Beruflich Dokumente
Kultur Dokumente
Operations For The Executive Suite Medium
Hochgeladen von
silversurfersOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Operations For The Executive Suite Medium
Hochgeladen von
silversurfersCopyright:
Verfügbare Formate
Operations for the Executive Suite
Opening new horizons for current and future pharma leaders
Operations for the Executive Suite
Opening new horizons for current and future pharma leaders
2012
EDITORS David Keeling Ulf Schrader
PHARMACEUTICAL AND MEDICAL PRODUCTS OPERATIONS PRACTICE LEADERSHIP Global, Europe, Middle East and Africa Martin Lsch (Martin_Loesch@mckinsey.com) North America David Keeling (David_Keeling@mckinsey.com) Asia Vikas Bhadoria (Vikas_Bhadoria@mckinsey.com) Senior Knowledge Expert/Practice Manager Vanya Telpis (Vanya_Telpis@mckinsey.com) for more information please contact Vanya_Telpis@mckinsey.com
ii
Contents
Introduction
01 Operations for the executive suite
David Keeling, Ulf Schrader
New aspirations and operations models
09 Plantopia? A mandate for innovation in pharma manufacturing
Andrew Gonce, Ulf Schrader
23
Apple vs. Intel: What manufacturing model is right for pharma?
David Keeling, Venu Nagali, Vanya Telpis
35
Biopharmaceuticals success: Why manufacturing and technology strategies matter more than ever
Alberto Santagostino, Marco Ziegler
Developing talent
49 Changing of the guard: Whats needed from pharmas next Operations leaders
Wolf-Christian Gerstner, David Keeling
59
Missing ingredient: Lean leadership on the factory oor
Andrew Gonce, Jeff Holland
Moving from cost to growth
73 From defense to offense: Leverage operations to increase revenue
Noel Greenberger, Frank Scholz, Vanya Telpis
iii
85
Beyond the pill: Creating medical value through technology enablement
Jamie Cattell, Sastry Chilukuri, David Knott
95
Tapping operations to win emerging markets: Questions every pharma executive should consider
Ulf Schrader, Sabine Schulz
Managing risk
111 Expect the unexpected: Reduce corporate exposure and create value through supply chain risk management
Katy George, Venu Nagali, Louis Rassey
125 Light-footed operations: The virtues of agility in volatile times
Thomas Ebel, Kerstin Kubik, Martin Lsch
135 Evolving beyond global regulators: An operational lens
Ted Fuhr, Nasser Khan, Navjot Singh
145 Why quality should be on the medical device CEO agenda: The business case
Ted Fuhr, Katy George, Janice Pai
Breaking down the silos
159 Design-to-value: Re-engineering the portfolio for protability and growth
Jasmin Frick, Cedric Losdat, Paul Rutten
167 Playing in the Champions League: Supply chain lessons from consumer goods companies
Peter De Boeck, Deepak Mishra
Appendix
181 Trends shaping up the pharma industry
Vanya Telpis
185 Authors
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Introduction
Operations for the executive suite
David Keeling, Ulf Schrader Traditionally, Operations topics have not always been prioritized or well understood by pharma CEOs and their senior leadership teams because, frankly, other topics were more important to growth and prots. But the past should not be a blueprint for the future. Its common knowledge that the pharma industry is in the midst of signicant changes. For the rst time in half a century, growth has reached a plateau. Pharma revenues for 2010 were essentially at just 0.4 percent growth over 20091. Emerging markets, with their lower margins, are projected to grow at 10 to 20 percent annually over the next decade. And the decline in big pharma innovation is diverting value to the generic players.2 Operations have been a pivotal success factor in sectors that have experienced similar phases of maturation, declines in innovation, and commoditization. For example, consider the exceptional supply chain efciencies of Walmart and Dell, how Apple and Unilever have developed new talent, and the success of Procter & Gamble in breaking down silos within Operations and other functions in order to capture value.
1 2
S&P Capital IQ Unit; McKinsey analysisbased on the revenues of more than 210 pharma companies. For more details, see Trends shaping up the pharma industry on page 181.
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Many pharma CEOs and executive teams have already started to spend a lot more time on operations. But all too often, their attention has been in reaction to serious regulatory issues. We believe that it is time for pharma CEOs to proactively examine how their organizations can capture even more value from operationsindeed, how they might be able to harness operations to create competitive advantage. Other industries have proved that it is possible to leverage operations to spur innovation, help open new market opportunities, and shift cost and risk paradigms. We have identied a number of specic Operations topics, grouped into ve themes, that could create billions of dollars in value upside for pharmacos. By leveraging lessons from other industries that have been down similar paths, we provide context to shed light on the black box of operations and its potential for this value creation. We also emphasize the role of the executive suite and offer questions that CEOs can use as starting points for discussion on each topic. All these opportunities require sustained executive suite involvement and repeated challenges to the organization. Looking to other industries, such continuous change has meant the difference between average and superior performance. Here are the key themes in this book:
New aspirations and operations models
Leaders in other maturing industries have found new sources of growth by setting aggressive aspirations for their operations. Apple operates at two days of nished-goods inventory. Nucor can build a mill at 10 percent of the cost of a traditional integrated mill. Walmarts focus on operational cost-efciency has driven 17 percent annual sales growth and 20 percent EBIT annual growth over the last decade. The pharma executive suite must challenge Operations to more aggressively question the companys operations model and develop a transformational strategydelivering breakaway performance rather than incremental improvements. Could we launch products in half the current time, at best-in-class costs right from the start? Could we deliver small-scale personalized drugs immediatelyand on demand? Could we track patient behavior in real time to improve efcacy and patient compliance? Could we make innovation a strategic priority and develop our own version of Plantopia? Could a fundamental challenge to the manufacturing ownership-andcontrol model gain us billions of dollars in market capitalization and newly freed working capital? Apple and Intel provide examples of the spectrum of this discussion.
Introduction
Structural industry changes are pushing manufacturing questions to the center of biopharma companies agendas. Whats the right technology to invest in? Should we manufacture internally or externally? How could we push back against the low-cost players? Placing the right bets in biopharma will make the difference between failure and success in the swiftly changing biopharma landscape.
Developing talent
The former head of Operations at Apple is the companys new CEOand that is an organization where few of us think that operations is the core. Pharmaco executive suites can help Operations organizations to develop their talent and shift their mindsets in step with their evolving responsibilities. That applies both to Operations global leadership team and to shop oor personnel. Operations leaders of the future should be able to turn operations into a competitive advantage for their companies. For this they would need new skills and competenciesboldness in vision, ambition, creativity, and commitment; a mindset and skills that extend beyond operations; and the ability to lead fundamental transformation at scale. Do our operations leaders have those characteristics? If not, what can we do about it? How could we develop our front-line transformation leaders and ensure strong and sustained support for driving change? With the right levels of ambition and support, transformational change initiatives can capture 20 to 30 percent in productivity gains within a year, as well as improve quality, exibility, and employee morale.
Moving from cost to growth
Operations has the potential to open up new opportunities just as a new treatment or a blockbuster drug would do. Volkswagens platforming and modularization strategy has allowed the company to serve niche markets at 25 to 40 percent lower cost and with signicantly faster time-to-market. Nestl and Unilever have reached large and underserved emerging markets populations through novel distribution models. GE, Coca-Cola, and Deere, among others, have leveraged low-cost designs for emerging markets to win new customers back in their developed markets. But to achieve this type of success, the pharma executive teams have to coach and challenge the companies Operations groups and shape their roles toward delivering growth. Could we leverage our operations capabilities to boost revenues? Other industries did that a long time agousing products and platforms from
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
emerging markets for global strategic advantage; making niche products protable; or reacting nimbly to shifts in demand. Technology has already transformed many industries, and healthcare is ripe for a similar change. Could hundreds of billions in healthcare costs and sales losses be avoided through improvements in patient compliance and with more effective management of chronic diseases? Could our company develop the technological skills to succeed against the new competitors in this eld? The biggest unexplored opportunities in developing markets lie in the fast-growing, emerging middle-class population. What will it take to unlock these opportunities? Do we have the operations capabilities to reach and serve a lower-income population in economically viable ways?
Managing risk
Risk exposure and value at stake are higher than ever before in the healthcare industry. Supply chain risk events are the second-largest contributors of large monthly declines in share price, resulting in drops of 10 percent or more when compared to the S&P 500 over the same time period. Pharmaco leadership teams must have a deeper understanding of this and work to embed agile mindsets in their organizations, while helping them to manage risk systematically, proactively, and cost-effectively. Taking a lesson from other industries, Hewlett-Packards supply chain risk-management program delivered incremental value in excess of $500 million during its rst six years. Could we substantially reduce or eliminate our supply chain risk exposure? A systematic and structured risk-management approach will costeffectively mitigate risk and proactively reduce the likelihood and negative consequences of disruptive events. By taking advantage of upside opportunities, this approach could potentially deliver millions of dollars in reduced supply chain costs and higher supply assurance. The industrys current dynamics and volatility require lean initiatives to be supplemented with agility as a central focus for operations. How could we set up a system of structural agility that goes beyond issue resolution and reghting, improves operating margins signicantly without major investments, and drives protable growth thanks to faster product launches and fewer stock-outs? Is our organization prepared for the evolving regulatory environment? Regulators worldwide are transforming themselvesdeveloping smarter and leaner ways of working, and becoming more collaborative and increasingly sophisticated in their use of standards, best practices, and
Introduction
proven methods. Pharma executives must be vigilant about regulators new mindset and new strategies in order to sustain nancial performance, brand image, and long-term competitiveness. Do we still rely on compliance by inspection in an increasingly complex and competitive medical devices sector? Could we achieve a 10 to 15 percent increase in earnings by adopting modern quality approaches and tools? Through cross-industry best practices in quality assurance, the medical products sector could improve patient outcomes, capture $5 to $6 billion in incremental EBITA, and reduce risk.
Breaking down the silos
Operations needs sufcient cross-functional support to step into its new role and deliver to its full potential. The CEO and the executive team are the only ones who can break down the organizational silos and align Operations, R&D, and Commercial leaders behind common goals and strategy. What happens when the product and customer value that are driven by pure science innovation start to slow down? Could we combine customer insight, engineering innovation, and manufacturing best practices to create products with distinctive value for customers? Design-to-value is nally nding its way into healthcare to drive growth and prots. Getting it right could mean 15 to 25 percent higher margins and increased sales, plus improvements in speed-to-market. Consumer goods supply chain champions achieve 4 percent or higher operating margins, better service levels, and greater capital effectiveness than their peers. Could we follow the same path within the pharma industry to transform our supply chains? While this book does not have all the answers or off-the-shelf solutions, it can help to raise awareness of new possibilities. Indeed, we would encourage an in-depth discussion of these and other similar questions at the next meeting of the executive team.
New aspirations and operations models
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
New aspirations and operations models
Plantopia? A mandate for innovation in pharma manufacturing
Andrew Gonce, Ulf Schrader
Change is badly needed in pharma manufacturing. Now that the blockbuster model of excess capacity has run its course, its time to move toward operations excellencea model marked by smaller batches, shorter runs, greater quality expectations, and further innovation in production itself. In short, pharma leaders now need to look beyond simply running manufacturing efciently. They must challenge their operations leaders to say what they plan to do differently going forward.
If engineers who had worked on a Ford or Fiat manufacturing system in the 1950s were to visit a state-of-the-art automotive plant today, they would be astonished by the many changes. They would immediately notice the robots tirelessly spot-welding car bodies where men in welding masks once worked. They would observe the fast-changeover paint booths that help each production facility to meet the vagaries of market demand. They would be intrigued by how the just-in-time parts delivery systems function so well. And they would most certainly be surprised by how much total value of each car is outsourced to suppliers.
10
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Their counterparts in the steel industry would experience a similar study in contrasts. Todays mini-mills are economical at a tenth of the scale of large integrated mills. They can turn operations on and off to match production runs to market demand, and need 60 percent less energy to run as compared to traditional mills. However, there are few such stories in the pharmaceutical industry. The short story is that other industries have pushed manufacturing innovation far and fast, but pharma has not. And while others have innovated in collaboration with their networks of suppliers, that has not been the case with pharma. Pharmas manufacturing economics have not changed much in the last few decades; gains in pharma production have been modest, marked by the recent use of lean production techniques to cut variable costs and boost labor productivity. Yet, little attention has been paid to overall asset productivity, beyond the usual rationalization of production sites prompted by overcapacity. Manufacturers have squeezed some gains out of the shop oor, but have not yet applied the same thinking to the design and engineering of their assets. In a 2004 report, the US Food and Drug Administration put it this way: Pharmaceutical manufacturing operations are inefcient and costly. Compared to other industrial sectors, the rate of introduction of modern engineering process design principles, new measurement and control technologies, and knowledge management systems is low. Opportunities for improving efciency and quality assuranceare not generally well recognized.1 Little has changed since that report was published. Yes, there are exceptions: Novartis, for example, is making the right kind of efforts by working with the Massachusetts Institute of Technology to co-develop its future manufacturing capabilities.2 Other companies are piloting continuous process tablet lines. But the great majority of efforts have focused on the near-term cost-reduction levers of labor and procurement. Fundamental changes in how products are made, and in how quality is built in rather than tested in, remain few and far between. Continuous batch manufacturing and biologics production in disposable reactors remain niche activities. On-line process analytical technology (PAT) and the use of control limits, common for more than 20 years in the automotive sector, are rarely seen. Quality by design (QbD) practices are still nowhere near mainstream.3 Even the presence of a U-shaped packaging line or work cell to optimize
1 2
Innovation and Continuous Improvement in Pharmaceutical Manufacturing, US Food and Drug Administration, 2004. Novartis-MIT Center for Continuous Manufacturing, MIT Engineering Web site; MIT and Novartis in New Partnership Aimed at Transforming Pharmaceutical Manufacturing, MIT press release, September 28, 2007; With Continuous Operations, Can Drug Manufacturing Become a Rock Star?, PharmaQBD, November 2010. Agnes Shanley and Paul Thomas, Flexible Pharma: Puzzling Out the Plant of the Future, PharmaManufacturing.com, 2009.
New aspirations and operations models
11
labor use, common in consumer goods, is not standard in most ll and nish plants. Nor is it part of the typical products offered by pharma equipment manufacturers. Its time to elevate manufacturing innovation as a strategic priority. The earlier paradigm of pharma operationstypied by the blockbuster modelis being replaced by shorter periods of exclusivity, higher complexity, smaller batches, competition based on product efcacy, less productive R&D pipelines, more price transparency, and greater purchaser power. Yesterdays choicesprioritizing product launch timeliness over process stability, reserving enormous excess capacity, and choosing safe and conservative technologies are not right for today. Today, pharma operations leaders must rethink their approach to manufacturing and demand more innovation that matches the already changed pharmaceutical landscape. Leaders cannot look at their next manufacturing asset and declare, as one company executive did, that we are building a museum on our next site. In short, they must conceive of and plan for what we might call Plantopia that is, the future production scenarios that represent possible and practical responses to the challenges ahead. Before dreaming of the future plant, however, we must understand the forces driving this change.
A strong case for step change in manufacturing
Innovation hasnt happened in pharma production before because it hasnt been necessary. But times have changed. The opportunity cost alone makes an urgent case for innovation. Some estimates put the potential worldwide cost savings from efciency improvement as high as $50 billion4 equivalent to the cost of developing 80 to 90 new drugs every year.5 Our longtime studies across a wide range of industries point to ve broad sources that propel innovation. To begin with, global forces are challenging the old paradigm. Gone are the days when pharmaceutical operations could rely on the US, Japanese, and European markets. Emerging markets will represent about 45 percent of the worlds GDP by 2018 and are expected to grow twice as fast as developed markets between 2008 and 2018.6 And yesterdays stable regulatory environment is being reshaped by other nations regulatory bodies with different standards and expectations, shorter periods of
4 5 6
Philipp Cremer, Martin Losch, and Ulf Schrader, Driving a Transformation in Efciency, Outpacing Change in Pharma Operations, McKinsey, 2010. Innovation and Continuous Improvement in Pharmaceutical Manufacturing, US Food and Drug Administration, 2004. Global Insights World Overview, McKinsey analysis.
12
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
exclusivity, and rising quality expectations. One analysis shows that exclusivity for blockbuster drugs has dropped from 13.8 years to 11.2 years.7 Another driver involves changing customer needs in terms of both price and drug efcacy. Prices must be far lower if pharmas are to successfully serve the next billion consumers. Recently, the GAVI Alliance (formerly the Global Alliance for Vaccines and Immunizations, a global health partnership launched in 2000 to increase access to immunizations in poor countries) revealed the prices paid for vaccines, prompting both GlaxoSmithKline and Merck to signicantly reduce the costs of their rotavirus vaccines.8 Europes tender models and US healthcare reform put continual downward pressure on drug prices across therapeutic areas. Technology developments are a third driver of innovation. Manufacturing technologies are evolving in response to some of these pressures. Single-use technologies have come on strongly as an alternative to permanent, reusable, stainless-steel fermentors and their attendant subsystems.9 An example of this trend is Xcellerexs FlexFactory, a plug-and-play manufacturing platform based on the application of single-use technologies, controlled environmental modules, and process automation that includes electronic batch records.10 More technology suppliers are investing in quick changeover designs to aid in small batch productionfor instance, full turret replacements on high-speed tablet presses. Value-chain inefciencies also spur change. Today, supply chain leaders struggle in a world vastly more complex than that of a decade ago. Markets with new requirements, nuanced partnerships, new global suppliers, and huge counterfeiting risks are pervasive. Those challenges add up to increased transaction costs, forcing manufacturers to re-evaluate how they manage inventory and risk across their networks. And more of the pie is up for grabs. Now pharmas not only must be alert to credible competition from emerging marketsparticularly from powerful, fast-growing, well-funded conglomerates in India and Chinabut also must be on guard to possible competitors within the pharma value chainsuch as healthcare payers, partners, and distributors. Any of these forces would drive transformation in manufacturing. Considered together, they demand a different type of response. The biggest roadblock
7 8 9 10
Averages for the periods 19952001 and 20022005, respectively, in: Henry G. Grabowski and Margaret Kyle, Generic Competition and Market Exclusivity Periods in Pharmaceuticals, Managerial and Decision Economics, JuneAugust, 2007. Orin Levine, 10 Years of Vaccine Progress in 10 Days, The Hufngton Post, June 2011. Lorna D. McLeod, Advances in Bioprocessing, BioProcess International, May 2009. Novavax and Xcellerex Announce Collaboration to Develop Large-scale Manufacturing Process for 2009 H1N1 Inuenza VLP Vaccine, joint press release, Novavax and Xcellerex, October 21, 2009.
New aspirations and operations models
13
for leaders in pharma operations is less about whether to innovate and more about how to do so. How do we begin to envision the pharma plant of the future?
Three glimpses of Plantopia
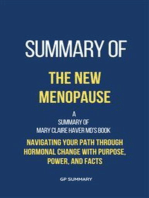
What does Plantopia look like? There is no one true answer to that question. But there are other questions that will help pharma business leaders start to place more of the right kinds of bets on future production arrangements. We envision three potential archetypes for the future of manufacturingoptions that take advantage of industry forces to create new opportunities (Exhibit 1). Each is modeled on successful manufacturing transformations in other industries. The Intel model What if the pharmaceutical plant of the future made a standard tablet core produced at very high speeds with state-of-the-art control systems, with precise and exible coating processes capable of speeding an array of products to market? What if there were no gap between development and manufacturing, product launches were perfectand costs started out as exhibit 1
#3 Plantopia Exhibit 1 Factors The Intel model
Global forces Execute massive standardization in response to global fragmentation Drive unit costs as low as possible; bring innovations to market faster than the competition Become excellent at high- speed, standard operations, building quality into the process Use operating excellence to be faster and less expensive
The Nucor model
Move closer to the customer; model your business on their needs
The Disney model
Find ways to add value in a highly competitive, commoditized market Create features and experiences for which customers are willing to pay a premium Leverage technology to create new features and services
Latent or unmet customer needs Technology
Reduce the total cost while increasing service levels Use the latest technology to reinvent the process, fundamentally changing the cost structure Create a low-cost, highservice model that customers want to choose
Competition
Create the brand that competitors cannot replicate Expand your ownership of the value chain to include post manufacturing services
Value-chain efficiencies
Manage partners to your standards; eliminate inefficient interfaces
Create a flexible factory to match highly variable customer demands
SOURCE: McKinsey
14
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
New aspirations and operations models
15
best in class? This type of pharma plant might approach levels of operations excellence that are comparable to those of the semiconductor manufacturer Intel. Because Intel competes on manufacturing efciency, the chip maker considers its manufacturing network to be a strategic asseteasily as valuable as its advanced product designs. Intel makes approximately 10 billion transistors per second, said Brian Krzanich, senior vice president and general manager of Intels Manufacturing and Supply Chain. In response to the October 2010 announcement that Intel would be investing up to $8 billion in future generations of manufacturing technology in the United States, Krzanich stated: Our factories produce the most advanced computer technology in the world, and these investments will create capacity for innovation we havent yet imagined. Intels continual investments in manufacturing expertise enable the company to produce a new crop of chips about every 18 months that are less expensive and use less power, which is most important today as the competition shifts to tablets and smartphones. Additionally, Intels emphasis on manufacturing efciencies gives it speed and agility; the company has steadily trimmed the time needed for each step in the chip-making process. Intel also can handle product changeovers more quickly to cope with uctuations in demand. Krzanich went on to note that Intels agility helped it to x a problem and replace a awed chip design so quickly that the disruption did not hurt revenues. This exibility also will shorten the time it takes for Intel to ramp up new products, such as its 22-nanometer chip designs. Intels argument is that functional integrationbetween product design and productionleads to higher average selling prices. The company reports that new process technology saves money in the long run, and is less expensive, in total, than the cost of building new fabrication facilitieseach typically costing $6 billion today, plus $1 billion to $2 billion for a pilot line and $500 million to $1 billion for an R&D process team. Two examples of Intels manufacturing strategy are worthy of closer attention. Its design for manufacturability (DFM) disciplinenot unique to Intelis a way to proactively address product issues early in the design cycle. It provides a means for integrating specic manufacturing concerns into a product design in order to develop a product that is easier to manufacture with excellent overall quality. A key rationale for DFM is that not all process and layout interactions can be covered or anticipated by design rules. Since manufacturability
16
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
improvements are dynamic, new learning is included as the technology evolves. Intel also follows its Copy Exactly! philosophy in its fab, sort, and assembly test facilities. Copy Exactly! enables the delivery of products from multiple production sites, which operate as a virtual factory that performs consistently and independent of the manufacturing source site. Additional benets include greater consistency to quality performance and faster production ramp-ups that improve product availability. This version of pharma Plantopia would require full integration, beyond QbD, as well as standard platforms in design and operations. The plant would be highly automated, with Six Sigma performance levels on all key quality parameters. Process controls would be well known and continuously rened. Equipment would be highly precise and ultra fast. Product quality would be built in, and truly scientic process knowledge would exist in both the development and manufacturing groups. Highly skilled technicians would propel continuous improvement in process controls and product design. All designs that did not align with the common platforms would be sourced to contract manufacturers or partners. And products would remain cost-effective long after patent expiry. In this ideal world, products could conceivably come to market in half the time it takes today. Products would launch on time and at quality, and manufacturing processes would be capable of full-scale production within days, not months, after launch. Moreover, product cost would be best in class, independent of the products time on the market. Millipore offers a glimpse of what is possible. The life sciences company was able to develop unique, low-cost disposable systemsusing bags instead of tanksthat are designed for fast set-up, integrated quality checks, and error-proong. The systems and unique end-to-end process knowledge was one of the reasons why it was acquired in 2010 by MerckSerono for more than US$7 billion. The sale represented a 50 percent market premium, partly also reecting that securing a manufacturing innovator held some promise for a pharma manufacturer. The Nucor model Imagine if the pharma plant of the future were located right next to the hospital, delivering just the vials needed at exactly the right time. Then envision the plant being so small that it could be built and connected to the pharmacyand almost be mistaken for a one-hour photo booth. Next, think what it would be like if the only operations required were replenishing the pre-qualied active pharmaceutical ingredients (API), which could be ordered automatically and with quality operations embedded in every step. That kind of
New aspirations and operations models
17
pharma plant might come close to the small-batch, premium customer service demonstrated by steelmaker Nucor. A master of small-batch production, Nucor is known as a highly successful operator of steel mini-mills, which the company locates close to its customers. Todays mini-mills are economical at a tenth of the scale of large integrated mills. They can turn operations on and off to match production runs to market demand, and require 60 percent less energy to run compared to traditional mills. Beginning in the late 1960s, Nucor was among the rst steel companies in the United States to use electric arc furnaces to melt recycled steela far simpler and cheaper way to make steel than the large-scale methods then used by the big integrated steelmakers of the day. Its highly exible production capability allows the company to almost instantaneously adjust output to match demand, and its small scale and easy access to incoming materials with the bulk of raw material coming from scrapped vehiclesmake proximity to customers easy to accomplish. Initially, Nucor made only concrete reinforcing bars (rebars), the simplest and lowest-margin of all steel products. The company grew over time to develop further capabilities and broader ambitions. It mastered electric arc furnace technology and led the way in using recycled stock as a way to re-invent rolled steel production. Pairing this small-scale, low-cost model with high service levels, Nucor was able to disrupt the then-dominant steel-making business models and fundamentally change the game in the industry. Nucor has continued to innovate. Collaborating with two other steel companies, the company operates a factory that continuously casts sheet steel directly from molten steel, obviating the need for heavy, expensive, energy-consuming rollers. The process, known as Castrip 11, has the potential to allow an entire mill to be built in one-sixth of the space needed for a minimill and at 10 percent of the cost of a traditional integrated mill. At the same time, Nucor is exploring lower-cost sources of iron in Australia and Brazil. The Nucor version of pharma Plantopia would require tight integration with API suppliers and a rethinking of the entire form/ll/nish (or granulation, compression, coating for solids) process. Filling operations would be radically compressed to just the core value-adding steps. Clean-in-place systems would be fast and highly effective. Quality would be entirely automated and would take advantage of the latest high-speed chromatography technology that is embedded in the manufacturing process. Packaging would be highly standardized and inexpensive. Labeling requirements would be homogenized,
11
The Castrip Story: Formation of Castrip LLC, Castrip.com, 2011.
18
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
with precision printing integral to the operations. Work-in-process inventory would not exist for more than a few minutes. Operators would be independent, skilled mechanics working in tandem with a sophisticated central manufacturing management system that tracks and trends operating data, helping with rapid root cause problem solving and enabling remote repairs. Technology like this already exists in pharma in the form of blow-ll-seal, where an aseptic environment is created around the product. This technology delivers products as low as half the cost per unit and about 30 percent of the total oor space of a conventional aseptic lling line. There are further savings in cost and space because the need for dedicated HVAC equipment is minimized, and the lines can occupy 50 percent less space. Yet, this technology, which was developed eight decades ago, is only in limited use, primarily by contract manufacturers and for non-core products. The Disney model What if the pharma plant of the future not only consistently delivered highquality products at low cost but also tracked and trended patient behavior, using real data to improve efcacy and patient compliancepotentially saving health-care systems billions of dollars in waste? What if there were a smartphone app for your pill that let you know all of the drugs interactions? What if that pill came with complete manufacturing traceability and roundthe-clock service support? What if patients could pull up their own full pharmaceutical history in the doctors ofce by scanning their pillboxes? That model for pharmaceutical operations might approach the Disney model in terms of value-added services and experiences beyond the core product delivery. If Intel and Nucor shine the spotlight on fresh perspectives for pharma manufacturing, Disney draws attention to complementary operations areas that are ripe for innovation. Where once Disney could have been described as a media companylargely built around lmtoday it is an entertainment conglomerate with interests that range from theme parks to hotels to gaming to product franchises. Disney successfully leverages its brand not only for its own benet but also for the benet of a raft of value-chain partners whose success continues to amplify Disneys core brand. Just one recent example: Toy-maker Mattel has seen sales soar on the strength of merchandise sales tied to the Cars 2
New aspirations and operations models
19
animated movie, a product of Disneys Pixar studios.12 Since Disney is eager to offset the soaring production costs of big movies and the steep drop in DVD sales, the company is keen to spread its risks by focusing on lms that can more easily generate sequels and spin-offs, as well as games, theme-park attractions, and a host of toys and other themed merchandise.13 The Disney Plantopia model would require pharma business leaders to view their organizations in different termsto manage data and systems in the same way that they do pills and vials. It would call for a rethinking of the usual boundaries of operations so that pharma business leaders could readily draw data and insights from customers use of their products. The packaging would have scannable information for consumers to access on their smartphones. The vial or pill would have an embedded microchip to relay information about patient behavior, intake time, and the drugs effects. The clinical trial data would be evergreen, continually refreshed with new and insightful patient data. The regulatory approval process would rely on incredibly robust data. And the operating group would include a call center staff as well as an information management and programming group. Some technology for this type of approach already exists to address counterfeit drug trafc in Africa. A consumer can scratch off the label on a pharmaceutical product and text Sproxil, a small company that can verify if the product is real or fake and inform the consumer via a return text message.14 There are other parallels in the experiences of Medco Health Solutions, the pharmacy benets provider spun off by Merck in 2003. Medco is innovating by using the health-related information it has been gathering for years from its fast-growing subscriber basea by-product of its investments in highly automated pharmacy operations. This innovation has led to a multibillion-dollar incremental business.15 The company has expanded by opening nine therapeutic resource centers in the United States that are staffed by more than 1,100 pharmacists trained in one of a dozen or more chronic diseases. These specialists use the information available through Medcos vast database to help patients manage their health problems. Target customers are people who suffer from chronic and complex conditions such as diabetes and cardiovascular problems; they account for 90 percent of all drug spending and 75 percent of all healthcare costs. The database enables the pharmacist to tell if a patient is taking the medication as prescribed, or if a particular test is needed. Such interventions
12 13 14 15 Maxwell Murphy, Cars 2 Drives Up Mattels Prot, Wall Street Journal, July 15, 2011. Ethan Smith, Disneys Cars 2 a Hit Alreadyin Stores, Wall Street Journal, June 20, 2011. Clark Boyd, Cell Phones Help Fight Fake Drugs in Nigeria, discovery.com, April 15, 2010. The Case for Infrastructure Investment: Lessons from Medco and Staples, SCRM editorial, Supply Chain Management Review, SeptemberOctober 2011.
20
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
not only can improve patient outcomes but also can mean cost savings for Medcos clientsthe employers, health plans, and government agencies that hire Medco to keep their members healthy while controlling prescription and medical costs. Sano-Aventis has taken a similar lead in the diabetic therapeutic area. In 2009, the company launched an iPhone app to help diabetics count calories. And in 2010, they launched the iBGStar hybrid medical devicea standalone glucose monitor that has the added functionality of connecting to an iPhone or iPod touch to allow users to manage their own data.
From here to Plantopia
Rather than limit pharma leaders to three choices, the Intel, Nucor, and Disney models are intended to foster fresh thinking about how each individual pharma company can leverage manufacturing operations to quickly and reliably boost value for its shareholders. The most important question is how and where to get started. There may be different business models for different markets. Would rural China have the same prole as urban Western Europe? Would small-molecule generics and novel biologics share the same model? Each companys leadership team must determine who owns the discipline of innovation in operations. Is manufacturing able to reinvent itself, or should a collaborative, cross-functional team take on the challenge? What type of leader is needed to drive the organization toward innovation? Once the companys leaders have dened the innovation owner and selected which customer groups to target, they must determine which innovations matter most for these market segments. What are the challenges that will best inform the innovators? How have others solved similar challenges? What can be achieved through licensing or partnerships? What are business leaders outside of pharma doing? Pharma CEOs have a duty to hold their top teams to task in light of the need for innovations in production. The CEO needs to raise the bar on what is expected from the manufacturing group and challenge the operations group to detail a clear picture of what the future state can look like. Leaders must bring in new ideas, challenge conventional thinking, and invest in a portfolio of ideas. CEOs must look at manufacturing as more than a cost center and demand that operations go beyond incremental improvements alone.
New aspirations and operations models
21
*** Other industries have pushed manufacturing innovation far and fast. Of course, that by itself is not a reason for pharma leaders to follow suit, but the seismic shifts in the industrys economics certainly are reason enough. There is a clear, competitive rationale to act now. Innovation within pharma manufacturing is still an open eld with no clear leader. There is still a huge opportunity to use manufacturing operations as a strategic growth tool. There are a host of potential partners and an abundance of opportunities for far-sighted manufacturing leaders to emerge and be recognized as industry change makers. Who will be the rst to realize the Plantopian ideals?
22
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
New aspirations and operations models
23
Apple vs. Intel: What manufacturing model is right for pharma?
David Keeling, Venu Nagali, Vanya Telpis
Pharmaceutical companies are increasingly outsourcing manufacturingto reduce costs and gain exibility. But they continue to own and operate plants for new chemical entities ostensibly to control IP and to ensure the quality and volume of supply. No industry leader has fundamentally challenged the manufacturing ownership-and-control model. But in high tech, Apple employs a production model in which plants are owned by so-called joint design manufacturers (JDMs), yet the company still manages to ensure both IP protection and reliable supply at good quality. At the other end of the high-tech spectrum, Intel has demonstrated cost leadership, speed to market, and exibility while keeping almost all manufacturing in-house. At the heart of these seemingly opposite approaches is a common strategy: keep in-house anything that is critically important for success and outsource everything else. What would be the value-creation potential of such a strategy applied to pharma?
24
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
For many industries, the debate about outsourcing ended a long time ago. The economic value in nding outside manufacturers to produce as much as possible won the day early on in businesses as disparate as textiles and auto parts. For pharma, though, the debate is still nding its voice. To be sure, the general trend in pharma manufacturing is to outsource. But for a variety of reasons, pharmacos are marked by widely varying outsourcing levels. In nished dosage formulations, for example, 40-plus percent of pharmacos outsource less than 10 percent of their manufacturing, but 30-plus percent outsource more than half. A similar disparity exists for companies producing chemical APIs: 46 percent outsource more than half of their needs, with 25 percent outsourcing less than 10 percent. 1 The general trend to outsource is driven mostly by cost pressures, the need for exibility, and the increasing capabilities of contract manufacturing organizations (CMOs). Many of these CMOs are now attractive not only for their expertise in niche technologies but also for their operational excellence and ability to deliver consistent quality. However, in-house manufacturing is still prevalent. (By in-house manufacturing, we mean that a company invests the capital to build and maintain its production infrastructure and owns the plants and other assets in that infrastructure.) Proprietary technologies are usually kept in-house to protect intellectual property and ensure supply. Tax considerations inuence pharmacos to maintain high-margin products in-house. And some companies are even bringing previously outsourced production back home to increase the utilization of their own facilities or to address quality concerns. Some companies are partly challenging the in-house model, notably AstraZeneca, which has announced its intention to outsource all chemical API production (following in the footsteps of Wyeth, which was doing so before being acquired by Pzer), and GlaxoSmithKline, which is moving toward outsourcing all of its off-patent products. But putting aside the relatively new and small virtual-specialty players, like Shire, Endo Pharma, and Bluesh Pharma, no one has fundamentally questioned the traditional manufacturing approach. Most outsourcing decisions are still made opportunistically, based on availability, capacity, and product characteristics. A recent survey of operations executives at 19 top pharmacos indicated that opportunistic decisions are especially prevalent with bulk drug formulations (Exhibit 1). In a different survey, a self-assessment showed that tactical reasons were at the heart of outsourcing decisions about as often as strategic reasons.2
1 2
Contract Pharma Annual Outsourcing Survey, 2011. Contract Pharma Annual Outsourcing Survey, 2011.
New aspirations and operations models
25
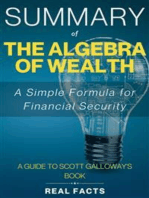
exhibit 1
#4 Apple vs. Intel Exhibit 1 Where do you plan to increase your outsourcing ratio?
N = 35
Insource Insource Outsource Outsource strategically opportunistically opportunistically aggressively 1. API/drug substance 2. Bulk/drug product solids 3. Bulk/drug product steriles
36% 28%
20%
16%
12%
38%
50% 0%
29%
42%
29% 0%
46%
4. Packaging solids
52%
8%
33%
13%
5. Packaging steriles
22%
22%
4%
SOURCE: POBOS Roundtable survey of operations executives from 19 Pharmacos
The bottom line: Many, perhaps most, decisions are made with short-term benets in mindand without a long-term perspective on competitive advantage. If a shift is in order, a new direction may be found in the experience of two leading companies in another industry, Apple and Intel.
Apple and Intels models in high techwhy are both successful?
At rst glance, Apple and Intel, two giants in high tech, appear to have gone in opposite directions in settling on their manufacturing models. Intels model is to keep manufacturing in-houseit outsources less than 10 percent of its microprocessors. By contrast, in the fast-moving consumer electronics market, where, as with pharma, IP and surety of supply are everything, Apple outsources practically everything, taking assets off the books, while still ensuring reliable supply and good quality through exercising rigorous oversight and control. Yet, despite their very different positions on ownership of production, both companies are highly successful. Intel has dominated its market for years boasting an 81 percent share in 2010, three points higher than the already highly enviable 78 percent it held in 2002. Apple is the market leader in several product areas, including mobile music players and smartphones. In the latter category, the company tripled its share to 9 percent in 2008, behind only
26
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Nokia and RIM, and it just surpassed long-time leader Nokia in the second quarter of this year to take the top spot by capturing a 20.3 percent share. The protability of both companies is good, with Intels EBITA margin at 36 percent and Apples at 28.4 percent last year. However, they operate at very different ROIC levels: Intels is at 67.8 percent, having grown slowly but steadily over the last 15 years. As for Apple, because the company outsources so much of its production, it has little in the way of xed assets, resulting in negative working capital and an ROIC that is essentially innite in size. In digging a little deeper, though, it turns out that Apple and Intel actually have the same simple yet disciplined strategy: keep in-house anything that is critical to your products success in the marketplace, and core to your company, and outsource everything else.
Apples focus: Ideas, design, and marketing
In Apples dynamic and innovative environment, cost competitiveness is not a primary concern, especially in the rst generation of a pioneering product, and ownership of manufacturing assets doesnt confer any differentiation so long as the product performs as designed without too many glitches. The path to large-scale outsourcing has been beckoning to Apple and other electronics companies for the past two decades, thanks to the adoption of standard industry processes and tools for the design3 and manufacture4 of printed circuit boards (PCBs). This standardization enables the cost-efcient manufacturing of several products on the same factory line with minimal changes or customization. To achieve its competitive advantage in this industry, Apple has made idea generation, distinctive design, and innovative sales and marketing its core competencies. Over time, the company has moved almost completely away from direct manufacturing ownership, leaving it in the hands of a reliable network of strategic outsourcing partners, under rigorous oversight. The shift started to occur in the mid 1990s. Until then, Apple was manufacturing and assembling almost everything in-house. Between 1997 and 1999, Apples ROIC increased three-fold, jumping from -51.8 percent to
Electronic design automation (EDA) enables designers to communicate with manufacturers in standardized formats, allowing different functions and even different companies to work together efciently to design, test, validate, and produce printed circuit boards. Surface mount technology (SMT) enables the automated placement of components on a printed circuit board. The high-speed production process comes with high xed costs, however, requiring very high production volumes to justify the investment. Since the early 1990s, most original equipment manufacturers (OEMs) in electronics have chosen not to invest in SMT manufacturing. Instead, they have outsourced to partners who have built giant assembly plants, mostly in East Asia, and have kept them humming by aggregating the necessary volumes through several OEMs.
New aspirations and operations models
27
109.9 percent, as the company began to outsource almost half of its output.5 In the same period, Apples inventory in purchased parts and work in progress shrank to one-fth of its former size. Meanwhile, its inventory of nished goods at the end of the 1998 scal year reected a seven-fold improvement over a year earlier. Days of inventory plummeted from 30 to 2. Now, more than 90 percent of Apples products, including the iMac, iPod series, iPhone, and iPad, are made through joint design and manufacturing (JDMs) projects. If ownership of manufacturing assets is not critical to Apples success, its control over the manufacturing process for essential items certainly is. Apple has its own processes and its own people in JDMs to provide oversight (see sidebar, The Enablers of an Apple-like Model). For example, Apple now also considers its microprocessors to be critical to its success. This determination caused the company to buy a startup6 so that it could control the design of its A-series processors. Yet, even there, because the ownership of the manufacturing assets for the processors is not deemed to be critically important, Apple has outsourced that role to contract semiconductor fabrication companies like TSMC while retaining the appropriate level of oversight.7
Intels focus: Operations
Intel has focused on operations excellence as a core competency, an approach that has given the chip maker signicant cost effectiveness as well as superior speed to market, exibility, and agility. In its business-to-business (B2B) space, outstanding product performance at low cost is critical for successtherefore, manufacturing confers important product differentiation and competitive advantage. Most of Intels product differentiation comes from its leading-edge semiconductor manufacturing process. The company employs a Tick Tock model8 of successive and alternated innovations in semiconductor process technology and microprocessor design. In this model, microprocessor performance is closely coupled to the specic semiconductor process
5 6 7
By the early 2000s, Foxconn was making the eMac; Elitegroup and Compal were turning out the iBook; and Quanta was producing Powerbooks and iMacs. On April 23, 2008, Apple announced that it had acquired P.A. Semi. Industry standard CMOS (Complementary Metal Oxide Semiconductor) process technology enables the contract manufacturing of logic semiconductors. This standard technology (which allows some small process variations to accommodate specic customer requirements) permitted companies like Apple, Broadcom, and Qualcomm to specialize in the design of chips and to forgo ownership of semiconductor fabrication plants, known as fabs. At the same time, the technology spawned companies like TSMC, UMC, and Global Foundries, which focus purely on manufacturing chips for Apple and other fabless players. One of the key reasons for such specialization was the extremely high capital, $6 billion or more, needed to build a new fab, with the major manufacturers setting up a new plant every two to three years to stay competitive. Most fabless companies do not have the volumes of their own to justify building fabs at that rate. Intels Tick Tock Model, web page, Intel.com.
28
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
technology, resulting in both design and manufacturing processes playing a major role in marketplace differentiation. From the early to mid 2000s, Intels designs were inferior to those from AMD.9 One of the main reasons Intel remained competitive was that its better manufacturing processes, vis--vis AMD, resulted in processors that were cheaper to produce and ran at higher speeds. Even now, for certain applications that require lower-power processors, another competitor, ARM, has processors that are superior in purely design terms, but they are produced in outsourced manufacturing plants that cant match Intels capabilities. To keep that advantage, Intel treats its manufacturing network as a strategic asset and invests heavily in state-of-the-art equipment and in improving its processes. Its Copy Exactly! approach takes manufacturing standardization to a new level, turning multiple production sites into a single virtual factory by matching the manufacturing sites to the development site. It is Intels way to enforce quality control.10 In 2009, the company announced that it was investing $7 billion in an ongoing bet on nanotechnology, to build faster, smaller chips that consume less energy.11 One result is its breakthrough tri-gate 3D transistor, announced in early 2011. The new technology allows Intel to continue to reduce the cost per transistor, following Moores Law. At a conference in May, Intel said that the transistor would extend the companys process leadership by improving performance even as it cut power consumption. Intel also said that it has reduced its cycle time in manufacturing, trimming a third of the time spent between deciding to make a new chip and producing it.12 The cost of staying on this path is staggering, however. Semiconductor fabrication plants, called fabs, can cost $6 billion or more to build, plus $1.5 billion to $3 billion for a pilot line and R&D process team.13 To remain competitive, companies have to add a plant every two to three years as new process technology is introduced. As a result, ROIC for a company like Intel is much lower than Apples.
To much acclaim in 2003, AMD introduced its 64-bit Opteron and Athlon processors, which revolutionized the x86 based PC and server markets that, until then, were dominated by Intels 32-bit processors. In 2005, AMD further reinforced its technical lead over Intel when it launched dual-core Opteron and Athlon processors, which sported lower power consumption and less signicant heat issues when compared with Intels processors. AMDs share climbed to 20 percent of PC and server markets in the mid 2000s because of these technical innovations. See, for example: Jordan Hall, AMD vs. Intel: Which Chip Offers More Bang for Your Buck in Gaming PCs?, selfseo.com, May 25. 2006. Copy Exactly!, web page, www.intel.com. Intel to Invest $7 Billion to Build U.S. Plants: Plants will use nanotechnology, Industry Week, February 10, 2009. Michael J. Miller, Intels Manufacturing Plans: 22nm, New Fabs, PCMag.com, May 18, 2011. Ibid.
10 11 12 13
New aspirations and operations models
29
Going for a hybrid mix
The Intel and Apple models are at opposite ends of the asset ownership spectrum. However, the experience of the high-tech industry also offers lessons in how companies in the middle of the spectrum apply those models to their situations (Exhibit 2). For example, Samsung, which leads its industry in the production of largesize LCD panels, keeps its high-protability panels with screen sizes of more than 40 inches in-house and outsources lower-protability panels that are less than 40 inches. Toshiba recently decided to adopt a similar strategy for some semiconductor products. The company will outsource a portion of its business to Samsung, while keeping the rest in-house.14 And then there is HP, which pioneered outsourcing but is now insourcing some capacitybuilding and owning plants in BRIC countries and particularly in Chinato serve local markets. This insourcing enabled HP to capture tax incentives offered by local governments, thus improving its competitiveness. At times, the switch also helped the company to meet local-country manufacturing requirements.15
Are the lessons from the Apple and Intel models useful for pharma?
How would the Apple and Intel models operate in the pharma context? The rst and foremost strategy-shaping question a pharmaco should ask is about the basis of the competitionwhat kind of company do we choose to be? Will we compete on product benets or on cost? Will keeping manufacturing in-house and linking it to design enable us to differentiate our products and achieve competitive advantage? Examples of the Intel strategy in pharma could be todays originator biotech companiesmolecule design and manufacturing are interwoven, making for better products that get to market faster. For a biotech company betting on complex molecules, understanding the intricacies and challenges of the manufacturing process helps to engineer the product, making it critically important to keep manufacturing in-house and to invest heavily in state-ofthe-art facilities and new process technologies. For example, developing a hemophilia drug with a longer half-life, a critical patient need, requires a sophisticated manufacturing solution for the re-engineering of a protein and
14 15
Adam Hartley, Toshiba outsources chip production to Samsung, techradar.com, December 27, 2010. Larry Dignan, HPs PC supply chain by the numbers, ZDNet.com, June 10, 2010; Sumner Lemon, HP to Manage PC Manufacturing Plant in China, PCWorld.com, June 10, 2010; and Egan Orion, HP plans new factory in southwest China, TheInquirer.com, October 10, 2008.
30
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
exhibit 2
#4 Apple vs. Intel Exhibit 2
IN-SOURCE Leverage lower cost structure
HP: In-sourcing in BRIC countries
Competitive & World-class
IN-SOURCE Leverage capability to succeed in the marketplace
Intel: Semiconductor manufacturing
Cost structure (manufacturing capabilities)
Apple: Software & microprocessor design
OUT-SOURCE asset ownership
Uncompetitive Apple: Product manufacturing
MOSTLY IN-SOURCE (and strive to become cost competitive) OTHERWISE OUT-SOURCE
Less differentiating
More differentiating
SOURCE: McKinsey
Manufacturing as product differentiator and basis of competition
the performance of complex downstream processing. Keeping a strong connection between manufacturing and R&D during the development of this type of drug could signicantly affect a products feasibility and chances for success, as well as its bid for cost leadership.16 At the other end of the spectrum in pharma, a company betting on emerging markets would consider cost important but might choose to focus more on delivering superior customer benets. Whether its a unique formulation for a specic target population (e.g., Abbotts heat-stable version of Kaletra for African markets), or a redesigned packaging or delivery system to achieve a lower price point (e.g., GEs portable ultrasound machine developed for the China market)17 , the success of these products would be tied less to manufacturing and could be outsourced to low-cost CMOs known for their high reliability. Managing the external supply network of partners, however, must become a core competency in such a setting.
16
As a comparison, a large leading-edge biotech plant can cost about $500 million, which is an order of magnitude cheaper than a semiconductor fab. Furthermore, unlike semiconductor fabs, which retain their leading-edge process for just two to three years after which they need further investment for upgrades, biotech plants can stay on the leading edge for a decade or more. These economics may permit pharma companies to set up and own biotech plants. See also Tapping operations to win emerging markets: Questions every Pharma executive should consider by Ulf Schrader and Sabine Schulz on page 95.
17
New aspirations and operations models
31
For many top generics players, speed to market and cost competitiveness are the key factors for success, and the connection between R&D and manufacturing is fundamentally important for Phase IV, as is the reliability of supply. For example, its absolutely critical to have a reliable API supply on day one of the launch of a generic drug with the ultimate goal of achieving rstto-market advantage. To that end, one top generics company has integrated in-house 60 percent to 70 percent of its API supply. Its a justied strategy another top-ve generics company recently experienced a six-month delay in API supply from a large supplier. Yet another pharmaco had to suspend its API supply because of poor compliance with technical and quality standards by its supplier, adding cost and delays to a critical product launch. A specialty pharmaco can choose to compete on its ability to identify and access new products and technologies developed externally. The in-licensing strategy makes the connection between design and manufacturing less relevant, and the agility to shift to new manufacturing platforms and process technologies as they become available much more critical to success. For example, Endo Pharmaceuticals, a specialty pharmaco, has managed to increase sales 20-fold to almost $2 billion and market value 15-fold to about $4 billion in the last 15 years while maintaining an almost fully outsourced model.18 For manufacturing, it joins up with CMOs (primarily Novartis Consumer Health and Teikoku Seiyaku), and for distribution it relies on UPSSupply Chain Solutions.19 The companys infrastructure for accessing external technology is its biggest investment and, according to Endo, is second to nonean asset critical for its alliance-heavy operating model. While most top pharmacos have ROICs in the 80 percent to 100 percent range, Endo, like Apple, has a nearly innite ROIC (it was last measurable in 2007, when it registered at 632 percent)generating multiple times the investment returns of other pharmacos. Even under the low long-term growth expected for pharma, an increase of ROIC to similar levels (for example, 1,000 percent) would mean a jump of $2 billion to $3 billion in market value for a typical mid-to-large-size pharmaco.20 There are benets in freeing up inventory as wellgoing from the average ve to six months of inventory typical for pharma to the three months that Endo has would release $1.5 billion in working capital for a pharmaco with $5 billion in COGS.
18 19 20
Growth and Outsourcing: Advantages of the Virtual Integrated Model, Pharmaceutical Outsourcing, November/December 2007. Endo Pharmaceuticals, A different model, TheManufacturer.com McKinsey estimate, assuming 9 percent WACC (weighted average cost of capital), and a growth rate of 3 percent to 5 percent depending on the segment.
32
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
So, the question is: Are the right enablers in place or emerging for mainstream pharma companies to consider the Apple model, at least for certain products or sectors? (See sidebar, The Enablers of an Apple-like Model.) For one thing, the sophistication of contract manufacturing organizations is growing. These companies aim to have strong technical and other capabilities, which are applicable to manufacturing more complex products, such as injectables, sustained-release pills, lyophilized formulations, and nanocrystals. They also have increasing operational excellence that allows them to achieve cost leadership. CMOs armed with distinctive compliance and regulatory records can serve as partners. They can apply strong process-integration skills to bridge gaps between systems, a proactive approach to joint problem solving, and rst-rate technical expertise to design pilot-plant-scale and large-scale production and to develop novel processes to use for and with customers. If all that werent enough, some CMOs aim to provide customers with superior service, including information sharing on operational metrics. Despite the improving landscape, pharma companies continue to face stumbling points with some CMOseverything from poor quality and insufcient supplier commitment to delays with deliveries. The fact is, just as Apple gradually developed and improved its joint design manufacturing arrangements, pharma companies will have to make a real investment of time and effort to build CMO partnerships and develop their capabilities to leverage the full range of their services. *** Should mainstream pharma adopt the Apple model? No single answer exists yet. However, for pharmacos that do take the Apple path, getting the strategy right could be worth billions of dollars in market capitalization and freed working capital.
New aspirations and operations models
33
The Enablers of an Apple-like Model
The following are the enablers that allowed Apple to outsource virtually all of its manufacturing operations. Pharmacos adopting this model would have similar requirements, customized to take into account the differences in their industry. High levels of standardization of components and of design and manufacturing processes and tools. This characteristic of the electronics industry enables Apple and other vendors to outsource their manufacturing in bulk. With good supplier management capabilities, the vendors obtain surety of supply during all phases of a products lifecycle, including the ramp-up of volume with new products. Ability to nd the right outsourcing partner with the right expertise (Foxconns aluminum casing capability for the i-Pod is a key example) and early involvement of the partners in development from the planning stage, once the core R&D idea development is nished. Strategic partnerships with a few key companies. In its 2008 annual report, Apple noted that a signicant concentration of this outsourced manufacturing is currently performed by only a few of the companys outsourcing partners, often in single locations. Certain of these outsourcing partners are the sole-sourced supplier of components and manufacturing outsourcing for many of the companys key products including, but not limited to, nal assembly of substantially all of the companys portable Mac computers, iPods, iPhones, and most of the companys iMacs. Supplier managementrigorous oversight and development of outsourcing partner performance in several areas: IP risk. Dedicated Apple-product assembly workers with restrictive access to Apple assembly lines; regular on-site inspection of JDM factories by Apple; and prevention of IP leakage through contracts. Quality management. Cross-functional quality SWAT team; quarterly quality inspections and reporting; permanent trouble-shooting support team; and stationing employees at sites. Supply and cost management. Negotiate prices of components with parts suppliers and provide the list to JDM; Buy & Sell for key components; and select partner for EMS/ODM (electronic manufacturing services/ original design manufacturer) on a product basis. Demand and delivery management. Selection of JDM based on the ability to fulll Apples demand in peak seasons. Robust Sales and Operations Planning (S&OP). Used to forecast demand for products and associated components. Ability to have just-in-time delivery. Longterm contract with FedEx for its Priority DirectDistribution Program that offers product tracking and delivery monitoring.
34
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
New aspirations and operations models
35
Biopharmaceuticals success: Why manufacturing and technology strategies matter more than ever
Alberto Santagostino, Marco Ziegler
To date, manufacturing has been just one step in the rich biopharmaceutical value chain. But structural changes in the market are now pushing manufacturing issues to the heart of the agenda for biopharma CEOs. The stakes are rising around choices involving which technologies to invest in, whether to manufacture internally or through contract manufacturing organizations (CMOs), and how to counter new low-cost players. With the manufacturing landscape changing quickly, executives need to place their bets soon or risk being stuck with costly, outmoded systems.
Biopharmaceuticals have been one of the great recent successes of the broader pharmaceutical industry. In just 20 years, the value share of biopharma products worldwide has grown from virtually zero to 22 percent ($140 billion in 2011) of the overall pharmaceutical market.1
Worldwide prescription and over-the-counter sales, EvaluatePharma.
36
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
And by 2020, it is predicted to reach more than 30 percent2 . Biopharma technologies are creating effective treatments in previously intractable areas, such as rheumatology and oncology, greatly improving the lives of patients. But this is an expensive market to compete in. The cost of goods sold (COGS) ranges from 10 percent to 30 percent for biological products today 3, in line with or above the average of the equivalent cost for small molecules. Moreover, these costs will rise if prices decline because of greater competition over time and a rst wave of patent expiry over the next ve years. In absolute terms, the cost for biopharmaceutical production is even largerthe yearly average cost per patient treated with biologics can reach thousands of dollars, compared to the cost through small molecules, which rarely exceeds hundreds of dollars4.
Three trends are disrupting the market
High production costs are just one reason that biopharma CEOs should think carefully about manufacturing strategies. Three imminent shifts in the market will raise the ante for biopharma companies5. First, revenues will come under intense pressure as patents on key products expire and many companies launch biosimilars. As the follow-on products are rolled out, production cost and quality will become far more important to success in the market. We expect to see a competitive dynamic comparable to the one observed for small molecules: It will become increasingly difcult for any incremental innovation to command a differentiation-based price premium over biosimilars. The second shift involves dramatic new production technologies likely to come on stream over the next ve years, along with the creation of cross-product manufacturing platforms. The resulting boost in productivity will likely be many times higher than that achieved using the lean approaches widely adopted by players in small molecules. The third trend concerns the anticipated signicant increase of the already existing overcapacity in mammalian cell-line fermentation. This increase will be mainly driven by the entry of new players with aspirations to gain market share in the biopharma production market. Asian companies and governments, in particular, are determined to make biotechnology part of their core capabilities.
2 3 4 5
Forecast based on historic growth adjusted for the expected impact of loss of exclusivity, disproportionately affecting more small molecules. Bloomberg 2010 reported COGS; biologics reference corporations are Biogen Idec (9%), Amgen (15%), Novo Nordisk (20%), and Genzyme (29.5%). Expert interviews. For instance, rheumatoid arthritis one-year treatment COGS are in the range of $1,500 to $4,000, and small molecules are in the range of $250 to $800. Industry and academia expert interviews, as well as publicly disclosed information by biomanufacturing companies.
New aspirations and operations models
37
In the face of these converging trends, success over the long run will hinge on a handful of choices that senior executives must make today around technology and manufacturing. For the next 15 to 20 years, we believe that manufacturing will be as strong a source of competitive advantage as R&D. Biopharma CEOs will have to make a strategic decision on whether to keep biomanufacturing in house or to outsource production and depend on other dimensions of competition. To understand what will be the best next moves, CEOs need to consider if their respective biopharma production organization is set up to effectively manage costs, quality, and speed at the same time. Here are the critical questions they should ask themselves:
Can we radically cut production and investment costs?
Biopharma is a highly regulated market, so the level of costs will also depend on how regulation plays out in different countries. For instance, regulators may require the production of biosimilars to mimic current production technologies and go through Phase III again. In many developed countries, biosimilars prices may be regulated and rst movers may win a disproportionate market share. In these scenarios, the cheapest production setup will not always be the main factor of success. For most cases, however, time-to-market and cost of production will be critical for success. Consequently, the entire industry is seeking to develop new technologies and improve operations. New production technologies are likely to lead to radical changes in development lead times and manufacturing performance. In monoclonal antibody (mAb) production, for instance, fermentation titers for commercial scale mammalian production will likely rise beyond 10 grams per liter from the current 4 grams, with yields after purication as high as 80 percent from the current 50 percent to 60 percent, and failure rates will likely fall to near zero6. Besides such new technologies, several players are experimenting with innovative production setups that permit investment in capital equipment that is ten times lower than comparable investments by incumbents. While these new approaches still have to prove their potential and dependability, it is possible that they could make the existing installed capacity outdated, dramatically disrupting biopharma-manufacturing markets. The implication will be a drastically lower total cost of production (see sidebar Process Technology in Action: The Tipping Point of Disposable Technology).
Company announcements.
38
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Process Technology in Action: The Tipping Point of Disposable Technology
New technologies have emerged that allow companies to produce an active pharmaceutical ingredient (API) sufcient for clinical trial in a single 250-liter wave-bag, rather than the bioreactor of 3,000 liters that is typically required. Disposables, in short, may be on the verge of becoming a viable commercial-scale solution. The disposable wave-bag may simultaneously reduce risks and increase exibility. It can be validated during clinical development and, to reach commercial scale, multiple bags can be run in parallel. Scale-up can be delayed until after clinical development, avoiding the risk of a large capital investment in a manufacturing facility. Moreover, this technology at commercial scale could be much cheaper than fed-batch technology. The investment using disposables would be $50 million to $60 million, compared to the current investment of $500 million in developed markets and $200 million in emerging markets. And total cost savings could reach 40 percent.
Should we take advantage of contract manufacturers?
The development and production of biopharmaceuticals carry high risks, such as expensive capital equipment turning into a loss in the case of clinical development failure. Thats why companies are starting to share this risk with a partner or to outsource manufacturing responsibility altogether. Several big pharma players are reducing production capacity, often by divesting underutilized assets to contract manufacturing organizations (CMOs) that commit to manufacturing the captive products. Others are experimenting with broader partnership solutions, such as the deals between NovartisLonza, Teva-Lonza, and Boehringer Ingelheim-Elan. Furthermore, companies in Europe and the United States have started partnerships with Asian
New aspirations and operations models
39
producersHospira with Celltrion in Korea, Mylan with Biocon in India, Merck with Hanwha in South Korea, and Abraxis with Green Cross in South Korea.7 Outsourcing has several benets. A company that outsources older products can then deploy its in-house capacity to launch new ones, avoiding capital investment. External capacity can also serve as a buffer to transfer the risk of demand variability. And for small, R&D-focused players with limited in-house production, a CMO can become a valuable source of chemistry, manufacturing and controls (CMC) and manufacturing expertise. Another benet is lowering costs. Given the technological challenges associated with biopharma production, more large incumbents may decide that its cost-effective for them to partner with a CMO or to license an existing platform technology. They could leverage the technological edge and the high-caliber scale-up and manufacturing capabilities that certain CMOs offer. One large pharmaco, for example, reduced annual costs by more than $300 million in its biopharma production by streamlining its manufacturing footprint, outsourcing to CMOs, and gaining internal efciencies.
Do the new, sophisticated CMOs represent a threat as well as a partnership opportunity?
Indeed, they do. While biomanufacturing has historically been done by originators in developed countries, and these players still have the majority of worldwide fermentation capacity, new players in South Korea and other emerging markets have started to produce biosimilars and vaccines. We expect a big push to develop biopharmaceuticals in China. The 12th FiveYear Plan published in 2011 identies biotechnology as one of seven strategic industries, and China plans to invest several hundred billion renminbi in the next ve years to build a competitive biotech industry8. Some explicit goals include creating ten big biotech enterprises with 10 billion sales per year (or roughly $1.5 billion), and creating a comprehensive biotech base in the BeijingTianjin zone, Changjiang zone, and Zhujiang zone with 50 billion (or roughly $7.5 billion) in production value. Most of the established CMOs also are investing aggressively in capacity, both organically and through acquisition of manufacturing sites dismissed by big pharma players (Exhibit 1). Organic examples include Celltrions 90,000 liters of new capacity in validation on top of its existing 50,000, and Lonzas expansion by 80,000 liters in Singapore. Some examples of recent
7 8
Company press releases. Communist Party of China (CPC) Central Committees Proposal for Formulating the 12th Five-Year Program for Chinas Economic and Social Development (201115), adopted at the Fifth Plenum of the 17th CPC Central Committee.
40
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
deals are the acquisition of Merck Biomanufacturing Network by Fujilm, the acquisition of the Fremont site from Amgen by Boehringer Ingelheim, and the acquisition of Johnson & Johnsons Centocor manufacturing facility by Gallus BioPharmaceuticals9. Several CMOs have also developed innovative platforms and technologies that will benet their customers, ranging from high-yield cell-line and expression systems to fermentation process technology and proprietary purication systems.
exhibit 1
#5 Biopharma Exhibit 1 Estimated expected growth of mammalian fermentation volume
June 2011 CMOs
Online capacity 23%
Online + expected new capacity
32%
77%
68%
Global capacity 2.1 million liters
SOURCE: McKinsey world wide fermentation capacity assessment
Global capacity 3 million liters
SOURCE: McKinsey world wide fermentation capacity assessment
Biosimilars players, by contrast, will exploit low production costs to undercut existing originators as patents expire. These biosimilars companies may nd easier access in emerging markets, where price is a more important customer priority and the cost to develop a market is low. However, these companies also may begin to gain share in developed markets that prove to be dependable and safe. In South Korea alone, for instance, at least ve biosimilars players are currently conducting clinical trials with mAbs produced in their own manufacturing facilities10. Companies thus will need to carefully assess the benets and risks of outsourcing biopharma production within their long-term strategy.
9 10
Company press releases and journal publications. Announcements by Celltrion, Samsung, LG Life Sciences, GreenCross, Hanwha, and HanAll BioPharma.
New aspirations and operations models
41
What should we do with the surplus manufacturing capacity?
Until quite recently, biomanufacturing was a distinctive capability of biopharmaceuticals innovators located in Western nations. Now the biomanufacturing footprint has become fragmented globally, with operations in more than 25 countries by more than 100 companies at more than 200 sites11. This trend will only accelerate, driving a substantial increase in worldwide capacity. New players in emerging markets are investing heavily in capacity, driven by the beliefand supported by government subsidiesthat they will achieve a lower cost structure than Western companies and gain market share. Mammalian fermentation volume is expected to grow from the current 2.1 million liters to 3 million by 2015 (perhaps as early as 2013)a 40 percent increase, of which 0.6 million liters is already in construction or validation (Exhibit 2). We expect around half of all the expected new mammalian capacity to be built in China and other Asian nations, making the region a new biopharma hub, not only for fast-growing local markets but also for the rest of the world. This newly installed capacity will be only partly absorbed by the growth in demand for biopharmaceuticals, which we expect to be around 40 percent to 50 percent over the next ve years12. The rise in fermentation production productivitybetter titers and higher purication yieldswill almost sufce to meet the soaring demand for biopharmaceuticals. Hence, the additional capacities installed may lead to a further increase of cost pressure in the industry.
Is our manufacturing operation robust enough to avoid a major disruption in product supply?
Production problems at biopharma facilities tend to have a rapid and severe impact. At one company, for example, the combination of a lower-thananticipated yield and a systemic virus infection caused a capacity shortage that delayed a targeted launch by 12 months and that cost hundreds of millions of dollars in lost revenues. The lead compound will reach the market later than direct competitors, reducing its potential market share and growth trajectory.
11 12
McKinsey worldwide fermentation capacity assessment. Forecast based on historic growth adjusted for the expected impact of loss of exclusivity, disproportionately affecting more small molecules.
42
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
#5 Biopharma Exhibit 2 World wide mammalian capacity in 1,000 liters Europe
700 180
exhibit 2
ESTIMATES Installed capacity Growth: in validation & construction Share of global capacity
North America
1,300
33% Installed
20% Growth
310
Asia
420
60% Installed
34% Growth
150
7% Installed
46% Growth
Total online volume Installed: 2,150 Growth: 640
SOURCE: McKinsey world wide fermentation capacity assessment
Moreover, production problems can be difcult and time-consuming to x. At another company, for instance, a mismanaged initial scale-up of the manufacturing process without the denition of a robust process in CMC caused variability in the performance outcome that required up to three years to stabilize and validate. To avoid such issues, it is critical to dene and implement a robust process from the start, rather than trying to close gaps after the fact.
Do we have the right organizational capabilities to support high growth?
Strong projected growth comes with another challenge that many companies underestimate: Biopharma production processes tend to be very laborintensive, with many process steps run in batches that require a great deal of manual work and sophisticated testing. One biopharma company building out a major site, for example, had to add 2,000 employees over the past ve years, effectively doubling its workforce. Half of the new employees have advanced degrees and highly specialized skills. Recruiting and training that number of people to meet the highest quality standards in a fast-changing and demanding environment is a formidable challenge in some countries. The decision about a new manufacturing location
New aspirations and operations models
43
may have to be made entirely or largely on the basis of where biopharma companies can nd enough skilled people. Along with the shortage of talent that affects certain locations, companies should make a thorough assessment of whether the organization is capable of running a biopharma operation. For instance, some companies reinforce the links between their CMC and manufacturing units, perhaps even merging them, making sure that product handovers are managed effectively, and that development is carried out with manufacturing capabilities in mind. But others have minimal capabilities or experience in this regard, and might do better to outsource their manufacturing.
Are we securing access to technologies for next-generation therapies?
Cell therapy and gene therapy each have the potential to establish new archetypes of treatment over the next decade. Several of these therapies have reached the market, but commercial success is yet to be proven. To participate in these new markets, pharma companies will need new skills. Scale-up, CMC and process development, expression system, and vector production all have signicant technological problems today. In cell therapy, for instance, one of the currently explored applicationsautologous cell therapy does not permit the usual scale-up of operations, but instead demands a scale-out; as the starting material comes from a single patient, processing the material may need to occur in a network of small laboratories close to the patient. The required investments may be large, but choosing not to participate in the initial phase of such development may lock out a company from further innovation and submission of critical patents.
What is our plan for maintaining leadership?
The most successful biopharma players will likely be those that can maximize their return on investment by moving beyond the product-by-product approach common today to adopt a platform strategy that applies the same process steps and production parameters to a broad range of products with dependable results. Early successes, such as the proprietary mAbs expression systems developed by leading CMOs, are already demonstrating the potential of such an approach. These platform technologies are now being licensed to new entrants that are willing to pay to secure the advantage of state-of-the-art technologies.
44
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Building strong manufacturing platforms will require time18 months to two years or more, strong and effective relationships with regulators, and a change in the way companies approach product and process development. Standardization, where possible, should be the focus. Technological solutions will be important, too. For example, advanced real-time process automation technologycombining computer software, hardware, and machine controlswill help to deliver greater manufacturing exibility, improved yields, and better quality. Technology investments entail not only placing bets but also hedging bets. It wont be clear at the onset which technologies ultimately will prove most effective. Thats why companies will have to work with current technologies, such as fed-batch fermentation processes or CHO13 cell lines, while simultaneously evaluating innovative approaches, such as new organisms and expression systems. * * * Biopharma is a young industry, and the technological and commercial landscape will change dramatically over the next few years. Given the rapid pace of change and the competitive challenge posed by new entrants, CEOs and their senior teams need to make decisions about their manufacturing strategies now. The questions about whether and how to invest in proprietary technologies, and whether and how to use CMO partners, should frame the discussion. Every biopharma company should take a clear position on how to build a biomanufacturing advantage based on faster development, lower cost, and better quality. Alternatively, competitive advantage may come from opting out and securing adequate manufacturing performance and capacity from CMOs. These choices will be strategically critical, as the decisions made today could lock companies into an approach for the long term. Whats clear is that the bets must be placed soon. Failure to act will leave companies with manufacturing systems that cost too much to run, or that are too inexible to respond to shifting market requirements.
13
Chinese hamster ovary - mammalian expression system widely adopted by the biopharma industry.
High Variance in Biomanufacturing Operations Suggests Ample Potential for Improvement
McKinseys POBOS Biologics industry benchmark of biomanufacturing operations and technologies shows a wide variation in several dimensions. Capital productivity: Existing overcapacity leads to signicant idle time in several manufacturing plants, particularly among originators in their single-product dedicated facilities, where utilizations plunge as low as 20 percent. Conversely, effective multipurpose facilities reach utilization rates above 60 percent, despite changeovers. Labor intensity: Biologics API biomanufacturing is labor-intensive. Benchmarks show between 100 and 200 full-time equivalents (FTE) per production sitedistributed as 30 percent to 40 percent direct workforce, 35 percent to 45 percent indirect workforce, and 5 percent to 20 percent overhead. Small molecule API, by contrast, requires only 60 to 80 FTE per production site. And biomanufacturing requires a higher level of education, with more than 60 percent of the workforce holding a university degree. Costs: Labor contributes most to costs, at 40 percent to 50 percent of total plant costs, followed by capital equipment depreciation at 10 percent to 30 percent, and consumables/disposables at 15 percent to 35 percent, depending on the plant utilization rate. Process steps: Companies are trying to reduce the number of process steps, especially in downstream purication, to save cost, reduce complexity, and compress cycle time. Process performance parameters: Companies also are focusing on improvements in yield upstream and downstream, fermentation productivity, and the success rate. Performance parameters have increased steadily in recent years, in particular, for the production of monoclonal antibodies.
47
Developing talent
48
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Developing talent
49
Changing of the guard: Whats needed from pharmas next Operations leaders
Wolf-Christian Gerstner, David Keeling
As pharmaceutical companies face greater pressure on margins and growth prospects, their Operations leaders will have to make much bolder and more extensive changes than have been asked of them to date. What skills and competencies will be needed to drive those changes? That question should be on the minds of pharma CEOs, current Operations leaders, and up-and-coming middle managers who see opportunities to overhaul the effectiveness of pharma operations and position their companies for new streams of protable growth.
Over the past few years, a generational change in pharmaceutical operations has occurred as many senior executives retired from top positions. Leaders such as Charlie Portwood at Wyeth, Donnie Young at Johnson & Johnson, and Nat Ricciardi at Pzer are among the prominent executives who stepped down. This changing of the guard also affects management one and two levels down, and further evolution in pharma operations top ranks is possible in the next few years.
50
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Given the complex forces facing pharma companies now, CEOs cannot afford to ask their leaders to just keep improving operations on todays trajectory. Rather, they need to ask a more challenging and ambitious question: What skills and competencies will leaders need to deliver breakaway improvements in operations to fuel their companies in the future? The follow-on questions may be just as challenging to answer: How strong is our internal pipeline of operations leadership talent, and how robust is our succession planning? Should we hire from outside the industry, grow talent internally, or both? If CEOs need to think ahead about the nature of future leadership in Operations, the current crop of high-potential operations managers should consider accelerating and reshaping their career development as well. Many of these up-and-comers understand that incremental gains will not produce the results needed in the future, and that they must now start to acquire a new set of skills and experiences in order to sharpen their organizations competitive edge.1
The contours of a new Operations organization
Historically, pharmacos have looked to Operations to support their business modelwhich is centered on blockbuster product innovation and highperformance sales and marketingwith uninterrupted supplies of high-margin products and steady, but slow, improvement in costs. Those expectations will remain, but they wont be sufcient to contend with an environment characterized by higher margin pressurefrom thinning pipelines, patent expirations, and tough pricingand by strong emerging markets growth and increasing consumerism. Operations leaders will have the opportunity indeed, the necessityto push their organizations beyond todays model. We see this future model taking shape in three important ways: End-to-end supply chains that create competitive advantage in themselves. Organizations will want to establish end-to-end supply chain cost, quality, and service levels that allow them to win both in emerging markets and in the competitive segments of developed markets. And pharma has ample room for improvement relative to other industries (Exhibit 1). To attain these performance levels, moves on several fronts will be required. First, companies will have to adopt best-practice supply-chain approaches to segmentation, Sales and Operations Planning (S&OP) processes, and other operations, in order to signicantly decrease lead times and inventory across
Emerging Pharma Leaders 2010, PharmExec.com, June 25, 2010.
Developing talent
51
exhibit 1
#6 Changing of the guard Exhibit 1
Measure Overall equipment effectiveness Percent Annual productivity improvement Percent First-pass yield zero defects Percent Lead time Days Inventory of finished goods Days
SOURCE: McKinsey, POBOS
Pharma
Automotive Aerospace Computer
CPG
Cost
20-70
70-85
50-70
80-90
70-90
1-7
5-15
5-10
1-3
5-15
Quality
60-80
90-99
70-90
90-99
90-99
Agility
120-180
1-7
7-120
5-10
3-7
60-90
3-30
3-30
5-50
10-40
the value chain. They will also have to recongure the internal and external supply and distribution network, in order to accelerate the shift to lower-factorcost countries and align with the needs of high-growth markets. A third step will involve increasing the sweat on internal assets, which involves attaining top-quartile performance across cost and quality, and also greater exibility and service of internal assets. And nally, companies will want to extend cost, service, and quality requirements, as well as performance management initiatives to their external network. Stronger connections with the Commercial and R&D functions, in order to understand product and market opportunities. Greater information sharing, discussion, and alignment with Commercial over major supply, cost, and speed tradeoffs will allow Operations to be an even stronger partner in helping patients and achieving market success. The tradeoffs cover everything from operations cost and service performance versus market needs and opportunities; supply/ demand prioritization and optimization; SKU proliferation, platforming and complexity reduction; and asset investment. Strengthening the cross-functional interfaces, processes, and capabilities associated with product development will enable the Operations and R&D functions to jointly spur the organization to get products to market faster, to decrease product cost and increase quality and market impact, to strengthen patent protection, and to extend product life.
52
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Operations organizationsfrom the senior team to the shop oor with a higher level of skills and ambition to innovate, improve, and take operations beyond current best-in-class levels. The best pharma Operations organizations tomorrow will collectively reect a higher level of talent than today in terms of industry and market experiences and perspectives, persistent curiosity and ambition to improve how work is done, and a greater exibility and capacity for change. Successful organizations will balance the art of people engagement (through compelling visions, communications, role modeling, and coaching) with the science of performance management (through internal transparency, external benchmarking, and more rigorous metrics and reviews). Many other industries have traveled this path after facing their own sets of operations challenges and opportunities. Unilever, for example, has successfully penetrated fast-growing, emerging markets while maintaining growth in developed markets; to do so, it created a robust global supply chain organization, turned manufacturing into an integrated component of its product supply network, restructured the manufacturing network, and adjusted cost models and distribution strategies.2 Apple shifted from owning all its manufacturing facilities in 1997 to owning fewer than half in 1999 to virtually none today.3 These companiesand others such as Procter & Gamble, Southwest Airlines, and Walmartcould not have succeeded without step changes in the effectiveness of their operations.
Anatomy of the future Operations leader
Given the convergence of these trends, what is the ideal prole of the executive who will lead tomorrows Operations groups? He or she will still need solid grounding in technical and functional skills of operations, of course, as well as outstanding general management skills. But what competencies and characteristics will be in greater demand as a result of the fundamental changes discussed here? Several characteristics stand out: Boldness in vision, ambition, creativity, and commitment. Tomorrows Operations exemplar will dene a vision based not on incremental improvements over last year, but rather on how the organization can become the very best at whats needed to succeed. Drawing on lessons from competitors, suppliers, and analogies from other industries, the leader will use this knowledge to creatively explore approaches well beyond current industry
2 3
Insights from the Supply Chain Top 25: Unilevers Product Supply Strategy Focuses on Manufacturing Excellence,.Gartner Industry Research, March 2011. See also Apple vs. Intel: What manufacturing model is right for pharma? by David Keeling, Venu Nagali, and Vanya Telpis on page 23.
Developing talent
53
norms and aspirations. He or she must also be willing to act boldly without necessarily knowing all the details of how to achieve the vision. A mindset and skillset that extend beyond pharma operations to include peer functions, customers, external partners, and other industries. The ideal Operations leader will demonstrate a strong ability to collaborate with peers in other functions, to understand market dynamics, and to translate them into opportunities for Operations to add value and build competitive advantage. For example, he or she will understand how to adjust operations to local priorities and gain access to emerging and high-growth markets. And he or she will bring empathy and creative ideas to discussions with other functional leaders, based on experiences or rotations outside of operations and developed markets. The future leader will also have operations experience or training with competitors, suppliers, or other industries, to inform what might be possible with internal operations and external partners. The ability to lead fundamental transformation at scale. Future Operations leaders will have to excel at communicating to, connecting with, and inspiring people at all levels of their organizations, in order to mobilize support for achieving their declared goals. They will have the people and technical skills not only to select the right team and ask tough questions of the team, but also to problem-solve the answers with them and constantly coach and develop their organizations. Their inclination will always be to simplify, not to complicate. Although they may not be change management experts, they will certainly be familiar with the factors that enable change. And they will serve as natural role models for the skills and behaviors they expect from their reports, from other key leaders, and from their entire organization. These are in no way the only hallmarks of the ideal future Operations leader. Technical skills will remain essential, as will the ability to execute at a high level day in and day out. But if pharmacos genuinely want to reach breakaway performance in their operations, they must study and adopt the competencies and characteristics that are prominent in Operations leaders in other breakout companies, including those from other industries (see sidebar proles on Tim Cook and Pier Luigi Sigismondi).
Building a robust pipeline of supply-chain leaders
Our research into best practices across industries can help to pinpoint several ways in which pharmacos emerging Operations leaders can cultivate the characteristics described above.
54
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
To start, they can rotate through roles beyond operations and supply chain. On the whole, pharma Operations management is quite cloistered; an executive with quality and manufacturing in his or her background is considered to have cross-functional experience. Other industries take a broader view. For instance, Keith Harrison, Procter & Gambles global product supply ofcer, gained deep experience in brand management for two years. Electrolux President and CEO Keith McLoughlinrecently the head of R&D, manufacturing, and purchasing for Electrolux Major Appliancesled the Electrolux business in North America and Latin America for several years. At the least, Operations chiefs should have worked in adjacent roles, perhaps as S&OP leaders or Commercial managers. Experiences outside the company, ideally with very different business models and with other industries, can also be helpful. Academic studies point to opportunities for outside-industry succession to accelerate organizational learning about novel strategies, technologies, and markets outside industry boundaries, albeit with greater performance risks.4 New Chrysler Chairman Sergio Marchionne credits the hiring of non-automotive executives with enabling the auto industry to accommodate tough new fuel-consumption standardsa breakthrough that many observers feel might not have happened for years under the entrenched old guard, and which many believe will help buoy a globally competitive U.S. auto industry for years to come.5 Here too, pharmacos lag: There are too few operations people who have nonpharma experience. Of course, there are abundant reasons to hire from within, and no shortage of examples of top-performing executives in every discipline who have come up through the ranks. So pharmacos should develop deeper pipelines of leaders and actively track and manage those pipelines, ensuring that the development agenda includes leadership coaching and training, active role rotation, and special project assignments. Such assignments should include work in other regions of the world, especially in the emerging markets that will fuel more of tomorrows growth. Assignments should not be short stays, as it takes at least several years to gain real market insights, deep understanding of the market-access specics for each country, and relationships with local experts. Pier Luigi Sigismondi, Unilevers chief supply chain ofcer, was VP of Supply Chain and R&D for Nestl Mexico for four years. Keith Harrison, P&Gs global product supply ofcer, led that function for the consumer-products giant for four years in the Middle East and Africa. Emerging markets experience is not yet common in
4 5
Explaining New CEO Origin: Firm versus Industry Antecedents, The Academy of Management Journal, Vol. 46, No. 3 (June, 2003), pp. 327338. New Breed of Leaders Helped Guide Fuel Standards, Chrysler Says, New York Times, August 3, 2011.
Developing talent
55
pharma Operations leaders, but there are signs of change. More operations managers are doing stints overseas, and in the future more operations rotations will likely include emerging markets locations. * * * The changing of the guard that weve described opens the door for conversations about what Operations can and should contribute in the future. It sharpens the realization that yesterdays skill sets will not be adequate to deal with the pressures and opportunities that the pharma sector has begun to face. The onus, then, is on the CEOs and senior executives to elevate their expectations of Operations leaders strategic contributions. They must ensure that they do not simply match their senior Operations vacancies with candidates who t traditional job descriptions; instead, they should seek people with new leadership style and capabilities, who can champion an ambitious business agenda and lead transformational change. This is not a time for replication of old patterns and cautious steps, but rather for big strides and organizational renewal.
56
Apples Tim Cook Shows How Operations Can Increase Shareholder Value
Tim Cook is hardly the public gure that the late Apple founder and CEO Steve Jobs was, but he has shown what proactive Operations chiefs can do to augment shareholder value. In 1997, Apple was running its own factories in California, Ireland, and Singapore, and was struggling with inefcient manufacturing and 90 days worth of total inventories. The problems led to a $1 billion loss in that scal year, including costly write-downs on unsold computers and parts. Cook joined the company in March 1998, following senior operations positions at Compaq, IBM, and Intelligent Electronics. As chief operating ofcer, he is credited with turning operations around and making huge contributions to market success. Heres what Cook and his team did: First, Cook boldly closed most of Apples manufacturing operations, cutting costs and pushing the technical boundaries of the companys products with key partners. Then he recast Operations as a lean and exible supply chain, pushing Apple suppliers to physically locate next to assembly plants for Apple products and to hold the inventory on their books. That move dropped inventory levels from 90 to 2 days and enabled rapid changes to Apples products, such as moving the entire computer line to Intel microprocessors, boards, and chipsets.1 Cook helped Apple to more accurately predict demand for unreleased products. For example, he prepaid $1.25 billion to corner, for several years, the market on a particular type of ash memory that would prove crucial in the forthcoming iPod Nano.2 The COO also supported Apples rapid revenue growth over the past seven yearssince the launch of the rst iPodconceding very few product shortage events during that time. And he supported and implemented counterintuitive strategies, such as opening Appleowned stores and buying a startup that would become the source of Apples own designs of microprocessors. Cook is a highly skilled operations practitioner. But what drove his success was his ambition and vision, his overall leadership and management abilities, his connection to the market, and his strong communications skills. Those skills fueled his promotion to overseeing worldwide sales as well as operations and also led him to be successful therefor instance, in introducing Apple sales staff, Cook led Apple on three occasions when Steve Jobs was on leave, and was the logical successor to step into Jobs shoes upon his retirement in August 2011.
1 2
Reverse image of charismatic chief lls in at top for Apple, International Herald Tribune, January 25, 2011. The genius behind Steve, CNN Money, November 10, 2008.
57
How Unilevers Pier Luigi Sigismondi Looks Outside the Consumer-Goods Box
Former consultant and international supply chain expert Pier Luigi Sigismondi arrived at Unilever in 2009 with a mission to help transform the consumer-goods conglomerates supply chain into a customer-focused operation. His track record since then illustrates what it will take to be an Operations chief in the future. Unilever set the challenge of doubling in size while simultaneously reducing its environmental footprint. Supply chain operations are viewed as pivotal to realizing that dual goal, necessitating a radical shift from costcutting to value creation. Within 12 months of Sigismondis appointment, the function had been transformed into a globally led supply chain organization with executive buying authority. Cost-cutting remained important, of course, and improved supply chain processes saw 800 million shaved from procurement costs, contributing to overall savings of some 1.4 billion in 2010. Theres a clue to how top Operations ofcers think in Sigismondis statement that he is energized by a growth agenda.1 To Sigismondi, growth and customer satisfaction are inseparablewhich is why he is closely attuned to the demand side of Unilevers business. In fact, he identies customer service and improved quality of products as two of a supply chains areas of excellence. Extensive investment and a renewed focus on the customer and product quality have already produced marked results: Through 2010 and the rst half of 2011, on-shelf availability has risen by more than 480 basis points; consumer complaints have declined by about 10 percent; and product incidents, such as recalls, have dropped by over 50 percent. The supply chain chief also remains vigilant about whats happening outside of the company. If you want to operate the best supply chain in the industry, you need to look at an array of business models, he says. Its great to see how the electronics and automotive sectors achieve best practice in innovation. Benchmarking against your competitors and reverse engineering is business as usual. It wont take you to the very top. To get there, you need to look outside the box. Sigismondi also makes full use of his suppliers attributesnot just the parts and materials they ship to Unilever. His operations have cemented sustainable relationships with their huge roster of suppliers. In general, they have shifted from last-minute, best deal opportunism to long-term relationships that engage suppliers in Unilevers growth and sustainability plans, getting them to invest in these programs as well and come back to the company with ideas about how to get more value out of its products. Not taking advantage of that would be a real opportunity missed, he says. Seeing our suppliers as an integral part of our strategic agenda requires a shift in mindset. We still need to be ruthless in the way we operate as a procurement organization, pursuing cost improvements every day. But the chance is there for both parties to commit to each other in the longer term and see investments made in new assets and technology, so we cant just dump a supplier after a year of service. This is about genuine, long-term business partnering.
Shifting Strategy, Chief Executive Ofcer Magazine, May 5, 2011.
58
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Developing talent
59
Missing ingredient: Lean leadership on the factory oor
Andrew Gonce, Jeff Holland
Lean methodologies have proven to be quite effective at raising productivity and quality in pharmaceutical operations. That is particularly relevant in a time of rising cost pressures. Plant managers and supervisors are central to success in leaning out operations, yet too often they are told to make the transition without adequate preparation. To engage these overlooked players, CEOs and senior executives cannot simply hire a new lean VP. They must lead the cause through their own behavior and ensure that their front-line leaders have the right support to undertake a successful lean transformation.
Why is improving lean efforts in pharmaceuticals so important? Pharma companies are feeling global pricing pressures as more drugs go off patent, competition intensies in generic drugs, and the pipeline of new patented drugs remains thin. Low-cost manufacturers have emerged that not only have lower labor costs, but also have newer plants and state-of-the-art equipment. Because investors understand these dynamics, they will reward companies that become
60
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
more efcient and punish those that lag behind, thereby threatening the growth aspirations of many pharmacos. Becoming more productive would help, but here the track record is bleak. Pharmaceutical manufacturing in the United States raised output per hour just 0.7 percent annually from 1987 through 2008, according to the US Bureau of Labor Statistics, compared to gains of between 2 percent and 13 percent in industries as varied as chemicals, cars, and computers. Some industries have managed to achieve startling improvements, such as mortgage approvals going from 60 days to one, while pharmacos generally have lagged. These productivity gains did not come at the expense of quality. Over the same period of time that motor vehicle manufacturers averaged 3.4 percent annual productivity gains and reduced total time per vehicle by about 30 percent, initial quality improved by 20 percent.1 Lean methodologies, if approached and implemented in the right way, can address these issues. In terms of quality, cost, exibility, employee engagement, and speed of decision making, lean improves manufacturing. By revealing and xing the root causes of defects, lean can build in higher quality and more reliable practices from the start, rather than relying on a subsequent check-and-x process. Recent McKinsey engagements in lean manufacturing across multiple pharmaco sites, for example, show that improvements have led to higher morale, shorter cycle times, and fewer investigations. Productivity gains in formulation, lling, and packaging can be as great as 20 percent to 50 percent within 12 months of implementation. At the same time, lean practices can reduce department costs by as much as 30 percent. But lean is not a toolkit to be simply plucked off the shelf and handed out. Without strong leadership, training, and preparation, lean efforts will ounder. At a McKinsey roundtable in late 2010 with 25 pharmacos executives, only about one-third said their lean transformation program was resulting in stepchange productivity or cost improvements. One reason for the slow pace of change is executives concern that disrupting current processes will increase their exposure to quality and compliance risks. At other pharmacos, particularly those with a poor quality record, quality departments are imposing even more checks onto an already cumbersome system. Still others allow poor practices to continue by believing that excess capacity, overtime, and production are required in order to maintain service levels. Overcoming these organizational problems will require new behaviors and mindsets among front-line leaders, including more proactive decision making
US Bureau of Labor Statistics, The Harbour Report, and J.D. Power.
Developing talent
61
on their part. For plant managers and supervisors, the magnitude of the change is so large that they will need the strong, sustained support of senior executives. It is the senior team that must convey the sense of urgency, articulate how lean will improve competitiveness, and empower front-line leaders to execute the transformation. And that includes the CEO. Only the CEO can direct the heads of Human Resources and Operations to set aside their differences and work together on lean training and leadership development. Absent direct CEO involvement, the next ten years of lean efforts will look largely like the last ten yearsa huge missed opportunity.
Relying on front-line leaders
Even within any one pharmaco, performance among individual plants varies widelyand the different levels of leadership skills of plant management largely account for this difference. The ability of plant leaders to coordinate problem solving by front-line employees lies at the heart of an individual plants success (Exhibit 1). exhibit 1
#7 Lean leadership - Exhibit 1
High aspirations grounded in context
Driven by top priorities for the business (i.e., what matters most) Recognition of starting point what has and has not worked in past Sufficient stretch to cause people to think and act differently Shared vision, common language
High-performing senior team
Aligned goals and shared understanding of the journey ahead Ability to engage and motivate organization through difficult periods Personal readiness to change
Balanced approach to driving change
Engaging the organization at all levels to create a new way of working Holistic approach that addresses operating systems, management infrastructure, and mindsets and capabilities simultaneously
Driven by line leaders
Unit leaders accountable for delivering change Goals tied into local budgets Line leaders develop so that they can lead the change successfully Change agents to provide expertise, capacity, and coaching
Designed for scalability Early and tangible wins to build confidence and momentum Repeatable building blocks tactical changes at the unit level combined with cross-cutting changes to the entire organization Right pace and sequence for the challenge and culture Clear roadmap of initiatives, resources and leadership requirements
SOURCE: McKinsey
To be more productive, front-line leaders need the time and ability to address the unique circumstances of their plants, foresee trouble and stem it before it begins, and encourage workers to suggest improvements. At
62
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
best-practice companies, front-line leaders serve as change agents allocating 60 percent to 70 percent of their time to the oor, much of it in high-quality individual coaching. The behavior of plant managers also changes. Instead of spending a huge amount of time micro-managing the front-line leaders, plant managers provide the required information, resources, and support for staff to accomplish tasks themselves. Such companies also empower front-line leaders to think ahead, uncover and solve long-term problems, and plan for potential new demands. Effective leadership in this area does not simply punish for non-compliance, but rather aims to understand the reasons behind the issues, to help address them, and to encourage the entire plant to learn from them. Technical and management system changes are often needed, but they must be accompanied by changes in mindset and behavior in order to achieve and sustain real performance improvements.
Lean leadership can be taught
Some people have greater innate leadership qualities than others, but leadership behavior consistent with lean methodologies can be taught to and encouraged in any competent manager. Pharmaco plants have many people with untapped leadership potential who will develop into lean leaders given adequate training and support. Clarifying the skills and behaviors that lean leaders need to exhibit is a good place to start. These include: Process. Serve as a role model for application of standards such as new key performance indicators (KPIs) and disciplined deadlines. Problem solving. Spend a few hours every week on the work oor with front-line staff to help them solve problems. Performance. Engage in constructive but demanding performance dialogue to show commitment to reaching improvement targets. Partnering. Make sure the leadership team and peer departments are aligned around the new way of working. Purpose. Advocate the new approach by repeating why the plant needs to change in an emotionally engaging way. People. Actively demonstrate how to make the front line successful reward rather than punish; coach rather than tell.
Developing talent
63
Plant managers who are accustomed to a world where reghting is the norm must have a compelling reason to change their approach. It must be made clear how the change will benet them personally as well as the broader organization. Consider a supervisor running a line that makes an essential and expensive cancer-ghting drug. Previously, the expectation was that the line hit 100 percent fulllment with 100 percent compliance. Failure to hit the target, without a very good reason, meets with severe chastisement. Now the supervisor is expected to do the same or better, with 30 percent fewer people in half the timethrough problem solving, coaching, and realigning teams. Thats a sea change for the supervisor. He or she must be able to understand the context in which the change is occurring and the business case for change, and must be able to see how the broader organization is committed to change. The supervisor also must have the support and commitment of senior leaders.
Why am I going to class?
Supervisors need to understand the context of why they should engage in lean leadership training sessions (Exhibit 2), and this should be fully laid out
exhibit 2
#7 Lean leadership - Exhibit 2
Capability building module Communication Change story and influence model Coaching and feedback
Senior Operators Supervisors leaders Description
Conduct training
Telling a compelling story that touches the hearts and minds to motivate action Key elements and practical methods to plan and deliver feedback
Performance dialogues Difficult conversations
How to foster effective dialogues around performance improvements Root cause of conflict and facilitation of conversation Recognize and identify value-added activities and practical, applicable methods to prioritize daily work Understand how to measure and track toward a goal in a way that drives ownership at all levels
Prioritization/objectives Time prioritization
Performance management
Full utilization of collective intellect
Trust and accountability Empowerment and delegation
Problem solving Quick changeover Loss elimination T-shirt game Standard work and 5s
Critical steps for building trust and accountability, relation to change Discuss and role play how to implement empowerment and delegation day to day Tools and exercises around identifying/solving problems Simulation teaches target setting, asking why not Awareness and identification of waste in a system Use simulation to teach goal setting, standard work, quality Understand role of standard work, workplace organization Tools and techniques to identify opportunities and design built-in quality
Error proofing
SOURCE: McKinsey
Transformation Ahead: Do You Have the Right Capabilities?
Before you embark down the path to transformational change, consider that the odds of success will hinge partly on whether your organization has the appropriate capabilities both technical skills and leadership skills. For example, one company we know launched a lean transformation program in two sites, one with a dedicated champion and dedicated change agents, another without. For the latter, delays due to lack of available resources led to 20 percent in excess costs and four months delay at the outset. In other cases, we have seen delays and missed opportunitieswhich stemmed from the failure to build capabilitieslead to reductions in 10 percent to 20 percent of the transformations potential value. At a pragmatic level, companies should start by identifying the capabilities required and the gap they currently face along three dimensions: Depth of need. What expertise is required in terms of technical skills and change agent skills? The technical strengths may be more obvious than the need for change agent skills, such as presenting, initiating difcult conversations, and giving feedback to novices. What level of each skill set do you need? Breadth of need. Where are the capabilities most needed? Is it better to have centrally coordinated change agents or capabilities embedded throughout the organization? We estimate that 1 percent to 2 percent of a sites team should be dedicated change agents. Time frame of need. When will you need these capabilities? Will it be now or later, short-term or ongoing? While the costs of these programs tend to be visible, the penalties for a lack of capabilities tend to be hidden. They consist of delayed starts because the right resources are not available; they result in slowed progress because of inefcient decision making, failure to get the expected returns, or initial benets that cant be sustained because the effort tails off. Getting the right capabilities on-board will mitigate those risks. There are several ways to acquire these capabilities: Build from within. Developing your own staff works when you dont need a deep skill set, the requirements span the organization, and you perceive a longterm need. Senior management must be willing to invest in and formalize the program. Theres a wrong way and a right way to make the investment. One consumer packaged goods company offers plenty of training through HR, but the courses do not address personal developmental needs. Department managers, for example, dont spend time guring out what is best for each individual, and the training isnt tied to personal growth objectives or coordinated with other departments. At Toyota, by contrast, each employee has a personal development plan designed to meet the objectives of the individual and the plant, with department managers accountable for the employees development. There is a core set of
training and skill requirements that everyone in the plant will go through, such as Practical Problem solving, Kaizen, and Role of the Leader. In addition, classroom training is supplemented by formal and informal coaching as well as progress reviews. Buy external expertise. This approach is appropriate when you need deeper expertise in a narrower set of units within the organization, or if you have an immediate need to boost team capacity. The company must be willing and able to attract a new type of talent, shake up the existing culture, and nd talent in the marketplace. Rent short-term to build long-term. This works to acquire a deep set of skills for a short period of time, with the expectation that the skills will be transferred to in-house leaders over time. To rent effectively, develop a clear plan with partners that explicitly discusses how to transfer capabilities to the organization, limits the duration, evaluates options to select the best t between capabilities and organizational needs, and integrates seamlessly with ongoing operations. However, capability building alone wont be sufcient to guarantee lean program success. Companies also will need a solid retention strategy, succession planning, and performance evaluation process to sustain these gains. The essential rst step is to understand what you need and quickly plan to get those capabilities on-board.
66
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
before they begin. We commonly see supervisors who are ordered to attend training with no explanation for the purpose of the sessions. They leave not only with a certicatebut also with the unpleasant memory of the program pointing out the many ways in which they have been ineffective leaders. Or they begin practicing their new skills, only to realize that life is different outside the classroomeven though the company claims that they now have all the skills and tools to do the new job. In short, theres no follow-on training or support given, and no mentoring to develop their skills. Is it any wonder that supervisors revert to their old behaviors? One pharmaco we know decided to send all its supervisors on a one-week training course at a local college. To keep costs down, the company sent as many supervisors as could t in two sessions. Supervisors were told to attend because they needed more skills, but they were not told why. People who had been supervisors for years were hearing for the rst time that they lacked the skills to supervise. Many reported that they enjoyed the training, while others said it made them feel inadequate. Most were skeptical that life at the plant would change which turned out to hit the mark. The company had not put in place a program or structure to support the supervisors to help them embed their skillsthere was no coaching, further training, skill gap analysis, or development programs so that individuals would know how to focus their improvement efforts. Just as troubling, the company failed to recognize that the rest of the management team, up to the most senior level, needed comparable leadership training. The energized supervisors grew frustrated, as they knew what processes should be changing and what they should be doing differently, but were stied because their bosses were not aligned with the changes. As a result, many good supervisors left the company. Contrast that experience with the more comprehensive approach taken by another company to build the lean capabilities of all its plant leadership. First, the company announced performance improvement goals. Then it redened the roles and responsibilities of leadership positions and determined all the technical, managerial, and leadership skills required. Each individual knew his or her strengths and improvement areas; based on these gaps, a capabilitybuilding program was developed through collective and individual training, individual development plans, and buddy assignments so that leaders could coach one another. The training process started with the highest level of plant leadership to demonstrate to everyone involved that the entire community needed to change behavior. Successive layers then went through the same sequence, so that each level could support the next. This plant is now the highest-performing
Developing talent
67
plant in the worldwide network, and the pharmaco plans to apply the same principles to its other plants.
Coaching the coaches
Training, of course, is not sufcient without complementary infrastructure and performance management systems to build lean problem-solving capabilities. Part of that infrastructure should include regular coaching by lean experts and mentors from other parts of the organization in order to facilitate an extended conversation about how to handle problems and pursue opportunities (Exhibit 3). Two vignettes illustrate this point. exhibit 3
#7 Lean leadership Exhibit 3 From . . .
Your investment of time
to
Your investment of time Initial coaching Rigorous review and feedback
Own time investment
Rigorous review and feedback
Monitoring Initial coaching
Time
SOURCE: McKinsey
Take task over
Time
A plant manager often went right to the shop oor when there were issues, in order to jump in and help the staff solve problems. This manager felt that she was exhibiting lean leadership and helping the team to arrive at the answer faster. Her staff, however, considered her to be a micro-manager, diving in at the rst sign of trouble and giving everyone orders. As a result, the staff tended to wait for permission to act rather than taking action without her input. Her coach pointed out this behavior and its effect, and discussed an alternative approach to the shop oor walks: coaching supervisors on how to lead problem solving. As this manager began working with the team, she asked rather than told; thus, she helped build skills in her team and allowed them to make the decisions they were supposed to be making. Rather than being a super-supervisor in every area, she became their coach.
68
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
At one plant in another pharmaco, the site lean champion and his coach were walking through the site prior to a senior executive team visit planned for the next day. They saw a water leak at a vial washer station, with water dripping out of the washer into a small pool by the oor drain. The lean champion went right to the phone, walking past the operators and shift supervisor to call the maintenance staff to x the problem. Afterward, the coach pulled him aside and challenged him about the phone call. Had the lean champion really empowered the team running the area, or had he taken charge himself? The champion quickly understood that the action had taken away the groups right and responsibility to manage their own work. His new behaviorcoaching the team to solve a problem themselvesempowered the team to get the right answer without needing a manager on the oor. The broad point is that learning lean leadership behavior takes time, during which people have to learn from their mistakes. The process is much like learning to use a standard stick shift in a carthe driver progresses over time from consciously unskilled to consciously skilled to unconsciously skilled. An environment that tolerates mistakes and turns them into lessons will be more conducive to learning than one that punishes mistakes. Note, however, that tolerance does not mean being lax about safety standards or process rigor. We worked with a pharmaco client at one plant where operators did not always wear the correct protective glasses, despite the fact that the regulation was clearly stated and approved by the union. The top manager thought that by always having his team of supervisors and department heads wear protective glasses, he was instituting effective role modeling for workers on the shop oor. Yet, every time his team members passed someone who was not wearing protective glasses, they sent an implicit signal that its ne to not wear them. Only after leadership became rigorous about the process, from verbal warning to written warning, suspension, and dismissalfor repeat offendersdid the rest of the plant comply.
Who should take ownership?
An initiative as important as lean leadership demands clear responsibility, and for most pharmacos, the logical owner is the Human Resources (HR) function. HR usually has the expertise in leadership development, skills training, and role denitionand is a consistent presence no matter how product lines or business units change. But HR cant go it alone. Operations staff must also be involved, because they have detailed knowledge of the work processes that will undergo lean transformation. The two functions, in other words, should work hand in hand on lean leadership development.
Developing talent
69
However, that may be a big cultural change for two functions that typically have been isolated from each other. As a consequence, the CEO must step in to ensure that the head of each function is committed to collaborating with the other and demonstrating that commitment through concrete actions. For example, we have sometimes seen the two functions loaning staff to each other for a year or so, in order to better understand both perspectives and thereby improve training. Each function also should review the skills of lean leaders at least annually, to make sure that training is covering what is truly required.
Questions CEOs should ask
Have we dened the attributes of strong lean leaders, and do we have a process for selecting and developing them? Are we promoting the right people? Have accountabilities, roles, and responsibilities been clearly dened for lean leaders? Is HR up to the task of partnering with Operations to develop lean leaders? Is Operations collaborating enthusiastically? Are our senior executives modeling lean behavior? Do we have a system in place to develop line leaders?
Lean leadership starts at the top
Ultimately, the CEO has the responsibility to ensure that C-level executives exhibit lean leadership themselves. If the C-suite is perceived by the shop oor as hiring new vice presidents in order to launch new initiatives, they are not exhibiting lean leadership. The C-suite should be the catalyst by setting and effectively communicating the right ambitions, ensuring that the lean approach is properly designed, and that the systems and funds are put in place for the program to be successful. Their actions as coaches and as lean leaders set the tenor for the entire organization. It takes a measure of courage to change ones behaviors and facilitate change in others. If front-line leaders are to muster their courage for the good of the plant, it is critical that they see their bosses do the same.
70
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
71
Moving from cost to growth
72
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Moving from cost to growth
73
From defense to offense: Leverage operations to increase revenue
Noel Greenberger, Frank Scholz, Vanya Telpis
Traditionally, pharmaceutical and medical products companies have focused their operations strategies on reducing cost and ensuring supply. Recently, however, many of these companies have asked us how to leverage operations to increase revenues. From our experience and from observing other industries, we have identied a number of promising themes for revenue growth that are already common practice in other sectors: ideas around leveraging products and platforms from emerging markets for global strategic advantage, enabling the protable production of niche products, and reacting more nimbly to shifts in demand. Pharma and medical device companies are already testing some of these ideas. We believe that with sufcient attention and oversight from the executive suite, these ideas can generate signicant additional revenue and better position companies for success in the dynamically changing pharma industry.
In a challenging market for pharmaceutical and medical device manufacturers, with prot margins under signicant pressure and
74
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
few blockbusters in the development pipeline, many companies have looked to make changes in their operations, primarily by cutting costs to sustain margins. Yet, successful companies in other sectors are taking a different tack: leveraging operations to drive revenue growth. This has recently become a consistent theme in our work, with an increasing number of companies asking, How can operations drive the top line in pharma? Our experience in other industries provides a range of ideas that fall into three broad themes: leveraging products and platforms from emerging markets for global strategic advantage, enabling the protable production of niche products, and reacting more nimbly to shifts in demand. Pharmacos are already adopting some of these ideas in various forms, but perhaps not as comprehensively and aggressively as leaders in other industries. Others are completely new to pharma. Either way, it is time for both CEOs and COOs to challenge operations to adopt some of these ideas in order to help drive revenue. The C-suite must take a central role in implementing these strategies. Specically, top management must ensure that the correct prerequisites and resources are in placein both headcount and budgetand that the company has the right organizational structure to support the new operations priorities. Management also needs to align the commercial and operations functions, to unify the organization behind a common goal of increasing revenue. And CEOs must provide sustained attention to the venture to keep it a priority on the company agenda. Leveraging operations to drive revenue is an ambitious undertaking, but these ideas have already proven their worth in other sectors. For pharma companies that can reorient their strategic approach and shift their operations capability from a defensive to an offensive asset, there is revenue on the table.
1. How can we leverage products and platforms from emerging markets for a global strategic advantage?
Almost every pharma and medical device company has emerging markets at or near the top of its agenda. These markets offer high-potential growth in revenue and prot, as well as a means to reduce R&D and operations costs (for example, by tapping into low-cost labor). But the most forwardlooking companies are using them to gain a strategic advantage globally. The goal is to use emerging markets as a proving ground for new ways of doing businessnew cost structures, supplier relationships, and product designs. Companies can test innovative ideas and adapt them to drive growth globally. Some companies are already doing this in other corporate functions, such as R&D. Earlier this year, McKinsey published the results of its third annual
Moving from cost to growth
75
global survey on R&D, focusing on strategies in emerging markets.1 The disparity among these different corporate approaches is startling. More than one-third of the 1,173 respondents said their companies do no R&D work in these marketsthese companies are missing a prime opportunity to take advantage of substantial local skill sets and resources. Another 25 percent of all respondents use emerging markets R&D strictly for local innovationthey are tapping into resources but are limited by their application to local markets alone. And 30 percent said they use emerging markets R&D for global product platformsthese companies are deriving the maximum possible benet from their emerging markets R&D. This latter strategy could and should extend to operations as well. There are multiple examples of companies taking full strategic and global advantage of their emerging markets operations. Often, these companies design products with the right combination of features and pricing for an emerging markets customeror de-engineer existing products by removing features to lower the price pointand then nd that the new versions resonate with buyers in other geographies and markets, including developed countries. For example, Deere & Company, the number one seller of tractors in the world (under the John Deere brand), developed a relatively basic, no-frills model for India. The design came out of Deeres R&D facility in Pune, India, and the company initially did not consider selling it in the United States, where consumers typically buy tractors with more powerful engines, air-conditioned cabins, global positioning systems, and other developed-market add-ons. But in 2001, when Indian competitor Mahindra & Mahindra began targeting hobbyist farmers and other U.S. customers who did not need those advanced features, Deere recognized an untapped market niche. It quickly modied its India tractor by adding more power and launched it in the United States as the 5003 series. Today, about half the tractors Deere makes in India are exported.2 Siemens has experienced similar successes, in which products with the right combination of reduced features and a lower price point attract buyers in more developed markets. CEO Peter Lscher said, A good idea or product from, for instance, India, can be plugged into a global system of sales and manufacturing. It helps increase a companys competitiveness not only in emerging markets but also in industrialized countries.3 Some companies have had success not through low-cost products but in leveraging global designs that just happened to come out of emerging
1 2 3
Christie Barrett, Peet van Biljon, and Chris Musso, R&D strategies in emerging economies: McKinsey Global Survey results, McKinsey Quarterly, April 2011. N. Madhavan with additional reporting by Josey Puliyenthuruthel, Made in India, for the World, Business Today, May 30, 2010. Stefan Wagstyl, Innovation: Replicators no more, Financial Times, January 5, 2011. Daniel Schfer, Siemens seeks low-cost shelter from downturn, Financial Times, January 29, 2009.
76
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
markets R&D. Coca-Cola created Pulpy, a fruit-based drink, in 2004 in Chinaa market with high demand for fruit juice, but where undiluted juices were too expensive for most customers and were difcult to distribute without reliable refrigerated delivery chains. The drink was engineered to deliver a 100 percent real fruit juice feel to a 10 percent juice drink through the addition of orange pulp to the mix. Pulpy became an instant hit, was subsequently rolled out across Asia and Latin America, with growing share in many markets, and is poised for further global expansion in 2011. It is Coca-Colas fourteenth brand to reach $1 billion in global retail sales and its rst one developed in an emerging market.4 Finally, companies can also go beyond product design to export innovative emerging markets business models and value chain strategies on a global basis. Emerging markets managers are often trying to prove themselves; they are not as established as more developed markets, and often apply a more entrepreneurial mindset that is highly focused on continuous improvement and optimizing cost. This can lead to new manufacturing, engineering, quality, and distribution solutions that are more efcient than existing approaches in more advanced countries. Companies should take advantage of this mindset and export these ideas globally, including back to developed countries. In our experience, however, few pharmacos do this well today. One example of such a strategy is PepsiCo, which is transferring water consumption knowledge gained from India to other global locations. It reduced the amount of water required to produce a liter of beverage from 7.3 liters in 2001 to just 2.4 liters in 2009, largely through process efciencies learned in India.5 Another example, related by Carlos Ghosn, chairman and CEO of the RenaultNissan Alliance, is learning frugal engineering solutions from emerging markets and applying them to the companys overall business model to achieve more with fewer resources. Renault-Nissan had parallel teams in France, Japan, and India working on identical specications, Ghosn said. The Indian solution was on a par in quality but cost one-fth what the French and Japanese engineers came up with. 6
4 5 6
Stefan Wagstyl, Coke taps into taste for fresh alternative, Financial Times, January 6, 2011; Coca Cola website. N. Madhavan with additional reporting by Josey Puliyenthuruthel, Made in India, for the World, Business Today, May 30, 2010. N. Madhavan with additional reporting by Josey Puliyenthuruthel, Made in India, for the World, Business Today, May 30, 2010.
Moving from cost to growth
77
2. How can we produce niche products protably?
With pipeline productivity decreasing and fewer blockbusters in development, the pharma sector is moving away from a reliance on mass-market drugs and toward a strategy based on niche products targeted at smaller patient populations. Pharmacos that wish to thrive in this new market environment have little choice but to adapt their operations function and nd a way to manufacture these products protably. To date, most companies devote a relatively small portion of overall capacity to such products, keeping any manufacturing complexity to a minimum. Yet, as the sector shifts to greater niche production, operational complexity will correspondingly increase. Companies must be able to produce broader drug portfolios in smaller runs, thus driving revenue by reducing the companys reliance on mass-market products. The keys to this operational capability are product design, modularity, and platforming. Companies in other industries have succeeded by developing product groups built around standard modules and platforms from which multiple products can be built, simplifying engineering, manufacturing, and quality control efforts and establishing familiar user interfaces for customers. Such a standardization approach allows the operations function to consolidate volume around components, and move away from a product-by-product approach. As a result, companies can reduce production complexity and product costs by as much as 20 percent, and increase dependability. Products can be customized for specic niche markets later in the production process. DeWalt, the maker of power tools, has several products with widely varying functions, such as a laser level, an impact driver, and a grinder. However, all of these products share common parts and modules, including the charger, battery, motor, and trigger. These components form a basis for modular assembly and simplify engineering, manufacturing, and quality control efforts. They also lower development and product costs, and speed time to market, making the company more responsive to changes in demand. An added benet of this modular approach is that it establishes a familiar user interface for consumers, which reinforces brand loyalty (Exhibit 1). Similarly, Volkswagen targets a number of niche markets with different crossover-utility and SUV vehicles. These vehiclesmore than 40 models in allshare the same modular platform concept. Yet, they can be tted with gasoline, diesel, compressed natural gas, liqueed petroleum gas, biofuel, hybrid, or electric power trains (Exhibit 2). As with the DeWalt example, platforming and modularity allow Volkswagen to target these niche markets
78
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
exhibit 1
#8 Defense to offense Exhibit 1 Innovative platforms lead to broad, appealing product variety
Charger
Battery Drill Grinder
Impact driver Motor Trigger
Drywall router
World-class platformers typically enjoy Better price stability (from higher product appeal) Lower development cost Lower product cost Faster time to market Improved customer loyalty Better penetration in high-value niches
Nailgun
Laser level
SOURCE: Press search, McKinsey analysis
in a way that cuts development time by up to a year, reduces costs by 25 percent to 40 percent, and increases quality and reliability. Overall, this approach is intended to help the company reach its goal of 10 million vehicles by 20187. Nissan has done the same with its FM Chassis, utilizing a single design to produce a number of vehicles. For the pharmaceutical and medical product companies, this shift in production strategy will encompass several requirements. First, top management should ensure close cooperation between technical development and manufacturing to come up with respective niche-product designs. Second, Operations management must reconsider platforming concepts to keep complexity cost under control while targeting additional niche markets. And third, COOs should revisit the production footprint to allow for broader product portfolios in smaller quantities.
3. How can we react more nimbly to shifts in demand?
In an increasingly dynamic business environment with shorter product lifecycles, the ability to respond to changes in demand will play a greater role in maximizing revenue and sustaining margins, from product launch through
Press articles on Volkswagens new MQB and MLB platforms.
Moving from cost to growth
79
exhibit 2
#8 Defense to offense Exhibit 2 Past
Synergies via using same platform for multiple brands
Present
Synergies via using same platform across multiple brands and first introduction of modules (component clusters)
Future
Same modules across multiple brands and model classes for majority of car content - in addition to maintaining platform concept.
Body Platform
Module
Module
Model class
Model class
Synergies
Synergies
Model class
Synergies
Brands
Brands
Brands 20%
Body
50% Modules 60% 20%
Platform
50%
SOURCE: Company interviews, press search, McKinsey analysis
loss of exclusivity (LOE) to product sunset. Companies that can prepare for and respond quickly to these shifts will have a clear revenue advantage over competitors. A crucial lever to improve responsiveness is to develop standardized, modular, and scaleable productionsuch as manufacturing steps and processes across facilities, products, and geographies, as well as standardized equipment that can be reprogrammed quickly in response to demand shifts. This will allow for more exible capacity that operations can rapidly scale up or down in response to shifts in demand and to the lifecycle stage of specic products. Event-based forecasting and continuous, iterative demand planning will enable the organization to best utilize these new standardized and lean processes. We have also seen organizations utilize regional packaging centers that are close to suppliers and customers. These regional centers allow for late-stage customization, which helps companies respond to changes in demand, while still allowing most production processes to take place at central, standardized facilities. Suppliers, in turn, should also be responsive to demand variability, which can be accomplished by working to integrate exible contracts more effectively into their planning and forecasting systems.8
Thomas Ebel, Jochen Gropietsch, Ulf Schrader, and Marco Ziegler, The Value of Flexibility: Pharma Supply Chain 2020, Outpacing Change in Pharma Operations, McKinsey, 2010.
80
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Many companies already exemplify these practices. Nokia, for example, has made a series of strategic decisions to react with more agility and speed to demand variability. The mobile phone market has several characteristics that make demand forecasting a challenge, namely large product portfolios and short lifecycles in which most of a products prots are won in its rst quarter of sales. To overcome this variability, Nokia built regional production centers that include co-located suppliers, to accelerate the supply process. The company also designed production systems with substantial platforming, followed by late-stage customization. Through this approach, a single production line can support 250 individual SKUs, with products that become differentiated at subsequent steps. For instance, in addition to software at the factory, a distribution center or retail location can add snap-on covers and other features. Finally, Nokias production system allows for rapid ramp-up in production for products that take off in the market.9 The auto industry has also made great strides in developing a exible manufacturing capability. Fords manufacturing capability is based on exible operations, using reprogrammable tooling in body shops, standardized equipment in paint shops, and a common-build sequence in nal assembly, enabling production of multiple models in one plant. After a $550 million transformation, the companys Michigan Assembly Plant will be the rst facility in the world capable of building a full array of vehiclesgas-powered, electric, hybrid, and plug-in hybridall on the same production line. Ford utilizes modular construction and congures machinery to be used across models as demand changes.10 For pharmaceutical companies, a faster response to shifts in demand will require clear segmentation of the supply chain, to focus on the products that show the greatest variability. Companies will need more exible production facilities that can, for example, handle multiple lot sizes in addition to multiple products. Finally, management will need to ensure a much closer collaboration across functions, especially between Commercial and Supply Chain, to ensure a comprehensive approach across the enterprise.
How can we take advantage of these opportunities?
A few pharmacos and medical products makers have already begun to implement measures along the three themes discussed above. But if the sector is to maximize the opportunities inherent in leveraging operations to
9 10
Press search, Hoovers, Nokia capital markets presentation, 2006. Ford to Spend $500M on New Focus Plant, JustAuto.com, May 8, 2009. Analysis: Flexible Future for Ford, JustAuto. com, August 29, 2008. Jim Kerr, Ford Focuses on Flexible, Winnipeg Free Press, February 11, 2011. See also company annual reports and website.
Moving from cost to growth
81
82
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
drive revenue, the CEO and senior executive team will need to play an active role in advancing these ideas from initial assessment through selection to successful implementation. Regardless of which strategy a company pursues, it will need to undergo substantial organizational changes to align assets, capabilities, and organizational design in support of the new direction. Because of their broad scope and interdisciplinary nature, all three opportunities require signicant strategic planning and oversight, and a single person within the C-suite must have direct management responsibilityand accountabilityfor the venture. In addition, these three revenue opportunities share several common elements that require oversight at the CEO and executive team level: Develop close ties between Commercial and Operations: Traditionally, pharma Operations and Commercial teams have operated in silos with different prioritiesCommercial wants to drive growth, while Operations seeks to reduce costs. To generate new revenue from operations, the two teams must collaborate and cooperate. Operations must make decisions regarding the network, supply chain, capacity, target cost, and overall supply strategy in concert with the Commercial strategy. Conversely, the Commercial team must make product and market decisions with operational capabilities in mind. For example, they must consider the right product for each markettarget product prole, product complexity, right price point, and capacity for each marketalong with factors such as a launch timetable and a transition between rst- and second-generation products. The executive suite will need to foster this collaboration. Include Operations during strategic and resource planning: Similarly, Operations is often the last to receive resources after Commercial, R&D, and other functions. To seize new opportunities, CEOs will need to allocate resources intelligently. Enabling the Operations function to scale quickly, remain exible to demand swings, and operate globally need not be inordinately expensive, but it does require signicant consideration during the strategic planning and budgeting cycle. Accordingly, CEOs will need to prioritize based on the most promising revenue opportunities, and those that align most directly with the companys current strengths. Build partnerships: Some of the required manufacturing, distribution, and quality capabilities for these opportunities will need to come from external partners, such as contract manufacturing organizations (CMOs), other local or multinational pharmacos, or even private-sector companies outside pharma. Building these relationships will start with the executive teamoften with the CEOand work downward. Seek out these partnerships.
Moving from cost to growth
83
Shift the mental paradigm: Pursuing new revenue opportunities through operations will require a pronounced shift in mentality. The organization will need to operate using unconventional strategies, well outside of its prior areas of expertise and focus, which may stress the company and key departments. The CEO must ensure that this discomfort does not jeopardize the long-term strategy by negatively impacting operational capabilities. Frequent communication will help all internal and external stakeholders understand the degree of commitment and operational excellence needed for success. *** At a time of dynamic changes in the industry, pharmaceutical companies must look to all available means to spur revenue growth. Operations is one major source. By adopting innovative ways to leverage operations in order to drive revenue, pharmacos can better develop new markets, new products, and new ways of doing business. Based on their current application in other industries, the strategies laid out in this article can each offer strong potential to generate additional revenue. More broadly, they can also help to strengthen the organizational capabilities and overall competitiveness of pharmacos.
84
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Moving from cost to growth
85
Beyond the pill: Creating medical value through technology enablement
Jamie Cattell, Sastry Chilukuri, David Knott
Economic and demographic pressures on health systems around the world are forcing providers to improve their performance. New technology not only can help companies to address several major care challengessuch as compliance and chronic disease managementbut also can help them to create hundreds of billions of dollars in value. Already, technology has transformed many industries, and healthcare is ripe for change. Although high-tech and telecom rms have made signicant investments in this space, pharma and medical device companies are better positioned for success. Capturing this opportunity, however, will require the involvement of top management as well as major changes to organizations and capabilities.
As health systems face increasing pressure, they are looking to improve quality, reduce cost, and increase safety and access (Exhibit 1). Englands National Health Service, for example, has expanded its oversight on quality and has restructured hospital providers. In the United States, where healthcare costs as a percent of GDP are the highest, the system is slowly shifting from
86
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
exhibit 1
#9 Beyond the pill Exhibit 1 Healthcare spending has risen at unsustainable rates for 40 years a change is inevitable
70 60 50 40 30 20 10 0
Healthcare spending as % of GDP OECD countries
Due to 1 Technological innovation and specialization leading to higher costs 2 High customer expectations leading to increased demand & willingness to pay 3 Aging population fueling health care cost explosion
GDP +2% (historic rate)
GDP +2% GDP +1% (half of historic rate) 90 2010 30 50 70 90 2100
1970
SOURCE: OECD, McKinsey
Extrapolation
fee-for-service payments to outcome-based reimbursement. Healthcare reform is accelerating this shift. Under tremendous cost pressure, payors are taking strong actions to stay alive. They are scrutinizing all aspects of utilization, including high-spend pharmaceuticals and medical devices (see sidebar Payors Speak Up about Opportunities). Their major targets are: High-cost therapeutic areas, such as chronic diseases, oncology, and rheumatology. Inefciencies in care modalities, such as inappropriate drug spending, unnecessary surgeries, and avoidable hospitalizations. A small number of patients account for the majority of costs. High-cost venues of care, when lower-cost settings such as specialized homes could be developed and used effectively. Health system issues, such as the fragmentation of providers and the suboptimal use of healthcare data. Underuse of preventive and population-based services due to misaligned incentives and systemic waste.
Moving from cost to growth
87
Payors Speak Up about Opportunities
If the current trends continue, well be out of business and the pain will ripple through the entire value chain. CEO of a major health plan Were always interested in unique business models provided they create valuebut can you get a return given the state of the science? SVP for clinical advancement Personalized medicine is what keeps me up at night. We lack the analytic and technological capabilities on this. VP for health affairs It would be ideal to have the tools [for personalized medicine and clinical diagnostics] in the provider environment. SVP for health affairs
Source: Interviews with payors and key opinion leaders.
The numbers on medical effectiveness are alarming, and payors are increasingly focusing on them. In the United States, for example, 40 to 70 percent of patients, by disease condition, are noncompliant with drug regimens. Poor provider or patient adherence to protocols leads not only to inadequate treatment, but also to 20 to 35 percent of all adverse drug events. Together, they have been blamed for 125,000 deaths and $100 billion in healthcare and productivity costs every yearnot to mention the $80 billion in lost pharmaceutical sales1. Of those patients who do comply, 20 to 90 percent, depending on the treatment, do not respond to the prescription. The average is roughly half for medicine as a whole. Similarly, much of the diagnostic testing and imaging, as well as potentially some surgical procedures, are unnecessary. We have already seen some examples of this new pressure in pharmaceuticals. The French national health insurance program recently created an independent overseer for quality, and it is employing new metrics to boost the results of its spending. Xavier Bertrand, the health minister, recently said, We consume too many drugs in France2. Englands National
1 2
Academic literature; National Pharma Council; Pharmaceutical executive, McKinsey 2005 survey of hypertensive patients on persistency/compliance, McKinsey analysis. French pop too many pills, says health minister, Radio France International, June 23, 2011.
88
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Institute for Health and Clinical Excellence declined Johnson & Johnsons Velcade biologic for multiple myeloma, which costs more than $24,000 per treatment cycle. Only after the company agreed to refunds for non-responders did the government reverse its decision.
Emerging opportunities
Over the next several years, health systems and payors will actively seek ideas from all stakeholders to increase medical value. Five opportunities are highly attractive: patient adherence, chronic disease management, closed-loop monitoring, drug-test combinations, and data transparency. Cost-savings could run into the hundreds of billions of dollarswhile still boosting total revenues for pharma and medical device companies. Patient adherence. Pharma companies have struggled for years to overcome the challenge of poor adherence to treatment regimens. Taken together, the challenges posed by the complexity of drug treatments, the episodic and infrequent nature of interactions with providers, the involvement of multiple stakeholderspayors, pharmacies, physicians, and patientsand the limited visibility into patient homes have proven to be insurmountable by conventional means. While experts have long seen a solution in enabling patients to have a robust dialogue with providers, the necessary tools have been missing, while websites, call centers, letters, and customer relationship management (CRM) software have all proved limited. New technologies offer signicant potential, however. They collect a wealth of personalized patient adherence data to facilitate a stronger dialogue. A new smart cap for insulin injection pens tells users how long it has been since their last injection. Smart bottles, such as those offered by Boston-based startup Vitality, provide escalating reminder levels. First the device glows; then it makes a noise; and nally it calls your phone. It also regularly reports on bottle use for patients, caregivers, pharmacy, and physicians. Electronic pillboxes offer similar benets. Chip-on-a-pill technologies go even further to record the actual consumption of medicine. For example, Proteus Biomedical and other companies implant ingestible chips that can send a signal to an external device. Once in the digestive tract, the chip transmits vital signs and conrms the dose taken. While aligning the various stakeholders in the healthcare landscape will be challenging, we believe that these technologies are already ripe for adoption in more closed or self-contained settings such as specialty care. Pharma companies could partner directly with specialty pharmacies to deploy these solutions. Improved adherence also could signicantly increase medical
Moving from cost to growth
89
value. As patients step up their treatments and see better outcomes, they will consume more medicines while requiring less intervention from providers. Chronic disease management. This accounts for 75 percent of U.S. healthcare spend amounting to more than $1 trillion and to $3 trillion worldwide. And it will only continue to grow as more conditions, including heart disease and certain cancers, go from an acute to a chronic condition. The World Heath Organization (WHO) estimates that in 2008 chronic noncommunicable diseases accounted for 63 percent of all deaths worldwide3. Treating these conditions effectively requires new tools and technologies that can change the standard of care from episodic to continuous, including remote-monitoring capabilities, apps on smartphones, and location-based services. A recent study of the Veterans Affairs hospital system in the United States demonstrated a 7 to 13 percent reduction in monthly costs per person through a carefully designed and implemented care management and telehealth program. Patients with diabetes, congestive heart failure, and chronic obstructive pulmonary disease used a remote-monitoring device to answer daily questions about their symptoms, vital signs, and health behavior. Care managers reviewed their answers and responded with timely escalations or interventions4. Several interesting applications are available on the Apple app store that allow patients with chronic conditions to better manage their disease state. In India, for example, mobile phone services provide tele-counseling and algorithmbased diagnosis for chronic disease conditions for more than 20,000 patients today. We believe that solutions for these three disease areasdiabetes, congestive heart failure (CHF), and chronic obstructive pulmonary disease (COPD)are mature with key stakeholders aligned and ready for broader adoption. Other disease areas, such as rheumatoid arthritis, oncology, and back pain, will soon see advances in care as well. Closed-loop monitoring. This represents the next wave of drug-device decision-support integration in chronic care. Here, monitoring devices are equipped with intelligence to act in real time on readings and to deliver treatment. Continuous glucose monitoring, for example, aims to integrate a monitor and an insulin pump, and provide intelligence to administer optimal doses of insulin at the right time. Several companies are currently pursuing this opportunity. Similarly, implanted debrillators are equipped with advanced intelligence to deliver the right pulse to maintain heart performance. The technology
3 4
Global status report on non-communicable diseases, World Health Organization, 2010. Laurence C. Baker et al., Integrated Telehealth and Care Management Program for Medicare Beneciaries with Chronic Disease Linked to Savings, Health Affairs, 30:16891697, 2011.
90
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
challenges are still signicant, and the regulatory hurdles will be difcult. Still, this opportunity promises to deliver signicant medical value for all key stakeholders. Drug-test combinations. Physicians have long been aware of signicant variations in patient response to various drugs. Over the last century, the ability to measure individual variations and tailor therapy has grown exponentially from physical characteristics (age, gender, and race) and family history in the mid 20th century to diagnostic tests for characterizing protein, antibody/antigen, sugar, and metabolite levels in the late 20th century. Today, thousands of genomic and combinatorial measurements are transforming the ability of physicians to adjust medication to individual patient proles. For example, anesthesiologists have long suspected that red-haired females need more anesthetics. Now that information can be linked to the MC1R gene on chromosome 16 and pheomelanin to potentially guide dosage levels5. To realize the full potential of these developments, however, major challenges must still be met. These include improving the molecular understanding of disease, aligning incentives among various stakeholders, and developing the necessary informatics. Until that time, personalized medicine will continue to focus on companion diagnostics. Most of the value will accrue to players demonstrating the usefulness of biomarkers, especially the pharma companies. Herceptin was the rst major example of this, as the availability of the HER2 FISH (uorescence in situ hybridization) test is thought to have resulted in Herceptin coming to market eight years earlier than estimated. It required only a 20-month clinical trial, ending in 1998, rather than a 10-year full population trial6. Pharma companies are starting to take the next step and are including distinct biomarkers and companion diagnostics in the FDA labeling of pharmaceuticals. Gleevec, Erbitux, and Tarceva are prime examples. Rather than develop an in-house expertise, many are partnering with or acquiring diagnostics companies. We thus expect the number of diagnosticspharma deals to grow. Data transparency. Growing volumes of medical data, advanced computing capabilities, and increasing levels of access have resulted in pockets of unprecedented transparency and insights. Data transparency has the potential to reduce medical errors, raise the standard of care, reduce healthcare
5 6
E.B. Liem et al., Anesthetic requirement is increased in redheads, Anesthesiology 2:27983, 2004. Per public comment of CEO Art Levinson and President Susan Hellmann of Genentech, 2009; also Genentech websites, company reports, and news and analyst reports.
Moving from cost to growth
91
92
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
consumption, and improve outcomes. This, in turn, has the potential to completely change pharma and medical device offerings and reimbursement patterns. While signicant obstacles remain in linking inpatient, lab, outpatient, claims, pharmacy, and imaging data, a few exciting examples already exist. WellPoint has started using IBMs Watson to evaluate patient claims data and identify treatment options, for example. And Novo Nordisk has conducted a virtual retrospective clinical trial across millions of health records in Denmark to demonstrate there was no increased risk of cancer with a particular type of insulin. On the consumer end are such companies as Castlight Health, a San Francisco-based startup aiming to become the Travelocity of healthcare. It offers pricing transparency so that patients can choose the most costeffective providers. While creating perfect data is fraught with challenges, we believe that increasingly workable solutions are being created. Key stakeholders in the healthcare value chain, for example, are building advanced capabilities and establishing a competitive advantage.
An increasingly complex competitive landscape
Several large (and small) technology, telecom, and other players have made signicant investments in this space. Intel, has developed a Healthcare Management Suite for providers to use with patients employing the companys electronic monitoring equipment. AT&T and Orange are establishing mobile health platforms to deliver remote care, and even Ford Motor Company has jumped on the bandwagon to offer heart-monitoring car seats. Despite their rst-mover advantages, these companies face major barriers in fully commercializing their innovations. Established drug and device companies have a deep understanding of disease states, credibility with payors and providers, and extensive regulatory experience. They also have advanced marketing capabilities with global brand recognition and mature channels to distribute products and services worldwide. This not only places them in an enviable position of strength but also makes them a partner of choice for technology companies. Intel, for example, relies on a joint venture with General Electric for its Care Innovations effort. Even for pharma and medical device companies, creating and capturing value in this space has proved to be elusive. We believe that success in most areas will depend on four key components across the value chain: a recorder that collects data from the treatment sites, a repository that converts
Moving from cost to growth
93
data to information, an analytics and intelligence engine to guide clinical decisions, and behavioral mechanisms that guide or enforce appropriate clinical intervention. Few models have succeeded in both establishing these components and determining how to capture the most value.
Getting started
Beyond creating a protable strategy and business model, pharma and medical device CEOs need to build intensive capabilities in operations, technology, and business development. This will require answering some tough and candid questions, such as: Is our CIO the right person to help us navigate the technology landscape, or do we need a CTO? How can our IT organizationwhich to date has focused on efciently delivering large capital projectssupply these solutions? How can we successfully incubate these technology ideas and ventures within our company? Do we have the operational capabilities to integrate technologies with our products? Are we in a position to drive economies of scale to make some of these components cost-viable? Do we have the cold-chain logistical capabilities, for example, to supply a batch of one to a patient? Is our business development group equipped to scout for appropriate targets? Are our traditional criteria for success around defensibility, barriers to entry, ROI, and IRR applicable for these spaces? More broadly speaking, does our organization have the intellectual curiosity to explore new realms of possibility and deliver distinctive patient value? In the coming decade, could we become the Apple that transforms healthcare through developing attractive products and services? *** These new technologies not only will add enormous medical value but also will shift the healthcare landscape. Pharmaceutical and medical device companies that are able to integrate them into their product development and delivery processes will stand to gain revenue and market power. While most of these advances are still emerging, companies will need time to develop the capabilities necessary for speedy integration. Rather than wait to see the technologies mature, smart executives will start preparing now.
94
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Moving from cost to growth
95
Tapping operations to win emerging markets: Questions every pharma executive should consider
Ulf Schrader, Sabine Schulz
Fast-growing customer segments in emerging nations represent the next growth opportunity for pharmaceutical companies. But pharmacos will not be able to win in those markets if they use the same approaches that have driven their success to date, especially now that rivals in emerging markets are becoming stronger. Operations, however, could unlock many of these opportunities and trigger fresh ideas. Here are the key questions that pharma executives should ask to better understand the potential of operations in driving emerging markets growth.
The importance of emerging markets is indisputable for pharmaceutical companies. From Nigeria to Indonesia and from Russia to Brazil, new opportunities are quickly opening up and are set to drive 70 to 90 percent of the growth in pharma sales over the next ve years. Most global pharmacos now have broad strategies for tackling emerging marketsand they can articulate them well. Many of these companies can also point to the dedicated executives who are in charge of implementing those strategies. But are some pharmacos still missing valuable opportunities in these markets? Some observers would say so.
96
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
To begin with, the focus tends to be on only a few key markets. Global pharmas are certainly paying attention to the BRIC nationsBrazil, Russia, India, and Chinahuge markets with signicant potential, but very competitive landscapes that are increasingly crowded with both multinational companies (MNCs) and strong domestic players. There is still relatively little MNC business in the next wave of emerging markets1a set of countries offering sizeable populations, with rising wealth and stable social and political environments. Moreover, the MNCs overall penetration is modest. Despite being present in many countries worldwide, the biggest multinational pharmas generate on average only 15 percent of their sales value outside the United States, Europe, and Japan2. The bigger opportunity, by far, lies in the populations coming up behind the middle- and high-income segments in developing markets. These emerging middle-class segments are evolving rapidly as many of their citizens move toward middle-class status and many more pull themselves above the poverty line. Yet, most MNCs are still targeting higher-income consumers in emerging marketsand there is little that requires them to operate differently to reach these segments. Still, there are huge differences between serving more afuent consumers in, say, Nigeria or Bangladesh and serving lower-income populations in those nations. Many markets in China, for example, are inaccessible to MNCs because product price points are lowand there is little support from government to make MNCs high-quality medicines available to the poorer segments of Chinese society. In India, the opportunities are similar in scale but equally difcult to reach. There, local companies have cornered much of the available markets. It is not simply a question of the affordability of pharmaceutical products; the differences almost always involve customized product design, alternative distribution models, dedicated low-cost production sites, and morerequiring a signicantly different operations approach. The pharmacos that are the quickest to gauge and build new operations approaches to capture those new classes of customers will succeed in breaking away from the pack and growing revenues as the spending power and expectations of those customers grow. Just as important, the efforts of pharmacos will also become the proving grounds for a range of innovative approaches in manufacturing and distributing drugs. This, in turn, will help those companies serve a host of new mass markets in emerging countries, and potentially even create benets for their businesses globally.
For example, the Next Eleven (N11): Mexico, Nigeria, Egypt, Turkey, Iran, Pakistan, Bangladesh, Indonesia, Vietnam, South Korea, and the Philippines (introduced by Goldman Sachs in 2005); or the CIVETS: Colombia, Indonesia, Vietnam, Egypt, Turkey, and South Africa (introduced by the Economist Intelligence Unit in 2009). Espicom, companies websites.
Moving from cost to growth
97
Key questions to prepare pharma operations to drive emerging markets growth
If a company is to be successful in pursuing opportunities with emerging middle-class groups worldwide, its leadership team must be condent that it can serve those groups in economically viable ways. When the appropriate operations strategy, distribution channels, low-cost footprint, and competencies are not in place, it will be necessary to envision and develop innovative new models that can do the job. We have distilled several principles for how multinationals and local companies can successfully shape their operations to serve the bottom of the pyramid and emerging middle-class markets. First, it is essential to take a full valuechain view when thinking about the business proposition. Second, operations must take a view from the customer back through the value chain to ensure that products are appropriate for the intended markets and that cost levels are similarly aligned. It is also vital to leverage a broad ecosystem of partners for supply and distribution. Last, protability has to be the end state goal in order to ensure the appropriate allocation of resources and the right degree of commitment. So how can big pharma executives rethink their strategic agendas and operations efforts so that they can reach the markets that will reward their organizations over the long term? They should consider the following questions:
Do we have the right product design and packaging?
The value-chain model will not be scalable in emerging markets unless it addresses the fundamental of tailoring products to local needs. The key is to nurture product innovation that brings new products to local markets by properly balancing global and local needs. That can happen by deengineering or adapting global products to develop versions that can meet local customers requirements, often at lower production costs. Frito-Lay, for example, followed that route in India, selecting limited sets of brands from its global portfolio of salty snacks but developing brands with uniquely Indian avors such as Magic Masala. Product innovation can also happen by experimenting in local markets applying a test and learn approachand by conducting local R&D to develop new product concepts. Danone is an excellent case in point. Applying a self-sustaining business model to produce nutrient-rich dairy products at a small exible factory in Bangladesh, the food company is improving the health
98
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
of rural communities. But that isnt Danones only objective. The company is learning valuable on-the-ground lessons about how to produce and distribute products in low-income markets. By testing different product formulas, sizes, and prices in rural areas and adjusting the packaging from a conventional plastic cup to pouch packaging, Danone has come up with a product that is proving very popular in Bangladesh. The company has also learned how to distribute fresh dairy products without a conventional cool chain typically, refrigerated storage and transportationa lesson that is absolutely transferable to other product categories that could appeal to the emerging middle class3. Pharmacos can pursue this strategy; for example, they might develop a pack of three tablets to stay below a certain price point, or a pack that includes puried water for areas where this is needed. Some leaders already are actively developing and using alternate formulations, dosages, or packaging tailored to market needs or to logistical challenges. In 2007, Abbott launched Aluvia, a heat-stable tablet formulation of the protease inhibitors lopinavir and ritonavir for African markets. Due to the scarcity of refrigeration equipment, the soft gel capsules and oral solution that were previously available were not appropriate. The new formulation did not require refrigeration, could be taken without food, and dosing was reduced from six to four times a day. So far, the tablet version has been led for registration in more than 150 countries and nearly 75,000 patients were treated in 2008. Dosing levels may need to be adjusted in emerging markets to reect variations in the efcacy and toxicity of a drug at a given dose between different geographical or ethnic populations. Body mass also affects dosing levels, and populations in emerging markets tend to have lower average body mass than those in the United States or Europe. For example, Bayers approved doses for Ciproaxin vary by region600 mg in Japan, up to 800 mg in the United Kingdom, and up to 1200 mg in the United States4. In 2004, Astra Zeneca launched a 2.5 mg form of Crestorhalf the normal dosefor patients of Asian ethnicity whose metabolisms may not easily accept doses typical in the United States or Europe.
Do we have the right manufacturing footprint?
In many countries, local regulations require local manufacturing (sometimes just of specic products or at specic production stages) in order to receive a marketing authorization, forcing companies to either start local operations
3 4
Danones Cheap Trick, Time, August 23, 2010; Grameen Danone Foods Ltd., a Social Business in Bangladesh, May 2010. Michael Edwards, R&D in emerging markets: A new approach for a new era, McKinsey 2009.
Moving from cost to growth
99
or to partner with another company to begin manufacturing. Indonesia has particularly strict laws mandating local production. Brazils patent law requires that if a patentee does not arrange local manufacture of the product within three years of the issue date of the patent, then it must concede a license to a third party to manufacture the patented product in Brazil. And in Egypt, registering and launching new versions of molecules generally requires local manufacturing and a long timeline5. Other countries dont make this a requirement, but local manufacturing still offers signicant benetsfaster approval path, preference at tenders, and so on. The value-chain model wont make much headway without an efcient manufacturing strategy. Next to navigating through existing regulations, the key is to be able to establish low-cost manufacturing that allows competitivenessat the cost-of-goods-sold levelwith local players. This can happen through joint ventures, local acquisitions, or outsourcing. When Colgate acquired Sanxiao, a low-cost toothpaste brand in China, the MNC discovered Sanxiaos cost advantage in toothpaste production. It was able to reduce its costs by 60 percent, which allowed the company to lower the price of its goods by an equal percentage and thus expand into an economy market segment by localizing manufacturing at a Sanxiao facility. Some consumer goods companies have even started to explore the design and implementation of small, low-cost manufacturing set-ups with robust and rather simple equipment that they can deploy and easily replicate in local settings in emerging markets. Interestingly, the pharmaceutical sector is currently experiencing a new wave of industrial investments in rapidly growing markets. In Russia, for instance, more than 17 major manufacturing facilities investment projects have recently been announced. China has seen more than 20 such announcements in the same period 6.
Do we have the right distribution approach?
An efcient distribution model is also vital to the success of the overall strategy. Getting products to emerging middle-class consumers poses big challenges. Supply chains in emerging markets are a world away from what managers in developed countries are used to. In India, for example, average road speeds are half those in the United States. Trucks are outdated, overloaded, and smallthe average capacity is nine tons compared to four and ve times that load for long-haul truck transportation in the West.
5 6
Press releases, Ministries of Health interviews, FiercePharma. Extensive press search, 2010 and 2011.
100
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
In many emerging middle-class markets, warehousing facilities lack the size, scale, and sophistication that best practices suggest. The lack of reliable cold storage in many channels dictates the need for frequent resupply. Even the most basic infrastructurewell-maintained, properly surfaced roads; widely available electricity; and reliable, high-capacity telecommunications services often falls far short of global standards.
Nestl Takes a Novel Approach to Distribution in Emerging Markets
To reach underserved consumers along the far reaches of the Amazon, Nestl has launchedliterallya oating supermarket service. The boat visits 18 small cities and 800,000 potential consumers on the Para and Xingu riverstributaries of the Amazoncarrying 300 different goods, including chocolate, yogurt, ice cream, and juices. Rivers act as streets and avenues in that region, according to Nestl Brazil President Ivan Zurita. Peoples daily lives here are linked to shing, to the region they live in. We are servicing them where they are. Nestl has invested more than $500,000 in products and partnerships with local suppliers for the project. If successful, Nestl may expand its operations in Brazil or in other countries such as the Philippines, according to Zurita. Nestl views emerging middle-class markets as key to its long-term strategic success, with up to a billion people worldwide exiting poverty and being able to afford its products in the coming decade. The food maker has adapted its products in low-income regions by offering smaller, cheaper versions of products such as Alpino ice cream and Ninho milk powder through direct distribution to make them more accessible to low-income shoppers1. Nestl isnt the only company to use boats to reach low-income communities along the Amazons waterways. Banco Bradesco SA, Brazils second-biggest bank by market value, started to offer banking services last year via the Solimoes River, also in the Amazon. Bradesco won 700 new clients after six months. These clients dont want to be labeled as poor, says a Banco Bradesco director. They want the same products as everybody else.
Nestl website, press release, 2010; Iuri Dantas and Tom Mulier, Nestl to Sail Amazon Rivers to Reach Emerging-Market Consumers, Bloomberg website, June 17, 2010.
Moving from cost to growth
101
Nestl is among those that have started using river transport to supply remote populations. (See sidebar Nestl Takes a Novel Approach to Distribution in Emerging Markets.) And Hindustan Lever has developed innovative approaches to supply chain challenges in rural India. Its shakti model trains rural women who live in small villages to become local salespeople for its household products; as of last year, the Indian consumer products giant had some 100,000 women working on consignment, paying them a 7 percent commission7. Successfully supplying emerging middle-class markets may call for solutions that require little in the way of new technology. In fact, the more basic the technology, the better the solution may work. Novartiss SMS for Life project is exemplary in its embrace of low techworking collaboratively with global technology and communications companies in Tanzania to keep track of point-of-sales inventories and thereby reduce stock-outs of anti-malaria drugs from 26 to 1 percent. (See sidebar Novartiss Low-Tech Approach to Beating Malaria.) Pharmacos are still learning how to navigate the particularly complex distribution landscape in emerging markets. Most pharmacos still use a multi-layer distribution model that results in 16 weeks of inventory in their supply chains and around 25 to 32 percent of the product value retained in the distribution chainwith clearing and forwarding agents, stockists, and retailers8. One example of innovative distribution strategies is the launch of rural initiatives by some pharmaceutical companies. They partner with doctors, non-governmental organizations (NGOs), and pharmacies to effectively create awareness, acceptability, affordability, and availability of their products. By doing so, they eliminate the stockists and retailers from their distribution channels. For example, in 2006 Novartis launched a rural marketing initiative, Arogya Parivar, in Uttar Pradesh and Maharashtra, allowing the company to reach 30 million villagers by 2010. In 2009 Sano Aventis launched a rural marketing initiative, Prayas, in Bihar, Uttar Pradesh, and West Bengal. As part of the program, the company launched a new range of quality medicines at affordable prices, and contracted subsidized rates for rural populations and four local manufacturing rms to produce the medicines for the company 9. In yet another case, GSK partnered with SKS Micronance, Indias largest micronance institution, to gain consumer insights and expand its distribution network to remote areas. GSK is currently using this alliance for ASHA (a nutritionally superior but easy-on-the-pocket health drink). Another recent
7 8 9
Global Private Sector Leaders Forum, Case Studies, Unilever. Analyst reports, McKinsey analysis. Press releases, news articles, and Novartis website.
102
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
example is Pzer and Ranbaxy formalizing a tie-up with ITC (one of the biggest FMCG companies in India) in July 2011 to tap the rural markets for their over-the-counter products. As observed by Ranjit Shahani, President of the Organisation of Pharmaceutical Producers of India (OPPI) and head of Novartis in India, the drug company FMCG tie-up is a creative and sensible decision.
Novartiss Low-Tech Approach to Beating Malaria
Novartis is not going it alone in its ght against malaria in Tanzaniaand it is not using sophisticated technology. Through its SMS for Life initiative, the pharma works in collaboration with the Roll Back Malaria Partnership initiated by the World Health Organization, the World Bank, the United Nations Development Programme, and the United Nations Childrens Fundtogether with Tanzanias Ministry of Health and with IBM and Vodafone1. The initiative is helping Tanzania to battle malaria by reducing stock-outs of anti-malarial drugs. It uses a combination of basic mobile phones, Short Messaging Service (SMS) technologies, and easy-to-use websites to track and manage the supply of artemisinin-based combination therapy (ACT) drugs and quinine injectables. The in-eld project managers have an incentive to text their current stock levels every Friday afternoon: They receive free mobile phone credits. As a result, stock levels are transparent, and the medicines are promptly replenished. The 21-week pilot, which included 226 villages and 129 public health facilities in three rural districts in Tanzania, has already made a big difference. The overall stock-out rate has been reduced from 26 percent to less than one percent2. The project has proved that a state-of-the-art data-gathering infrastructure can be made available to people in remote locations using basic everyday tools like SMS and mobile phones. It also demonstrates the effectiveness of public-private partnership models.
Rural health facilities in Tanzania use mobile and electronic mapping technology to save lives; SMS for Life pilot increases availability of malaria treatments threefold at participating health facilities, Roll Back Malaria Partnership.
SMS for Life, Novartis website.
Moving from cost to growth
103
The distribution reach of an FMCG company into rural areas in India is much wider than that of a pharmaceutical company10.
How do we ensure product quality?
Consumer product companies that have been at the forefront of local sourcing increase their active engagement in development and support of local suppliers in order to take more direct control of supply chains. The objective is to ensure quality and supply as well as to reduce the volatility of pricing. We realized there would be these risks, says Roland Decorvet, Nestls new chief executive for China. And thats why we wanted full control of the supply chain11. To do so, Nestl established long-term relations with 25,000 Chinese milk farmers who deliver their milk to one of the 164 stations within the eastern provinces of China, where the milk is inspected and forwarded to the next production step. Ensuring product quality is critical for any pharmacoespecially if local manufacturing and suppliers are involved. Some pharmacos are exercising oversight by sending quality-assurance personnel to their suppliers plants in order to manage the release of their products. Innovative solutions like temp tailssmall temperature recorders, which can be placed into the product containers to monitor the experienced temperature over more than 48 hours are options for supervising the cold chain and the quality of products along the supply chain. Collaborative solutionssuch as the third-party joint supplier audits conducted by the pharma industry consortium Rx-36012 on behalf of its membersensure the consistency, effectiveness, and fairness of audits throughout the supplier base. The resources and money that suppliers save by submitting to joint audits free up resources for improvements.
Can we leverage more broadly what we develop for emerging markets?
The companies that excel at tapping into emerging middle-class markets keep an eye on what they can take back to their customers and operations in other markets13.
10 11 12
Pzer, Ranbaxy tie up with ITC to sell over-the-counter products in rural areas, The Hindu Business Line, July 11, 2011. Milk multinationals wrestle with Chinese supply chain, FTD Mobile, December 5, 2011. Rx-360 is a pharma industry consortium, formed in 2009 to support an industry-wide commitment to ensuring patient safety by enhancing quality and authenticity throughout the supply chain. The Joint Audit Program, which is one of the consortiums initial objectives, was designed to increase the effectiveness of each audit by collecting and analyzing more information while reducing the audit burden on suppliers and pharmaceutical companies. See also: Noel Greenberger, Frank Scholz, and Vanya Telpis, From defense to offense: Leverage operations to increase revenues, page 73.
13
104
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
How GE Helps Develop Local Business Models Through Local Organizational Structures
When GE developed its new portable electrocardiograph device in China, its senior managers understood that a very different business model was needed. The new business would have little in common with GEs premium-market products, so it was set up as an independent local growth team (LGT) based on ve principles: 1. Shift power to where the growth is (and the people are). Without autonomy, LGTs become pawns in a global game. They cannot focus on problems of customers in emerging markets. LGTs need the power to develop their own strategies, organizations, and products. And they are more effective when they are led by local managers. 2. Build new offerings from the ground up. Given the tremendous gulfs between rich countries and poor ones in income, infrastructure, and sustainability needs, reverse innovation requires a clean sheet of paper. These wide differences cannot be spanned by adapting global products. 3. Build LGTs from the ground up, like companies. GEs organizational softwareits hiring practices, reporting structures, titles, job descriptions, norms for working relationships, and power balances between functionsall evolved to suit local globalization. The LGTs had to rewrite that software, establishing a standalone business unit with its own value chainfrom product development, sourcing, and manufacturing to marketing, sales, and service. 4. Customize objectives, targets, and metrics. Innovation endeavors are by nature uncertain. It is more important to learn quickly by efciently testing assumptions than to hit the numbers. 5. Have the LGT report to someone senior in the organization. LGTs cannot thrive without strong support from the top. The executive appointed to do so has three key roles: mediating conicts between the LGT team and the global business; connecting the team to resources such as global R&D centers; and helping take the innovations that the team develops into developed markets1.
How GE Is Disrupting Itself, Harvard Business Review, 2009.
Moving from cost to growth
105
General Electric (GE) offers a good example of this emerging middle-classplus thinking. Its development in China of a portable ultrasound machine has given it a product that has become a big hit in the West. The machine costs about $15,000less than 15 percent of the cost of its high-end equipment. Designed in China and meant for simple tasks such as spotting stomach irregularities, the machine has been a hit with rural clinics all over China. Just as important: The machine is also enjoying fast growth in developed nations, where it is used at accident sites and in hospital emergency rooms. Six years after launch, the little ultrasounds comprise a $278 million annual global business for GE, growing at least 50 percent a year14. Similarly, GEs portable MAC 400 electrocardiograph was designed in India and targeted to physicians and practitioners in rural areas. Since 2008, its reach has grown to Russia, Brazil, and other emerging markets in the Middle East and Africa15. The lessons that can be extracted from activities in lower-income segments can apply to processes as much as to products. As noted earlier, Danone has learned much about economies of scale from its Bangladesh yogurt activities. The company has also gained valuable insights into local market needs, smallscale manufacturing, and rural distribution that it can leverage elsewhere notably in Africa. For pharmacos, learning to apply this reverse innovation would be particularly critical in times when they need other weapons with which to ght back generics in their developed markets.
Are we taking on too much risk in producing for emerging markets?
Successful operations approaches will also involve more thoughtful and effective cooperation among governments, pharmacos, and other suppliers of healthcare services to decrease the risks of demand volatility. That is the case with the Clinton Health Access Initiative (CHAI), a business-based approach to global health in lower-income markets. Founded by former U.S. President Bill Clinton, CHAI shows how co-operation can improve market dynamics and create wins for all parties. Focused on HIV/AIDS, malaria, and tuberculosis, CHAI enables and incentivizes governments of developing countries to better forecast their annual demand for medicines and medical devices and to extend the duration of their tender contracts from one year up to three years. This improves the planning horizon for pharmacos and other suppliers, enabling them to reduce their production costs. The results are impressive:
14 15
How GE Is Disrupting Itself, Harvard Business Review, 2009. GE Citizenship, Performance against Commitments, GE website.
106
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
For example, CHAIs successive agreements have cut the price of rst-line treatments by 50 percent and of pediatric medicines by 90 percentmainly by taking out volatility and their resulting costs for pharmacos. In total, two million people are beneting from medicines purchased under CHAI agreements, representing nearly half of all people living with HIV and on treatment in developing countries16. These are by no means the only questions that deserve to be on managements agenda. We have not fully addressed the issues of the skills required not only within operations but also among partners employees. We havent touched the thorny topic of pharmaceutical counterfeiting, nor have we gone near the labyrinth of regulatory issues that add complexity to any effort to reach emerging middle-class markets. But the questions we have posed are representative of the main themes that support the design and implementation of new operations strategies for emerging markets. A nal question touches upon the readiness and exibility of the Operations function.
Is our Operations organization ready for this?
The management team has to take a long, hard look at whether the Operations function and the whole corporate culture are suited to the successful penetration of emerging middle-class markets. The reason? Pharmas conventional operating modelR&D that drives innovation, embellished with marketing insightmust give way to a model in which innovation is powered largely by Marketing together with Supply Chain and Production. The rst issue to address here is the mindset change that is required. It calls for Operations to move from a largely reactive stance toward becoming an active innovator in a wide range of areas such as design-to-value and distribution models, and to focus not only on products for developed countries but also on mass markets worldwide. The innovation paradigm is shifting to customer backward from science forward, with all the organizational changes that this entails. Innovation itself should be nurtured: Operations must have the governance and processes for scouting new ideas, arranging seed funding, and managing innovation portfolios, as well as the talent and competencies to make innovation part of the mindset. (See sidebar: How GE Helps Develop Local Business Models Through Local Organizational Structures.)
16
What Weve Accomplished, Clinton Foundation website.
Moving from cost to growth
107
Reaching lower-income consumers in rural Pakistan or Nigeria demands a willingness to launch many small-scale test and learn projectswhich, in turn, requires a culture that not only tolerates but also encourages entrepreneurial behavior. There should be few, if any, penalties for early oneoff failures. And it may be important to structure those efforts as standalone units that operate beyond the scrutiny of conventional budget mechanisms at least for a while. That, in turn, calls for senior management to signal clearly and consistently that such constant innovation is smiled uponindeed, to craft incentives to reward the right kinds of innovation. Emerging middle-class activities also demand a different view of riskand perhaps different risk management metrics as well. The built-in bias that domestic markets are safe and overseas marketsparticularly volatile emerging marketsare unsafe is being turned on its head in many cases17.
Action needed now
Todays global pharmacos are only part of the way there in emerging markets. Few of the global players have truly understood, let alone institutionalized, the potential of operations to deliver emerging markets growth. Even fewer have thought through how to reverse innovate and turn their emerging markets lessons into a global competitive advantage. Its not too late to start. The immediate starting point is to put operations on the executive teams agenda when shaping the companys emerging markets strategy. The next step is to ask the right questions and provide focus and support for operations to become a growth driver.
17
Risk Inverse: The Third World Is Now a Better Bet, Time, May 24, 2010.
109
Managing risk
110
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Managing risk
111
Expect the unexpected: Reduce corporate exposure and create value through supply chain risk management
Katy George, Venu Nagali, Louis Rassey
Supply chain problems have signicantly impacted pharmaceutical and medical products manufacturers recently, leading to billions of dollars in lost market cap, recalls, regulatory settlements, and other costs. However, most companies in the sector still do not have a systematic approach for assessing and managing such threats. We have developed a ve-part framework to identify and mitigate supply chain risks in a proactive way. By following the elements in this strategic approach, pharmaceutical and medical products manufacturers can substantially reduce or eliminate supply chain problems due to unforeseen events. As a result, these companies can gain an edge over competitors, with more stable production capacity and better nancial performance.
Supply chain risks to companies in the pharmaceutical and medical products sector have risen steadily in recent years, driven by a range of factors. Increased offshoring and outsourcing, along with more sophisticated production technology, have made supply chains in the sector far more complex, leading to a greater potential for disruptive
112
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
events. Regulatory compliance changes have also played a role, as has convergence between pharma companies and makers of medical products. At the same time, competitive and pricing pressures have reduced the margin of error for production problems. Pharmaceutical and medical products manufacturers face greater capital intensity and cost pressures, leading to lower inventories and a reduction in dual sourcing. As a result, they are less prepared today to mitigate supply chain risks. Such risks manifest themselves in several ways. At a minimum, component and product costs can spike during supply-demand imbalances, destabilizing business plans and overall nancial performance. More substantial, however, are outright shortfalls in components or production materials, which can limit production and create a signicant impact on public health. Recent reports indicate a current shortage of some cancer drugs, especially for certain lowmargin generic versions, forcing doctors to delay or ration treatment1. The FDA lists a range of supply chain risk issues that are currently causing drug shortages, including greater-than-expected demand, manufacturing delays, commodity shortages, and supply issues2, among others. Quality and compliance issues are an additional source of risk, potentially triggering recalls or adverse regulatory actions. While these events have obvious public-health ramications, they can also result in large share-price declines for companies in the sector. A recent McKinsey study of medical products companies determined that supply chain risk events are the secondlargest contributors of large monthly declines in share price, resulting in drops of 10 percent or more when compared to the S&P 500 over the same time period (Exhibit 1). These incidents can put substantial shareholder value at risk. In the United States, product recalls alone cost shareholders more than $25 billion a year in market cap, assuming $2 million in costs per recall; about 1,100 recalls a year; and a stock multiple of 12 times earnings. The past year has seen several such incidents. Boston Scientic was forced to recall implantable debrillators, causing its shares to fall 13 percent overnight. The company expects to lose $5 million every day that the devices are off the market3. GlaxoSmithKline PLC agreed to pay $750 million for quality issues4. And Johnson & Johnson recently experienced a series of product recalls caused by several manufacturing and supply chain events that resulted in a loss of more than $900 million in annual revenue, not counting losses of goodwill and market share5. This is not the rst such experience for
1 2 3 4 5
Debra Sherman and Julie Steenhuysen, U.S. cancer drugs shortage has doctors scrambling, Reuters.com, June 7, 2011. Current Drug Shortages, U.S. Food and Drug Administration website, October 20, 2011. Debra Sherman, Boston Scientics ICD recall may result in asset sale, Reuters.com, April 1, 2010. Justin Blum, Andrew Harris, and David Voreacos, Glaxo Agrees to Pay $750 Million to Settle Defective Drug Suit, Bloomberg. com, October 27, 2010. Johnson & Johnsons Prot Falls 12%, Hurt by Series of Recalls Associated Press, NYTimes.com, January 25, 2011
Managing risk
113
exhibit 1
#11 Risk Exhibit 1
Frequency of negative risk categories1 causing >10% drop in monthly share price (2000-10)
Strategic
MEDICAL PRODUCTS
Examples of most common negative risk events
Demand for a key product declines because of decreased procedure volume (e.g., drug-eluting stents, ICD, joint replacement) Disappointing clinical trials Market share erosion from new competitors
32
Supply Chain
1 9
Product failures/recalls Major supply chain disruptions, including natural disasters (e.g., Katrina) Investigations of alleged improper physician relationships/payments related to use of device Fraudulent Medicare claims/off label promotion Expensive legal settlements over patent disputes with other manufacturers Concerns over decreased reimbursement by Medicare/Medicaid for certain device classes (e.g., stents, ICD, etc.)
Legal & Regulatory
1 2
Commercial
1 Actual number of events SOURCE: Factiva; McKinsey analysis
the company. In 2003 and 2004, Johnson & Johnson experienced higherthan-expected demand for a new drug-eluting stent, whichcoupled with supply shortages due to manufacturing and quality issues as well as lower inventoriesresulted in lost sales and loss of market share 6. Although most companies in the sector have risk management programs in place, they are typically siloed and functionally based. For example, companies may have business continuity management (BCM) programs for individual manufacturing sites that focus on recovering from disruptive events, measures within the procurement organization to mitigate sourcing risks from suppliers, or compliance and audit management initiatives in the quality organization. Yet, there is little if any coordination among these efforts. Furthermore, most BCM plans typically specify similar time-to-recover goals for manufacturing sites without explicitly considering the relative importance of the products being produced or the likelihood of bad events, and they often fail to include proactive steps to mitigate the risks from such events. In this context, there is a clear need for healthcare companies to implement comprehensive and rigorous supply chain risk-management programs, in order to manage increasing risks in a cost-effective way. While such practices are still relatively uncommon in the sector, companies can adopt best
Ross Kerberand and Jeffrey Krasner, Johnson & Johnson Missing Out on Stent Sales, Boston.com, August 19, 2004.
114
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
practices from other industries that have implemented a more comprehensive and forward-looking approach, such as those in the high-tech, automotive, apparel, and consumer product goods (CPG) verticals. Accordingly, we believe that: Companies in the healthcare sector can systematically identify risk at all steps in the end-to-end supply chain, and rigorously quantify their exposure by considering: the likelihood of a particular source of risk; the business impact from that risk; and the preparedness to mitigate it. Risk mitigation and preparedness strategies should be differentiated based on the relative importance of different products and sites. Risk management must go beyond the traditional scope of business continuity managementthat is, preparing for recovery after bad events to more proactively reduce the likelihood and negative consequences of such events. Companies should explicitly account for risk when making strategic decisions. While healthcare companies must still implement quality and compliance management systems, a risk-informed approach can enhance the effectiveness of those systems. This approach can reduce both the risk of conventional quality and compliance issues, andif those risks develop into full-edged recalls and regulatory actionsthe impact of those events on the companys operations. In addition to the focus on negative risk, companies must consider and plan for the upside opportunities of supply chain uncertainties, such as greater-than-expected demand for vaccines, opportunities stemming from supply disruptions that impact a competitor, and new product introductions that ramp faster than forecasts.
Our framework for supply chain risk leadership
We have developed a proprietary, end-to-end supply chain risk-management process and tool kit tailored to healthcare companies, in order to identify and proactively mitigate potential risks and deliver incremental value. This represents a substantial upgrade to the current risk-management practices at most companies in the sector, which are largely ad hoc and lack a comprehensive approach to implementation. Our framework consists of ve components (Exhibit 2).
Managing risk
115
exhibit 2
#11 Risk Exhibit 2
1. Identify and evaluate risks across the end-to-end supply chain
The ability to identify and evaluate exposure from sources of risk from their supply chains made a big difference to the fortunes of Nokia and its competitors. In March 2000, a re broke out at a Philips plant in New Mexicoa supplier of semiconductor chips to cell-phone manufacturers including Nokiaforcing the plant to remain shut down for several months. The difference in outcomes for the customers of the New Mexico plant was dramaticNokia came out of the disruption stronger and gained market share, while some of its leading competitors were signicantly weakened and lost market share7. This difference was primarily due to Nokias comprehensive supply chain risk-management program, which helped the company immediatelyand accuratelyestimate the impact of the shutdown on its business, and then react accordingly. Nokia switched orders to other Philips plants and to its Japanese and American suppliers, and redesigned chips to reduce its reliance on Philips products.
Amit Mukherjee, The Spiders Strategy: Creating Networks to Avert Crisis, Create Change, and Really Get Ahead, Financial Times Press, 2008.
116
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Like Nokia, Cisco Systems also has an effective system to identify and evaluate sources of risk throughout its end-to-end supply chain8. The company maps all manufacturing partners, component suppliers, and logistics providers as nodes. It can then identify and evaluate sources of risk from each node, which it displays on a central crisis-management dashboard. In addition, Cisco uses a subscription-based service to obtain near real-time alerts about events that could affect the ow of goods from, to, and between suppliers. And it updates the resiliency of critical suppliers every six months through worst-case-scenario evaluations. Nokia and Cisco offer object lessons for pharmaceutical and medical device companies that should adopt a multidimensional approach to understand the risks at all stages of the supply chain. To begin, the company should identify individual risks for each product, function, and site (Exhibit 3). Each source of risk must be evaluated based on its impact on the companys ability to meet its objectivesthe objectives-at-risk approach. Specically, those objectives include serving customer demand, obtaining supply, achieving cost targets, and complying with regulations. exhibit 3
#11 Risk Exhibit 3
NPI Plan Procurement Make (external) Make (internal) Deliver
Product risk assessments & mitigation
Function/Site risk assessments & mitigation Product risk assessments
Product ris k da shboard: XYZ
Pr oduct pr ofile and importan ce Pro duct Profil e 1 T i er: 1 Likeli h ood: Key sources of p otenti al ri sk and key indicators Prodn . Sourcing Pro dn. Plan ning IT Qual ity & Comp l iance EHS Security Labor F acilities T ech Ops Finan cial s High High NPI s
Function/Site risk assessments
Site risk das hboard: X YZ
Pr oduct pr ofile and importan ce Site Profi le T i er: 1 Likeli h ood: Key sources of potenti al r i sk and key indicators Prodn . Sourcing Pro dn. Plan ning IT Qual ity & Comp l iance EHS Security Labor F acilities T ech Ops 1 Finan cial s High Impor tant commodi ti es (% of pro d th ru site) High NPI s
Enterprise/Sector risk priorities
Procurement dashboard: Summary overview of commodities by risk level over time
1
Generat ed for (1) Public Health, (2) Financials (3) Brandnam e Risk appetite overview (3/3): Brandnam e th resholds Ri sk app etite overvi ew (2/ 3): Fi nanci al l oss thresholds Ri sk ap petite overvi ew (1/ 3): P ubli c heal th thresholds High ris k P roduct 4 5 Medi um risk Ri sk Low ris k Acti on
?
Key Risks
?
Key Risks
Focus on commoditi es exc eeding ri sk threshol ds
co mmod ities th at have high expo sure (% of revenue tho se commodi ti es represent) # of co mmod ities % of secto r revenue 3 3 4 5 6 7
? Pharm 1
? Fac tory
Indicato rs
Indicato rs
?:
?:
?:
?:
Impact: I f theevents occur, what wo uld th e level of impact b e on ou tpu t an d cost?
+
20 2 0
?:
?:
?:
?:
Impact: I f theevents occur, what wo uld th e level of impact b e on ou tpu t an d cost?
=
20 2 0
s hut down
? Increase
inventory by 0. 5M unit s
Di splay the abs olut e num ber of commoditi es in breach of threshol ds over t ime
Exposure profil e (# of commodi ti es)
? ?
? ?
? ?
45 Preparedn ess to g row Peop le Produ ct Process Net expo sur e to o bjectives Executi ve summary Preparedn ess to g row Peop le Produ ct Process Net expo sur e to o bjectives Executi ve summar y
53
50
50
?
60 60 60
? ?
? ?
? ? ?
? ? ?
60
Q1
Q2
Q3
Q4 Det ails regarding s ources of risk and act ions are provi ded f or com modi ties carrying ex ces s risk 21
SOURCE: McKinsey
Gartner case study #G00206060, Cisco Addresses Supply Chain Risk Management.
Managing risk
117
In addition, for each of its top products, the company should systematically identify and then assess sources of risks for all functions along the end-to-end supply chainfrom new product introduction (NPI) and commercialization to planning, procurement, manufacturing, and distribution. To evaluate the exposure from each source of risk, management must use a standard evaluation approach that considers: the likelihood of occurrence for that risk; the impact it would generate on one or more supply chain objectives if it were to materialize; and the current level of preparedness in place to reduce the impact. Using quantitative leading indicators and trends of key performance indicators (KPIs) helps to determine the likelihood of individual sources of risk. A standard evaluation approach will enable management to make an apples-to-apples comparison of risks across products, functions, and sites, in order to identify the most immediate potential disruptions facing the company. In the healthcare sector, this kind of quantitative approach is notably rare, a problem that is compounded by a comparatively wide range of supply chain risks, some unique to the sector. These include quality and compliance risks, patient safety, environmental health and safety, capacity at several stages of production, and the cost and supply of raw materials.
2. Dene clear risk appetite across the enterprise and by product type
The appetite for risk will vary dramatically from one company to another, and even from one product to another within a companys offerings. For example, a company may have a substantially lower risk appetite for products that can adversely impact public health. That said, given the complexity of many companies portfolios, management should specify risk appetite not by individual products but rather by product groupings. These groupings can be based on individual importance of products to one or more enterprise objectives, such as nancials, public health, reputation, and brand name. For example, a major healthcare company recently dened its risk appetite by categorizing the entire product portfolio into three types, with specic exposure thresholds for each. The company also categorized its production facilities into segments based on the type of products they manufactured. The site segmentation enabled the company to prioritize investments, properly allocate management attention among multiple facilities, more accurately determine the frequency and duration of quality audits, and better assess its overall business continuity preparedness.
118
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
The next step for each company should be to dene risk appetite by setting exposure thresholds for each product type. These exposure thresholds can be pegged to supply chain metrics such as meeting demand (ll rate or service level), cost savings targets, or quality and compliance levels by product type (Exhibit 4). Dening risk exposure will enable managers throughout the organization to make quantitative and consistent decisions when faced with tradeoffs between risk levels and investment. exhibit 4
#11 Risk Exhibit 4
Define enterprise objectives Determine product importance to enterprise objectives to define 3 product categories Set risk appetite thresholds for each main operations metric within each product category Quality & compliance
(e.g. complaint rates or 0.01 ppm for Type 2 risk category)
Public Health/ Brand name
Product categories
Type 2 Type 1
H Financials M L
Service level
(e.g. demand fill-rate of 99% and 80% for Type 1 and 3 product categories, respectively)
Financials
Type 3
H Cost
(e.g. acceptable cost increases due to risk events of $5M and $1M for Type 1 and 3 product categories, respectively)
Public Health/Brand Name
SOURCE: McKinsey
3. Use a risk-informed approach to making strategic decisions
Every strategic supply chain decision involves an element of managing uncertainty and risk. Companies that strive to optimize their production network must assess a range of factors, including labor, currency, material and logistical cost risks, disaster-related disruptions and supply shortages, and demand variability risks. A CPG company, for instance, recently confronted these issues. The company was seeking to better manage signicant demand risks in its main U.S. market, along with cost and supply risks at its foreign manufacturing sites due to uncertainties in labor, currency, materials, and natural disasters. To that
Managing risk
119
point, the company had two manufacturing sites in a low-cost country (LCC), however those sites served only local and regional markets. The company optimized its manufacturing network to address these risks by investing in new capacity at one of the LCC facilities. This provided a dual production source, which not only mitigated downside risks from events such as natural disasters but also offered additional capacity to address upside opportunities in the United States. The company tested the idea with highly volatile products that required minimum investment (e.g., overtime). By adopting a long-term view to investing in capacity in this manner, the company reduced its exposure to external events while also generating a 16 percent improvement in riskadjusted cost. Similarly, a large pharmaceutical company faced risks in a high-margin segment of its business, due to supply threats such as shortages and disasters, and more signicantly due to variable demand. To address these challenges, it needed to establish a exible production capacity. The company conducted a comprehensive analysis to quantify all major risks and determine the scope of potential upside revenue opportunities. By strategically optimizing its exible capacity, the company recognized an additional $2.5 billion in sales over ve years, an increase of 17 percent. Vaccine manufacturers face related capacity-planning challenges, given signicant uncertainty in demand and the long lead times associated with production. We recommend using a risk-informed approach to make strategic supply chain decisions, including network optimization, manufacturing footprint, supplier contracts, and inventory policies. This raises the degree of difculty of such decisions, in that it adds an additional entering argument. Yet, we nd that when explicitly accounting for risk, certain supply chain decisions such as the level of inventory and dual sourcing, and the size of back-up manufacturing facilities, among otherscan be vastly different from those determined by traditional practices, as shown in the examples above. This is particularly true in the healthcare sector, where rigorous supply chain riskmanagement programs are still relatively rare. Only by adopting a risk-informed approach will management be able to make more robust decisions that can withstand the inherent uncertainties of the future. Finally, while companies most commonly seek to reduce their exposure to risk by determining the optimal set of mitigating actions, this is not universally true. In some cases, a company may nd itself able to tolerate greater exposure for certain products, processes, and facilities. In this way, a rigorous riskbased approach not only can mitigate threats but also can unlock incremental value by freeing up resources of time and attention that had been devoted to keeping certain risks unnecessarily low.
120
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
4. Establish robust governance by embedding risk management into core processes
Risk management, by its very nature, is a cross-functional activity, as different functions within the supply chain can only identify and manage the sources of risks within their own realm. Because of that interconnectedness, establishing a cross-functional risk-management process is critical to success. This process must explicitly dene the roles and responsibilities of the different supply chain functions, with clear lines of demarcation. In addition, the company must periodically reassess risks to ensure that its mitigation strategies remain appropriate to the changing dynamics of the market. Given the scope and complexity of most companies in the sector, managing the sheer volume of information from this process becomes a challenge. A set of customized risk reports and dashboards can help. One major healthcare company is currently implementing a series of dashboards that can be customized to specic levels within the management structure. For example, the company compiles all of the top risks for a particular product and displays them on a single dashboard for that products manager, while information for multiple products, functions, and/or sites can be displayed on a sector-level dashboard for risk ofcers and other senior leaders.
5. Create a risk culture in the organization
Our surveys of employees at several healthcare companies indicate that risk culture is an area with substantial room for improvement. At some companies, managers seem to reward reghting more than the proactive steps taken to reduce risks. Other companies tend to punish dissent in the ranks, or fail to accommodate innovative, ground-level suggestions that are intended to improve results. Developing the right culture is the key element of managing risk in any organization. Management should foster an open environment in which individuals feel empowered to discuss risks and potential disruptions, and even challenge line managers on specic decisions where appropriate. Individuals should be able to discuss bad news with the same candor as when discussing good news. And workers within the different supply chain functions should share actions and best practices across the boundaries of the supply chain. For example, an employee in manufacturing should be aware of, and be able to leverage, a mitigation action that has worked well in procurement. Establishing this culture requires a high degree of communication, in which management establishes the right set of incentives for individuals to respect rules and procedures and to work for the greater good of the organization.
Managing risk
121
Given that backdrop, we recommend a detailed assessment of a companys risk culture to identify gaps and address cultural issues head-on.
Getting started
Senior executives of healthcare companies can get started by asking the supply chain organization to identify the greatest sources of risk to the enterprise. This information should come through specic deliverables such as a heat map to describe the concentration of top risk sources across various supply chain functions, or an analysis of strategic investments that includes both conventional metrics such as expected net present value (NPV) and return on invested capital (ROIC), along with risk-adjusted measures such as standard deviation or worst-case NPV and ROIC. This information will help catalyze a set of initial activities that ideally comprise the rst steps of this framework. Companies should categorize all products into a few types and then dene the risk appetite for each one, leading to an assessment of supply chain risks for the top products to determine the greatest sources of risk and the specic mitigation actions for each type. With this as a foundation, risk organizations can progressively become more sophisticated in the implementation of supply chain risk management. In conclusion, implementing a holistic and comprehensive supply chain risk-management program can deliver a wide range of benets, enabling companies to: understand the likelihood of certain risks, proactively and cost-efciently mitigate those risks, and obtain incremental value by making risk-informed strategic supply chain decisions. However, management must understand that risk management is not a one-time activity. To deliver on this wide range of benets, risk management must become an integral part of how the company operates.
Case study: Hewlett-Packard
Hewlett-Packard Company has been implementing a comprehensive supply chain riskmanagement program since 2001, which has been written about extensively in industry and academic journals1,2, primarily because the results have been so notable. Like most high-tech companies, HP faces a host of challenges. Short product life cycles in the sector create signicant demand risks. Volatile component prices bring cost risks. And periodic mismatches in supply and demand for the industryalong with supply chain disruptions and quality issuestrigger component supply risks. To address these supply chain risks, HP developed and implemented a comprehensive supply chain risk-management program, which aligns well with portions of the ve-part framework described above. Supply chain uncertainties and risks linked to key objectives HP has implemented the objectives-at-risk approach, which considers the risks to key supply chain objectives that the company considers most important: supply assurance, cost savings, and cost predictability. These three objectives are impacted by a range of variables, including component/product demand, component cost, and supply uncertainties, which HP quanties using probabilistic scenarios. In evaluating demand, for example, the company uses the 10th, 50th, and 90th percentiles of the discrete demand
1 Venu Nagali et al., Procurement Risk Management at HP, INFORMS Interfaces Journal, Vol. 38, Number 1, January 2008. Nagali is current at McKinsey and is one of the co-authors of this paper. Patrick Scholler and Venu Nagali, Calculated Risk, European Leaders in Procurement Magazine, October 2007.
distribution to represent the low, base, and high scenarios of demand for HP products at any point in time. Dening risk appetite and ownership using the probabilistic scenario approach The probabilistic scenario approach lends itself nicely to the subsequent challenge of dening risk appetite. Taking demand analysis a step further, the 10th percentile (the low scenario) by denition implies that there is only a 10 percent likelihood of the actual demand being less than forecast. This denes the range of demand uncertainty that HP is willing to accept. That is, HP commits to buying that range of demand using a xed quantity contract with suppliers. For the range of demand near the 50th percentile, where the uncertainty is higher, HP transfers that risk to the supplier using a exible quantity contract. The supplier takes on this uncertainty because it may be cheaper for the supplier to manage across all of its customers. Risk-informed strategies and decisions Once HP has quantied the uncertainties impacting its supply chain objectives, it can then leverage pricing terms pegged to specic business objectives. For example, if the business objective is cost savings, HP uses a discounted pricing term. If the business objective is cost predictability, it uses either a xedprice or price-cap pricing term. HP repeats this process for all of its products, and effectively winds up with a portfolio of structured contracts that are specically tailored to maximize business objectives and manage risk due to demand, cost, and supply uncertainty.
In the aggregate, HPs supply chain risk-management program delivered incremental value in excess of $500 million during its rst six years, across four key categories: (1) material cost savings of over $425 million, as the riskinformed contracts enabled suppliers to lower their costs and risks of doing business with HP; (2) increased supply assurance for key components, particularly during market shortages, delivering an estimated $50 million in additional margin; (3) improved cost predictability of components that have volatile costs, saving HP an additional $50 million; and (4) lowered inventory costs by several percentage points as HP optimized inventory levels internally and at suppliers.
Of course, these results are not reproducible in all companies and across all sectors. Among other elements, HP took the governance element of risk management extremely seriously, implementing a rigorous business process that linked and dened the responsibilities of all elements of the supply chain from procurement and planning to supply chain operations, nance, and marketing. However, this example shows what is possible through a comprehensive and integrated approach to supply chain risk management.
124
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Managing risk
125
Light-footed operations: The virtues of agility in volatile times
Thomas Ebel, Kerstin Kubik, Martin Lsch
Pharmaceutical operations are exposed, as never before, to disruptive events and volatile demand shifts. Agility thus is becoming a prerequisite for success, yet many pharmacos remain in reghting mode. The leaders, by contrast, are developing a structural approach to agility, which helps them to improve their cost-competitiveness and to drive protable growth through faster ramp-up of launches and fewer stockouts. Heres how to realize a step-change in supply chain agility.
In a world thats getting hot, at, and crowded, to use Thomas Friedmans succinct phrase,1 pharmaceutical supply chains are increasingly at risk. Because supply chains have become more global and interconnected, natural disasters such as the recent Japanese earthquake and tsunami, or political upheavals in the Middle East, can wreak havoc on the business.
Thomas Friedman, The World Is Flat: A Brief History of the Twenty-First Century, Farrar, Straus and Giroux, 2005.
126
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
When the 2010 volcanic eruption in Iceland stopped European air trafc, many pharmacos struggled to nd alternative transport, leaving some lifesaving drugs out of supply for two weeks. The Japanese tsunami damaged numerous pharmaceutical plants, some of which may never reopen. Other changes in the environment have combined to raise the pace and complexity of competition, which puts a premium on the ability to rapidly and efciently adapt operations. Among the most important factors are these: Demand volatility. The traditional model of stable demand is being supplanted by more erratic patterns driven by tenders, rebate contracts, and unexpected pandemics and epidemics. Generic challenge. Between 2010 and 2015, drugs representing roughly 40 percent of pharma revenue are coming off patent, leading to higher levels of volatility and uncertainty. Demand fragmentation. As pharmacos focus on lifecycle extensions, new drug delivery systems, dosage forms, and packaging/marketing innovations are all increasing the number of SKUs, lowering the average SKU size and making product portfolios more complex. Regulatory scrutiny. Regulators are turning up the pressure on pharmacos to improve quality compliance and performance, as observed by the increased number of warning letters, nes, and import bans. Higher working capital targets. To free up more liquidity, companies need to tap the next level of inventory reductions. This will require a business model that features shorter lead times through a more agile supply system.
Toward a system of agility
Some pharmacos have made reactive adjustments to improve their agility. For example, they might charter special airfreight capacity to respond to a natural disaster, or rush production orders after a batch failure to avoid a stockout on a critical product. Such fast issue resolution extinguishes the crisis re, but it doesnt anticipate or prevent the next re. Pharmacos must be able to set up a system of structural agility that goes clearly beyond issue resolution and reghting. Our research shows that building structural capability generally involves ve operating dimensions (Exhibit 1): External supply. Creating and maintaining an agile supply base to quickly scale up or down the supply of materials and services. Site flexibility. Quickly adapting local capacities with minimal cost.
Managing risk
127
exhibit 1
#12 Agility - Exhibit 1 Five dimensions of agile operations
End-to-end supply chain planning Pharmaco Distribution
4 Suppliers
Raw suppliers API plant API/intermediate Contract suppliers manufacturers 2 1 External supply 3 Site flexibility Network flexibility Manufacturing plant Country DC Wholesaler DC Pharmacy
Enablers
5
SOURCE: McKinsey
Segmentation Complexity management
KPIs Risk management
Network flexibility. Supporting structural exibility, and being able to rebalance it quickly and easily. End-to-end supply chain planning. Creating information transparency and use planning to keep supply synchronized with demand at any point in time. Sustaining agility. Ensuring and maintaining the right conditions for agility, in areas such as segmentation and performance measurement.
External supply: Sources of agility
Many pharmacos are not capturing the full potential of an agile supply base. One reason is that they dont manage suppliers exibility with the same rigor and professionalism as they do pricing and compliance. Consider the automotive industry by comparison. For a seat manufacturer delivering to a major automotive OEM, the annual frame contract denes an average output (say, 7,000 units per week) as a non-binding plan, calculated based on available supplier capacities at 90 percent utilization (ve days, three shifts, running at 100 percent). Call-off orders against that contract follow clear contractual rules for upside/downside exibility:
128
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Orders placed become binding three days before delivery date, with sequencing of orders possible until one day before delivery to align with the OEM production schedule. With four weeks pre-advice, average output per week can be exceeded by 15 percent. With three months pre-advice, average output per week can be exceeded by 30 percent, and with more than six months pre-advice by 40 percent. Higher volumes require additional capacity and investment, which needs agreement by both parties. Besides defect rate, unit cost, and adherence to sequence, upside/downside exibility is a key dimension in the supplier scorecard. In exchange, the supplier has access to critical planning information, especially full visibility of the OEM production schedule and volume plan. Pharmacos can substantially upgrade their own capabilities in supplier management by covering points such as: leveraging annual agreements to include call-off order and exibility rules, exchanging demand and production plan information with key suppliers, running a supplier sales and operations planning (S&OP) process to proactively address capacity issues, and collaborating on projects to eliminate bottlenecks.
Site exibility: The living, breathing plant
When it comes to individual sites, volume exibilitybeing able to increase or decrease production based on demandis only part of the answer. Mix exibility also gures in, even if volumes are stable, because changes in product mix can pose a major challenge. A third lever, smoothing uctuations up front through capacity sharing, can be even more effective. Volume flexibility. First of all, this involves labor. During the recent nancial crisis, companies such as Volkswagen, T-Mobile, and Bosch used methods like adjustments to standard work time in order to deal with the drop in demand. Besides labor exibility, companies need to develop the ability to make small, fast increases in capacity. The limiting issues here involve internal quality and external regulatory validation of new equipment. Pre-qualication of equipment could be a solution, although it comes at a cost. Mix flexibility. This requires multi-skilled employees and exible production equipment. Automotive players lead in this regard. BMW, for instance, can produce multiple models on the same production line in its Leipzig plant and can even easily integrate new technologies, such as new engines, as
Managing risk
129
needed.2 But how can these capabilities be transferred to pharma? The key is to incorporate production considerations in the product design phase, so as to achieve maximum pack harmonizationthe same blister pack or bottle formats that can be handled with less changeover time on one machine. Our experience shows that a radical harmonization of dosage forms, pack types, and pack dimensions can lead to substantial improvements in overall equipment effectiveness and unit cost. Capacity sharing. Managing demand peaks and troughs can be addressed through active collaboration with other players. Bayer organized its human resource pool as an external company,3 supplying labor both to Bayer and other companies and thus smoothing Bayers own uctuations in labor demand. Looking outside the production context, many consumer companies have pursued such collaborations. Rivals Mars and Nestl, for example, joined forces to manage the logistics related to the Christmas peak in confectionary sales, while Kimberly Clark and Unilever operate a joint warehouse to level out demand uctuations.
Network exibility: Greater than the sum of its parts
When confronted with sudden demand shifts or disruptive events, a pharmaco should be able to quickly shift volumes in the network. Chiquita, for instance, shifted production to other regions when a hurricane struck its plantations in Honduras, which resulted in a 4 percent revenue increase during this crisis.4 For pharmacos, regulatory requirements once again pose a challenge, specically the need for local authorities to approve each production site separately for each drug. Pre-certication thus is essential, ideally done in a structured manner, such as having two sites certied per product in order to ensure backup availability for strategic or high-risk products. Auto makers have been doing this for many years with a round robin scheme in which Product group A can be produced in plants 1 and 2, Product group B in plants 2 and 3, and Product group C in plants 3 and 1. Shoe manufacturer Crocs exemplies a truly agile network. Crocs balances in-house with outsourced manufacturing and production close to markets as well as in low-cost regions through its U.S. and overseas facilities. It has exible relationships with suppliers, including minimal contractual obligations with primary third-party manufacturers in China. Crocs also has evaluated and qualied more than 15 alternative manufacturers in the event that current
2 3 4
BMW Plant Leipzig website. Jobactive website. A.J. Schmitte, Using Stochastic Supply Inventory Models to Strategically Mitigate Supply Chain Disruption Risk, Logistics Spectrum, 2008; and Managing supply-chain risk for reward, report of the Economist Intelligence Unit, 2009.
130
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
suppliers reduce or cease production. As a result, the company can rapidly adjust production as needed, shifting to meet demand surges in new regions, or for different models or colors. Crocs mixed strategy reduces its own assets while simultaneously reducing complete reliance on just a few suppliers.5 While plastic shoes are signicantly less complicated to produce and have lower quality requirements than pharmaceutical products, there is still a lesson to be learned. Indeed, some pharmacos are actively shaping their outsourcing strategy, choosing which production steps to outsourceand gaining exibility for those steps. And others are pre-qualifying subcontractors to preempt a possible shutdown of current manufacturing partners.
End-to-end supply chain planning: Running in sync with demand
The computer industry lives by the creed that the best forecast is a customer order. Laptop manufacturers supply large European retailers in an assembleto-order process out of Asian factories with just ve to seven days order lead time. Attaining such a short lead time will be hard for pharmacos that take four to six months for multi-step drug substance production. Knowing that they cannot accelerate the process to manufacture to customer order, pharmacos should compensate by planning farther ahead. Why, then, are many pharmacos whipsawed by poor planning practices, especially when it comes to linking upstream steps like materials and active pharmaceutical ingredients with patient demand? We see pharmacos clearly lagging behind consumer goods companies, despite the fact that forecasting and planning are so important in the context of long lead times. One pharmaco decided to focus on end-to-end planning in order to reduce excess inventories and write-offs, as well as to stabilize the production system and better capture upside sales opportunities. The company made several changes: It dened three clear planning loops to ensure that each part of the value chain synchronized with patient demandmaterials supply, drug substance production, and nished product replenishment. It dened one owner for each planning loop, managing supply according to a vendor-managed inventory/pull logic. Chemical production planners, for example, had full visibility of drug substance stocks worldwide, and were
Crocs company nancial statements, Hoovers.
Managing risk
131
responsible for adjusting chemical production to meet demand scenarios and stock targets. It systematically challenged demand gures, by agging key changes or inconsistencies, and through scenario planning for strategic products. It set the right planning frequency (such as a monthly review of the chemical production program) and alerts that trigger action through the whole supply chain (immediate handover of a high-probability tender forecast). It uses an S&OP governance that picks up the need for decisions or escalation across the three loops, and anticipates management decisions on key potential issues and bottlenecks. For this pharmaco, implementing end-to-end planning led to a 5 percent revenue increase through scenario planning and forward-looking issue resolution, plus a 30 percent reduction of supply variability through enforcement of frozen time windows and elimination of root causes of variability. End-to-end planning is the most effective way to reduce response times to external events and to compensate for long process times.
Sustaining agility: Setting the right conditions for agile operations
Agile companies use a set of methods that help them create and sustain a system of structural agility. Here are the most important methods: Product segmentation. To focus agility where it matters most, such as products in launch phase and critical hospital supplies. Complexity management. To reduce the number of costly and timeconsuming process variants, SKUs, suppliers, and technologies, mainly by using a platform approach. Risk management. To steer efforts to those areas where agility can mitigate risks for strategic products. Key performance indicators (KPIs). To understand performance, drive awareness and focus, and set aspirations (Exhibit 2).
132
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
exhibit 2
#12 Agility - Exhibit 2 Measuring agility of operations
Suppliers
Pharmaco
Distribution
External supply
Supplier upscale potential % of multiple sources Share of sourced volume with volume commitment Share of stock in supplier consignment stock Call-off order lead time
Site flexibility
Std up-/downscale potential within one month (%) Average utilization Share temps of total blue collar staff Ratio fixed to variable costs
Network flexibility
% of multiple production sites Safety stock covers
Contract flexibility (avg. and max contract length of suppliers and sub-contractors) % of production outsourced
Measurements to be performed by product group and geography
End-to-end Supply chain planning
Volume frequency index (VFI)1
End-to-end throughput time (total and per value chain step)
Order to delivery time
1 Share of SKUs produced minimum every 2 weeks SOURCE: McKinsey
Questions for senior leaders
Achieving a step-change in agility requires some bold changes in how people work, stretch targets, and cross-functional collaboration among Production, external suppliers, and Supply Chain. Thats why C-suite involvement is critical. To start, senior leaders will need to understand the size of their exposure to volatility and risk, as well as the current level of agility of different product lines and geographies, so that they can focus their investments. Leaders should ask several questions: How affected are we by day-to-day volatility in our different product lines and geographies? Look at week-by-week demand uctuation by product group and geography, supply uctuation (number of supply bottlenecks per year), and predictability of these uctuations (forecast accuracy). How vulnerable are we to disruptions? This could be measured by a backward look at the number and severity of disruptions in the past few years, or with a forward-looking approach of assessing diversication. (Do all our suppliers come from one region or are they spread globally?)
Managing risk
133
Given our risk of day-to-day volatility and disruptions, how agile are we in response? Key dimensions to examine are the ratio of variable to xed costs, the volume-frequency index (share of SKUs produced at minimum every two weeks), standard upscale/downscale potential in one month, average line utilization, and end-to-end throughput time. *** Greater agility clearly offers substantial benets for pharmaceutical companies. Signicant cost reductions can be achieved through optimized product and plant allocation, as well as reduced idle time. In addition, inventory and thus working capital can be reduced through faster replenishment processes, a clear segmentation strategy, and reduced throughput times in manufacturing and packaging. Further benets come in the area of growth. An agile company can increase revenues with better market penetration, faster delivery into new markets, faster ramp-up of launches, and fewer stockouts. By developing agile operations in the right places, pharmaceutical rms will be better equipped for a volatile world.
134
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Managing risk
135
Evolving beyond global regulators: An operational lens
Ted Fuhr, Nasser Khan, Navjot Singh
Globalization has reshaped pharmaceutical manufacturing and distribution at a time when new drug technologies are being commercialized. Faced with these growing challenges, regulators worldwide are adopting smarter and leaner ways of workingfrom utilizing new technology-based surveillance tools to expanding global collaborations. By understanding the nature and scope of this transformation, pharmaceutical executives will be better equipped to lead their own proactive efforts to improve product quality and safety.
Over the past few years, product and manufacturing quality concerns have moved to the forefront of attention for industry, regulators, and the public at large. Between 2005 and 2010, the number of drug recalls rose over threefold from 254 to 849.1 In the same time period, the number of annual Good Manufacturing Practices (GMP) warning letters more than doubled from 18 to 49.2 The speed in which these
1 2
The Gold Sheet, Elsevier Business Intelligence, May 25, 2011. The Gold Sheet, Elsevier Business Intelligence, April 1, 2011.
136
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
actions were taken has increased as well.3 Amid this heightened activity, quality and safety concerns have moved to the forefront of attention for all pharmaceutical manufacturers.
A changing world requires intensied scrutiny
Whats driving this heightened activity? An increasingly global and fragmented supply chain has augmented the formidable challenges that regulators traditionally under-resourcedface in ensuring quality and safety. As with many other industries, globalization in pharmaceutical production is the result of a convergence of forcesdemographic, economic, industrial, and technological. Populations in developed nations are aging, and the middle class is expanding worldwide. Emerging markets, poised to account for about 45 percent of the worlds GDP by 2018, are projected to represent the majority of growth in pharmaceutical sales in the next ve years.4 Burgeoning demand has contributed to the growth in contract manufacturinga market currently estimated at $20 to $24 billion, and growing rapidly.5 Up to 40 percent of nished drugs used by U.S. patients are manufactured abroad, and 80 percent of the active ingredients and bulk chemicals used in U.S. drugs come from foreign countries.6 The entities subject to inspection have always outnumbered the available inspectors; in a matter of years, their numbers have increased dramatically. Manufacturers and regulators deal with products that are life-and-death mattersproducts for which quality assurance is critical not only to individuals but also to society as a whole. Beyond the direct harm caused by contaminated drugs is a less sensational, but no less dangerous, threat: the impact of recalls and the ensuing shortages on the lives of the people who depend on lifesaving medicines. Drug shortages hit a record high (178) in 2010.7 In the rst quarter of 2011, more than 80 percent of the 820 hospitals surveyed by the American Hospital Association revealed that patient treatment with lifesaving and other critical-care drugs had to be delayed due to drug shortages. An ongoing trend toward consolidation in the pharmaceutical industry will lead to fewer alternatives for supplying product during shortages, and could further exacerbate this problem in the future. Overseeing the safety, integrity, and availability of the worlds drug supply requires unrelenting vigilance. As regulators dedicate more resources to inspections and other oversight activities, and act more swiftly to contain
3 4 5 6 7
The Gold Sheet, Elsevier Business Intelligence, April 1, 2011, FDA Continues Aggressive Enforcement as Drug GMP Warning Letters Mount. Global Insights World Overview. Global industry analysis. Testimony before the Senate Committee on Health, Education, Labor and Pensions by Allan Coukell, Director of Medical Programs, Pew Health Group, Pew Charitable Trusts, September 14, 2011. Most Hospitals Face Drug Shortages, The Wall Street Journal, July 13, 2011.
Managing risk
137
regulatory breaches, the number of enforcement actions will likely only increase. But this stepped-up scrutiny goes beyond intensied enforcement. We are witnessing the advent of a new era in which regulators are expanding their vigilance from after-the-fact deciencies to a broader scrutiny of company, plant, and network-wide quality and compliance. Some regulators are, for instance, increasingly requiring detailed active pharmaceutical ingredient (API) supply chain pedigrees or extensive qualication, control, and monitoring of raw material suppliers and contract manufacturersevidence of the heightened interest in ensuring authenticity. We are seeing new efforts to advance regulatory science to stay abreast of revolutionary drugs and drug technologies, as well as a deepening interest in proactive approaches to quality. As the pharmaceutical market undergoes wholesale transformation, and amid rising demands and shrinking resources, regulators are undertaking their own transformation. They are developing smarter and leaner ways of working and are becoming more collaborative with their counterparts around the world, while those in emerging markets are becoming increasingly sophisticated in their standards, practices, and methods.
Regulators are working smarter and leaner
Throughout the world, scarce resources are a fact of life for regulators. As government budgets are scrutinized, global regulators are increasingly focused on allocating resources against the greatest risks to public health. For example, the U.S. Food and Drug Administration (FDA) Center for Drug Evaluation and Research (CDER) utilizes a risk-based model to assess factors relating to the intrinsic productsuch as sterility and prescription versus over-the-counter; its manufacturing processeswhether there is elevated risk for cross-contamination, for example; and to the facilitysuch as past history of documented quality defects.8 Risk assessments can help inspectors determine whether a preapproval inspection is warranted, or the depth and frequency with which a surveillance inspection should occur.9 Next-generation surveillance technologies Regulators are also beeng up their investments in IT to improve their intelligence activities. COMSTAT, the FDAs web portal, provides inspection activity information to other regulators in the hope that they may learn from
8 9
Risk-Based Method for Prioritizing cGMP Inspections of Pharmaceutical Manufacturing SitesA Pilot Risk Ranking Model, Department of Health and Human Services. U.S. FDA. September 2004. Pharmaceutical cGMPS for the 21st CenturyA Risk-Based Approach: Second Progress Report and Implementation Plan, www.fda.gov.
138
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
FDA databases and work together more effectively and collaboratively.10 Other tools include MedWatch Plus, an electronic system for receiving, processing, evaluating, and analyzing adverse event reports and other safety information for all FDA-regulated products; and the FDA Adverse Event Reporting System (FAERS)the agencys new repository and advanced analytical methods that enable more efcient and effective analysis of safety reports and potential threats. In addition, the Sentinel System allows the FDA to actively query various automated healthcare data repositoriessuch as electronic health record systems, administrative and insurance claims databases, and registriesand thereby evaluate possible medical product safety issues continuously and in real time. Together, these systems are intended to improve operations by more thoroughly capturing adverse events and expanding the agencys capacity for data mining and pattern discovery.11 Technology-based surveillance tools are also helping regulators safeguard the security and integrity of the industrys ever-expanding supply chain. The counterfeit drug market, for example, is a growing problem worldwide. In 2010, it was estimated at $75 billionand is growing at a rate upward of 13 percent a year.12 Whats more, counterfeit medicines in some cases may represent a disproportionate share of market value in developing nations, putting the populations in those areas at far greater risk. To address these challenges, the Council of Europes European Directorate for the Quality of Medicines & HealthCare (EDQM) is engaged in a track-and-trace project that by 2015 is expected to link all national tracing systems into one European-wide platform to help prevent the entry of counterfeit medicines into the supply chain.13 New approaches for emerging technologies A growing number of complex pharmaceutical productssome without precedent or clear legislative denitionhave prompted regulators to expand their surveillance capabilities and processes. Indeed, the FDAs regulatory science strategy plan, released in August 2011, identied the agencys goal of developing better tools for reviewing innovative technologies.14 Among these emerging products are biosimilars. As biologics begin to lose patent protection in the next few years, and governments face increasing pressure to cut healthcare costs, the global biosimilars market is expected to grow rapidly,
10 11 12 13 14
The Importance of PIC/S in Our Globalized World, Remarks of Margaret A. Hamburg, MD, www.fda.gov. Rachel Behrman et al., Developing the Sentinel SystemA National Resource for Evidence Development, New England Journal of Medicine, Vol. 364, pp. 498499, February 10, 2011. Center for Medicine in the Public Interest, www.cmpi.org. European Directorate for the Quality of Medicines & HealthCare, www.edqm.org. Advancing Regulatory Science at FDA: A Strategic Plan, U.S. Food & Drug Administration, U.S. Department of Health and Human Services, August 2011.
Managing risk
139
approaching the $30 billion mark by 2020.15 With at least 14 products on the European market, a regulatory pathway is already being forged in many parts of the world.16 Demand for more clinical evidence has grown, and regulators are also honing their focus on product design and manufacturing processesespecially for controlled release, inhalation, and other specialty-dosage formsanother objective of the FDAs recently released strategic plan. These trends, along with the arrival of novel products and product classes such as therapeutic vaccines and innovative technologies such as needle-free delivery, will induce regulators to develop new ways of monitoring industry practices. Leveraging internal and external resources for greater efciencies Throughout the world, countries are grappling with shrinking national budgets even as the demand for government services continues to grow. Regulators must become more creative and efcient with constrained resources through quality and compliance. Many are already using internal resources more efciently. To a growing extent, they are relying on the data and judgment of other regulators. For example, recently U.S. FDA issued an Import Alert without conducting its own inspection rsthand, based on information provided by the European Directorate for the Quality of Medicines & HealthCare.17 In addition, regulators are considering the use of independent third parties to boost their ability to conduct inspectionsin the same way that pharma has increasingly turned to outsourcing for manufacturing. Since 2002, the FDA has piloted the use of accredited third parties to perform inspections of Class II and III medical devices. In 2006, U.S. FDA partnered with Health Canada to authorize manufacturer inspections by accredited third parties. This trend appears likely to continueand even to become a cornerstone of the agencys future operating model. As a part of its recently announced global strategy, the agency announced that it will develop compliance and inspection programs that contemplate enlisting public and private third parties to conduct audits and other oversight activities on behalf of FDA.18 Accordingly, the FDA has announced its intention to establish the necessary infrastructure for review and audit of information from third parties. Industry will also play an increasingly important role through its internal safeguards and safety-monitoring programs. In the future, we may well see a different paradigm.
15 16 17 18
VisionGain, 2009. Evaluate, June 2010. The Importance of PIC/S in Our Globalized World, remarks of Margaret A. Hamburg, MD, Commissioner of Food and Drugs, U.S. Food & Drug Administration, at 40th anniversary gathering of PIC/S, Geneva, Switzerland, May 31, 2011. Pathway to Global Product Safety and Quality, U.S. FDA Special Report, July 7, 2011.
140
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Slowly but steadily: Rising professionalism in new markets
Supply chain globalization and swelling demand in emerging markets have prompted regulators in emerging markets to increasingly standardize and professionalize their operations, developing networks to help them adopt formal guidelines and global best practices. In addition to the training and knowledge sharing from regulators in developed economies, regulators in developing nations are receiving increased funding and support from their own governments. As emerging markets become major sources of pharmaceutical products, their regulatory bodies have worked hard to adapt to the rapid pace of growth in their marketsand to combat such threats as the rise in counterfeiting through structural reforms and heightened enforcement activity. China, the largest supplier of pharma ingredients to the world, has made signicant strides since the 2007 heparin contamination. The country has intensied its inspections, including pre-market inspections, and its new GMP regulations, which were put into effect in March 2011, signicantly raise quality standards.19 In Africa, while weaknesses persist in regulatory systemsfrom a fragmented legal framework and limited powers to manpower and resource shortages changes are gradually under way. Harmonization initiatives seek to improve the efciency of regulatory systems, while other efforts are focused on improved training in GMP inspections, study assessment, and other regulatory activities.20 A recent eight-year assessment survey of 26 African countries by the WHO showed a wide-scale commitment in many countries to improving their regulatory capacity. Many are already adopting new structures based on the organizations recommendations.
Collaboration as a critical enabler
The fragmentation and globalization of the supply chain has compounded the challenge of drug inspections. As a result, regulators around the world have become increasingly aware of the importance of their broader cooperation. The January 2011 admission of the FDA into the PIC/S represented a signicant milestone in global cooperation. As Commissioner Margaret A. Hamburg noted, all leaders and experts can work together to assure that regulators around the globe have common knowledge, tools, and practices so that they can best work together. She also noted that the FDAs entry heralds enhanced cooperation and collaboration with other agencies and
19 20
What Multinational Companies Need to Know about Chinas New GMP Regulations, PharmaAsia News, July 2011. Harmonization of Drug Regulation in the East African Community, presentation by Apollo Muhairwe, National Drug Authority, Uganda, September 2008.
Managing risk
141
inspectorates beyond PIC/S.21 More and more collaborative efforts are already under way. To meet the newer security challenges and boost capacity, regulators in both developed and developing markets are also expanding their informationsharing activities. In June 2011, the FDA announced its new long-term, fourpronged global approach to ensuring safety and quality in drugs and medical devices, which includes building coalitions with regulators to develop data systems and networks, as well as regularly and proactively sharing data and resources throughout world markets. This new strategy will build upon existing FDA efforts. The FDAs International Programs Ofce provides the sharing of information and evidence, identies best practices and training efforts helpful to global counterparts, and promotes regional and global networking, in addition to assessing gaps in the regulatory systems and training programs of developing countries. Elsewhere, examples of international cooperation are growing. ANVISA, the Brazilian regulatory agency, and Chinas SFDA have recently agreed to further their collaboration in areas such as manufacturing inspections and information sharing related to regulatory processes and standards, noting their nations common challenges as large emerging markets.22 Meanwhile, Nigerias National Agency for Food and Drug Administration and Control has worked with regulators in New Delhi to address counterfeit drugs entering several African countries. Their cooperation in the investigation spurred joint activities to raise awareness of quality and regulatory issues (and boost condence in Indian pharmaceuticals), including visits to Africa by delegations of Indian regulators, government health ofcials, and industry professionals.23 The FDA is helping to accelerate the development curve in emerging marketsand fortify its own efforts to cope with a burgeoning volume of importsby expanding its overseas presence. Today, the agency has 13 overseas posts in a number of geographies worldwide, including China, Europe, and Latin America, among others.24 With the passage of the Food Safety and Modernization Act (FSMA), the FDA will increasingly work with foreign governments to provide technical and scientic assistance, enable mutual recognition of inspection results, and develop international standards and regulations.
21 22 23 24
The Importance of PIC/S in Our Globalized World, remarks of Margaret A. Hamburg, MD, Commissioner of Food and Drugs, U.S. Food & Drug Administration, at 40th anniversary gathering of PIC/S, Geneva, Switzerland, May 31, 2011. Chinas SFDA and Brazils ANVISA meet in Brasilia to strengthen collaboration, Clinica Medtech Intelligence, June 11, 2010. India, Africa to check fake drug menace, Deccan Herald, 2011. The U.S. Food and Drug Administration website
142
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Shifting the focus to quality
With the increase in systemic risk that globalization has brought to the pharmaceutical landscape, regulators will increase their focus on quality. While ensuring compliance through inspections, audits, and other eld operations has long been a core regulatory tool, industry and regulators have increasingly recognized the need to expand their focus beyond compliance and into the assurance of manufacturing process robustness and understanding. Its clear that using downstream inspection and control as the primary means of ensuring safety throughout the supply chain can no longer be the only approach. By ensuring quality up front in the sourcing and manufacturing process and demonstrating control all along the value chainfrom acquisition of raw materials to distribution to the end-usermanufacturers could dramatically improve safety. In doing so, they would also reduce the dependence, rigidity, and costs of regulatory oversight to safeguard the system. Within the last few years, industry and regulators alike have promoted the idea of Quality by Design (QbD). In essence, QbD refers to a set of principles that seek to remedy quality problems by addressing the approach to quality up front as a design issue, rather than after the fact as a control issue. Recently, the FDA has pressed generics manufacturers to speed adoption of QbD in order to improve the quality of submissions. The agency has announced that it will be looking for abbreviated new drug applications (ANDA) to include relevant studies as described in guidelines from the International Conference on Harmonization.25 In the future, as more drugs come off patent and generics occupy a larger proportion of the overall prescription drug market, this issue will increasingly migrate to the forefront of regulatory focus and attention.
New imperative for pharma: Thinking proactively about operational implications
The unprecedented changes we are witnessing in the global regulatory landscape are a clear signal to pharma executives. They must be as vigilant about the new mindset and new strategies of regulators as regulators are about the changing global marketplace they oversee. Shifting from a reactive to a proactive, quality-oriented mindset is a critical change pharma leaders must make to ensure their continued success. Beginning to understand how
25
FDA Presses Generics Firms to Speed Adoption of QbD, While Questions on Use of Prior Knowledge Persist, The Gold Sheet, May 1, 2011.
Managing risk
143
regulators operate and are approaching public safety in new ways is only part of the imperative. Pharmaceutical executives must themselves drive change in industry and, in turn, work with regulators to co-develop approaches to quality and safety. Beyond sustaining nancial performance, brand image and reputation, and long-term competitiveness, its a matter of being good global citizens: ensuring public health and safety worldwide.
How Prepared Is Your Operations Organization? A Reality Check for Pharma Leaders
As regulators push to keep pace withif not get ahead ofmarket and industry developments, pharma leaders should be looking critically within their organizations to assess their preparedness. They should ask themselves these key questions: How closely are we working with regulators to help shape global quality standards for the future? As an organization, how do we think about quality today? Are we using the right metrics to approach quality proactively in our design and manufacturing processes? Do our companys incentives emphasize prots over quality? (For example, is it worse to miss prot goals than quality goals?) Does our culture encourage quality? Are quality reviews and standards in our emerging markets plants keeping abreast with emerging trends? Are we proactively assessing the risks to our products from adulteration, counterfeiting, theft, and intentional contamination and taking all the necessary precautions to prevent those? Are we fully aware of the compliance and quality concerns within our organization? How, for example, have we adapted our production practices and associated compliance activities as the supply chain (both inputs and outputs) has grown more globalized? How ironclad is our supplier qualication process? What methods do we use to assess risk among our suppliers? Where are the gaps in our internal monitoring processes? What tools and technologies can we adapt to improve our surveillance? Can we improve our preparations for regulatory surveillance activities, for example, by leveraging third parties to conduct mock inspections? What specically do we know about inspection changes? Do we understand the kinds of questions inspectors will ask, and the type of data we will need to have readily available?
144
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Managing risk
145
Why quality should be on the medical device CEO agenda: The business case
Ted Fuhr, Katy George, Janice Pai
The medical device business has grown so competitive, and its products so complex, that compliance by inspection is becoming obsolete. Modern practices in quality assurance could lead to a 10 to 15 percent increase in the earnings of medical device companies and even more in the years ahead. By adopting cross-industry best practices in quality assurance, the industry could improve patient outcomes, capture $5 to $6 billion in incremental EBITA, and reduce risk. Extracting the potential from quality enhancement requires cross-functional collaboration across the business driven by the CEO. Laggards in the race for quality may pay a high price. Indeed, some already have.
Sales of medical devices have grown at an annual rate of 9 percent for the past decade.1 The number and complexity of the devices on the market have risen signicantly, too. This rapid evolution has delivered
HRI MD&D Reports.
146
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
life-enhancing innovations, including combination products, automation, and wireless technology. Meanwhile, the industry has experienced increasing pressures, including cost competitiveness, globalization, and supply chain tiering; a company today may deal with hundreds or even thousands of suppliers and sub-suppliers, each of whom can impact product quality and performance. The industrys transformational growth and innovation have placed new burdens on quality systems. Evidence of this includes an increase in serious patient adverse events reported to the U.S. Food and Drug Administration (FDA)those resulting in hospitalization, disability, or deathwhich is about twice as fast as the increase in the overall medical device market.2 Quality issues rightly concern every stakeholder in the medical device value chain, from manufacturers and regulators to payors, doctors, and patients. Media attention has increased, and investors have severely punished some rms with quality issues (Exhibit 1). In the past decade, an average of one company per year has seen a 10 percent drop in share price after a single, major quality event (e.g., a major product recall). Indeed, the risk that a major quality event will cause serious, long-term value destruction is high and rising. exhibit 1
#14 Med device quality - Exhibit 1
Factiva hits for medical device quality
Number of articles containing keyword
+34% p.a.
Sample headlines
Terumo Cardiovascular to pony up $35 million, curtail sales Associated Press, 22 March 2011 The FDA says Terumo Cardiovascular Systems will pay $35 million and curtail sales of some products to remedy problems at a plant in Ann Arbor, Michigan .. Stent Concerns Are Galvanizing Plaintiffs' Bar The Wall Street Journal, 8 December 2006 While a panel of experts from the Food and Drug Administration weighs the safety of a popular heart device at a meeting concluding today, another group is paying close attention: personal-injury lawyers. FDA Warns of Problems with Sterilizer Reuters, 6 December 2009 multiple reports of malfunctions of the SS1 that had the potential to cause or contribute to serious injuries to patients, such as infections. There have also been reports of injuries, mostly burns from exposure to the sterilant solution, to healthcare facility staff operating the device
124 25 38
105
96
100 65
7
2000
16
2009
Factiva hits for medical device and FDA
Number of articles containing keyword
+15% p.a.
2,513 2,984 1,622 1,927
6,472 6,437 4,532
6,577 5,624 5,728
2000 SOURCE: Factiva, McKinsey analysis
2009
FDA data and McKinsey analysis.
Managing risk
147
The medical device industry is approaching a tipping point where the increasing likelihood of a quality event, the rising costs of such events, and the public nature of quality performance will force companies to focus on quality and reliability throughout product design, manufacturing, and marketing. The good news is that companies in a wide range of industries have developed approaches that help them build quality into processes at every step of the value chainfrom design and manufacturing to sales and service which will lower costs over the long term. These approaches are now making their way into the medical device sector. Working with a major regulator, we recently carried out research3 to identify and measure the impact of the emerging best practices that medical device companies are now using to raise quality, lower risk, and compete in todays more challenging business and media environment. The research indicated that the term quality means a lot of things to different people. We dened the optimum level of quality as the one that reliably meets or exceeds the expectations of customers and regulators while maximizing competitive advantage and shareholder value. A companys quality performance can affect its business performance in multiple ways. For example, quality issues or the lack of them can enhance or impair market reputation; quality failures or failure prevention efforts affect costs; and the impact of quality on customer satisfaction can alter revenues. In extreme cases, quality issues can force the removal of a device, or a company, from the market.
The quality potential
Quality best practices offer many benets, including lower costs and risks, better products, and healthier patients. Using company nancials, proprietary benchmarks, and expert insights, we estimated the total cost of quality for the medical device industryincluding day-to-day quality costs as well as cost and revenue loss from non-routine eventsat $17 to $26 billion per year, or 12 to 18 percent of industry revenue (Exhibit 2). The benchmarking effort revealed that top performers use a clear set of best practices that signicantly reduce quality issues and the costs of maintaining quality. We believe that other players in the industry would have similar results if they adopted these best practices.
Including detailed analysis of nancial and FDA data, company case examples, market research across several major medical device categories, and a series of interviews with medical device company executives, regulators, and customers.
148
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
exhibit 2
#14 Med device quality - Exhibit 2
Current industry cost 10 - 14% of revenue ($14 - $21B) Capturable for industry1 ~$3.5 B
Improvement levers
Day to day costs
Improve feedback throughout the organization (e.g., from the field to product development) Product development focused on Critical to Quality attributes Cascade quality metrics throughout the organization: from the shop floor to the CEO Develop quality mindsets and culture throughout the entire organization Structurally improve supplier quality (e.g., develop scorecards)
Total quality costs for industry
Costs due to non-routine quality events
1 - 2% of revenue ($1.5 - $3.0B)
$.75 - $1.5 B
Revenue loss due to nonroutine quality events Total
0.7 - 1.4% of revenue ($1B - $2B)
$.5 B - $1 B
For company going from average to good, the opportunity is 3-4% of revenue
12-18% of revenue ($17 - $26B)
1 Assume day to day costs are capturable from average to top quartile performance; Assume 50% is capturable for non-routine costs and loss revenue. Note: Industry revenue estimated at $148 B SOURCE: McKinsey analysis, POBOS benchmarks
For an average quality performing company, we estimate that moving to top-quartile performance would increase prots by 3 to 4 percent of revenue. This would translate to a roughly 14 percent growth in EBITA for an average company, or from 25 to 28.5 percent. Since the industry spends 10 to 14 percent of its revenue on maintaining day-to-day quality, or $14 to $21 billion, moving the entire industry to top-quartile performance would represent an opportunity worth about $3.5 billion.4 Non-routine quality eventssuch as major observations, recalls, warning letters, and consent decrees, along with associated warranties and lawsuits cost the industry between $2.5 and $5 billion per year on average. This includes $1.5 to $3 billion per year on non-routine costs, plus $1 to $2 billion in lost sales of new and existing products.5 We estimate that adopting best practices would cut these costs in half. Improvements of that order generally require that a company transform its approach to quality. Senior management must guide product development along well-dened critical-to-quality parameters, manage supplier quality, build feedback loops across the quality management system, adopt holistic
4 5
FDA website, POBOS benchmarking, and McKinsey analysis. FDA website and McKinsey analysis.
Managing risk
149
metrics that drive the right behaviors, and instill a quality mindset across the organization. For example, a European supplier of high-tech equipment faced several major quality challenges, including quality costs above competitor levels, a focus on problem resolution after customer delivery rather than problem prevention in development and production, and low-quality performance of suppliers. The management went forward with a transformation aimed to reduce qualityrelated costs (e.g., warranty costs and claims) while increasing capacity. The implementation included a reorganization of the quality function as well as the design and launch of four major process improvements: design for reliability, supplier quality oversight, a key manufacturing process change, and in-market product performance monitoring. The company also conducted benchmarking of quality systems and processes with other industries, and introduced a continuous improvement initiative together with the design and detailed planning of further quality initiatives. Key to the success of the companys transformation were the introduction of a proactive quality mindset throughout the company, a system for tracking, conducting performance dialogues around key performance indicators, and disciplined root-cause problem solving. The transformation effort both reduced costs and increased revenues. Through reliability engineering, the company reduced warranty costs by 21 million annually. As a result of the supplier and manufacturing improvements, annual capacity increased signicantly, allowing revenues to increase by around 30 million annually. Finally, the focus on the return ow allowed for a 15 million annual benet from a higher success rate in warranty claims toward suppliers. The combined effect of these changes was a reduction in the cost of quality by 35 percent, which resulted in protability improvement of approximately 2.5 percent of revenue. In another example, a small capital device manufacturer faced signicant issues with rising product failures in the eld, customer complaints, and slowing growth. Senior leadership concluded that revamping the approach to quality from end-to-end across the value chain was necessary to turn the business around. They undertook a major program to overhaul and tightly integrate product development, sourcing, and manufacturing while bolstering their ability to use customer and eld sales-force feedback as a core listening device to monitor and improve product performance. At the culmination of a three-year change effort, not only were customer complaints down by 94 percent but the sales and protability of the business were booming with a halving of the cost of poor quality, increased prot per employee, and doubledigit sales growth.
150
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Taking down the barriers
Historically, adoption of quality best practices has faced strong barriers Many executives have told us that the economics of quality are uncertain, in part because consumers and other stakeholders are not always able to recognize or reward superior quality. Regulatory approval sets a baseline and is often the only objective measure of product quality. Executives also say that the pressure to launch products quickly at low cost tends to reward innovation over quality. Some argue that the increasing complexity of end-user environments and the innovative new features of products are challenging the typical medical device quality approach. Medical device consumers invariably claim that quality is a key consideration in purchasing decisions. Market research6 has conrmed that efcacy, durability, and ease of usethree components of device qualityare the main drivers of purchasing decisions among physicians and patients for both implantable cardiac devices and glucose monitors. Beyond these characteristics, however, most consumers and other decision-makers lack the information they need to compare the quality of medical devices. Since consumers have no independent, reliable source of comparative information aside from regulatory approval, manufacturers are not consistently rewarded for high quality. Analysis in other industries has shown that accurate and readily available comparative quality information has a strong inuence on buying choices. For example, the inuence of JD Powers, Consumer Reports, and Underwriters Laboratories on automobile, consumer appliance, and building materials marketplaces are strong examples. Unsurprisingly, most clinicians we surveyed rely on rather subjective sources, such as their own clinical experience and the opinions of clinician colleagues, while, patients rely heavily on clinician advice. More objective data sources are available, and the majority of physicians who use the FDA Center for Devices and Radiological Health (CDRH) data to inform their device section decisions, for example, nd it accurate and trustworthy. Only a third of the physicians in our research actually use the FDA CDRH as a source, however. Even relatively high-prole public examples of quality issues appear to have only a small impact on purchasing decisions today. Although recall risk is generally considered a key component of quality, for example, the patients and physicians in our survey did not suggest that such risks had a large inuence on their purchasing decisions. And even where physicians and patients have
December 2010 McKinsey survey of 410 physicians and 420 patients on the use of implantable cardiac devices and glucose monitors.
Managing risk
151
direct, personal experience of problems and recalls, such events appear to have little effect on their willingness to use the same product again. In our research, 91 percent of cardiologists will use a cardiac device again within one year of a recall, for example, and only 3 percent will stay away from the brand forever. Similarly for glucose monitors, 86 percent of diabetes clinicianspecialists recommend a glucose monitor again within one year, 6 percent will never recommend it again, and half of those patients who encounter issues with their glucose monitor would denitely consider purchasing the same brand again (Exhibit 3). exhibit 3
#14 Med device quality - Exhibit 3
Time to reuse1 for cardiac devices Percent
22 29 19 22 97
+91
Immediately
< 1 mo.
1-6 mo.
6-12 mo.
> 12 mo.
Total
Never
Time to reuse1 for diabetes devices Percent 18 26 21 21 +86 8 94 6
Immediately
< 1 mo.
1-6 mo.
6-12 mo.
> 12 mo.
Total
Never
1 Reflects average time-lapse between quality incident and when a physician will begin implanting / recommending the brand of device again SOURCE: Survey of 205 cardiologists and 206 diabetes clinician-specialists, December 2010
If the external pull from patients and physicians is not yet strong enough to drive a fundamental change in medical device companies approach to quality, competing pressures often will overwhelm the internal push for improvement, too. Many industry executives see time-to-market entry as a crucial competitive advantageand they consider quality best practices as barriers to maximizing that advantage. Coupled with the perception that innovation and speed, rather than quality and reliability, yield the biggest rewards in the market, senior leaders may be reluctant to delay product launches to ensure high quality. Executives tell us, Theres no appetite to slow the process to embed quality, and R&D is pushed to focus more on timelines than quality.
152
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
The pressure is even greater for smaller companies, where senior managers may believe they need to release new products early to compete. Consumer and payor cost pressures increase the challenge, since many executives mistakenly believe that improving quality necessarily adds to cost. In fact, as shown above, enhanced product quality increases prots. Moreover, searching for lower-cost suppliers, or pressuring existing suppliers to lower costs, can hurt product quality. For instance, suppliers moves to cheaper raw materials for implantable devices has led to shorter product lifecycle and more frequent replacements. The importance of quality is set to rise While the market may historically have favored companies efforts to launch new products quickly, rather than those that improve quality performance and reliability, that situation is likely to change for three reasons. First, the rising complexity of devices and user environments is increasing the likelihood of signicant quality issues. Second, when quality problems do occur, increasing regulatory, legal, and media attention means they will likely have a bigger impact. The average drop in company share price that followed select quality incidents has increased signicantly over the last decade (Exhibit 4). exhibit 4
#14 Med device quality - Exhibit 4
Drop in share price by event Percent
Product quality issue FDA warning letter/citation Industry wide quality concern
Average drop due to quality issues Percent
0 -5 -10 -15 -20 -25 2000
-16.8
-9.8 -7.0
2002
2004
2006
2008
Year
2000-2002
2006-2009
SOURCE: Companies financial statements; Factiva; McKinsey analysis
Managing risk
153
Third, and nally, a number of ongoing efforts may greatly increase the public availability of data on the comparative quality performance of medical devices. The American Recovery and Reinvestment Act of 2009 directed $1.1 billion to expand comparative effectiveness research at the Agency for Healthcare Research and Quality and the National Institutes of Health. Head-to-head comparisons of therapy options will highlight the quality and safety of specic medical devices. The market opportunities available to companies and devices that perform well in these comparisons will be considerable. Together, these three factors may constitute a tipping point that forces companies to prioritize high levels of quality and reliability at the expense of early revenues. Quality systems will need to catch up with industry demands Unfortunately, the medical device industrys ability to drive quality and reliability through the value chain does not appear to have kept pace with the increasing complexity of its devices, or the growing pressure to eliminate quality issues. With a few exceptions, companies either do not implement advanced quality processes or are only in the early stages of doing so. Many executives cite design, critical-to-quality metrics, and post-production monitoring as areas of quality risk. Few companies use formal statistical tools like Quality Function Deployment (QFD) in a disciplined way to capture critical requirements accurately. Many do not develop or use risk-assessment tools, such as design and process failure mode and effects analysis (FMEAs), or do not update them frequently enough to incorporate post-production feedback from the eld. Also, few companies use sophisticated reliability engineering practices, such as accelerated life testing analysis, life data, or failure analysisall used routinely in the automotive and aerospace industries for product development and process control. Smaller medical device companies, in particular, lack expertise in developing risk assessment or mitigation plans during the development phase. This impairs their ability to monitor or control quality through manufacturing and post-production. Many companies have begun to upgrade their quality organizations, but executives tend to believe that tangible benets are years away. A quality head at one large manufacturer with a history of recalls, overseeing a $250 million investment in quality systems, said that one of her biggest challenges was managing expectations about the payoff. While such investments can take time to result in increased revenues, experience from other industries has shown that early adopters of quality best practices hold an advantage over competitors, while late adopters may risk the demise of the company because the competition is already too far ahead.
154
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Some companies are innovating with processes to drive quality, however. One large medical device manufacturer, for example, has been evaluating advanced process signature methods in its plants to catch process nonconformance early. Another now uses spiral modeling techniques to develop error-free software quickly for its devices. Early signs are that adoption of these and other leading practices are yielding strong results in improving device quality.
Implementing quality best practices
A quality best practices program begins with an integrated set of techniques for designing and manufacturing high-quality products based on the most critical customer needs and compliance requirements at low cost, along with methods for optimizing new product designs for commercial manufacture. While all medical device companies aim to produce high-quality products, implementing quality best practices does present challenges. Many of the concepts, frameworks, and tools are new to medical device practitioners. As in a lean operations transformation, adopting quality best practices means applying a cohesive set of technical tools, management infrastructure including new steering mechanisms and cascading metricsas well as highperformance mindsets, behaviors, and capabilities, which can require a new training infrastructure and knowledge base. But a handful of medical device companies have already demonstrated that implementation does not require new regulations or guidancejust the knowhow, dedication, and discipline to implement it. In our experience, medical device quality best practices include time-tested methods from other industries, tailored to medical devices. A comprehensive approach would encompass a set of best practices and methodologies to diagnose, design, and implement a world-class quality system. The approach would also focus on addressing technical and cultural challenges: clearly dening a quality strategy in tune with the voice of the customer, aligning quality metrics, developing robust functional quality processes across the entire product life cycle, building a high-performing quality organization, and developing positive and quality-oriented mindsets and capabilities across the organization. As with any major change program, a transformational approach is required to gain the full benet of implementing these tools. This includes visible senior executive team sponsorship and tight cross-collaboration between Quality and other functions (e.g., Manufacturing, Sales, and R&D) in setting mutual aspirations, implementation roadmaps, and, in many cases, joint working teams.
Managing risk
155
Top team support
Quality best practices require investments in change management to ensure that the new methods endure. They include a strong commitment from the executive team, including the CEO; an overarching governance structure; and rigorous project management. As a vital component of protability, quality requires cross-functional alignment and performance objectives. The top team must rst create a compelling business case that lays out the companys overall objectives and each departments role in achieving them. Multiple departments need to work in concert, including Manufacturing, Quality, Regulatory, and R&D. Making the right tradeoffs between short- and long-term objectivesand among sometimes conicting departmental needsrequires decisive leadership. Next, senior management should build a strong and committed quality team to provide individual departments with direction and support. Together, they should communicate the upcoming changes in ways that excite people but remain realistic. Each employee should understand the high-level objectives and exactly how he or she can contribute. The top management team must cascade clear messages and direction to the management of each department to integrate changes with other organizational processes. Quality best practices are primarily about execution, not investment. Delegating quality to the front line will not work; any effective quality program requires the guidance and input of scientists, engineers, outside experts, and regulators. Senior management must ask their staff the right questions: not just, Is the project on time and on budget? but also, What are the key risks of each approach? and What alternative designs have we considered? Implementing quality best practices takes active executive managementand time. The program needs the support, governance, and cultural experience of the top team, who must be willing to make quality best practices a priority and demonstrate the new behaviors. The top team should be visibly involved in key initiatives to send the message that solid progress is expected, will be rewarded, and is a prerequisite to the organizations success. * * * Medical device companies, regulators, and the public can gain much from the broad-based adoption of quality best practices. The benets are great and the opportunities are obvious. Companies that have implemented quality best practices have shown that the rewards are worth the effort. CEOs, COOs, R&D, Manufacturing, and Quality heads and regulators alike should seize this opportunity.
156
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
157
Breaking down the silos
158
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Breaking down the silos
159
Design-to-value: Re-engineering the portfolio for protability and growth
Jasmin Frick, Cedric Losdat, Paul Rutten
What can companies do when the product and customer value driven by pure science slows, as is happening in healthcare today? The answer is to combine customer insight, engineering innovation, and manufacturing best practices to create innovative products with distinctive value for customers. The Design-to-Value (DTV) approach, used by other industries to deliver exactly what customers value, is nally nding its way into pharma, over-the-counter (OTC), and medical products to drive growth and prots. While some healthcare companies claim that they are already using DTV, most are still leaving money on the table. Companies that bring their full cross-functional expertise together to review and challenge the design of existing and new products and make better-informed trade-offs between functionality, design, quality, and cost have been rewarded with 15 to 25 percent higher margins and increased sales, as well as improvements in speed-to-market. Capturing this opportunity requires leadership from the CEO and the entire executive team.
160
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Why does success have to come at the expense of such cost and complexity across the supply chain? This question, from the head of engineering and supply chain for OTC products at a major healthcare player, neatly sums up the essence of todays situation for many in the industry. That companys largest OTC brand has enjoyed strong and steady worldwide growth over the past decade, driven by the regular introduction of new products. As a result, however, it now manages more than 1,200 SKUs for the same active ingredient, based on 100 different blister pack types, and 30 different pill types with a variety of shapes, prints, and embossings. In the race for competitive advantage through constant innovation, rising complexity is dramatically eroding the margins of pharma companies. For many companies, particularly larger players, the problem has its roots in the way products are developed. While the focus of the innovation process is medical benet and drug efcacy, R&D and Commercial functions often ignore the implications of formulation and design decisions on product protability. In fact, organizational silos mean some product managers never get a full picture of which elements drive sales or total product cost. Time pressure doesnt help. As they rush to get new variants onto the market, companies rarely have the opportunity to fully consider how customer preferences and cost will play out in the various alternative designs or to conduct all the necessary trade-off discussions between functions. Should a new delivery format be considered for the new product? Does perforation on the blister really add value for the consumer? The fall-out of these imperfect processes is unnecessary cost and complexity, as companies attempt to differentiate using costly product features that are less critical to consumers, for example, or select manufacturing technologies that are expensive to scale up. Pharma companies have used various approaches to reduce the resulting cost and complexity. Some have tried eliminating the tail of low-volume SKUs from their portfolios, for example. Such functionally driven initiatives merely scratch the surface, however. The impact of portfolio reduction efforts is usually limited to cutting the administrative cost of the portfolio, perhaps EUR5-10K per SKU. In practice, individual functions lack the momentum and decision-making power to make signicant and lasting changes to product and portfolio complexity. As a result, complexity continues to rise, and margins go on falling.
Breaking down the silos
161
Design-to-Value is a winning strategy in other industries
design | to | value A fact-based, cross-functional approach to increase product value and reduce cost by selecting the most desired product attributes and their most efficient realization.
The Design-to-Value (DTV) approach aims to create transparency around cost, consumer insights, and alternative design options, by leveraging crossfunctional expertise and analyzing competing approaches. These insights help to drive better product design decisions, allowing companies to balance the imperative to innovate with the need to keep margins in line with stakeholder expectations. Healthcare companies could learn much from other industries. Consumer goods players, for example, have been down the same path of shortened product lifecycles, portfolio proliferation, and pricing pressures from privatelabel manufacturers. They have responded by using Design-to-Value to reengineer their products and safeguard their margins. Kraft Foods is one company that embraces the principles of DTV. The company not only is dedicated to continuous new product development, but also aggressively pursues enhancements to core brands and existing products through improvements in additional consumer benets quality or packaging innovation. For example, it replaced the traditional glass packaging for Miracle Whip with a recyclable plastic jar in the United States with rewarding results: The new consumer-preferred wide-mouth jar lets users easily scrape nearly every last bit of Miracle Whip out of the jar, says Perfecto Perales, Krafts Senior Director of Packaging Research. While the switch to plastic means fewer trucks on the road, since six more pallets of product t on each load. By transporting the product on fewer trucks, weve been able to decrease fuel consumption by 87,000 gallons annually1. Design-to-Value has already demonstrated signicant impact in multiple industries, typically 10 to 40 percent reductions in product cost, and 15 to 25 percent improvements in margin, through a combination of cost reduction and increased sales. The approach also helps to reduce time-to-market by focusing development resources on the product attributes that matter most to customers. DTV has helped companies in other ways, too, for example,
1 The Art of Reduction, Packaging & Converting Intelligence, 2009.
162
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
by bundling proven and well-accepted design concepts into standardized product platforms that reduce the build-up of complexity across the supply chain, or by facilitating the creation of customized low-cost products for emerging markets customers2. Finally, DTV also helps to promote the corporate social responsibility agendaor sustainabilityin an effective and intelligent way.
Is this a good solution for healthcare?
The healthcare industry works in an environment of tight regulatory constraints in product development, and product efcacy will always have the highest priority. Nevertheless, Design-to-Value is highly relevant and applicable for a wide range of products in the industryparticularly in medical devices3, where an increasing number of companies have been exploring the approach to help them translate patient insights into the best feature sets for their products. DTV is also well suited to the OTC business, in which packaging, design, and delivery format innovations play a key role in differentiating the offer. Some cost-reduction opportunities identied by using the approach, such as cheaper packaging solutions, can also be applied to prescription-based pharmaceuticals. One medical device manufacturer, for example, chose the Design-to-Value approach in the face of increasing competition from a new low-cost market entrant that had eroded its market share by 15 percentage points in only ve years. Initially, the company believed that its new competitors products were much more expensive to build than its own, and that it was buying market share with low prices. When it carried out a detailed teardown of the competitors product, however, the company learned that its competitor had a signicant cost advantage in product features and elements that were hidden from the user. In addition, a formal analysis of customer requirements and willingness to pay revealed that the competitor was offering a feature set that matched actual customer needs much more closely than its own. In response, the company identied a number of near- and long-term measures to re-establish the competitiveness of its product range. For example, the new consumer insights were immediately integrated into the sales process while a number of operational actions, such as clean-sheet sourcing4, enabled
2 3 4
Ulf Schrader and Sabine Schulz, Tapping operations to win emerging markets: Questions every pharma executive should consider, on page 95. Sastry Chilukuri, Michael Gordon, Chris Musso, and Sanjay Ramaswamy, Design to value in medical devices, Outpacing Change in Pharma Operations, McKinsey 2010. Clean-sheet costing is a tool used to estimate the cost of a purchased product component through quantifying bottom-up all process steps required to manufacture it. The resulting insights on cost and its drivers can be used as a fact base in supplier negotiations or to generate and assess value and cost reduction ideas.
Breaking down the silos
163
a signicant product cost reduction. Long-term, the company made DTV a priority to avoid repeating its mistakes in future product generations. Design-to-Value is also a powerful tool for leveraging a critical growth opportunity: designing products for the needs of emerging markets. The DTV approach enabled one OTC company to successfully introduce to the Chinese market an oral solid product that was popular elsewhere in the world. The company conducted extensive research among consumers, pharmacies, and other stakeholders to understand how much customers were willing to pay for its products, and which product attributes and package sizes they found most appealing. This research indicated that Chinese consumers would require price reductions of around 30 percent compared to other large emerging markets. In response, the companys engineers identied a series of changes to product composition, packaging, and manufacturing that allowed it to reduce manufacturing costs by half, while retaining critical customer appeal. Within two years, the new low-cost product had successfully penetrated Chinas tier-one cities. Importantly for the company, the changes it had made to both the product and packaging also eliminated the risk that product intended for China would be re-imported into developed markets, threatening its established price position there.
Critical factors to make this powerful approach successful
The Design-to-Value approach is built on three principles: understanding the market needs, fact-based decision-making, and cross-functional teams. Design-to-Value starts and ends with the customer. First, companies must analyze how customers make their buying decisions and how patients handle the product end-to-end. From that analysis, they can then generate actionable recommendations and identify gaps in design against important customer benets. Finally, by doing appropriate qualitative or quantitative studies, they can generate additional insights. Moreover, no matter how skilled their technical and commercial teams are, companies can learn much from the way their competitors design products. Comparison of the appearance of different products on the shelf, for example, can deliver valuable insights into how customers perceive their available treatment options, such as clarity of claims and shelf visibility. Stripping down and comparing their own products packaging and formulations with those of competitors from various regions and price points can also be a powerful tool to challenge existing design solutions, for example, by revealing packaging solutions that use fewer or lower-cost materials or alternative manufacturing processes.
164
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Second, as R&D and design teams are rarely aware of the implications of their decisions on product protability, creating this transparency on alternative options and their cost is another essential element of Design-to-Value. Analysis of the ingredients of an OTC product, for example, showed that the currently used spray-dried version of an ingredient was much more expensive than the more widely available liquid equivalent. The company believed that the more expensive version was required to cover the bitter taste of the active ingredient, but challenging this belief and testing the alternative revealed that avor in the formulation had been improved tremendously over time, so that the more costly ingredient was no longer required. The result was a 33 percent cost saving for the ingredient in question. Finally, the power of the DTV approach lies in bringing together all functional perspectives during product design and optimization. Change in the way products are developed can only happen if engineering capabilities are fully explored, consumer insights are more rigorously integrated, and the valuable ideas that often exist outside the R&D function, for example, in Procurement or Manufacturing, get the momentum they need. The product development teams at consumer goods player Mars, for example, include formal roles for people from plant operations, packaging, marketing, supply chain, and other departments as well as R&D. The companys Consumer and Customer Research function helps to prioritize and quantify the value of new R&D concepts (such as organic versus functional pet food) and systematically identies preferred product elements (such as cans versus trays). Cross-functional teams also help to ensure that the innovative elements of the product can be realized efciently. Any change in processing or recipes suggested by R&D goes through a rigorous review process, and the Supply Chain function plays a key role in managing external as well as internal suppliers of the ingredients, equipment, packaging, and logistics components of a product launch5. The DTV approach not only brings people together but also gives employees from various functions a common language and shared objectivesand when marketing, insight, procurement, and manufacturing share their knowledge and join forces, the results are astonishing. One commercial representative who was engaged in a DTV analysis noted, I felt like the trees were hiding the forest. Once we got into the mindset of challenging what we ourselves had developed during the past years, without blaming each other but looking for better solutionswe saw how much untouched potential there was.
Dave Fusaro, The product development process at Mars R&D, marketing, and plant operations sift through a pipeline full of product ideas with supply chain playing a pivotal role, FoodProcessing.com, 2008.
Breaking down the silos
165
Time for action
If they are not doing so already, CEOs in the healthcare industry should ask themselves whether their organization could benet from the Design-to-Value approach. Do our target customers perceive our products as delivering higher value than competitive offerings? Do we win in all our target segments, or is there an opportunity to grow market share through product improvement? Do we have robust organizational linkages to ensure that insights from patients, physicians, and other stakeholders are translated into the right product development choices? Can we say the same about insights from competitor products? Do we try to analyze or tear down competitive products in order to generate improvement ideas? Do our R&D teams always understand the full cost implications of their decisions? How do they collaborate with other functions to ensure the tradeoffs they make are the best ones for the whole organization? Do we have the processes and organizational willingness to continually review, challenge, and improve existing products as well as new ones? If we dont have all the above elements in place today, what needs to change in our organization to make them happen? Who is the right person to lead that change? *** Even more than for other initiatives, the rst steps in Design-to-Value are probably the most difcult. Because the approach requires both the organization and individuals within it to challenge their own past workand because it should be cross-functional at multiple organizational levelsDTV will not start without a clear trigger and direction from the top. Only the CEO can do this effectively. Design-to-Value should be high on the agenda of every pharma CEO, because it brings back focus on what matters: exciting the consumer while delivering tangible bottom-line impact.
166
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Breaking down the silos
167
Playing in the Champions League: Supply chain lessons from consumer goods companies
Peter De Boeck, Deepak Mishra
Pharma executives need to place more value on supply chain excellence and reconsider the way their supply chains are managed. The best way for pharmacos to get up to date on global best practices is to understand how supply chain champions in other industries simultaneously deliver superior performance in cost, service levels, and capital effectiveness. The value at stake is signicantin consumer goods, for example, supply chain champions achieve on average 4 percent higher EBIT than their peers.
For decades now, executives in the pharmaceutical industry have not viewed supply chain management as especially important. Their indifference appeared to be warranted: high gross margins justied building enormous inventories and did little to encourage management to think about holistic approaches to the supply chain. But that was then. Today, the pressures on the pharmaceutical sector mean that traditional industry mindsets about the value of modern supply chain management practices have to changeand quickly.
168
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
For a start, pharmas that intend to grow in emerging markets will have to apply different supply chain models to be successful. What works to distribute products to consumers in Germany or Japan will not be anywhere as near as effective in rural China. At the same time, demand is becoming more diverse; tender markets, for example, increasingly require enormous exibility in capacity and supply. Quality issues are also driving the need for managers to be accountable for their supply chain practices. As concerns about drug quality become big newsrattling consumer condence and raising regulators hacklesthere are more and more calls for, among other things, better traceability of batches across the full chain. Furthermore, efciency programs have yielded results on cost and inventory across key parts of the value chain, but not necessarily to the bottom line. There is a greater need to see how the supply chain operates from end to end. A typical question might be: What is the value of delivering in a more agile way to the regional warehouse if this just leads to one days worth of additional inventory in that warehouse? Furthermore, research shows that supply chain practices also directly drive differences in performance. In consumer goods, supply chain champions had on average 4 percent higher EBIT than median performersa difference that is directly attributable to superior supply chain performance. Why would this differ in pharma? Initial research shows this could be as high as 7 percent for the pharmaceutical industry1. These are just a few examples to illustrate the increased demands on pharmaceutical supply chains. Now comes the issue of how to respond to those challenges. Although there are real opportunities for improving supply chain management in pharma, there are no easy ways to do so. Managing the supply chain is a complex and constant endeavor. It is markedly different from working to establish operational excellence at a single supply point, such as packing and shipping from one distribution center. All participantsfrom raw materials suppliers and production teams to warehousing staff and transportation providersneed to work together across the chain in a coordinated way to derive the full impact of best practice in supply chain management. This has two direct implications. First, there has to be a clear and easily interpreted supply chain vision. How do we want to organize our supply chain in the future, and why? How does this differ from today? What results do we expect from that new setup? What skills do we need to manage the end-to-end supply chain, and which of those skills do we lack? Without the
McKinsey analysis.
Breaking down the silos
169
alignment of all stakeholders around such a vision, there are perpetual risks of suboptimizing the process and causing friction and mistrust between the business functions involved. The second implication is that there is no room to delegate a supply chain transformation to a staff function or to one of the line functions. Leading and taking a one-directional commitment is a topic for the senior management agenda. In general, it must be a senior managerthe chief executive ofcer, the chief operating ofcer, or a business-unit headwho directly oversees and steers the improvement program and holds the appropriate managers accountable. As pharma executives think about how to re-invent their supply chains, they may be daunted by the enormity of the task. But they can take comfort from the fact that other industries have blazed most of the necessary trails (Exhibit 1.) This article will spotlight what supply chain leaders have been doing in the consumer goods industry. Manufacturers such as Procter & Gamble (P&G), Unilever, and Nestl are some of the exemplarscompanies that can boast long-proven and highly effective practices and continual reinvestment in new thinking about supply chain efciencies. exhibit 1
#16 SC champions Exhibit 1
Top performers achieve
10%
both cost and service advantage
Top performing
companies were found in every category Better service performance
More than 85% of these
90%
leading companies also have top-third inventory performance
Better cost performance
SOURCE: Joint research of McKinsey and Institut fr Supply Chain Management, University of Mnster: Supply Chain Champions survey, of 32 CPG companies from different categories in food and home/personal care"
Of course, it is easy for pharma executives to point to the many differences between their sector and consumer goodsdifferences that do indeed place constraints on the ability to improve performance. Just one example:
170
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Product portfolios in pharma are far more complex than is typical of families of consumer goods products; average revenues per stock-keeping unit (SKU) can be many times higher. Complexity involves longer production lead times, multi-stage manufacturing, the need to never be out of stock because of the implications for patients, and the stringent quality regulations that govern the industry. The counter-argument is that it is also true that many aspects of pharmas supply chains are simpler than those in consumer goods. For instance, there is little sudden variability and predictability in demand for most pharmaceutical products after launch by contrast with consumer products such as yogurt, mobile phones, or apparel. In short, we contend that the intrinsic differences are not enough to prevent pharma executives from adopting proven practices from the consumer business. So, what are the specics that pharma managers can learn from their colleagues in consumer goods? Most important, supply chain champions focus on many fronts simultaneously. We have identied three elements that should form part of any successful pharma supply chain vision and transformation, and have tried to set out the practices that distinguish great supply chain performance from merely good practice. These elements are: managing a from-the-customer-back supply chain, mastering complexity management, and excelling at launch excellence. These last two are of increasing importance as the lifetimes of pharmaceutical products shrink. Lets look at each in more detail.
1. From the customer back: An end-to-end view of the supply chain
The good news is that over the last ve years, many pharma companies have indeed improved the level of transparency in their supply chains. One pharmaceutical company recently testied that it has close to real-time information on its end-to-end inventory levels of global product ows. However, the companys management structures and incentive systems have not moved at the same pace. Despite the transparency that the pharma operations managers enjoy, its inventories are still often managed at a single supply pointthe local commercial organization, for example. Only a few pharmas have succeeded in transforming their operations so that they can manage their supply chains on an end-to-end basisevaluating and integrating every step from the customers receiving dock all the way back to suppliers own suppliers shipping departments. For example, it
Breaking down the silos
171
is still common for there to be a split in the distribution chain between the technical operations and the commercial function, where operations activities are responsible only for delivering the goods to the country warehouseat which point the commercial function takes over. By denition, that means that pharma is not applying a customer-back approach. To illustrate that point, lets look at what global consumer goods companies are doing. First, in a customer-back supply chain, every relevant decision starts from a clear understanding of what drives value for customers. It is important to understand whether customers put a higher premium on more frequent delivery than on shorter lead times, and then to tailor the service offerings specically against those customers prioritized needs. For example, P&Gs supply chain is targeted at ensuring quality at the consumers moment of truththat is, when the consumer picks up the Tide detergent or the Vicks cold medication at the shelf. This not only puts the focus of supply chain activity squarely on on-shelf availability but also shows that product quality, merchandising, and packaging quality are inuential levers, too. Today, pharma companies are not especially procient at this level of targeting. We contend that they probably need to pay more attention to it since their customer base is becoming more diverseranging from retailers to hospitals to government tendersand is thus likely to require different consumer outcomes of the supply chain. Second, the tendency among pharma companies has been to view their supply chains as covering activities from product development to customer delivery and then to split them into an upstream function focused on manufacturingand a downstream function focused on logistics, planning, and customer service. The driver for this was a justiable need to focus on product quality, good manufacturing practices (GMP), and regulatory compliance in high-growth environments. But the silos that result prevent senior managers from optimizing end-to-end performance. They make it much more difcult to make the appropriate trade-offs among cost, inventory, and service in the situations where all three factors matter a great deal to customers. Consumer goods companies dont split their supply chains. At organizations such as Unilever, supply chain responsibility and accountability are clearly tracked from farm to shelf. This enables real end-to-end optimization in how the supply chain is organized and resourced, how cross-cutting processes such as sales and operations planning (S&OP) work, and how incentives are shared. Third, true customer-back supply chains go beyond the boundaries of the company itself. High levels of cooperation (with retailers, suppliers, and
172
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
third-party logistics providers) jointly drive improvements on an end-to-end basis, ensuring that there is no suboptimization at the company level. P&G and Unilever have deep collaborative supply chain relationships with major retailers such as Walmart and Tesco and also with major distributors in emerging markets such as India. Together with senior managers in those varied retail channels, P&G managers plan joint sales targets, inventory levels, and replenishment frequencies as well as the transportation routes that best optimize end-to-end supply chain costs. Fourth, most consumer goods companies are expert at differentiating their supply chain models according to their products and customer segments. For example, P&G regularly differentiates in how it congures and plans for high-volume, low-variability productsfocusing on replenishment rather than forecasts, conguring factories for scale and long batch runs, and organizing just-in-time supplies of raw materials. For its promotions or new products, where the volumes may be lower but the variability can be much higher, the company deploys more of a push approach or engineers more agility into the appropriate supply chain conguration, which is supported by a forecast. This means that the endto-end chain for a product is planned according to its size and product characteristicsthat is, according to demand variability. With this segmentation, most consumer goods companies also stand out for their seamless cross-functional processesin particular, for their activities with S&OP, new product development, strategic planning and capital expenditure, and order to cash. These processes genuinely make it easier to reach decisions that are the best mix of cost, service, agility, and other relevant factors. For example, most fast-moving consumer goods players use an S&OP process, backed by market-based demand planning, regional supply planning, and site-based scheduling. Those efforts are tightly integrated not only with nancial planning and budgeting but also with management of commercial activity in order to best balance supply and demand. For their part, most pharma companies still tend to place long leadtime internal orders between their commercial markets and their global manufacturing hubsa practice that can create frequent disconnects on the supply side and limit the organizations ability to react quickly to changes in demand or margin structures. Fifth, the consumer sector is heavily dependent on key metrics. Most producers of fast-moving consumer goods gauge their supply chain performance not just on conventional measures such as inventory levels or cost of goods sold (COGS), but also on metrics that are shared with their commercial functionssuch as gross margin, customer-service levels, and
Breaking down the silos
173
time-to-market, appropriately supported by joint-reward structures. This ensures that the companies supply chain functions manage the careful balance between delivering the commercial goals and optimizing supply chain functions. If pharma executives are to determine whether their supply chains are truly customer back, they have to judge the progress of their supply chain transformations against each of these ve characteristics.
2. Mastering complexity management: Simpler is better
Many companiescertainly pharma companiesstruggle with mature portfolios that generate a great deal of complexity and drive hidden costs within the system. Some organizations have been successful at rationalizing their product portfolios, yet very few have been able to scale those efforts from one-off SKU rationalization to a continuous approach to complexity management that is part of the institutional fabric of the organization. One beverages company has recently put in place a cross-functional process for managing its product portfolio. The process spans its R&D, marketing, and supply chain operations; the cross-functional team meets quarterly to make joint decisions about new products, rationalization, and harmonization of SKUs and packaging formats. The groups value engineering and technology decisions drive gross margin improvement across its operations. To help make this cross-functional process even more effective at combating complexity, the beverages producer has designed a number of category platformscombinations of recipes and packaging formatsthat are fully standardized across the company. The portfolio management process then encourages the adoption of elements of the approved platform standards during new product development; that way, the company can build scale in purchasing while becoming agile in manufacturing. Some pharmas do make use of a similar approach for certain parts, but our observations indicate that such approaches are rarely as institutionalized or as well integrated across functions as they are in consumer goods. Complexity can often be the result of the siloed efforts of sales and marketing organizations, which are motivated to create new products, explore new market opportunities, and respond to emerging customer needs. As they do so, new products and variants tend to proliferate, creating portfolios with long tails of niche offerings. A consumer goods maker we know, for example, recently found that nearly one-third of the 6,400 SKUs in its product portfolio together represented just
174
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
1 percent of total revenues. This complexity comes at a cost; economies of scale dictate that low-volume products cost more to make per unit than highvolume ones. The company found that its production costs for low-volume products were 129 percent higher than those for its best-sellers. Low-volume products also require a disproportionate effort in sales and administrative processes. And they drive up supply chain costs: Its necessary to hold high inventory levels to meet agreed-upon service levels across a broad range of low-volume products. When all of these extra costs are taken into account, the impact can be eyeopening. One company found that 25 percent of its SKUs actually lost money. In the face of these numbers, companies might be tempted to take an axe to the long tails of their product portfolios. However, blind axe-swinging based on sales gures alone often does more harm than good. Some lowvolume products have benets that outweigh their costs; only through close collaboration across functional boundaries can companies make the right decisions. Such collaboration wont eliminate the need for more carefully segmented supply chain strategies, but it should help to ensure that such efforts are well targeted.2 A pharma can start to claim mastery of complexity management if it masters a few of the traits of the true supply chain champions. First, a senior executive should check to determine whether proper cross-functional portfolio review processes are in place. Otherwise, complexity management is really just a one-off exercise in SKU reduction. Cross-functional typically means ensuring that the team includes representatives from procurement, supply chain, R&D, and marketing. The dialogues should start from a detailed, fact-based understanding of the true drivers of complexity costs, with full transparency of complexity costs. Second, all of these activities should be embedded in a portfolio review process that combines a quarterly review of the protability of each product in the portfolio with integrated decision-making about which SKUs to rationalize, value-engineer, and invest in. This should involve more than just the cutting of SKUs; it must enable managers to structure product platformsfrom which portfolios of products can be producedand must lead to an asset strategy to fully capture the benets of the efforts.
3. Excelling at product launch: Off to a good start
Launch excellence is becoming an increasingly important topic for companies in every industry. This is particularly so in pharma because the window for
Christoph Glatzel, Jochen Gropietsch, and Ildefonso Silva, Is your top team undermining your supply chain? McKinsey Quarterly, January 2011.
Breaking down the silos
175
176
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
beneting fully from product exclusivity is always shrinking, while cost factors are putting more and more pressure on the traditional methods of building launch inventory. Our experience indicates that supply chain champions focus on several key factors in order to execute their product launches efciently and effectively. To begin with, they integrate supply chain and R&D tightly into a clear categoryfocused backbone. Fast-moving consumer goods companies are especially adept at this. For example, a major food producer is simultaneously developing a supply chain hub in Europe and an R&D hub in the same location. This initiative has made it easier to build cross-functional category launch teamsacross procurement, manufacturing, engineering, R&D, and packagingand to form the new product development category platform for each product category. As a result, when regional marketing staff come up with new product ideas, this cross-functional category group can rapidly develop and test prototypes, re-use components, develop quick costings for product and capital expenditure, create capacity in pilot plants to test commercialization and feasibility, and work jointly with material, equipment, and contract manufacturing suppliers to bring the product rapidly to market at the lowest cost. The net result: The food company acquires a major competitive edge. Supply chain champions are also notable for involving supply chain professionals and practices early in every new product development process. They have dedicated activity managers from the supply chain group who project-manage launches. They also tend to involve suppliers in the early stages of the innovation process. Moreover, the champions are quick to use virtual computer-aided design/ computer-aided manufacturing (CAD/CAM) concurrent design technologies to collaborate on new product designs among their manufacturing, R&D, and marketing teamsand often with their suppliers, as well. The supply chain champions also stand out because they bring an innovation mindset to their supplier relations and to their sourcing strategies in general. For example, they ensure that their contracts with suppliers of raw materials or packaging materials have exibility built into the volumes and lead times for their planned new products. In such cases, the champions will often pay for pre-launch stock-building. They will also write innovation partnering clauses into their contracts with suppliers. Supply chain exemplars also have dedicated agile factories, or lines within factories that are dedicated to innovation. The effectiveness of those facilities is gauged by factors such as how quickly they can move new product to
Breaking down the silos
177
market, not by conventional measures such as overall equipment effectiveness or conversion costs. Indeed, time-to-market will often be an explicit performance indicator for the supply chain organization. *** These days, there is a clear competitive advantage to be gained by improving the effectiveness of the pharma supply chain. Thats evident in the 4 percent EBIT margin edge that supply chain champions in the consumer sector have over their peers. There is indeed a great deal to be learned from the global consumer goods companies, where the champions excel at addressing their supply chains from the retail shelf backward, combating supply chain complexity, and getting new products to market quickly. The issue of excellence in supply chain management is no longer just about inventory optimization or lowest production costs or rapid shippingit is all of those factors and more, geared to the needs of discrete groups of customers. Pharma COOs must now work to reinvent their supply chain practices, with the executive suite ensuring real collaboration across functions and embedding a new capability in the organization.
179
Appendix
180
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Appendix
181
Trends shaping up the pharma industry
Vanya Telpis Historically, pharma has been amongst the best-performing industries. In the last half-century, it has generated better returns than the S&P 500 for more years than have most other sectorscertainly better than telecommunications, semiconductors, computers, oil, defense, chemicals, and paper. Overall, the industrys revenue pool has more than doubled over the past 20 years, and its prot pool has expanded more than threefold1. However, in recent years, the industry has found itself at a crossroads. Its base of revenue and prot renewal has been eroding fast in the face of several major challenges: Portfolios and pipelines have weakened signicantly. Returns on R&D have fallen by more than half, suppressed by reduced value creation and rising R&D costs. Drugs worth more than US$250 billion will lose patent protection between 2013 and 2017, putting 60 percent of the revenues of top 10 pharma companies at risk 2. Periods of exclusivity have dropped from 13.8 to 11.2 years on average over the last 15 years3. Of even more
1 2 3
S&P Capital IQ Unit; McKinsey analysis. Evaluate Pharma, McKinsey analysis. Henry G. Grabowski and Margaret Kyle, Generic Competition and Market Exclusivity Periods in Pharmaceuticals, Managerial and Decision Economics, JuneAugust, 2007.
182
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
concern: Pharmacos have slowed R&D spending given the challenges of maintaining, let alone improving, R&D productivity in the labs. The consequences are worrisome: Of the drugs launched between 1997 and 2007, 60 percent failed due to lack of differentiation4. Whatever innovation there is often is focused on secondary product features. Pharmacos are facing higher complexity everywhere. Generating fewer blockbusters, their success now rides more on niche products, usually produced in smaller batches. Their supply chains are becoming far more fragmented as they work to establish a presence in new markets and develop global networks of suppliers and distributors. The pharma industry is being transformed by an unprecedented shift to generics, including the emergence of a small but growing biosimilars market. Generics currently represent more than a quarter of all pharma sales worldwide, and are growing at twice the rate of branded drugs, meaning that they are expected to account for about 40 percent of aggregate pharma revenues by 20155. More and more healthcare systems are challenging the status of pharma prices through radical reforms of structure, funding, or organization as well as through reactive cuts linked to recent economic conditions. For example, the government of the Netherlands recently introduced healthcare reforms and capped the amount it is willing to pay for many popular drugs. Germany has introduced a tender system in which payors ask pharmacos to bid for contracts to supply specic molecules or portfolios of products. In the United States, where healthcare costs as a percentage of GDP are the worlds highest, the system is shifting from feefor-service payments to outcome-based reimbursement. Healthcare systems are also looking to improve quality and increase safety and access. Part of the challenge for both companies and authorities is the increased globalization of both clinical and commercial supply chains. Adding to the challenge is the greater complexity of products to be evaluated, often without precedent or clear legislative framework. The world is getting hot, at, and crowded. In the United States, warning letters from the federal Food and Drug Administration have proliferated by more than 300 percent over the last ve years. Between one and three consent decrees are issued every year, resulting in millions of dollars in nes, lost revenues, and increased expenses. In some new markets, counterfeit drugs represent anywhere from 10 percent to 30
4 5
Matthias Evers, Petra Jantzer, Valentina Sartori, and Michael Steinmann, Value-driven drug developmentunlocking the value of your pipeline, McKinsey 2009, citing Pharmaprojects, APM Health Europe, Evaluate Pharma, McKinsey analyses. Global Spending on Generics to Skyrocket Worldwide, IMS Says, June 9, 2011, International Pharmaceutical Regulatory Monitor citing IMSs Global Use of Medicines report.
Appendix
183
percent of all sales. Unexpected risks, including political crises and natural disasters, can trigger global supply disruptions and lost revenue. However, the industry has brighter prospects, too. New opportunities are emerging for pharmacosnew markets and consumers, new technologies, and more efcient operations: Emerging markets are poised to bring in a billion new consumers, almost all of them currently unserved or at least underserved. Collectively, emerging markets will represent approximately 45 percent of global GDP by 2018 and are expected to grow twice as fast as developed markets in the 20082018 period 6. Pharma sales growth at 10 to 20 percent annually in the largest emerging markets, already eclipses the 2 to 3 percent growth found in developed markets7. While the largest new markets are in BRIC countries (China alone will soon represent nearly a third of the worlds pharma sales), there is great potential in the next wave of emerging markets in Africa, Asia, and Latin America. The increased healthcare needs of an aging population will be a factor in all developed markets as well as in key emerging markets such as China. For example, according to the Organisation for Economic Co-operation and Development (OECD), the population aged 65 years and older will be 240 million in 2020up from 98 million in 1980. And the OECD estimates that the current annual healthcare cost of a 75-year-old is 10 times that of a 35-year-old. Lifestyle and chronic illnesses are also on the rise. According to the World Health Organization (WHO), in 2008, 63 percent of all deaths were due to chronic noncommunicable diseases (NCDs), projected to increase by 15 percent globally between 2010 and 2020, with the greatest increase expected in low- and middle-income regions8. Biotechnologies will continue to ourish and provide an innovation engine for the industryespecially important as product differentiation becomes more valuable. The large-molecule market is expected to grow at twice the rate of small molecules, driven by major scientic advancessuch as protein biology/complex molecules, large molecule synthesis, and genomics/personalized medicineand by the need for more specialized and integrated approaches to treatment. Pharmacos continue to emphasize operational improvements and to redress operational inefciencies. Most big pharmacos have announced and implemented aggressive cost reduction programs. Lean transformations and continuous improvement initiatives are now common in the industrya huge shift in thinking compared to 10 years ago.
6 7 8 Global Insights World Overview. Espicom Business Intelligence, Bernstein Report 2009, McKinsey analysis. Global status report on noncommunicable diseases 2010, World Health Organization.
184
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
185
Authors
We welcome your thoughts and reactions to the topics and ideas in this book. Please contact our practice manager or any of the authors individually. Jamie Cattell (Jamie_Cattell@mckinsey.com) is a principal in the London office Sastry Chilukuri (Sastry_Chilukuri@mckinsey.com) is an associate principal in the New Jersey ofce Peter De Boeck (Peter_De_Boeck@mckinsey.com) is a principal in the Brussels ofce Thomas Ebel (Thomas_Ebel@mckinsey.com) is an associate principal in the Dsseldorf ofce Jasmin Frick (Jasmin_Frick@mckinsey.com) is a consultant in the Munich ofce Ted Fuhr (Ted_Fuhr@mckinsey.com) is an associate principal in the New Jersey ofce Katy George (Katy_George@mckinsey.com) is a director in the New Jersey ofce Wolf-Christian Gerstner (Wolf-Christian_Gerstner@mckinsey. com) is a consultant in the Hamburg ofce Andrew Gonce (Andrew_Gonce@mckinsey.com) is an associate principal in the Atlanta ofce Noel Greenberger (Noel_Greenberger@mckinsey.com) is a consultant in the Chicago ofce Jeff Holland (Jeff_Holland@mckinsey.com) is an expert in the Toronto ofce David Keeling (David_Keeling@mckinsey.com) is a director in the Chicago ofce Nasser Khan (Nasser_Khan@mckinsey.com) is a consultant in the Philadelphia ofce
186
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
David Knott (David_Knott@mckinsey.com) is a director in the New York ofce Kerstin Kubik (Kerstin_Kubik@mckinsey.com) is a consultant in the Vienna ofce Martin Lsch (Martin_Loesch@mckinsey.com) is a director in the Stuttgart ofce Cedric Losdat (Cedric_Losdat@mckinsey.com) is a consultant in the Brussels ofce Deepak Mishra (Deepak_Mishra@mckinsey.com) is a principal in the London ofce Venu Nagali (Venu_Nagali@mckinsey.com) is an expert in the New York ofce Janice Pai (Janice_Pai@mckinsey.com) is an associate principal in the New Jersey ofce Louis Rassey (Louis_Rassey@mckinsey.com) is a principal in the Chicago ofce Paul Rutten (Paul_Rutten@mckinsey.com) is a principal in the Amsterdam ofce Alberto Santagostino (Alberto_Santagostino@mckinsey.com) is a consultant in the Copenhagen ofce Frank Scholz (Frank_Scholz@mckinsey.com) is a principal in the Chicago ofce Ulf Schrader (Ulf_Schrader@mckinsey.com) is a principal in the Hamburg ofce Sabine Schulz (Sabine_Schulz@mckinsey.com) is a consultant in the Berlin ofce Navjot Singh (Navjot_Singh@mckinsey.com) is a principal in the New York ofce Vanya Telpis (Vanya_Telpis@mckinsey.com) is a senior knowledge expert in the New Jersey ofce Marco Ziegler (Marco_Ziegler@mckinsey.com) is a principal in the Tokyo ofce
for more information please contact the practice manager at Vanya_Telpis@mckinsey.com or +1 (973) 549 6620
187
McKinsey on Pharma Operations
Where do these perspectives come from? Deep and broad experience: largest Operations consultancy worldwide; operations represent 25% of all McKinsey work (1000+ engagements per year) Leading and shaping corporations: serve ~75% of Fortune 100 on Operations; more than 50% of the leading pharma, generics, biotech and medical device companies Academia and experts: privileged collaborations with leading operations universities, internal and external experts Shop oor to board room: about half of our operations work is sleeves-rolled-up on the shop oor Sustained impact: McKinseys structured transformation approach delivers 3 time more sustained value than traditional cost reductions
What is unique about our capabilities? Expertise: 400+ ex-Toyota and ex-GE leaders, black belts and lean experts; 5 McKinseyowned working lean factories as operations training centers for clients and internal consultants Tools: POBOS industry benchmarking of 80% of pharma industry; diagnostics approach proven over 1000 times across industries; proprietary methods to improve front line performance; and much more Skills: Combine Operations and Organization capabilities, technical skills and change skills, plus training, coaching and lean accreditation, to build rapid performance and sustained organizational health Global: Capabilities and experts across every region of the world; 99 ofces in more than 50 countries; native in all key languages; consistent approach and tools worldwide
Who can I ask for more information? Online: We host the largest online Operations community. Look for us on the internet: https://operations-extranet.mckinsey.com Our clients: Ask and we will connect you with CEOs and Heads of Operations Any one of the authors: Call, write or email us
188
Operations for the Executive Suite: Opening new horizons for current and future pharma leaders
Selected McKinsey ofces Out of 99 ofces in more than 50 countries
Beijing 19/F South Tower Beijing Kerry Centre 1 Guang Hua Road Beijing 100020 China, Peoples Republic of Tel: +86 (10) 65613366 Brussels 2Avenue Louise 480 - B 23 Brussels 1050 Belgium Tel: +1 (312) 551-3500 Hamburg Am Sandtorkai 77 20457 Hamburg Germany Tel: +49 (40) 361210 Silicon Valley 3075A Hansen Way Palo Alto CA 94304 United States Tel: +1 (650) 494-6262
Tel Aviv Ackerstein Towers 11 Hamanom Street Herzliya Pituach 46725 Israel Tel: +972 (9) 9718500 London No. 1 Jermyn Street London SW1Y 4UH United Kingdom Tel: +44 (20) 78398040 New Jersey 600 Campus Drive Florham Park NJ 07932-1046 United States Tel: +1 (973) 549 6600
Johannesburg Sandown Mews, East 88 Stella Street Sandown 2196 South Africa, Republic of Tel: +27 (11) 506 8000
Chicago 21 South Clark Street, Suite 2900 Chicago, IL 60603-2900 United States Tel: +1 (312) 551-3500 Delhi Plot No. 4 Echelon Institutional Area Sector 32 Gurgaon Haryana 122001 India Tel: +91 (124) 6611000 Dubai Level 4, Building 4 Dubai International Financial Centre PO Box 33538 Dubai Tel: +971 4 389 9000
Stuttgart Birkenwaldstrae 149 70191 Stuttgart Germany Tel: +49 (711) 25535
Sydney Level 35 88 Phillip Street Sydney 2000 Australia Tel: +61 (2) 82731600
New York 55 East 52nd Street 16th Floor New York NY 10055 United States Tel: +1 (212) 446-7000
Tokyo Roppongi First Bldg, 9F 9-9 Roppongi 1-chome Minato-ku Tokyo 106-8509 Japan Tel: +81 (3) 55622100
189
Copyright McKinsey & Company All rights reserved 2012
Das könnte Ihnen auch gefallen
- HBR's 10 Must Reads on Strategy (including featured article "What Is Strategy?" by Michael E. Porter)Von EverandHBR's 10 Must Reads on Strategy (including featured article "What Is Strategy?" by Michael E. Porter)Bewertung: 4.5 von 5 Sternen4.5/5 (25)
- Lean Comes To Pharma Feb 2010 tcm81-121416Dokument6 SeitenLean Comes To Pharma Feb 2010 tcm81-121416Luz SuredoNoch keine Bewertungen
- How to Apply Marketing Theories for "The Marketing Audit": 27 Theories Practical Example insideVon EverandHow to Apply Marketing Theories for "The Marketing Audit": 27 Theories Practical Example insideNoch keine Bewertungen
- Background of The Company: Vision Statement of Squre PharmaceuticalsDokument5 SeitenBackground of The Company: Vision Statement of Squre PharmaceuticalsDevid LuizNoch keine Bewertungen
- Marketing Management Worked Assignment: Model Answer SeriesVon EverandMarketing Management Worked Assignment: Model Answer SeriesNoch keine Bewertungen
- Enterprise Growth PlanDokument13 SeitenEnterprise Growth PlanPiyush Chirania100% (1)
- The New Role of R&D: Why and How Does It Need To Change?Dokument9 SeitenThe New Role of R&D: Why and How Does It Need To Change?Rosemarie TrumanNoch keine Bewertungen
- The Well-Time Strategy Managing The Business CycleDokument9 SeitenThe Well-Time Strategy Managing The Business CycleLejla ArapcicNoch keine Bewertungen
- Venture Catalyst (Review and Analysis of Laurie's Book)Von EverandVenture Catalyst (Review and Analysis of Laurie's Book)Noch keine Bewertungen
- Value Creating PurchasingDokument13 SeitenValue Creating Purchasingmanish.cdmaNoch keine Bewertungen
- The Well-Timed Strategy (Review and Analysis of Navarro's Book)Von EverandThe Well-Timed Strategy (Review and Analysis of Navarro's Book)Noch keine Bewertungen
- Beyond The Storm Launch Excellence in The New NormalDokument76 SeitenBeyond The Storm Launch Excellence in The New NormalMaharshi PatelNoch keine Bewertungen
- Beyond The Storm Launch Excellence in The New NormalDokument76 SeitenBeyond The Storm Launch Excellence in The New NormalAmit SahaNoch keine Bewertungen
- The Eight Essentials of Innovation PerformanceDokument16 SeitenThe Eight Essentials of Innovation PerformanceKushal KothariNoch keine Bewertungen
- Strategic Management: Semester III Assignment 12Dokument4 SeitenStrategic Management: Semester III Assignment 12medha surNoch keine Bewertungen
- x3 White Paper 3Dokument9 Seitenx3 White Paper 3djdazedNoch keine Bewertungen
- Competing For The Future - Hamel&prahaladDokument15 SeitenCompeting For The Future - Hamel&prahaladgendut_novriNoch keine Bewertungen
- Strategic Management 6Dokument158 SeitenStrategic Management 6zakria100100Noch keine Bewertungen
- Issues For Review and DiscussionDokument7 SeitenIssues For Review and DiscussionBasma PandaNoch keine Bewertungen
- Understanding New Commercial Models For PharmaDokument32 SeitenUnderstanding New Commercial Models For PharmamazharizedNoch keine Bewertungen
- BCG The Art of The Launch Feb 12 tcm9-106370Dokument10 SeitenBCG The Art of The Launch Feb 12 tcm9-106370virenNoch keine Bewertungen
- Roland Berger - Pharmaceutical Industry Study 2012 - Fight For ProfitabilityDokument44 SeitenRoland Berger - Pharmaceutical Industry Study 2012 - Fight For Profitabilityapritul3539Noch keine Bewertungen
- Medical Devices - The-Strategic ImperativesDokument24 SeitenMedical Devices - The-Strategic ImperativesMario RamosNoch keine Bewertungen
- Operational StrategyDokument2 SeitenOperational Strategyusme314Noch keine Bewertungen
- Product InnovationDokument51 SeitenProduct Innovationvelaku123Noch keine Bewertungen
- Article Summary 19M067 To 19M075Dokument14 SeitenArticle Summary 19M067 To 19M075jyothi vaishnavNoch keine Bewertungen
- 2015 Intl2nd VargasDokument4 Seiten2015 Intl2nd VargasRadhika SharmaNoch keine Bewertungen
- The Innovation Premium: Capturing The Value of CreativityDokument10 SeitenThe Innovation Premium: Capturing The Value of CreativityALEJANDRO VILLAFAÑENoch keine Bewertungen
- Business Model - ChallengeDokument24 SeitenBusiness Model - ChallengeArun KumarNoch keine Bewertungen
- PWC Unleashing The Power of InnovationDokument14 SeitenPWC Unleashing The Power of InnovationIpdmaq AbimaqNoch keine Bewertungen
- Pharma Lean PDFDokument56 SeitenPharma Lean PDFviswanath856Noch keine Bewertungen
- Deep Change: How Operational Innovation Can Transform Your CompanyDokument2 SeitenDeep Change: How Operational Innovation Can Transform Your CompanyAvinash HadaNoch keine Bewertungen
- Strategic Management Concepts and Cases 1st Edition Dyer Solutions ManualDokument37 SeitenStrategic Management Concepts and Cases 1st Edition Dyer Solutions Manualessiedykespro100% (15)
- Future PharmaDokument40 SeitenFuture PharmaRobert GrayNoch keine Bewertungen
- Case Analysis of Novartis Pharmaceutical - A Business Unit Model, Lovely Professional UniversityDokument9 SeitenCase Analysis of Novartis Pharmaceutical - A Business Unit Model, Lovely Professional UniversitySandip Kumar100% (2)
- Gitam Institute of Management Business Policy and Strategic Management Assignment-3 (Article Summary)Dokument7 SeitenGitam Institute of Management Business Policy and Strategic Management Assignment-3 (Article Summary)Nagendraprasad PuppalaNoch keine Bewertungen
- Improving Working Capital-The Next Step in Big Pharma's Transformation EffortsDokument4 SeitenImproving Working Capital-The Next Step in Big Pharma's Transformation EffortssmartsandyNoch keine Bewertungen
- Five Elements of Success in The Global Chemicals Industry: Achieving Operational ExcellenceDokument3 SeitenFive Elements of Success in The Global Chemicals Industry: Achieving Operational ExcellencemittleNoch keine Bewertungen
- Strategic ManagementDokument5 SeitenStrategic ManagementJm LosinNoch keine Bewertungen
- Analysis of Information System Implementation: Procter and GambleDokument8 SeitenAnalysis of Information System Implementation: Procter and GamblekarthikNoch keine Bewertungen
- Strategic ManagementDokument5 SeitenStrategic ManagementMarc Eric RedondoNoch keine Bewertungen
- Nasrin Latif Shooshtari & Sr. Blessing OkereDokument18 SeitenNasrin Latif Shooshtari & Sr. Blessing OkereTania Garcia CejaNoch keine Bewertungen
- PPM Us en WP Catalyst PmoDokument9 SeitenPPM Us en WP Catalyst PmoBunmi Olatemiju LijofiNoch keine Bewertungen
- Deloitte - Global Commercial Launch Maturity ToolDokument11 SeitenDeloitte - Global Commercial Launch Maturity ToolemilioNoch keine Bewertungen
- Case Maps of StrategyDokument15 SeitenCase Maps of Strategymeherey2k100% (1)
- Organizational Transformation in Pharmaceutical IndustryDokument21 SeitenOrganizational Transformation in Pharmaceutical IndustryMahiya QaziNoch keine Bewertungen
- CHAPTER 20 - REBATO - Introducing New Market OfferingsDokument29 SeitenCHAPTER 20 - REBATO - Introducing New Market OfferingsJeswel RebatoNoch keine Bewertungen
- The Rise of The Next Generation of Medtech MilkmenDokument20 SeitenThe Rise of The Next Generation of Medtech MilkmenJimmy ChoiNoch keine Bewertungen
- P&G v1Dokument4 SeitenP&G v1Kiran Kumar Reddy RayaNoch keine Bewertungen
- Strategy Implementation and ControlDokument43 SeitenStrategy Implementation and ControlDr Rushen SinghNoch keine Bewertungen
- 1 Eli Lilly Case StudyDokument5 Seiten1 Eli Lilly Case Studytiiworks50% (2)
- SCM Perfect Prod LaunchDokument12 SeitenSCM Perfect Prod LaunchHaris JanooNoch keine Bewertungen
- Business Strategies and Competitive Advantage: The Role of Performance and InnovationDokument31 SeitenBusiness Strategies and Competitive Advantage: The Role of Performance and InnovationNeeraj KumarNoch keine Bewertungen
- Strategic ManagementDokument8 SeitenStrategic ManagementMargo ShaezNoch keine Bewertungen
- Lean PerformanceDokument45 SeitenLean PerformanceEdgar PedrazaNoch keine Bewertungen
- MedicinMan June 2012 IssueDokument20 SeitenMedicinMan June 2012 IssueAnup SoansNoch keine Bewertungen
- The Five Types of Successful AcquisitionsDokument7 SeitenThe Five Types of Successful AcquisitionsConsulter TutorNoch keine Bewertungen
- Sanofi FInal ReportDokument37 SeitenSanofi FInal ReportEmmara MoidNoch keine Bewertungen
- Disposable Diaper - Group 9Dokument10 SeitenDisposable Diaper - Group 9Rahul100% (1)
- Environmental Economics Canadian 4th Edition Field Test Bank Full Chapter PDFDokument42 SeitenEnvironmental Economics Canadian 4th Edition Field Test Bank Full Chapter PDFchristabeldienj30da100% (13)
- Strategic Alliance in India Pharmaceutical in DustryDokument21 SeitenStrategic Alliance in India Pharmaceutical in DustryJagriti SinghNoch keine Bewertungen
- NSSMC en Ar 2013 All V Nippon SteelDokument56 SeitenNSSMC en Ar 2013 All V Nippon SteelJatin KaushikNoch keine Bewertungen
- Master Engineering Engineering ManagementDokument4 SeitenMaster Engineering Engineering ManagementDhanushNoch keine Bewertungen
- Top Glove PDFDokument39 SeitenTop Glove PDFWan Khaidir71% (7)
- pAC PDFDokument248 SeitenpAC PDFSuumit AroraNoch keine Bewertungen
- GSK Annual Report 2010Dokument216 SeitenGSK Annual Report 2010izharkhanNoch keine Bewertungen
- Jugaad: A Breakthrough Growth StrategyDokument7 SeitenJugaad: A Breakthrough Growth StrategyNalini Ranjan MuduliNoch keine Bewertungen
- Manual OSLODokument93 SeitenManual OSLODinca GabrielaNoch keine Bewertungen
- A Global View of Bio-Based Industries - Benchmarking and Monitoring Their Economic Importance and Future Developments PDFDokument84 SeitenA Global View of Bio-Based Industries - Benchmarking and Monitoring Their Economic Importance and Future Developments PDFCarlotta C.Noch keine Bewertungen
- The Management of Innovation and Technology - The Shaping of Technology and Institutions of The Market Economy - J Howells (Sage Publications LTD)Dokument301 SeitenThe Management of Innovation and Technology - The Shaping of Technology and Institutions of The Market Economy - J Howells (Sage Publications LTD)Edward100% (2)
- Internal Scanning: Organizational Analysis: Session 3Dokument40 SeitenInternal Scanning: Organizational Analysis: Session 3YOLAPOHANNoch keine Bewertungen
- WAI CHI LIGHTING (English Version) - 20101203Dokument64 SeitenWAI CHI LIGHTING (English Version) - 20101203hkrx2001Noch keine Bewertungen
- Project Report On Printing IndustryDokument67 SeitenProject Report On Printing Industrykalyani anwekarNoch keine Bewertungen
- The Food & Beverage Industry in GermanyDokument16 SeitenThe Food & Beverage Industry in Germanymarcus0% (1)
- Iasi County ITCDokument25 SeitenIasi County ITCAlia PopaNoch keine Bewertungen
- Country Report MyanmarDokument34 SeitenCountry Report MyanmarAchit zaw tun myatNoch keine Bewertungen
- Strategic AssignmentDokument3 SeitenStrategic Assignmentjukilili311550% (4)
- Corporate Presentation of RanbaxyDokument26 SeitenCorporate Presentation of Ranbaxyssingh740Noch keine Bewertungen
- Analysis of Brand Promotions and Successful Marketing Strategies of Parag Milk FoodsDokument20 SeitenAnalysis of Brand Promotions and Successful Marketing Strategies of Parag Milk FoodsMandar mahadikNoch keine Bewertungen
- Creating New Market SpaceDokument5 SeitenCreating New Market SpacePriyank BavishiNoch keine Bewertungen
- Bushee-1998-AR-influence of Institutional Investors On Myopic R&D InvestmentDokument30 SeitenBushee-1998-AR-influence of Institutional Investors On Myopic R&D InvestmentGokulNoch keine Bewertungen
- Stage Gate PresentationDokument47 SeitenStage Gate PresentationUrmi S. Vasanth0% (1)
- Hero CyclesDokument11 SeitenHero Cyclesgagan100% (2)
- Marble Industry AFG AISA 2012Dokument62 SeitenMarble Industry AFG AISA 2012rasselahsanNoch keine Bewertungen
- Leveraging The National Technology Industrial Base To Address Great-Power CompetitionDokument64 SeitenLeveraging The National Technology Industrial Base To Address Great-Power CompetitionThe Atlantic CouncilNoch keine Bewertungen
- Medical Devices Industry in IndiaDokument39 SeitenMedical Devices Industry in IndiaAnurag Rawat100% (2)
- Initiation For Increasing Brand ValueDokument4 SeitenInitiation For Increasing Brand ValueKrishNoch keine Bewertungen
- How Dynamics, Management, and Governance of Resource Deployments Influence Firm-Level PerformanceDokument8 SeitenHow Dynamics, Management, and Governance of Resource Deployments Influence Firm-Level PerformanceHenry DongNoch keine Bewertungen
- Can't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsVon EverandCan't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsBewertung: 4.5 von 5 Sternen4.5/5 (386)
- The Compound Effect by Darren Hardy - Book Summary: Jumpstart Your Income, Your Life, Your SuccessVon EverandThe Compound Effect by Darren Hardy - Book Summary: Jumpstart Your Income, Your Life, Your SuccessBewertung: 5 von 5 Sternen5/5 (456)
- Summary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesVon EverandSummary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesBewertung: 5 von 5 Sternen5/5 (1636)
- Summary of 12 Rules for Life: An Antidote to ChaosVon EverandSummary of 12 Rules for Life: An Antidote to ChaosBewertung: 4.5 von 5 Sternen4.5/5 (294)
- The Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaVon EverandThe Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Mindset by Carol S. Dweck - Book Summary: The New Psychology of SuccessVon EverandMindset by Carol S. Dweck - Book Summary: The New Psychology of SuccessBewertung: 4.5 von 5 Sternen4.5/5 (328)
- The Whole-Brain Child by Daniel J. Siegel, M.D., and Tina Payne Bryson, PhD. - Book Summary: 12 Revolutionary Strategies to Nurture Your Child’s Developing MindVon EverandThe Whole-Brain Child by Daniel J. Siegel, M.D., and Tina Payne Bryson, PhD. - Book Summary: 12 Revolutionary Strategies to Nurture Your Child’s Developing MindBewertung: 4.5 von 5 Sternen4.5/5 (57)
- Summary of The Algebra of Wealth by Scott Galloway: A Simple Formula for Financial SecurityVon EverandSummary of The Algebra of Wealth by Scott Galloway: A Simple Formula for Financial SecurityNoch keine Bewertungen
- The 5 Second Rule by Mel Robbins - Book Summary: Transform Your Life, Work, and Confidence with Everyday CourageVon EverandThe 5 Second Rule by Mel Robbins - Book Summary: Transform Your Life, Work, and Confidence with Everyday CourageBewertung: 4.5 von 5 Sternen4.5/5 (329)
- Summary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessVon EverandSummary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessNoch keine Bewertungen
- Summary of The New Menopause by Mary Claire Haver MD: Navigating Your Path Through Hormonal Change with Purpose, Power, and FactsVon EverandSummary of The New Menopause by Mary Claire Haver MD: Navigating Your Path Through Hormonal Change with Purpose, Power, and FactsNoch keine Bewertungen
- The War of Art by Steven Pressfield - Book Summary: Break Through The Blocks And Win Your Inner Creative BattlesVon EverandThe War of Art by Steven Pressfield - Book Summary: Break Through The Blocks And Win Your Inner Creative BattlesBewertung: 4.5 von 5 Sternen4.5/5 (274)
- The One Thing: The Surprisingly Simple Truth Behind Extraordinary ResultsVon EverandThe One Thing: The Surprisingly Simple Truth Behind Extraordinary ResultsBewertung: 4.5 von 5 Sternen4.5/5 (709)
- Summary of The Algebra of Wealth: A Simple Formula for Financial SecurityVon EverandSummary of The Algebra of Wealth: A Simple Formula for Financial SecurityBewertung: 4 von 5 Sternen4/5 (1)
- Extreme Ownership by Jocko Willink and Leif Babin - Book Summary: How U.S. Navy SEALS Lead And WinVon EverandExtreme Ownership by Jocko Willink and Leif Babin - Book Summary: How U.S. Navy SEALS Lead And WinBewertung: 4.5 von 5 Sternen4.5/5 (75)
- How To Win Friends and Influence People by Dale Carnegie - Book SummaryVon EverandHow To Win Friends and Influence People by Dale Carnegie - Book SummaryBewertung: 5 von 5 Sternen5/5 (557)
- Chaos: Charles Manson, the CIA, and the Secret History of the Sixties by Tom O'Neill: Conversation StartersVon EverandChaos: Charles Manson, the CIA, and the Secret History of the Sixties by Tom O'Neill: Conversation StartersBewertung: 2.5 von 5 Sternen2.5/5 (3)
- Summary of Atomic Habits by James ClearVon EverandSummary of Atomic Habits by James ClearBewertung: 5 von 5 Sternen5/5 (170)
- Make It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningVon EverandMake It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningBewertung: 4.5 von 5 Sternen4.5/5 (55)
- Steal Like an Artist by Austin Kleon - Book Summary: 10 Things Nobody Told You About Being CreativeVon EverandSteal Like an Artist by Austin Kleon - Book Summary: 10 Things Nobody Told You About Being CreativeBewertung: 4.5 von 5 Sternen4.5/5 (128)
- Summary of Nuclear War by Annie Jacobsen: A ScenarioVon EverandSummary of Nuclear War by Annie Jacobsen: A ScenarioBewertung: 4 von 5 Sternen4/5 (1)
- Summary of Eat to Beat Disease by Dr. William LiVon EverandSummary of Eat to Beat Disease by Dr. William LiBewertung: 5 von 5 Sternen5/5 (52)
- Summary of Million Dollar Weekend by Noah Kagan and Tahl Raz: The Surprisingly Simple Way to Launch a 7-Figure Business in 48 HoursVon EverandSummary of Million Dollar Weekend by Noah Kagan and Tahl Raz: The Surprisingly Simple Way to Launch a 7-Figure Business in 48 HoursNoch keine Bewertungen
- The Effective Executive by Peter Drucker - Book Summary: The Definitive Guide to Getting the Right Things DoneVon EverandThe Effective Executive by Peter Drucker - Book Summary: The Definitive Guide to Getting the Right Things DoneBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Essentialism by Greg McKeown - Book Summary: The Disciplined Pursuit of LessVon EverandEssentialism by Greg McKeown - Book Summary: The Disciplined Pursuit of LessBewertung: 4.5 von 5 Sternen4.5/5 (188)
- Blink by Malcolm Gladwell - Book Summary: The Power of Thinking Without ThinkingVon EverandBlink by Malcolm Gladwell - Book Summary: The Power of Thinking Without ThinkingBewertung: 4.5 von 5 Sternen4.5/5 (114)
- Summary of The Galveston Diet by Mary Claire Haver MD: The Doctor-Developed, Patient-Proven Plan to Burn Fat and Tame Your Hormonal SymptomsVon EverandSummary of The Galveston Diet by Mary Claire Haver MD: The Doctor-Developed, Patient-Proven Plan to Burn Fat and Tame Your Hormonal SymptomsNoch keine Bewertungen
- Summary of "Measure What Matters" by John Doerr: How Google, Bono, and the Gates Foundation Rock the World with OKRs — Finish Entire Book in 15 MinutesVon EverandSummary of "Measure What Matters" by John Doerr: How Google, Bono, and the Gates Foundation Rock the World with OKRs — Finish Entire Book in 15 MinutesBewertung: 4.5 von 5 Sternen4.5/5 (62)