7523CAC-39.01Noch keine Bewertungen
- RP 7523Dokument60 SeitenRP 7523kirandevi1981Noch keine Bewertungen
- Instrument Air Quality S - 7001 PDFDokument34 SeitenInstrument Air Quality S - 7001 PDFKrishNoch keine Bewertungen
- Face-to-Face Dimensions For Buttweld-End Globe-Style Control Valves (Classes 150, 300, 600, 900, 1500, and 2500)Dokument18 SeitenFace-to-Face Dimensions For Buttweld-End Globe-Style Control Valves (Classes 150, 300, 600, 900, 1500, and 2500)babis1980Noch keine Bewertungen
- ISA-77.70-1994 - Fossil Fuel Power Plant Instrument Piping InstallationDokument32 SeitenISA-77.70-1994 - Fossil Fuel Power Plant Instrument Piping InstallationFirdaus SukmonoNoch keine Bewertungen
- ISA-37.5-1982 (R1995) : Specifications and Tests For Strain Gage Linear Accelerator TransducersDokument34 SeitenISA-37.5-1982 (R1995) : Specifications and Tests For Strain Gage Linear Accelerator TransducersSergio LungrinNoch keine Bewertungen
- ANSI 50.00.01-1975 (R2002) - Compatibility of Analog Signals For Electronic Industrial Process InstrumentsDokument24 SeitenANSI 50.00.01-1975 (R2002) - Compatibility of Analog Signals For Electronic Industrial Process InstrumentsKonsepsyon100% (1)
- 77.42.01-1999 (Fossil Fuel Power Plant Feedwater Control System - Drum Type)Dokument34 Seiten77.42.01-1999 (Fossil Fuel Power Plant Feedwater Control System - Drum Type)cristhmart1971Noch keine Bewertungen
- ANSI ISA 75.19.01hydrostatic Testing of Control Valves (2003)Dokument34 SeitenANSI ISA 75.19.01hydrostatic Testing of Control Valves (2003)kikechuNoch keine Bewertungen
- Ansi/I - 7.0.01 - 1996: Quality Standard For Instrument AirDokument34 SeitenAnsi/I - 7.0.01 - 1996: Quality Standard For Instrument AirWalther LaricoNoch keine Bewertungen
- Pressure Engineering Directive (P. E. D.) Certificate: Arkon Flow SystemsDokument1 SeitePressure Engineering Directive (P. E. D.) Certificate: Arkon Flow Systemsjammu_d_gr8Noch keine Bewertungen
- Contact DetailsDokument1 SeiteContact Detailsjammu_d_gr8Noch keine Bewertungen
- WATERFLUX3070Dokument44 SeitenWATERFLUX3070jammu_d_gr8Noch keine Bewertungen
- Cable DamageDokument24 SeitenCable Damagejammu_d_gr8Noch keine Bewertungen
- Application and Meter Selection: 1 Company NameDokument1 SeiteApplication and Meter Selection: 1 Company Namejammu_d_gr8Noch keine Bewertungen
- Some ContactsDokument1 SeiteSome Contactsjammu_d_gr8Noch keine Bewertungen
- Regulationsof Internal Water Installationsand ConnectionDokument66 SeitenRegulationsof Internal Water Installationsand ConnectionHenrik Gal de OcampoNoch keine Bewertungen
- Fmts Techsubmital DetailsDokument1 SeiteFmts Techsubmital Detailsjammu_d_gr8Noch keine Bewertungen
- Stress AnalysisDokument6 SeitenStress Analysisapi-3836286100% (4)
- Jamesh CVDokument8 SeitenJamesh CVjammu_d_gr8Noch keine Bewertungen
- Exhaust Muffler Design PrinciplesDokument9 SeitenExhaust Muffler Design Principlespaulomareze67% (3)
- Ayurveda MD Question PaperDokument20 SeitenAyurveda MD Question Paperjammu_d_gr8Noch keine Bewertungen
- DreamDokument25 SeitenDreamjammu_d_gr8Noch keine Bewertungen
- Thermodynamics LODokument2 SeitenThermodynamics LOcaptainhassNoch keine Bewertungen
- Quick LockDokument2 SeitenQuick Lockjammu_d_gr8Noch keine Bewertungen
- Fuji PID PXR459 Operation ManualDokument83 SeitenFuji PID PXR459 Operation ManualmelferNoch keine Bewertungen
- Note To Revise SpecDokument6 SeitenNote To Revise Specjammu_d_gr8Noch keine Bewertungen
- Checkvalve 75Dokument7 SeitenCheckvalve 75jammu_d_gr8Noch keine Bewertungen
- PrintDokument5 SeitenPrintjammu_d_gr8Noch keine Bewertungen
- Buster 9180 EN 02Dokument4 SeitenBuster 9180 EN 02jammu_d_gr8Noch keine Bewertungen
- Fuji PID PXR459 Operation ManualDokument83 SeitenFuji PID PXR459 Operation ManualmelferNoch keine Bewertungen
- Quick LockDokument2 SeitenQuick Lockjammu_d_gr8Noch keine Bewertungen
- Pump SpecificationDokument1 SeitePump Specificationjammu_d_gr8Noch keine Bewertungen
- SS PlateDokument1 SeiteSS Platejammu_d_gr8Noch keine Bewertungen
- Static Mixer DetailDokument1 SeiteStatic Mixer Detailjammu_d_gr8Noch keine Bewertungen
- Advan TechDokument1 SeiteAdvan Techjammu_d_gr8Noch keine Bewertungen
- Acknowledgment For Request For New PAN Application (881020121064031)Dokument2 SeitenAcknowledgment For Request For New PAN Application (881020121064031)jammu_d_gr8Noch keine Bewertungen
- JameshDokument4 SeitenJameshjammu_d_gr8Noch keine Bewertungen
- Pump NoteDokument2 SeitenPump Notejammu_d_gr8Noch keine Bewertungen
- PookalamDokument1 SeitePookalamjammu_d_gr8Noch keine Bewertungen
- BCA Annual Testing Report (Full Load)Dokument3 SeitenBCA Annual Testing Report (Full Load)Shen WeijianNoch keine Bewertungen
- Boilers. Test 2: # Choosed Answers Right AnswersDokument5 SeitenBoilers. Test 2: # Choosed Answers Right AnswersYanaNoch keine Bewertungen
- 21-70-08 Socket Seat Weldind Details & TablesDokument63 Seiten21-70-08 Socket Seat Weldind Details & TablesJKKNoch keine Bewertungen
- Applied Mechanics SopDokument2 SeitenApplied Mechanics Sopneerajmohanvp100% (3)
- Checklist GD BandlockDokument3 SeitenChecklist GD BandlockdeogmozyxNoch keine Bewertungen
- GPG216 Energy Saving in The Filtration and Drying of Compressed AirDokument31 SeitenGPG216 Energy Saving in The Filtration and Drying of Compressed AirIppiNoch keine Bewertungen
- User Manual: BA and BA-C SeriesDokument138 SeitenUser Manual: BA and BA-C SeriesNAHASALI11Noch keine Bewertungen
- Fault Codes: STO U AndriivDokument39 SeitenFault Codes: STO U AndriivAtochkavNoch keine Bewertungen
- Delo Protection For Agricultural Equipment: Engine Crankcase Hydraulic SystemDokument1 SeiteDelo Protection For Agricultural Equipment: Engine Crankcase Hydraulic SystemflyinzeskyNoch keine Bewertungen
- Asme Y14.32.1m - 1994Dokument17 SeitenAsme Y14.32.1m - 1994achmadnureddin8228Noch keine Bewertungen
- 9 Understanding Analysis Failures and WarningsDokument6 Seiten9 Understanding Analysis Failures and WarningsSara RamliNoch keine Bewertungen
- 50 Hints Class A CDL Permit Test PDFDokument5 Seiten50 Hints Class A CDL Permit Test PDFsharu4291100% (3)
- Hitachi Development in Traction For Dump TruckDokument10 SeitenHitachi Development in Traction For Dump Truckamir sadighiNoch keine Bewertungen
- Homogenizer Commisioning Checklist 2014Dokument4 SeitenHomogenizer Commisioning Checklist 2014Victor Alberto Ramos BarronNoch keine Bewertungen
- Composite Materials (Collection of Previous Final Exam) 110863Dokument8 SeitenComposite Materials (Collection of Previous Final Exam) 110863habba3Noch keine Bewertungen
- SK200-8 YN11 Error CodesDokument58 SeitenSK200-8 YN11 Error Codest544207189% (37)
- ST-101 Data SheetDokument2 SeitenST-101 Data Sheetlibrero2014salNoch keine Bewertungen
- Service Manual (09-12) Aire+ TRDokument35 SeitenService Manual (09-12) Aire+ TRJoao50% (2)
- Rolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 73-20-01Dokument6 SeitenRolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 73-20-01anony81030% (1)
- Socket H PileDokument9 SeitenSocket H PilejoeliNoch keine Bewertungen
- Parts ManualDokument239 SeitenParts ManualDavid MaddenNoch keine Bewertungen
- Service KitDokument15 SeitenService KitAbhinav VermaNoch keine Bewertungen
- Lecture-: Amr - Ahmed@eng - Asu.edu - EgDokument28 SeitenLecture-: Amr - Ahmed@eng - Asu.edu - EgahmedaboshadyNoch keine Bewertungen
- 2017 Book MechanicsAndThermodynamics PDFDokument459 Seiten2017 Book MechanicsAndThermodynamics PDFLuis Muñoz Riquelme100% (1)
- Ultraweld20 40Dokument2 SeitenUltraweld20 40Ziad Al SarrafNoch keine Bewertungen
- Refrigerador True-T-49Dokument12 SeitenRefrigerador True-T-49JOHN AGUILARNoch keine Bewertungen
- Win General CatalogDokument14 SeitenWin General CatalogSandi AslanNoch keine Bewertungen
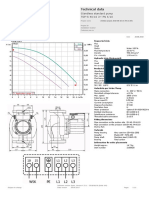
- BOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Dokument1 SeiteBOMBAS PRIMARIAS - Data - Sheet - TOP-S - 40 - 10 - 3 - PN - 6 - 10Sebastian FuentesNoch keine Bewertungen
- Grasso SC PDFDokument86 SeitenGrasso SC PDFСергей Конкин100% (1)
- J54-100 Parte1Dokument45 SeitenJ54-100 Parte1angel gabriel perez valdezNoch keine Bewertungen