Das könnte Ihnen auch gefallen
- Ford M2C938-ADokument7 SeitenFord M2C938-Acolive.ptNoch keine Bewertungen
- Astm D 6287Dokument3 SeitenAstm D 6287Su Pham0% (1)
- Emcekrete EP: High Performance Self-Leveling Epoxy GroutDokument2 SeitenEmcekrete EP: High Performance Self-Leveling Epoxy Groutwilian liNoch keine Bewertungen
- CAIRN TSG Y SP 0013 B1 Specification For External Coating of Line PipesDokument23 SeitenCAIRN TSG Y SP 0013 B1 Specification For External Coating of Line PipesKRUNAL SHAHNoch keine Bewertungen
- Asme Ix - WPS - Gtaw Fcaw Gmaw PDFDokument1 SeiteAsme Ix - WPS - Gtaw Fcaw Gmaw PDFThe Welding Inspections CommunityNoch keine Bewertungen
- Cycom 823 RTM 031912Dokument6 SeitenCycom 823 RTM 031912juanpalomo74Noch keine Bewertungen
- Material Apc-2 Peek CytecDokument9 SeitenMaterial Apc-2 Peek CytecSilvio VarricchioNoch keine Bewertungen
- Cycom PR 520N RTM CM en PDFDokument7 SeitenCycom PR 520N RTM CM en PDFIvan SilveiraNoch keine Bewertungen
- Thw500 Tds (TT - 0416) EnglishDokument2 SeitenThw500 Tds (TT - 0416) EnglishMasood KhanNoch keine Bewertungen
- Araldite LY556 - Aradur 917 - Accelarator DY 070 - TDSDokument6 SeitenAraldite LY556 - Aradur 917 - Accelarator DY 070 - TDSjbd170352Noch keine Bewertungen
- RTM6 GlobalDokument4 SeitenRTM6 GlobalRosa BarrancoNoch keine Bewertungen
- Muki Z 2001 - TDSDokument4 SeitenMuki Z 2001 - TDSshameelNoch keine Bewertungen
- GDS134Dokument4 SeitenGDS134Saurabh VermaNoch keine Bewertungen
- Thwi Tds (JK r2 0315) EnglishDokument2 SeitenThwi Tds (JK r2 0315) EnglishMasood KhanNoch keine Bewertungen
- Sikadur 42 MP NormalDokument7 SeitenSikadur 42 MP NormalcharlessimoNoch keine Bewertungen
- Enhanced P L A P: Olyimide Aminate ND RepregDokument4 SeitenEnhanced P L A P: Olyimide Aminate ND Repregoutra_pessoaNoch keine Bewertungen
- Van Hy917 H TDDokument8 SeitenVan Hy917 H TDAditi RojatkarNoch keine Bewertungen
- Five Star Rapid Epoxy GroutDokument2 SeitenFive Star Rapid Epoxy GroutJohnprasannaNoch keine Bewertungen
- Alpha: No-Clean Solder Paste (9098T)Dokument3 SeitenAlpha: No-Clean Solder Paste (9098T)behzadNoch keine Bewertungen
- Conbextra GP2 (T)Dokument4 SeitenConbextra GP2 (T)Gautam PaulNoch keine Bewertungen
- Sigmazinc 158Dokument7 SeitenSigmazinc 158JORGEALEXERNoch keine Bewertungen
- Simpson EtDokument3 SeitenSimpson EtJohn McClaneNoch keine Bewertungen
- Sikadur®-42 MP SlowDokument6 SeitenSikadur®-42 MP SlowGihasAbdNoch keine Bewertungen
- Amercoat® 240 / Sigmacover™ 240: Product Data SheetDokument7 SeitenAmercoat® 240 / Sigmacover™ 240: Product Data SheetAmila Udara GunasingheNoch keine Bewertungen
- Sigmacover 240 Data SheetDokument7 SeitenSigmacover 240 Data Sheetantonio larottaNoch keine Bewertungen
- SIKA Sikadur 42 MP Normal HCDokument5 SeitenSIKA Sikadur 42 MP Normal HCKang Mas WiralodraNoch keine Bewertungen
- Sikadur 42 MP Normal PDFDokument5 SeitenSikadur 42 MP Normal PDFDarwin SyahputraNoch keine Bewertungen
- Elan-Tron MC4260 W4260 IngDokument4 SeitenElan-Tron MC4260 W4260 IngZdzisław LatoNoch keine Bewertungen
- Amer Coat 383 Sigma Fast TdsDokument5 SeitenAmer Coat 383 Sigma Fast TdsVINAY SARDANoch keine Bewertungen
- Sikatack Panel: Panel Adhesive For Ventilated FaçadesDokument2 SeitenSikatack Panel: Panel Adhesive For Ventilated FaçadeselpibematadorNoch keine Bewertungen
- Inter Therm 228Dokument4 SeitenInter Therm 228Mehman NasibovNoch keine Bewertungen
- Amerlock 400 Sigmacover 400Dokument6 SeitenAmerlock 400 Sigmacover 400Vijay KumarNoch keine Bewertungen
- PPG Hi-Temp™ 500Dokument6 SeitenPPG Hi-Temp™ 500Marleo MorenoNoch keine Bewertungen
- MX 4926N M.CDokument4 SeitenMX 4926N M.Csubham chakrabortyNoch keine Bewertungen
- Castrol Longtime PD1 & PD2 Product Data SheetDokument3 SeitenCastrol Longtime PD1 & PD2 Product Data SheetAmit NaikNoch keine Bewertungen
- Om 340Dokument3 SeitenOm 340RNoch keine Bewertungen
- Ar 2030 Kte 9 TXDokument4 SeitenAr 2030 Kte 9 TXbizhanjNoch keine Bewertungen
- Trampa Socket WeldDokument2 SeitenTrampa Socket WeldOscar Nieves ZamoraNoch keine Bewertungen
- SigmaPrime 200Dokument8 SeitenSigmaPrime 200shunanlatheefNoch keine Bewertungen
- Hexply M18: 356°F (180°C) Curing Epoxy MatrixDokument2 SeitenHexply M18: 356°F (180°C) Curing Epoxy MatrixdefourNoch keine Bewertungen
- MP 0 2600 26 Sept 09Dokument8 SeitenMP 0 2600 26 Sept 09Sreenath S KallaaraNoch keine Bewertungen
- PPG PDS Amercoat 370Dokument7 SeitenPPG PDS Amercoat 370sanguripNoch keine Bewertungen
- Amerlock 400Dokument7 SeitenAmerlock 400Satish VishnubhotlaNoch keine Bewertungen
- Amerlock® 400 Voc: Product Data SheetDokument8 SeitenAmerlock® 400 Voc: Product Data SheetCris gomezNoch keine Bewertungen
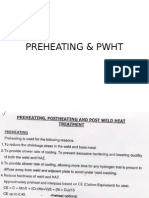
- 08 Preheating, PWHT & Sand Blasting - PaintingDokument23 Seiten08 Preheating, PWHT & Sand Blasting - PaintingFasil ParuvanathNoch keine Bewertungen
- Intertherm 228HS Eng A4Dokument4 SeitenIntertherm 228HS Eng A4treazer_jetaimeNoch keine Bewertungen
- FT - Amercoat 3279Dokument5 SeitenFT - Amercoat 3279Rodrigo Sánchez BautistaNoch keine Bewertungen
- PDS SikaPower-492 EnglishDokument2 SeitenPDS SikaPower-492 EnglishpetkoNoch keine Bewertungen
- Duro-Crete: King Packaged Materials CompanyDokument2 SeitenDuro-Crete: King Packaged Materials Company4919404Noch keine Bewertungen
- Amercoat 370Dokument3 SeitenAmercoat 370Victor Hugo Bustos Beltran100% (1)
- Masterprotect 1813 MsDokument5 SeitenMasterprotect 1813 MsMeera BaiNoch keine Bewertungen
- 38eyg 3pdDokument48 Seiten38eyg 3pdBlueSkyMasterNoch keine Bewertungen
- KI XL 03HS SC 10 HS LT XLPE Ambient CureableDokument4 SeitenKI XL 03HS SC 10 HS LT XLPE Ambient CureableAshish bhattNoch keine Bewertungen
- Sikagrout Deep PourDokument3 SeitenSikagrout Deep PourLuis Andrade InsúaNoch keine Bewertungen
- SigmaCover 280Dokument5 SeitenSigmaCover 280ajuhaseenNoch keine Bewertungen
- TDS - Epolam 2015 System - US REV 01Dokument2 SeitenTDS - Epolam 2015 System - US REV 01albertorocoNoch keine Bewertungen
- TB Coroflake 23 PDFDokument2 SeitenTB Coroflake 23 PDFHatem JafouraNoch keine Bewertungen
- Filmtec Hsro 390 FF Pds 45 d01701 enDokument3 SeitenFilmtec Hsro 390 FF Pds 45 d01701 enGunwant VarmaNoch keine Bewertungen
- Sigmafast 278Dokument6 SeitenSigmafast 278stolemkd3Noch keine Bewertungen
- Amercoat® 385: Product Data SheetDokument8 SeitenAmercoat® 385: Product Data SheetSampath GaneshNoch keine Bewertungen
- Alpha Om-338 Teknisk DatabladDokument3 SeitenAlpha Om-338 Teknisk Databladnormans00Noch keine Bewertungen
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitVon EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNoch keine Bewertungen
- Ebook Calculating Roi For Process AutomationDokument18 SeitenEbook Calculating Roi For Process AutomationAngel LagrañaNoch keine Bewertungen
- 5 Reasons Why Enterprises Are Moving To GoogleDokument4 Seiten5 Reasons Why Enterprises Are Moving To GoogleAngel LagrañaNoch keine Bewertungen
- Marketplace Summit 22-05-23Dokument1 SeiteMarketplace Summit 22-05-23Angel LagrañaNoch keine Bewertungen
- TPL - Description of Species and Habitats (LIFE)Dokument2 SeitenTPL - Description of Species and Habitats (LIFE)Angel LagrañaNoch keine Bewertungen
- Integrated Mci Calculation Gabi Circularity ToolkitDokument1 SeiteIntegrated Mci Calculation Gabi Circularity ToolkitAngel LagrañaNoch keine Bewertungen
- TPL - Participant Info (LIFE)Dokument1 SeiteTPL - Participant Info (LIFE)Angel LagrañaNoch keine Bewertungen
- Artificial Intelligence Master Program SlimupDokument25 SeitenArtificial Intelligence Master Program SlimupAngel LagrañaNoch keine Bewertungen
- Audits and Controls in Horizon 2020Dokument10 SeitenAudits and Controls in Horizon 2020Angel LagrañaNoch keine Bewertungen
- h2020 Mga Gga Multi - enDokument167 Seitenh2020 Mga Gga Multi - enAngel LagrañaNoch keine Bewertungen
- TPL - Application Form (Part B) (LIFE)Dokument20 SeitenTPL - Application Form (Part B) (LIFE)Angel LagrañaNoch keine Bewertungen
- General-Mga Horizon-Euratom enDokument126 SeitenGeneral-Mga Horizon-Euratom enAngel LagrañaNoch keine Bewertungen
- Fiber Sizing 101 + Emerging TechnologiesDokument31 SeitenFiber Sizing 101 + Emerging TechnologiesAngel LagrañaNoch keine Bewertungen
- Commposite Technology at Airbus Germany Present Part and FutureDokument20 SeitenCommposite Technology at Airbus Germany Present Part and FutureAngel LagrañaNoch keine Bewertungen
- Aviation Castilla Y Leon Working Group Cleansky Infoday: Date: 26-27 March 2019Dokument3 SeitenAviation Castilla Y Leon Working Group Cleansky Infoday: Date: 26-27 March 2019Angel LagrañaNoch keine Bewertungen
- Optimization of Aircraft Boarding Processes Considering Passengers' Grouping CharacteristicsDokument13 SeitenOptimization of Aircraft Boarding Processes Considering Passengers' Grouping CharacteristicsAngel LagrañaNoch keine Bewertungen
- Energy Intensity and Environmental Analysis of MecDokument6 SeitenEnergy Intensity and Environmental Analysis of MecAngel LagrañaNoch keine Bewertungen
- Estimation of Quench Air Quantity For A Given Throughput in PET Melt SpinningDokument10 SeitenEstimation of Quench Air Quantity For A Given Throughput in PET Melt SpinningAngel LagrañaNoch keine Bewertungen
- European Commission - Participant Register - User's GuideDokument67 SeitenEuropean Commission - Participant Register - User's GuideAngel LagrañaNoch keine Bewertungen
- SilicatewasteDokument13 SeitenSilicatewasteAngel LagrañaNoch keine Bewertungen
- Start Your Evening The Italian Way: AperitivoDokument6 SeitenStart Your Evening The Italian Way: AperitivoAngel LagrañaNoch keine Bewertungen
- Structural Design Optimization of A Morphing Trailing Edge Flap For Wind Turbine BladesDokument1 SeiteStructural Design Optimization of A Morphing Trailing Edge Flap For Wind Turbine BladesAngel LagrañaNoch keine Bewertungen
- The Adhesive Bonding of Thermoplastic Composites PDFDokument335 SeitenThe Adhesive Bonding of Thermoplastic Composites PDFAngel LagrañaNoch keine Bewertungen
- Augmented Reality in CarsDokument55 SeitenAugmented Reality in CarsAngel Lagraña100% (1)
- Emerging Applications in Augmented RealityDokument15 SeitenEmerging Applications in Augmented RealityAngel LagrañaNoch keine Bewertungen
- SMAT2 - Shear and Bearing Stresses PDFDokument7 SeitenSMAT2 - Shear and Bearing Stresses PDFLemuel TeopeNoch keine Bewertungen
- Recent Technology of Coke Oven Refractories: Technical ReportDokument8 SeitenRecent Technology of Coke Oven Refractories: Technical ReportAmit Kumar DasNoch keine Bewertungen
- Isolated Rectangular Footing Design: Check Soil Bearing CapacityDokument6 SeitenIsolated Rectangular Footing Design: Check Soil Bearing CapacityJheo TorresNoch keine Bewertungen
- Sardar Vallabhai Patel Indoor StadiumDokument3 SeitenSardar Vallabhai Patel Indoor StadiumRájDèép TrìpâţhíNoch keine Bewertungen
- Al CoatingDokument17 SeitenAl Coatingjijith njNoch keine Bewertungen
- Penetration Bitumen 80-100 SpecificationsDokument1 SeitePenetration Bitumen 80-100 SpecificationsVinayaka Ram100% (1)
- Bridge Foundations: Vineet Gupta Senior Prof Bridge - IDokument175 SeitenBridge Foundations: Vineet Gupta Senior Prof Bridge - Isajid alam100% (1)
- Project Synopsis Final 2Dokument6 SeitenProject Synopsis Final 24254 prajwal taoriNoch keine Bewertungen
- Aerodynamics-2 Two Mark QuestionsDokument15 SeitenAerodynamics-2 Two Mark QuestionsArun Raja K KNoch keine Bewertungen
- Total: Baby Holder Baby Changing Station Stainless StealDokument1 SeiteTotal: Baby Holder Baby Changing Station Stainless StealSanjeev KholaNoch keine Bewertungen
- CTV200 250 Pu V1.0 enDokument28 SeitenCTV200 250 Pu V1.0 entomNoch keine Bewertungen
- BS-2 - Unit-1 FullDokument97 SeitenBS-2 - Unit-1 FullAbhishek KumarNoch keine Bewertungen
- Metal Grating & Fiberglass GratingDokument64 SeitenMetal Grating & Fiberglass Gratingjohn leeNoch keine Bewertungen
- MECHANICAL ENGINEERING Paper-II PDFDokument46 SeitenMECHANICAL ENGINEERING Paper-II PDFVISHESH JAISWALNoch keine Bewertungen
- Cost Comparison Between Foundry ProcessesDokument14 SeitenCost Comparison Between Foundry ProcessesSUNDARRAJAN BNoch keine Bewertungen
- Nonlinear AnalysisDokument118 SeitenNonlinear Analysisabhinavka123Noch keine Bewertungen
- Boundary LayersDokument28 SeitenBoundary LayersNidhi JainNoch keine Bewertungen
- Cost Estimating Guide Uniformat II 1Dokument9 SeitenCost Estimating Guide Uniformat II 1Edson Lozano LafforeNoch keine Bewertungen
- Temperature Rise Test On SwitchgearDokument4 SeitenTemperature Rise Test On SwitchgearBalusamyNoch keine Bewertungen
- Ref Manual - Defloc VariationDokument7 SeitenRef Manual - Defloc VariationRITWIK SARKARNoch keine Bewertungen
- 04.utilization of Bamboo Ash To Enhance Cement Strength in Well Cementing OperationsDokument7 Seiten04.utilization of Bamboo Ash To Enhance Cement Strength in Well Cementing OperationsHerry SuhartomoNoch keine Bewertungen
- Optimized Alkali Activated Slag Based CoDokument27 SeitenOptimized Alkali Activated Slag Based CoMILON KUMAR HORENoch keine Bewertungen
- BLG-ENG-C-CAL-001-W-A4 - Calc For LPG Tank (T-04-05-06) - Rev ADokument39 SeitenBLG-ENG-C-CAL-001-W-A4 - Calc For LPG Tank (T-04-05-06) - Rev Ahengun100% (3)
- Steel - Ch3 - Columns - Movie - 0Dokument60 SeitenSteel - Ch3 - Columns - Movie - 0Quintana Hernández MontserratNoch keine Bewertungen
- What Is PlumbingDokument22 SeitenWhat Is PlumbingTroychristian MallariNoch keine Bewertungen
- Mechanics of Solid (Mos) : Introduction - Concept of StressDokument28 SeitenMechanics of Solid (Mos) : Introduction - Concept of StressKHAKSARNoch keine Bewertungen
- HONDA - Partial List of Steel Materials at Area A & B - RBEDokument23 SeitenHONDA - Partial List of Steel Materials at Area A & B - RBERhine EsperanzateNoch keine Bewertungen