Das könnte Ihnen auch gefallen
- Tests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water LevelDokument6 SeitenTests For Surface Wellheads and BOP Equipment Used in Operations On Land and Above Water Levelahmed121Noch keine Bewertungen
- Implant ProsthodonticsDokument5 SeitenImplant ProsthodonticsAmar BhochhibhoyaNoch keine Bewertungen
- Screw Retained Vs Cement Retained Implant-Supported Fixed Dental ProsthesisDokument11 SeitenScrew Retained Vs Cement Retained Implant-Supported Fixed Dental ProsthesisMario Troncoso AndersennNoch keine Bewertungen
- Etched Cast RestorationsDokument41 SeitenEtched Cast Restorationssharanya chekkarrajNoch keine Bewertungen
- HP-AN200-2 - Fundamentals of Quartz OscillatorsDokument28 SeitenHP-AN200-2 - Fundamentals of Quartz Oscillatorssirjole7584100% (1)
- NotesDokument639 SeitenNotesAmar Bhochhibhoya100% (1)
- 941112-001 Instal Q310 Rev4Dokument72 Seiten941112-001 Instal Q310 Rev4Sebin Kv0% (1)
- Complete Denture Selected TopicsDokument16 SeitenComplete Denture Selected TopicsAmar BhochhibhoyaNoch keine Bewertungen
- Linear OcclusionDokument8 SeitenLinear OcclusionAmar BhochhibhoyaNoch keine Bewertungen
- Dental Anxiety QuestionnairesDokument4 SeitenDental Anxiety QuestionnairesAmar BhochhibhoyaNoch keine Bewertungen
- Clinical and Laboratory Manual of Dental Implant AbutmentsVon EverandClinical and Laboratory Manual of Dental Implant AbutmentsBewertung: 3 von 5 Sternen3/5 (2)
- EN-32m Manual For The HG32M - PDFDokument69 SeitenEN-32m Manual For The HG32M - PDFJuan José Matos Ch100% (1)
- Ocular ProsthesisDokument3 SeitenOcular ProsthesisAmar BhochhibhoyaNoch keine Bewertungen
- Post Op InstructionsDokument5 SeitenPost Op InstructionsAmar Bhochhibhoya0% (1)
- Esthetics IllusionDokument8 SeitenEsthetics IllusionAmar BhochhibhoyaNoch keine Bewertungen
- Adaptability Evaluation of Metal-Ceramic Crowns ObDokument12 SeitenAdaptability Evaluation of Metal-Ceramic Crowns ObVlad CheptanaruNoch keine Bewertungen
- Marginal and Internal Adaptation of Milled Cobalt Chromium Copings 2015 The Journal of Prosthetic DentistryDokument6 SeitenMarginal and Internal Adaptation of Milled Cobalt Chromium Copings 2015 The Journal of Prosthetic DentistryGoutham SunilNoch keine Bewertungen
- Discussion DiscussionDokument5 SeitenDiscussion DiscussionRohit ShuklaNoch keine Bewertungen
- Guia Quirurgica 2013 ADokument10 SeitenGuia Quirurgica 2013 AAlexNoch keine Bewertungen
- Effect of Sprue Design in Nickel-Chromium Cast Crown Margin (Bebedero)Dokument8 SeitenEffect of Sprue Design in Nickel-Chromium Cast Crown Margin (Bebedero)Pao JanacetNoch keine Bewertungen
- Fit CheckDokument8 SeitenFit CheckAlfredo RamzNoch keine Bewertungen
- Considerations Regarding The Methods Used For The Assessment of Castability of Dental Casting Alloys Marius Bibu Carmen Simion Valentin Petrescu Toderita NemesDokument6 SeitenConsiderations Regarding The Methods Used For The Assessment of Castability of Dental Casting Alloys Marius Bibu Carmen Simion Valentin Petrescu Toderita Nemes2oclockNoch keine Bewertungen
- Volumetric Determination of The Amount of Misfit in CAD/CAM and Cast Implant Frameworks: A Multicenter Laboratory StudyDokument11 SeitenVolumetric Determination of The Amount of Misfit in CAD/CAM and Cast Implant Frameworks: A Multicenter Laboratory StudyJean OrtizNoch keine Bewertungen
- SPE/IADC-173053-MS Casing Wear Factors: How Do They Improve Well Integrity Analyses?Dokument18 SeitenSPE/IADC-173053-MS Casing Wear Factors: How Do They Improve Well Integrity Analyses?Jaime QuisbertNoch keine Bewertungen
- Fit Accuracy of Metal Partial Removable Dental Prosthesis Frameworks Fabricated by Traditional or Light Curing Modeling Material TechniqueDokument6 SeitenFit Accuracy of Metal Partial Removable Dental Prosthesis Frameworks Fabricated by Traditional or Light Curing Modeling Material TechniquedentureNoch keine Bewertungen
- Biomechanical Behavior of CADCAM Cobalt Chromium and Zirconia Full Arch FixedDokument10 SeitenBiomechanical Behavior of CADCAM Cobalt Chromium and Zirconia Full Arch FixedGabriela CastroNoch keine Bewertungen
- Neves 2012Dokument7 SeitenNeves 2012Manuel Humberto Rojas ArcaNoch keine Bewertungen
- All-Ceramic Inlay-Retained Fixed Partial Dentures Preliminary Results From A Clinical StudyDokument5 SeitenAll-Ceramic Inlay-Retained Fixed Partial Dentures Preliminary Results From A Clinical StudyBogdan Moruz SiniavschiNoch keine Bewertungen
- The Influence of Orthodontic Bracket Base Design On Shear Bond StrengthDokument9 SeitenThe Influence of Orthodontic Bracket Base Design On Shear Bond StrengthPaola FernandezNoch keine Bewertungen
- Multi-Piece Post-Crown For Multi-Rooted Teeth With Non-Parallel CanalsDokument4 SeitenMulti-Piece Post-Crown For Multi-Rooted Teeth With Non-Parallel CanalsGiannis DimitriouNoch keine Bewertungen
- Estudio Ce - Novation ZirconioDokument8 SeitenEstudio Ce - Novation ZirconioHugo MoralesNoch keine Bewertungen
- An Evaluation of Slot Size in Orthodontic Brackets - Are Standards As Expected?Dokument4 SeitenAn Evaluation of Slot Size in Orthodontic Brackets - Are Standards As Expected?Chintan ChitrodaNoch keine Bewertungen
- Orthodontic Bonding Review of The LiteratureDokument10 SeitenOrthodontic Bonding Review of The LiteratureLiliana Aguilar VillarrealNoch keine Bewertungen
- E 1 s2.0 S0022391302000112 MainDokument7 SeitenE 1 s2.0 S0022391302000112 MainDaniel AtiehNoch keine Bewertungen
- Marginal Cad CamDokument8 SeitenMarginal Cad CamjuanNoch keine Bewertungen
- JCDP 23 991 PDFDokument7 SeitenJCDP 23 991 PDFChinyere FeliciaNoch keine Bewertungen
- Contemporary All-Ceramic Fixed Partial Dentures: A Review: Ariel J. Raigrodski, DMD, MSDokument14 SeitenContemporary All-Ceramic Fixed Partial Dentures: A Review: Ariel J. Raigrodski, DMD, MSNiaz AhammedNoch keine Bewertungen
- Marginal and Internal Fit of Zirconia Based Fixed Dental Prostheses Fabricated With Different ConceptsDokument7 SeitenMarginal and Internal Fit of Zirconia Based Fixed Dental Prostheses Fabricated With Different ConceptsAlina AlexandraNoch keine Bewertungen
- A Specimen For Studying The Resistance To Ductile Crack Propagation in PipesDokument17 SeitenA Specimen For Studying The Resistance To Ductile Crack Propagation in PipesMustafa MoussaouiNoch keine Bewertungen
- Indirect Resin-Bonded Fibre-Reinforced Composite Anterior Bridge: A Case ReportDokument5 SeitenIndirect Resin-Bonded Fibre-Reinforced Composite Anterior Bridge: A Case ReportHansen HindartoNoch keine Bewertungen
- D.D.S., M.S.D.": University of Manitoba, Faculty of Dentistry, Winnzpeg, ManDokument4 SeitenD.D.S., M.S.D.": University of Manitoba, Faculty of Dentistry, Winnzpeg, ManAmar BhochhibhoyaNoch keine Bewertungen
- Imp 1Dokument5 SeitenImp 1pradeepgade1Noch keine Bewertungen
- Effect of Different Denture Base Materials and ChaDokument6 SeitenEffect of Different Denture Base Materials and ChadentureNoch keine Bewertungen
- CADCAM Technology For Implant Abutments, Crowns, and SuperstructuresDokument10 SeitenCADCAM Technology For Implant Abutments, Crowns, and SuperstructuresJean OrtizNoch keine Bewertungen
- Fracture Resistance-ImplantDokument8 SeitenFracture Resistance-Implantformula marolisNoch keine Bewertungen
- Effect of Finish Line On Marginal in Crown of GolfDokument4 SeitenEffect of Finish Line On Marginal in Crown of GolfKaori-chan JaveNoch keine Bewertungen
- Damage at Holes in Bolted Composite/Steel Joints For Heavy Vehicle Chassis ComponentsDokument11 SeitenDamage at Holes in Bolted Composite/Steel Joints For Heavy Vehicle Chassis ComponentsLokesh NarasimhaiahNoch keine Bewertungen
- DisilicateDokument8 SeitenDisilicateMairaMaraviChavezNoch keine Bewertungen
- Evaluaiion of Bacterial Leackage and Microgap Along Implant-Abutment InterfaceDokument9 SeitenEvaluaiion of Bacterial Leackage and Microgap Along Implant-Abutment Interfaceanilsamuel0077418Noch keine Bewertungen
- BDJ 2008 152 PDFDokument5 SeitenBDJ 2008 152 PDFlupusebastianNoch keine Bewertungen
- BRBDokument6 SeitenBRBapi-3825096Noch keine Bewertungen
- 99 Ppav 11 N 1 P 95Dokument13 Seiten99 Ppav 11 N 1 P 95Buzatu IonelNoch keine Bewertungen
- Removing Bridge PDFDokument6 SeitenRemoving Bridge PDFElbanus WatriNoch keine Bewertungen
- Artigo 06Dokument8 SeitenArtigo 06Julia PimentelNoch keine Bewertungen
- Reinforcement of A Mandibular CD Wid Metal FrameworkDokument4 SeitenReinforcement of A Mandibular CD Wid Metal FrameworkNajeeb UllahNoch keine Bewertungen
- Measurement of Paint-On Die Spacers Used ForDokument6 SeitenMeasurement of Paint-On Die Spacers Used ForAbhay NarayaneNoch keine Bewertungen
- Dentistry Journal: Accuracy of Digitally Fabricated Wax Denture Bases and Conventional Completed Complete DenturesDokument9 SeitenDentistry Journal: Accuracy of Digitally Fabricated Wax Denture Bases and Conventional Completed Complete DenturesAruna WijayaNoch keine Bewertungen
- Effect of Different CAD-CAM Materials On The Marginal and Internal Adaptation of Endocrown Restorations: An in Vitro StudyDokument7 SeitenEffect of Different CAD-CAM Materials On The Marginal and Internal Adaptation of Endocrown Restorations: An in Vitro StudyNetra TaleleNoch keine Bewertungen
- Survival Rates of Porcelain Molar Crowns-An Update: Materials and MethodsDokument3 SeitenSurvival Rates of Porcelain Molar Crowns-An Update: Materials and MethodsDiaa Eldin SaadNoch keine Bewertungen
- EPR2Dokument7 SeitenEPR2RazvanAngheleNoch keine Bewertungen
- Precision of CNC-Milled Titanium Frameworks For Implant Treatment in The Edentulous JawDokument8 SeitenPrecision of CNC-Milled Titanium Frameworks For Implant Treatment in The Edentulous Jawjinny1_0Noch keine Bewertungen
- The Double-Inlay Technique A New Concept and Improvement in DesignDokument4 SeitenThe Double-Inlay Technique A New Concept and Improvement in DesignFreddy Garcia100% (2)
- Type of Post and CoreDokument9 SeitenType of Post and CoreErliTa TyarLieNoch keine Bewertungen
- Marginal Adaptation of Zirconium Dioxide Copings: Influence of The CAD/CAM System and The Finish Line DesignDokument8 SeitenMarginal Adaptation of Zirconium Dioxide Copings: Influence of The CAD/CAM System and The Finish Line DesignAnonymous WxCQbePVXNoch keine Bewertungen
- CAD - CAM or Conventional Ceramic MaterialsDokument7 SeitenCAD - CAM or Conventional Ceramic MaterialsJuan CalleNoch keine Bewertungen
- Spe 155485 MsDokument10 SeitenSpe 155485 MsChris LimNoch keine Bewertungen
- Failure Analysis of A Bridge Crane Shaft-Version Online FinalDokument8 SeitenFailure Analysis of A Bridge Crane Shaft-Version Online FinaloazzambranoNoch keine Bewertungen
- Bond Strength of Various Bracket Base Designs: Original ArticleDokument6 SeitenBond Strength of Various Bracket Base Designs: Original ArticleFrancisco MolinaNoch keine Bewertungen
- Jurnal AjiiiDokument7 SeitenJurnal Ajiiifashion wanitaNoch keine Bewertungen
- Journal of Composite Materials 2010 de Albuquerque 1139 59Dokument22 SeitenJournal of Composite Materials 2010 de Albuquerque 1139 59Sandhya RameshNoch keine Bewertungen
- Super fi cial roughness on composite surface, composite enamel and composite dentin junctions after different fi nishing and polishing procedures. Part I: roughness after treatments with tungsten carbide vs diamond bursDokument20 SeitenSuper fi cial roughness on composite surface, composite enamel and composite dentin junctions after different fi nishing and polishing procedures. Part I: roughness after treatments with tungsten carbide vs diamond bursCinthyaNavarroNoch keine Bewertungen
- Advances in Ceramic Armor, Bioceramics, and Porous MaterialsVon EverandAdvances in Ceramic Armor, Bioceramics, and Porous MaterialsJerry C. LaSalviaNoch keine Bewertungen
- Comparison of Two Impression TechniqueDokument6 SeitenComparison of Two Impression TechniqueAmar BhochhibhoyaNoch keine Bewertungen
- Story: Submitted By: Siddartha Phaiju Class 6 Submitted To: D.R. Kattel SirDokument3 SeitenStory: Submitted By: Siddartha Phaiju Class 6 Submitted To: D.R. Kattel SirAmar BhochhibhoyaNoch keine Bewertungen
- SPLNPROC Author Instructions - Feb2015 PDFDokument10 SeitenSPLNPROC Author Instructions - Feb2015 PDFAmar BhochhibhoyaNoch keine Bewertungen
- Nepal Medical CouncilDokument3 SeitenNepal Medical CouncilAmar BhochhibhoyaNoch keine Bewertungen
- Dental Materials PracticalDokument1 SeiteDental Materials PracticalAmar BhochhibhoyaNoch keine Bewertungen
- 16 Annual Dental Conference and Trade Exhibition January 31, 2015, KathmanduDokument2 Seiten16 Annual Dental Conference and Trade Exhibition January 31, 2015, KathmanduAmar BhochhibhoyaNoch keine Bewertungen
- Mcqs DentistryDokument2 SeitenMcqs DentistryAmar Bhochhibhoya100% (1)
- Abrasive & Polishing AgentsDokument11 SeitenAbrasive & Polishing AgentsVishal MalusareNoch keine Bewertungen
- Balkwill's Angle For Complete DenturesDokument4 SeitenBalkwill's Angle For Complete DenturesAnisha Mandavia Doshi0% (1)
- Combination SyndroneDokument5 SeitenCombination SyndroneAmar BhochhibhoyaNoch keine Bewertungen
- Shortened ArchDokument5 SeitenShortened ArchAmaey ParekhNoch keine Bewertungen
- Implant Supported ProsthesisDokument3 SeitenImplant Supported ProsthesisAmar BhochhibhoyaNoch keine Bewertungen
- Canon Ts5000 (Impressora) MANUALDokument441 SeitenCanon Ts5000 (Impressora) MANUALMiguel DinisNoch keine Bewertungen
- PRML 2022 EndsemDokument3 SeitenPRML 2022 EndsembhjkNoch keine Bewertungen
- Aravindhan PT CV CSWIP TrainerDokument4 SeitenAravindhan PT CV CSWIP TrainerGanesan RamamoorthyNoch keine Bewertungen
- Astm A875m-Zinc 5 % Alum-13Dokument8 SeitenAstm A875m-Zinc 5 % Alum-13Ahmed SalehNoch keine Bewertungen
- Lab 2 - SPDT Switches and Logic SourcesDokument9 SeitenLab 2 - SPDT Switches and Logic Sourcestasneem haririNoch keine Bewertungen
- Natural Science Tech Matter Materials Processing Mat Processed MaterialsDokument8 SeitenNatural Science Tech Matter Materials Processing Mat Processed MaterialsRaeesa SNoch keine Bewertungen
- The Cost of Information Security Management in Offshore SMB ICT CompaniesDokument9 SeitenThe Cost of Information Security Management in Offshore SMB ICT CompaniesaxyyNoch keine Bewertungen
- Etha FoamDokument4 SeitenEtha Foaml561926Noch keine Bewertungen
- Week 3 - Graph of A FunctionDokument6 SeitenWeek 3 - Graph of A FunctionDevon JayNoch keine Bewertungen
- SR Elite, Aiims S60, MPL & LTC Aits Grand Test - 20 Paper (01-05-2023)Dokument30 SeitenSR Elite, Aiims S60, MPL & LTC Aits Grand Test - 20 Paper (01-05-2023)vulurakashsharma2005Noch keine Bewertungen
- S GD&ĐT Daklak: A. B. C. DDokument4 SeitenS GD&ĐT Daklak: A. B. C. DNhung Nguyen HongNoch keine Bewertungen
- Report 1 Water Quality Test TTS 301115 FinishedDokument9 SeitenReport 1 Water Quality Test TTS 301115 FinishedJeana Lew SCNoch keine Bewertungen
- The Health and Sanitary Status of Mamanwa IndigenoDokument9 SeitenThe Health and Sanitary Status of Mamanwa IndigenoRush VeltranNoch keine Bewertungen
- Bushman 2005Dokument8 SeitenBushman 2005SOULAIMANE EZZOUINENoch keine Bewertungen
- BBA LLB Global I Semester Statitics Unit IDokument22 SeitenBBA LLB Global I Semester Statitics Unit IPragyan BhadoriyaNoch keine Bewertungen
- Scheme of Answers TUTORIAL WEEK 5Dokument2 SeitenScheme of Answers TUTORIAL WEEK 5hdyhNoch keine Bewertungen
- Practices Venn DiagramDokument2 SeitenPractices Venn DiagramNathanNoch keine Bewertungen
- Omni Active - HRDokument5 SeitenOmni Active - HRapi-26228968Noch keine Bewertungen
- Safety PledgeDokument3 SeitenSafety Pledgeapi-268778235100% (1)
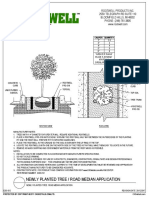
- Newly Planted Tree / Road Median ApplicationDokument1 SeiteNewly Planted Tree / Road Median ApplicationmooolkaNoch keine Bewertungen
- Yolo v4Dokument42 SeitenYolo v4Deepak SaxenaNoch keine Bewertungen
- 1977 The Reactive Agility TestDokument6 Seiten1977 The Reactive Agility TestJessica Sepúlveda SalasNoch keine Bewertungen
- Adc 0808Dokument14 SeitenAdc 0808Vikas PatelNoch keine Bewertungen
- AVR Studio TutorialDokument8 SeitenAVR Studio Tutorialtio2903Noch keine Bewertungen
- PL010 PUPI Technical Information REV01.2016 PDFDokument16 SeitenPL010 PUPI Technical Information REV01.2016 PDFAhmed TahaNoch keine Bewertungen
- Flutter WidgetsDokument43 SeitenFlutter WidgetsSangakkara WarriorsNoch keine Bewertungen