Das könnte Ihnen auch gefallen
- Foundation 2Dokument333 SeitenFoundation 2akem mig100% (1)
- Standard Details For Metal Roofing & Siding: Post Frame and Residential StructuresDokument48 SeitenStandard Details For Metal Roofing & Siding: Post Frame and Residential Structurespierre_oosthuizenNoch keine Bewertungen
- DHT TubeDokument104 SeitenDHT TubeRajesh KumarNoch keine Bewertungen
- Service Cabinet and Transformer Breaker Sizing 1082004Dokument49 SeitenService Cabinet and Transformer Breaker Sizing 1082004Hazem HassanNoch keine Bewertungen
- Boq National Library Timor LesteDokument24 SeitenBoq National Library Timor Lestekrisna kingNoch keine Bewertungen
- Types of Agitators, Agitator's Design and Significance - Pharma EngineeringDokument58 SeitenTypes of Agitators, Agitator's Design and Significance - Pharma Engineeringmyself_riteshNoch keine Bewertungen
- Design of AgitatorDokument12 SeitenDesign of AgitatorPatil HemantNoch keine Bewertungen
- Agitator DesignDokument8 SeitenAgitator Designsandesh_honraoNoch keine Bewertungen
- Fi-103 Agitator PDFDokument18 SeitenFi-103 Agitator PDFuttam prabhuNoch keine Bewertungen
- sb25 100Dokument8 Seitensb25 100Bessem FrijaNoch keine Bewertungen
- Information For Agitator - Mixer PDFDokument4 SeitenInformation For Agitator - Mixer PDFArun GuptaNoch keine Bewertungen
- Plate Heat Exchangers FoulingDokument3 SeitenPlate Heat Exchangers Foulingamilcarsoares100% (1)
- Heat Exchanger CalculatorDokument6 SeitenHeat Exchanger CalculatorJM Flores De SilvaNoch keine Bewertungen
- Rotating Drum CalculationDokument12 SeitenRotating Drum Calculationمحمد أزها نو الدينNoch keine Bewertungen
- Pressure Drop CalculationDokument1 SeitePressure Drop CalculationCak NhassNoch keine Bewertungen
- GU-629 Application and Selection of Standard Pipe Supports (Formerly SP1187)Dokument48 SeitenGU-629 Application and Selection of Standard Pipe Supports (Formerly SP1187)Ibrahim Naguib100% (1)
- Mechanical Design Aspects For High-Performance Agitated ReactorsDokument11 SeitenMechanical Design Aspects For High-Performance Agitated ReactorsgpcshfNoch keine Bewertungen
- Basic Control Valve Sizing and SelectionDokument38 SeitenBasic Control Valve Sizing and SelectionmohamedNoch keine Bewertungen
- Limpet Coil On Dish Design As Per PD5500Dokument1 SeiteLimpet Coil On Dish Design As Per PD5500ABIDEEN BAMNENoch keine Bewertungen
- Impeller Design For Mixing of SuspensionsDokument16 SeitenImpeller Design For Mixing of SuspensionsFaycel OuerdienNoch keine Bewertungen
- Carrier Cold Room Calculaton PDFDokument28 SeitenCarrier Cold Room Calculaton PDFMohammad Amer93% (60)
- Agitator and MixerDokument6 SeitenAgitator and MixerCik MinnNoch keine Bewertungen
- ME 310: Fluid Mechanics Laboratory Centrifugal Pump InvestigationDokument10 SeitenME 310: Fluid Mechanics Laboratory Centrifugal Pump InvestigationNaveen KumarNoch keine Bewertungen
- Mixing CalculationDokument31 SeitenMixing CalculationTubagus100% (1)
- Water Pump Impeller TheoryDokument9 SeitenWater Pump Impeller TheoryspdhimanNoch keine Bewertungen
- Power CalculationDokument4 SeitenPower CalculationGunasekaranNoch keine Bewertungen
- E-03.0) General Static-Mixing Customer Specification QuestionnaireDokument6 SeitenE-03.0) General Static-Mixing Customer Specification QuestionnaireWladimir Antonio Egurrola RomeroNoch keine Bewertungen
- Heat Exchanger Specification Sheet Us Units: C:/Htri/Xchangersuite6/Samples/Xist - Liquid - Liquid - Example - HtriDokument1 SeiteHeat Exchanger Specification Sheet Us Units: C:/Htri/Xchangersuite6/Samples/Xist - Liquid - Liquid - Example - HtriWarsito ChemengNoch keine Bewertungen
- Cyclone DesignDokument152 SeitenCyclone DesignLinh Linh OvercomeboyNoch keine Bewertungen
- Agitator - Mixer For VesselsDokument26 SeitenAgitator - Mixer For VesselsSri AmshaNoch keine Bewertungen
- Multi Organics-MEEP-180118-31.12.2018 PDFDokument28 SeitenMulti Organics-MEEP-180118-31.12.2018 PDFArjun KrishnakumarNoch keine Bewertungen
- Power Requirement (Agitator and High-Torque Stirrer)Dokument8 SeitenPower Requirement (Agitator and High-Torque Stirrer)DozdiNoch keine Bewertungen
- Optimization of Shell and Tube Heat ExchangerDokument29 SeitenOptimization of Shell and Tube Heat ExchangerAna QuintanaNoch keine Bewertungen
- BS 5911-230-1994Dokument19 SeitenBS 5911-230-1994laurentiuNoch keine Bewertungen
- What Is The Best Silicon Carbide Wear Face Material For My Mechanical SealDokument3 SeitenWhat Is The Best Silicon Carbide Wear Face Material For My Mechanical SealMahmoud Al HomranNoch keine Bewertungen
- Designing Hoppers, Bins, and Silos For Reliable Flow - AIChEDokument13 SeitenDesigning Hoppers, Bins, and Silos For Reliable Flow - AIChEmohsenNoch keine Bewertungen
- Design of AgitatorDokument3 SeitenDesign of Agitatorkaps12Noch keine Bewertungen
- SpargerDokument14 SeitenSpargerNishevitha GangatharanNoch keine Bewertungen
- HydroCyclone Design Equations and Sizing Parameters For CalculationsDokument4 SeitenHydroCyclone Design Equations and Sizing Parameters For Calculationsbfyg0% (1)
- CFD SIMULATION FOR TRAY DRYER OPTIMIZATION-JAMT Vol 5 No.2 PDFDokument10 SeitenCFD SIMULATION FOR TRAY DRYER OPTIMIZATION-JAMT Vol 5 No.2 PDFAdonis A. ClosasNoch keine Bewertungen
- Mastering Mixing FundamentalsDokument82 SeitenMastering Mixing FundamentalsArturo K. Cabras Jr.Noch keine Bewertungen
- Design Calculations of Pitch Blade TurbineDokument6 SeitenDesign Calculations of Pitch Blade TurbineAyaz_HasanjiNoch keine Bewertungen
- Hydrofoil - US5297938Dokument8 SeitenHydrofoil - US5297938rwtoorresdNoch keine Bewertungen
- Determination and Correlation of Heat Transfer Coefficients in A Falling Film Evaporator PDFDokument7 SeitenDetermination and Correlation of Heat Transfer Coefficients in A Falling Film Evaporator PDFGonzaloNoch keine Bewertungen
- Design CalculationDokument3 SeitenDesign CalculationRavi AgarwalNoch keine Bewertungen
- Information For Agitator - Mixer PDFDokument4 SeitenInformation For Agitator - Mixer PDFArun GuptaNoch keine Bewertungen
- 12 PDO Heat TransferDokument55 Seiten12 PDO Heat Transferaxel2100Noch keine Bewertungen
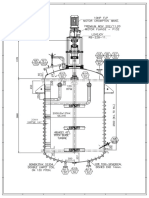
- Jacketed Reactor Vessel PDFDokument1 SeiteJacketed Reactor Vessel PDFSH1961Noch keine Bewertungen
- Dorr Oliver DSMDokument2 SeitenDorr Oliver DSMI. Murali KrishnaNoch keine Bewertungen
- Jacketed VesselsDokument2 SeitenJacketed VesselsImamRNNoch keine Bewertungen
- Design of ESP: - "Unlike Positive-Displacement Pumps, ESP Does Not Displace ADokument14 SeitenDesign of ESP: - "Unlike Positive-Displacement Pumps, ESP Does Not Displace AMostafa Korttam100% (1)
- Inquiry - Sitemap - E-Mail: Dispersing, Suspending, Emulsifying & Homogenizing Technik For Liquid and PasteDokument5 SeitenInquiry - Sitemap - E-Mail: Dispersing, Suspending, Emulsifying & Homogenizing Technik For Liquid and PasteCik MinnNoch keine Bewertungen
- The Pusher CentrifugeDokument4 SeitenThe Pusher CentrifugetafakorNoch keine Bewertungen
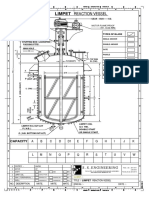
- Limpet Reaction Vessel PDFDokument1 SeiteLimpet Reaction Vessel PDFarajamani78Noch keine Bewertungen
- NPTELDokument31 SeitenNPTELRashminda Attanayake100% (1)
- Pulp and Paper Industry Water TreatmentDokument3 SeitenPulp and Paper Industry Water TreatmentkannanjbrNoch keine Bewertungen
- Extruder Times 1Dokument4 SeitenExtruder Times 1skimmer05Noch keine Bewertungen
- (Pressure Safety Valve Kick Force On Gas Relief) : Technip Geoproduction (M) Sdn. Bhd. Stress Standard ProcedureDokument7 Seiten(Pressure Safety Valve Kick Force On Gas Relief) : Technip Geoproduction (M) Sdn. Bhd. Stress Standard ProcedurecelonevesNoch keine Bewertungen
- Design of Distillation Columns - ImpDokument13 SeitenDesign of Distillation Columns - ImpAlla VijayNoch keine Bewertungen
- 920 01 641 ImpellerOverview 08.03.2017 WebDokument1 Seite920 01 641 ImpellerOverview 08.03.2017 Websaroat moongwattanaNoch keine Bewertungen
- Inputs For Performance Mode: Maximum Throughput Case (9m Tower)Dokument18 SeitenInputs For Performance Mode: Maximum Throughput Case (9m Tower)Theodoros AtheridisNoch keine Bewertungen
- Calculate Outside Heat Transfr Coeff. For JacketDokument6 SeitenCalculate Outside Heat Transfr Coeff. For JacketSuryakant RanderiNoch keine Bewertungen
- Fired Heater Process GasDokument9 SeitenFired Heater Process GasWendellReeceFrankNoch keine Bewertungen
- CLB21003 Process Heat Transfer - Mini Project: Design of Heat ExchangerDokument21 SeitenCLB21003 Process Heat Transfer - Mini Project: Design of Heat ExchangerSiti Hajar Mohamed83% (6)
- Determine Total Dynamic HeadDokument8 SeitenDetermine Total Dynamic Headprem1112Noch keine Bewertungen
- Heat Transfer Systems Calculation: December 2016Dokument18 SeitenHeat Transfer Systems Calculation: December 2016joshua surbaktiNoch keine Bewertungen
- Kirchhoffs Laws WSDokument1 SeiteKirchhoffs Laws WSMr BaconNoch keine Bewertungen
- NDS 2015 Supplement Table 4B - SYP Material PropertiesDokument1 SeiteNDS 2015 Supplement Table 4B - SYP Material PropertiesTariqul IslamNoch keine Bewertungen
- Orifice Flange Union Assembly and Orifice Run Installation and Operation ManualDokument8 SeitenOrifice Flange Union Assembly and Orifice Run Installation and Operation ManualNithin CpNoch keine Bewertungen
- BS 00437-2008Dokument18 SeitenBS 00437-2008Rachid TidjaniNoch keine Bewertungen
- Portland Cement: Wednesday, March 25, 2015Dokument35 SeitenPortland Cement: Wednesday, March 25, 2015EFRA BININoch keine Bewertungen
- FS 2004 A - Rev-7Dokument78 SeitenFS 2004 A - Rev-7Maffone NumerounoNoch keine Bewertungen
- Analysis of Alternative Composite Material For High Speed Precision Machine Tool Structures PDFDokument14 SeitenAnalysis of Alternative Composite Material For High Speed Precision Machine Tool Structures PDFfunkyNoch keine Bewertungen
- Ultratech Cement: Particulars Test Results Requirements ofDokument1 SeiteUltratech Cement: Particulars Test Results Requirements ofjitendraNoch keine Bewertungen
- CH 02 Load EstimationDokument19 SeitenCH 02 Load EstimationMuhammed FekryNoch keine Bewertungen
- The Impact of Using Specialist Geotechnical Software in Modeling of Pile Raft Foundation (PRF)Dokument94 SeitenThe Impact of Using Specialist Geotechnical Software in Modeling of Pile Raft Foundation (PRF)Haytham AlmaghariNoch keine Bewertungen
- Commisioning Files - DVM S HP and HR ChecklistDokument2 SeitenCommisioning Files - DVM S HP and HR ChecklistGingubaNoch keine Bewertungen
- Mep ManualDokument108 SeitenMep ManualNiyas TkNoch keine Bewertungen
- Department of Mechanical Engineering Basic Thermodynamics (B Sec)Dokument1 SeiteDepartment of Mechanical Engineering Basic Thermodynamics (B Sec)sutha_me20098282Noch keine Bewertungen
- YOURHOME Materials RammedEarthDokument5 SeitenYOURHOME Materials RammedEarthShalini SivaNoch keine Bewertungen
- Column Check ListDokument2 SeitenColumn Check ListMalaciucaTGVNoch keine Bewertungen
- Gabion, Geo Textile & RenomatressDokument4 SeitenGabion, Geo Textile & RenomatressSandun NimanthaNoch keine Bewertungen
- Unit 3 Design of Keys Forces Acting On A Sunk KeyDokument2 SeitenUnit 3 Design of Keys Forces Acting On A Sunk KeyJayadev E100% (1)
- Daikin FCQG - F - Thin Body Round Flow Cassette 950 X 950Dokument32 SeitenDaikin FCQG - F - Thin Body Round Flow Cassette 950 X 950PrestoneKNoch keine Bewertungen
- Pilot Es Dina MicaDokument8 SeitenPilot Es Dina MicaPedro GarciaNoch keine Bewertungen
- Acc PSC - NFR - 38 - 2020Dokument1 SeiteAcc PSC - NFR - 38 - 2020kartick adhikaryNoch keine Bewertungen
- Asme Sa-562-Sa-562M Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Titanium Forglass or Diffused Metallic Coatings PDFDokument4 SeitenAsme Sa-562-Sa-562M Specification For Pressure Vessel Plates, Carbon Steel, Manganese-Titanium Forglass or Diffused Metallic Coatings PDFElkin Dario Aguirre MesaNoch keine Bewertungen
- Hinge: Door HingesDokument4 SeitenHinge: Door HingesWee Yong KeeNoch keine Bewertungen
- Stress Strain CurveDokument7 SeitenStress Strain Curvekihal zohirNoch keine Bewertungen
- Tigb006 03Dokument2 SeitenTigb006 03Berhanu ZelalemNoch keine Bewertungen