Das könnte Ihnen auch gefallen
- Properties of Steam and Water PDFDokument6 SeitenProperties of Steam and Water PDFshiel175Noch keine Bewertungen
- VI Rotary CompressorDokument16 SeitenVI Rotary CompressorJayNoch keine Bewertungen
- Jet Pump Technical Data for Pumping GasesDokument11 SeitenJet Pump Technical Data for Pumping GasesIdelia Cutipa Yauri100% (1)
- Subsonic Ejector RamjetDokument99 SeitenSubsonic Ejector Ramjetmarco20874Noch keine Bewertungen
- Getting Started With DymolaDokument50 SeitenGetting Started With DymolaDaniel Rosales GuzmanNoch keine Bewertungen
- Air Purger (CPA-10) - Cool PartnersDokument3 SeitenAir Purger (CPA-10) - Cool PartnersMohammad AmerNoch keine Bewertungen
- AlfaLavaL Comfort Handbook LowresDokument424 SeitenAlfaLavaL Comfort Handbook Lowrestfmconsult100% (1)
- Materials: Pressure Vessel Steel Wrought Iron Stainless Steel Live Steam Copper Brass Fireboxes Steam LocomotivesDokument10 SeitenMaterials: Pressure Vessel Steel Wrought Iron Stainless Steel Live Steam Copper Brass Fireboxes Steam LocomotivesVelampalli AshokNoch keine Bewertungen
- Thermodynamics of Refrigeration - English PDFDokument2 SeitenThermodynamics of Refrigeration - English PDFKarthikeyan SankarrajanNoch keine Bewertungen
- DOWTHERM RP Heat Transfer Fluid Technical DataDokument24 SeitenDOWTHERM RP Heat Transfer Fluid Technical Datahmudassir_1Noch keine Bewertungen
- Bomba Neumatica Wilden P200 PlasticaDokument28 SeitenBomba Neumatica Wilden P200 PlasticaPablo Enrique Hernandez ZavalaNoch keine Bewertungen
- SHARKDokument4 SeitenSHARKUnilabNoch keine Bewertungen
- H2O2 TechnologyDokument3 SeitenH2O2 TechnologyalijadoonNoch keine Bewertungen
- Concentration and EvaporationDokument21 SeitenConcentration and EvaporationRaikaNoch keine Bewertungen
- MCFC Chapter OverviewDokument4 SeitenMCFC Chapter Overviewagam YuliantoNoch keine Bewertungen
- EvapcoPiping EvapCond131A PDFDokument12 SeitenEvapcoPiping EvapCond131A PDFManuel BalanNoch keine Bewertungen
- Copeland Scroll Compressors Coresense Communications en Us 160796 PDFDokument2 SeitenCopeland Scroll Compressors Coresense Communications en Us 160796 PDFعمر أفنديNoch keine Bewertungen
- Analysis and Enhancement of Hydraulic Ram Pump Using Computational Fluid Dynamics (CFD)Dokument25 SeitenAnalysis and Enhancement of Hydraulic Ram Pump Using Computational Fluid Dynamics (CFD)IJIRSTNoch keine Bewertungen
- Topsoe Sec Ref Cat RKS 2Dokument5 SeitenTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhNoch keine Bewertungen
- Performance Evaluation of Absorption Refrigeration SystemsDokument10 SeitenPerformance Evaluation of Absorption Refrigeration SystemsalmadhagiNoch keine Bewertungen
- Actuators and Valve Positioners GuideDokument6 SeitenActuators and Valve Positioners GuideMohamed Arriff100% (1)
- Design of Air IDokument5 SeitenDesign of Air IInvedeNoch keine Bewertungen
- Hitachi S-4700 InstructionsDokument19 SeitenHitachi S-4700 InstructionssuperheoNoch keine Bewertungen
- Plate Freezer Performance.Dokument4 SeitenPlate Freezer Performance.Behnam AshouriNoch keine Bewertungen
- Optimal Configuration Design For Plate Heat Ex ChangersDokument16 SeitenOptimal Configuration Design For Plate Heat Ex ChangersIvancu IonelNoch keine Bewertungen
- Deep Vacuum PrinciplesDokument4 SeitenDeep Vacuum PrinciplesJohnMerrNoch keine Bewertungen
- Vacuum Systems PDFDokument12 SeitenVacuum Systems PDFSnigdha YadavNoch keine Bewertungen
- Sizing Technical Brief FinalDokument3 SeitenSizing Technical Brief FinalBelalNorNoch keine Bewertungen
- Fisher® Specification Manager Manual PDFDokument28 SeitenFisher® Specification Manager Manual PDFerstendrainNoch keine Bewertungen
- Pressure Swing DistillationDokument7 SeitenPressure Swing DistillationgongweejieNoch keine Bewertungen
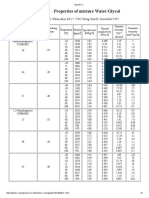
- Table 8 3 1 Properties of Mixture Water/Glycol: Extract From Vdi Warmeatlas DD 17 Vdi Verlag GMBH, Dusseldorf 1991Dokument2 SeitenTable 8 3 1 Properties of Mixture Water/Glycol: Extract From Vdi Warmeatlas DD 17 Vdi Verlag GMBH, Dusseldorf 1991Santiago MolinaNoch keine Bewertungen
- Liquid Recirculation System-2Dokument7 SeitenLiquid Recirculation System-2Behnam AshouriNoch keine Bewertungen
- Chilton CoburnDokument5 SeitenChilton Coburnandreluisalberton100% (1)
- Aspen Example Test - EO v2018Dokument2 SeitenAspen Example Test - EO v2018marij233Noch keine Bewertungen
- Extractive Distillation: Click To Edit Master Subtitle StyleDokument32 SeitenExtractive Distillation: Click To Edit Master Subtitle Stylemohammed salmanNoch keine Bewertungen
- Dostal - SUPERCRITICAL CARBON DIOXIDE CYCLE THERMODYNAMIC ANALYSIS AND COMPARISON PDFDokument12 SeitenDostal - SUPERCRITICAL CARBON DIOXIDE CYCLE THERMODYNAMIC ANALYSIS AND COMPARISON PDFJahangir MalikNoch keine Bewertungen
- 2500 KW Forced Draft Cooling TowerDokument2 Seiten2500 KW Forced Draft Cooling Towerleojay24Noch keine Bewertungen
- Aspen Plus CourseDokument4 SeitenAspen Plus CourseVigneshwaran Santharam100% (1)
- Mechanical Steam TrapsDokument6 SeitenMechanical Steam TrapspramodtryNoch keine Bewertungen
- Aspen Plate Fin Exchanger GuideDokument17 SeitenAspen Plate Fin Exchanger Guideingbarragan87Noch keine Bewertungen
- De Super HeaterDokument2 SeitenDe Super HeatergateauxboyNoch keine Bewertungen
- Pipe Flow Expert Quick Start GuideDokument12 SeitenPipe Flow Expert Quick Start Guidemetasoniko2014Noch keine Bewertungen
- Process Flow DiagramDokument6 SeitenProcess Flow DiagramkoplikNoch keine Bewertungen
- Isometrico AireDokument1 SeiteIsometrico AireIsai SantanaNoch keine Bewertungen
- Evaporation Technology Juice Industry GEA Wiegand enDokument12 SeitenEvaporation Technology Juice Industry GEA Wiegand enSilvino CruzNoch keine Bewertungen
- Vacuum and Heat Transfer Barometric Condenser ManualDokument11 SeitenVacuum and Heat Transfer Barometric Condenser ManualNick Smith100% (1)
- Tuning Anti-Surge Controllers: Safety Features in ManualDokument6 SeitenTuning Anti-Surge Controllers: Safety Features in Manualcvg ertd100% (1)
- EVAPORATION AND DEHYDRATION TECHNIQUESDokument23 SeitenEVAPORATION AND DEHYDRATION TECHNIQUESRogelyn JosolNoch keine Bewertungen
- So Many Tuning Rules, So Little Time: Control Talk ColumnsDokument36 SeitenSo Many Tuning Rules, So Little Time: Control Talk ColumnsIvan BevandaNoch keine Bewertungen
- Gas Turbine Components and Brayton CycleDokument30 SeitenGas Turbine Components and Brayton CycleFaisal KhanNoch keine Bewertungen
- Rotary Screw ProcessDokument9 SeitenRotary Screw ProcessEagle WingsNoch keine Bewertungen
- DesuperheaterDokument4 SeitenDesuperheaterNaama RahavNoch keine Bewertungen
- ECO-Seal Liquid-Ring Vacuum Pump Needs No Cooling WaterDokument1 SeiteECO-Seal Liquid-Ring Vacuum Pump Needs No Cooling Watersaa6383Noch keine Bewertungen
- Lecture 28 Modeling of GTDokument59 SeitenLecture 28 Modeling of GTCindy CarvalhoNoch keine Bewertungen
- Vacuum Technique: Proceedings of a Meeting of the German Society for Vacuum Technique, Heidelberg, September 18–21, 1962Von EverandVacuum Technique: Proceedings of a Meeting of the German Society for Vacuum Technique, Heidelberg, September 18–21, 1962G. GüntherschulzeNoch keine Bewertungen
- Experimental Thermodynamics: Experimental Thermodynamics of Non-Reacting FluidsVon EverandExperimental Thermodynamics: Experimental Thermodynamics of Non-Reacting FluidsB. Le NeindreNoch keine Bewertungen
- Design Optimization of Fluid Machinery: Applying Computational Fluid Dynamics and Numerical OptimizationVon EverandDesign Optimization of Fluid Machinery: Applying Computational Fluid Dynamics and Numerical OptimizationNoch keine Bewertungen
- Abnt NBR 17505-6Dokument131 SeitenAbnt NBR 17505-6John Kennedy FernandesNoch keine Bewertungen
- Polarographic Urea-Formaldehyde Kinetic StudiesDokument3 SeitenPolarographic Urea-Formaldehyde Kinetic StudiesJohn Kennedy FernandesNoch keine Bewertungen
- Free of Formalin DependenceDokument4 SeitenFree of Formalin DependenceJohn Kennedy FernandesNoch keine Bewertungen
- Reactor Design Guide1Dokument27 SeitenReactor Design Guide1Chau MaiNoch keine Bewertungen
- Statistical Process Control and Failure Mode Analysis PDFDokument1 SeiteStatistical Process Control and Failure Mode Analysis PDFJohn Kennedy FernandesNoch keine Bewertungen
- Ufc - LD2668T41959T46Dokument60 SeitenUfc - LD2668T41959T46John Kennedy FernandesNoch keine Bewertungen
- Fans and BlowersDokument51 SeitenFans and BlowersJohn Kennedy FernandesNoch keine Bewertungen
- Chbi502 Chapter 2Dokument24 SeitenChbi502 Chapter 2Chau MaiNoch keine Bewertungen
- CHEMICAL ENGINEERING: Production of MTBE from MethanolDokument3 SeitenCHEMICAL ENGINEERING: Production of MTBE from MethanolThắng MinerNoch keine Bewertungen
- Statistical Process Control Using MS Office Software ToolsDokument8 SeitenStatistical Process Control Using MS Office Software ToolsJohn Kennedy FernandesNoch keine Bewertungen
- Latest Best PracticeDokument4 SeitenLatest Best PracticeJohn Kennedy FernandesNoch keine Bewertungen
- CN 201686637 UDokument7 SeitenCN 201686637 UJohn Kennedy FernandesNoch keine Bewertungen
- Manual Neuraltools6 enDokument104 SeitenManual Neuraltools6 enJohn Kennedy FernandesNoch keine Bewertungen
- Teoria y Principios EyectoresDokument4 SeitenTeoria y Principios EyectoresramakrishnaNoch keine Bewertungen
- Spreadsheet Use in Conceptual Design of Chemical ProcecessDokument6 SeitenSpreadsheet Use in Conceptual Design of Chemical ProcecessEdgar HuancaNoch keine Bewertungen
- Box Compression Prediction Using McKee's FormulaDokument10 SeitenBox Compression Prediction Using McKee's FormulaVenkat Reddy YedullaNoch keine Bewertungen
- (Clark's Companion Essential Guides) Jan Dodgeon, Gill Harrison - Clark's Essential Guide To Clinical Ultrasound-CRC Press (2022)Dokument388 Seiten(Clark's Companion Essential Guides) Jan Dodgeon, Gill Harrison - Clark's Essential Guide To Clinical Ultrasound-CRC Press (2022)Ayoola BolajiNoch keine Bewertungen
- JTB Pulse - Str1 - Data2 - FCADokument2 SeitenJTB Pulse - Str1 - Data2 - FCAsutandri siregar100% (1)
- Jugo Chapter 11Dokument27 SeitenJugo Chapter 11Reinzo GallegoNoch keine Bewertungen
- Sub-Bottom Profiler ORE Model 1036Dokument65 SeitenSub-Bottom Profiler ORE Model 1036gabelendaNoch keine Bewertungen
- High Back Pressure Issues in Flare SystemsDokument111 SeitenHigh Back Pressure Issues in Flare Systems12mchc07Noch keine Bewertungen
- Equation Practice1Dokument4 SeitenEquation Practice1Rhian ColtonNoch keine Bewertungen
- Accuracy of Phyphox SonarDokument4 SeitenAccuracy of Phyphox SonarWilbert Dimaculangan100% (1)
- UT PCN NotesDokument129 SeitenUT PCN Notesshahid khanNoch keine Bewertungen
- 06 Hydraulic TransientsDokument58 Seiten06 Hydraulic TransientsKike VergaraNoch keine Bewertungen
- US Navy Course NAVEDTRA 14340 - Aviation Electricity & Electronics-Undersea Warfare (Usw)Dokument55 SeitenUS Navy Course NAVEDTRA 14340 - Aviation Electricity & Electronics-Undersea Warfare (Usw)GeorgesNoch keine Bewertungen
- TiltingDokument52 SeitenTiltingdptirkeyNoch keine Bewertungen
- Acoustical Determinations On A Composite Materials (Extruded Polystyrene Type/ Cork)Dokument6 SeitenAcoustical Determinations On A Composite Materials (Extruded Polystyrene Type/ Cork)pinoyarkiNoch keine Bewertungen
- 30 Twin Tube... International Conference On Tunnelling Asia 2004 New DelhiDokument15 Seiten30 Twin Tube... International Conference On Tunnelling Asia 2004 New Delhiعصام السامرائيNoch keine Bewertungen
- (Fluid Mechanics and Its Applications 9) T.K.S. Murthy-Computational Methods in Hypersonic Aerodynamics-Computational Mechanics Publications_ Kluwer Academic Publishers_ Sold and Distributed in the U.Dokument524 Seiten(Fluid Mechanics and Its Applications 9) T.K.S. Murthy-Computational Methods in Hypersonic Aerodynamics-Computational Mechanics Publications_ Kluwer Academic Publishers_ Sold and Distributed in the U.Raja Sekhar BattuNoch keine Bewertungen
- The Interior of JupiterDokument23 SeitenThe Interior of JupiterErick BrunoNoch keine Bewertungen
- Utt NotesDokument82 SeitenUtt NotesDenzil D'SouzaNoch keine Bewertungen
- Science 8 - ActivityDokument2 SeitenScience 8 - Activityjessa ferrerNoch keine Bewertungen
- Expansion Chamber Design According To BlairDokument6 SeitenExpansion Chamber Design According To BlairAaron LuoNoch keine Bewertungen
- USM 32X Operating Manual PDFDokument188 SeitenUSM 32X Operating Manual PDFcorey jacobsNoch keine Bewertungen
- 16th WEGEMT School Noise Vibration and Shock On Board Ships Vol1-2 PDFDokument840 Seiten16th WEGEMT School Noise Vibration and Shock On Board Ships Vol1-2 PDFy_596688032Noch keine Bewertungen
- Control Valve Exit Noise and Its Use To Determine Minimum Acceptable Valve SizeDokument16 SeitenControl Valve Exit Noise and Its Use To Determine Minimum Acceptable Valve SizeamrandconanNoch keine Bewertungen
- 3.10.1-Sound Basics-Set-1-qp-msDokument12 Seiten3.10.1-Sound Basics-Set-1-qp-msrakeshreddy12poli100% (1)
- Unit Operation Laboratory IIDokument26 SeitenUnit Operation Laboratory IImurtadaNoch keine Bewertungen
- Ultrasonic DiffractionDokument10 SeitenUltrasonic DiffractionriyaparnaNoch keine Bewertungen
- Pana UT EN 201603 PDFDokument52 SeitenPana UT EN 201603 PDFabo1510Noch keine Bewertungen
- Qinsy Database Setup - QinsyDokument24 SeitenQinsy Database Setup - QinsyMohammed Hassan100% (3)
- Acoustic Modelling of Perforations Using 3D CellsDokument83 SeitenAcoustic Modelling of Perforations Using 3D CellsFernando RodríguezNoch keine Bewertungen
- Waves and Sound TestbankDokument9 SeitenWaves and Sound TestbankЕлнур ИкимбаевNoch keine Bewertungen
- 084 028 593 - Rev6 dm4 PDFDokument122 Seiten084 028 593 - Rev6 dm4 PDFbenderman1100% (1)