Das könnte Ihnen auch gefallen
- 02 - ABB Functional Safety Jargon Buster 2018Dokument64 Seiten02 - ABB Functional Safety Jargon Buster 2018dave chaudhuryNoch keine Bewertungen
- Analyzing trends in document topicsDokument271 SeitenAnalyzing trends in document topicsAbdelaadim Fadlallah100% (1)
- Interoperability Between ISO-IEC Standardization and ANSI-IsA VDokument89 SeitenInteroperability Between ISO-IEC Standardization and ANSI-IsA VDamisha DamishaNoch keine Bewertungen
- SILcet FORMULAS 5.0 Sample PDFDokument20 SeitenSILcet FORMULAS 5.0 Sample PDFRabah AmidiNoch keine Bewertungen
- P&ID Diagram Basics: Purpose, Owner & ContentsDokument21 SeitenP&ID Diagram Basics: Purpose, Owner & ContentsChristian Breth BurgosNoch keine Bewertungen
- Factory Acceptance Testing Guideline Process - NoRestrictionDokument16 SeitenFactory Acceptance Testing Guideline Process - NoRestrictionhamed51060Noch keine Bewertungen
- ControlLogix For SIL 2 PDFDokument4 SeitenControlLogix For SIL 2 PDFveerendraNoch keine Bewertungen
- SIL in Power StationsDokument16 SeitenSIL in Power Stationskonto27Noch keine Bewertungen
- B0193uz ADokument226 SeitenB0193uz AMiguel Angel Giménez100% (1)
- RSLogix 5000 Report(s) PDFDokument680 SeitenRSLogix 5000 Report(s) PDFDaniel GtzNoch keine Bewertungen
- ISA 84.01 GuideDokument24 SeitenISA 84.01 GuideObinna Benedict ObiojiNoch keine Bewertungen
- A Classification Framework For Automated Control Code GenerationDokument23 SeitenA Classification Framework For Automated Control Code GenerationalbertuchisNoch keine Bewertungen
- A-Pdf Merger DemoDokument36 SeitenA-Pdf Merger DemoAvulsedBRNoch keine Bewertungen
- Annunciator Sequences and Specifications: ISA-18.1-1979 (R2004)Dokument54 SeitenAnnunciator Sequences and Specifications: ISA-18.1-1979 (R2004)juliofelixNoch keine Bewertungen
- 9720081-010 Triconex SOE Recorder Users Guide 4.5.0Dokument130 Seiten9720081-010 Triconex SOE Recorder Users Guide 4.5.0jorisanNoch keine Bewertungen
- Instrumentation CourseDokument116 SeitenInstrumentation CoursePeter BridgeNoch keine Bewertungen
- Iec60079 18 2009Dokument35 SeitenIec60079 18 2009Victor Castellanos AlegriaNoch keine Bewertungen
- Iec TR 61511-0-2018Dokument12 SeitenIec TR 61511-0-2018Noel Federer SarkarNoch keine Bewertungen
- SAMSON Technical InformationDokument456 SeitenSAMSON Technical InformationSatit hunsaNoch keine Bewertungen
- Burner Management SystemDokument63 SeitenBurner Management SystemSynesiusNoch keine Bewertungen
- Electric Drives and Controls Pneumatics Service Linear Motion and Assembly Technologies HydraulicsDokument102 SeitenElectric Drives and Controls Pneumatics Service Linear Motion and Assembly Technologies HydraulicsAnderson ThiagoNoch keine Bewertungen
- Basics of Explosion ProtectionDokument31 SeitenBasics of Explosion ProtectionLinh Vo TanNoch keine Bewertungen
- Spi FFDokument17 SeitenSpi FFjose_johnNoch keine Bewertungen
- Magnetic Flowmeter Specification SheetDokument1 SeiteMagnetic Flowmeter Specification SheetpankajskecNoch keine Bewertungen
- Yokogawa Universal IODokument6 SeitenYokogawa Universal IOsinambeladavidNoch keine Bewertungen
- Yokogawa IO Interfaces Catalogue 2009Dokument40 SeitenYokogawa IO Interfaces Catalogue 2009aldi_crisNoch keine Bewertungen
- Safety Instrumented Systems (SIS), Safety Integrity Levels (SIL), IEC61508, and Honeywell Field InstrumentsDokument4 SeitenSafety Instrumented Systems (SIS), Safety Integrity Levels (SIL), IEC61508, and Honeywell Field InstrumentsAhmad Adel El TantawyNoch keine Bewertungen
- Burner Management SystemDokument11 SeitenBurner Management SystemMaurthi UppalapatiNoch keine Bewertungen
- Triconex FTA-MUX Cards - HPTB/32/TR-AI-01Dokument51 SeitenTriconex FTA-MUX Cards - HPTB/32/TR-AI-01mc_prayer100% (1)
- Catalogo Plant Petrochem Ing PrysmianDokument164 SeitenCatalogo Plant Petrochem Ing Prysmianpopera93Noch keine Bewertungen
- 02 PDFDokument17 Seiten02 PDFSerban LucianNoch keine Bewertungen
- Xh31a 0000 0002 - R1BDokument30 SeitenXh31a 0000 0002 - R1Bs07081991100% (1)
- Pac 8000Dokument191 SeitenPac 8000matteo.magriniNoch keine Bewertungen
- IEC 60079-29-1 - Gas Det, Perf Req Comb Det - 2009Dokument56 SeitenIEC 60079-29-1 - Gas Det, Perf Req Comb Det - 2009Institute of Marketing & Training ALGERIA100% (1)
- Amendment of ISO 13849-1Dokument9 SeitenAmendment of ISO 13849-1Eduardo Ferreira100% (1)
- PTC 19 3 TW Example ProblemDokument10 SeitenPTC 19 3 TW Example Problemrichardstorm100% (1)
- Hydrocom Specification Petronor NP HISA V1 - 0Dokument33 SeitenHydrocom Specification Petronor NP HISA V1 - 0Nattapong Pongboot100% (1)
- Control System Configuration PDFDokument2 SeitenControl System Configuration PDFjuliunNoch keine Bewertungen
- Prosafe Rs Training ManualDokument145 SeitenProsafe Rs Training ManualfarisNoch keine Bewertungen
- ISA StandardsDokument3 SeitenISA Standardschandushar1604Noch keine Bewertungen
- MODBUS-RTU Protocol GuideDokument27 SeitenMODBUS-RTU Protocol GuidePau Andrea CNoch keine Bewertungen
- Explosion protection basics for electrical equipment in EuropeDokument80 SeitenExplosion protection basics for electrical equipment in EuropeEliana ChavesNoch keine Bewertungen
- Installation GuideDokument25 SeitenInstallation Guidechergui.adelNoch keine Bewertungen
- S7 400 CPU DataDokument370 SeitenS7 400 CPU DataAmrRassemNoch keine Bewertungen
- PS-451 Dry Sorbent Injection-B&WDokument4 SeitenPS-451 Dry Sorbent Injection-B&WHarun BilirgenNoch keine Bewertungen
- ValveLink VL2000Dokument176 SeitenValveLink VL2000hrtoro100% (1)
- P&ID GuideDokument5 SeitenP&ID GuideJihane ZNoch keine Bewertungen
- User's Manual Rslogix 5000 PDFDokument218 SeitenUser's Manual Rslogix 5000 PDFDennis Brenes RodríguezNoch keine Bewertungen
- Safety Equipment Reliability Handbook: Second EditionDokument20 SeitenSafety Equipment Reliability Handbook: Second EditionRabah AmidiNoch keine Bewertungen
- Ethernet APL+Ethernet To The Field+en+FINAL+September 2020 1.1Dokument18 SeitenEthernet APL+Ethernet To The Field+en+FINAL+September 2020 1.1Com DigfulNoch keine Bewertungen
- Turndown Ratio ExplainedDokument3 SeitenTurndown Ratio ExplainedklashincoviskyNoch keine Bewertungen
- Orbit 60 Series System Datasheet 137M5182 PDFDokument35 SeitenOrbit 60 Series System Datasheet 137M5182 PDFJuan Antonio MarinNoch keine Bewertungen
- Instrument & ControlDokument100 SeitenInstrument & ControlAlfian AdityaNoch keine Bewertungen
- Nuclear Safety-Related Instrument-Sensing Line Piping and Tubing Standard For Use in Nuclear Power PlantsDokument44 SeitenNuclear Safety-Related Instrument-Sensing Line Piping and Tubing Standard For Use in Nuclear Power PlantsKrishNoch keine Bewertungen
- Course Title: Course Code Credit Hours: PrerequisiteDokument53 SeitenCourse Title: Course Code Credit Hours: PrerequisiteibraheemNoch keine Bewertungen
- DCS CourseDokument141 SeitenDCS Coursegion_ro401Noch keine Bewertungen
- PLC Safety RequirementsDokument11 SeitenPLC Safety RequirementsDwi Agung AriyonoNoch keine Bewertungen
- PLC Interview Questions and Answers Part 1Dokument54 SeitenPLC Interview Questions and Answers Part 1Hagos AlemNoch keine Bewertungen
- Process Control NarrativesDokument7 SeitenProcess Control NarrativesHenok DireNoch keine Bewertungen
- A Systematic Approach To Develop PLC Program For Automation of A Backwash Water Treatment PlantDokument6 SeitenA Systematic Approach To Develop PLC Program For Automation of A Backwash Water Treatment PlantOscar GaloNoch keine Bewertungen
- Section-Iii Annexure Vi (Proven Track Record)Dokument5 SeitenSection-Iii Annexure Vi (Proven Track Record)xentrerNoch keine Bewertungen
- Section-V Scope of Work For DCS/ PLC Document No. B378-000-YE-SP-1505 Rev. A Page 1 of 6Dokument6 SeitenSection-V Scope of Work For DCS/ PLC Document No. B378-000-YE-SP-1505 Rev. A Page 1 of 6xentrerNoch keine Bewertungen
- Typical Power Distributon Diagram of Automatic Transfer Switch (Ats) Annexure-2Dokument1 SeiteTypical Power Distributon Diagram of Automatic Transfer Switch (Ats) Annexure-2xentrerNoch keine Bewertungen
- Digital Transformation in Oil & Gas SectorDokument2 SeitenDigital Transformation in Oil & Gas SectorxentrerNoch keine Bewertungen
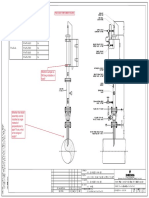
- Reflux Sampler GA Drawing - HMELDokument1 SeiteReflux Sampler GA Drawing - HMELxentrerNoch keine Bewertungen
- Section-I Preamble: DCS/ PLC Document No. B378-000-YE-SP-1500 Rev. ADokument3 SeitenSection-I Preamble: DCS/ PLC Document No. B378-000-YE-SP-1500 Rev. AxentrerNoch keine Bewertungen
- Guided Wave Radar DatasheetDokument1 SeiteGuided Wave Radar Datasheetxentrer100% (1)
- Differential Pressure - Primary Flow Element: FPD470 Wedge Flow MeterDokument20 SeitenDifferential Pressure - Primary Flow Element: FPD470 Wedge Flow MeterAbbasNoch keine Bewertungen
- Fmeda-Report-Enhanced-Rosemount-3051-En-89446 PIT-10208 Separador 20-V-102Dokument27 SeitenFmeda-Report-Enhanced-Rosemount-3051-En-89446 PIT-10208 Separador 20-V-102Henry Humberto Mesa JimenezNoch keine Bewertungen
- Sri Aurobindo Hymns To The Mystic Fire 1 Ebook PDFDokument515 SeitenSri Aurobindo Hymns To The Mystic Fire 1 Ebook PDFkrishvidhya2000Noch keine Bewertungen
- Licensor M/s Lummus Clarifications To Balance MOM PointsDokument5 SeitenLicensor M/s Lummus Clarifications To Balance MOM PointsxentrerNoch keine Bewertungen
- Sil Verification Report Alkylation - RDokument253 SeitenSil Verification Report Alkylation - RxentrerNoch keine Bewertungen
- Dangote Refinery P&ID Comment SheetDokument2 SeitenDangote Refinery P&ID Comment Sheetxentrer100% (1)
- Vortexmaster Fsv430, Fsv450: Vortex FlowmeterDokument56 SeitenVortexmaster Fsv430, Fsv450: Vortex FlowmeterxentrerNoch keine Bewertungen
- Vortex Yokogawa PDFDokument47 SeitenVortex Yokogawa PDFmaygomezNoch keine Bewertungen
- CV Training InstDokument21 SeitenCV Training Instxentrer100% (1)
- Abb PF Purge ControllerDokument6 SeitenAbb PF Purge ControllerxentrerNoch keine Bewertungen
- User Manual SiteCableManagementDokument19 SeitenUser Manual SiteCableManagementxentrerNoch keine Bewertungen
- Noida Sector 62Dokument7 SeitenNoida Sector 62xentrerNoch keine Bewertungen
- Endresshauser VortexDokument100 SeitenEndresshauser VortexxentrerNoch keine Bewertungen
- Questionnaire For KabadiwalasDokument1 SeiteQuestionnaire For KabadiwalasxentrerNoch keine Bewertungen
- Field InstrumentsDokument10 SeitenField InstrumentsxentrerNoch keine Bewertungen
- Choose bellows size and flange styleDokument3 SeitenChoose bellows size and flange styleKrishna ChettyNoch keine Bewertungen
- Electrical Drawings For 15T OH CraneDokument36 SeitenElectrical Drawings For 15T OH CraneArmnn RasmoNoch keine Bewertungen
- Japanese Construction Firms enDokument4 SeitenJapanese Construction Firms enLanang Ardi ParinggaNoch keine Bewertungen
- Enable Android Auto on Renault Zoe Rlink 1 SystemDokument14 SeitenEnable Android Auto on Renault Zoe Rlink 1 SystemPablo PintoNoch keine Bewertungen
- LCR MeterDokument1 SeiteLCR MeterLinux lnxNoch keine Bewertungen
- Senior Finance Accounting Manager in Memphis TN Resume Frank FreeseDokument2 SeitenSenior Finance Accounting Manager in Memphis TN Resume Frank FreeseFrankFreeseNoch keine Bewertungen
- TGS Besar ML 8488 8684 8861 9010 9027Dokument8 SeitenTGS Besar ML 8488 8684 8861 9010 9027SisdigNoch keine Bewertungen
- Turbine Heat Rate CalculationDokument2 SeitenTurbine Heat Rate Calculationkaruna34650% (2)
- BSC Agri Engineering Course OutlineDokument117 SeitenBSC Agri Engineering Course OutlineFarhanAwaisiNoch keine Bewertungen
- Rickmeier - Gear Pump R25-16 PDFDokument48 SeitenRickmeier - Gear Pump R25-16 PDFAdam Kowalski60% (5)
- SiemensDokument9 SeitenSiemensGhassen Khalil100% (2)
- Pro Line FusionDokument8 SeitenPro Line FusionГригорий Омельченко50% (2)
- Perkins 500P PDFDokument5 SeitenPerkins 500P PDFsaleemNoch keine Bewertungen
- Part 1 Piping SystemsDokument22 SeitenPart 1 Piping SystemsfacebookshopNoch keine Bewertungen
- Main Grandstand - Miro Rivera Architects - EmailDokument16 SeitenMain Grandstand - Miro Rivera Architects - Emailmathankumar.mangaleshwarenNoch keine Bewertungen
- Custom Storage ClassesDokument2 SeitenCustom Storage ClassesSameer KumthekarNoch keine Bewertungen
- CadburyDokument4 SeitenCadburyWong Kai WeiNoch keine Bewertungen
- Success and Failure Factors of BPRDokument29 SeitenSuccess and Failure Factors of BPRMohammad Hamid MahmoodNoch keine Bewertungen
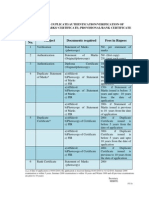
- Authentication Verification Letter For Portal 1Dokument2 SeitenAuthentication Verification Letter For Portal 1pradeepajadhavNoch keine Bewertungen
- Questions & Answers On Inbuilt ClassesDokument22 SeitenQuestions & Answers On Inbuilt Classeskibrom atsbhaNoch keine Bewertungen
- Desalination Plant Feed Water ArrangementsDokument11 SeitenDesalination Plant Feed Water ArrangementsSooraj Surendran SugathaNoch keine Bewertungen
- Catalog de Aparatura Si Instrumentar Veterinar Eikemeyer-GermaniaDokument336 SeitenCatalog de Aparatura Si Instrumentar Veterinar Eikemeyer-GermaniaDr. Dragos CobzariuNoch keine Bewertungen
- Delft3D-TRIANA User ManualDokument54 SeitenDelft3D-TRIANA User ManualAnonymous K02EhzNoch keine Bewertungen
- Frame Scaffolding CatalogDokument38 SeitenFrame Scaffolding CatalogRestuNoch keine Bewertungen
- Commisioning Files - DVM S HP and HR ChecklistDokument2 SeitenCommisioning Files - DVM S HP and HR ChecklistGingubaNoch keine Bewertungen
- NPX Series - Npx-25: Data SheetDokument2 SeitenNPX Series - Npx-25: Data SheetCesar AdrianzenNoch keine Bewertungen
- Essbase Studio User's Guide 11.1.2.3Dokument406 SeitenEssbase Studio User's Guide 11.1.2.3suchaiNoch keine Bewertungen
- SanskritiDokument14 SeitenSanskritiASEEM DUANoch keine Bewertungen
- Asme-Bpvc Sec IV Int Vol 57Dokument6 SeitenAsme-Bpvc Sec IV Int Vol 57mostafa aliNoch keine Bewertungen
- Microsoft Outlook QuestionDokument1 SeiteMicrosoft Outlook QuestionRipunjay MishraNoch keine Bewertungen