Das könnte Ihnen auch gefallen
- Thermodynamics MCQ 1800 MCQ With AnswersDokument133 SeitenThermodynamics MCQ 1800 MCQ With Answersswai singh76% (119)
- Heat Transfer Excel CalculationsDokument39 SeitenHeat Transfer Excel CalculationsTint Tiger100% (3)
- Design of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateDokument7 SeitenDesign of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateAnonymous xrBCp9Ej50% (4)
- Plate Heat Exchanger CalculationDokument2 SeitenPlate Heat Exchanger CalculationTint Tiger100% (2)
- HRSG Basics PDFDokument14 SeitenHRSG Basics PDFNimeshNoch keine Bewertungen
- Paper 3 Operational Best Practices For ESP Performance Improvement PDFDokument79 SeitenPaper 3 Operational Best Practices For ESP Performance Improvement PDFDinoNoch keine Bewertungen
- The Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Von EverandThe Institute of Energy's Second International Conference on COMBUSTION & EMISSIONS CONTROL: Proceedings of The Institute of Energy Conference Held in London, UK, on 4-5 December 1995Bewertung: 5 von 5 Sternen5/5 (1)
- Cooler 171110 (r0) Seleccion de Enfriador y Calculo Tlr-4225-UDokument1 SeiteCooler 171110 (r0) Seleccion de Enfriador y Calculo Tlr-4225-UloretoNoch keine Bewertungen
- Computational Fluid DynamicsDokument4 SeitenComputational Fluid DynamicsperrychemNoch keine Bewertungen
- Ptt156 - Hysys Lab ManualDokument41 SeitenPtt156 - Hysys Lab ManualNguyễn Quyết100% (1)
- Starting Out in German by Living Language ExcerptDokument51 SeitenStarting Out in German by Living Language Excerptdorubcn100% (10)
- 1.4878 Eng PDFDokument3 Seiten1.4878 Eng PDFRoberto_PrrNoch keine Bewertungen
- How To Maximize Burner EfficiencyDokument3 SeitenHow To Maximize Burner Efficiencyfawmer61Noch keine Bewertungen
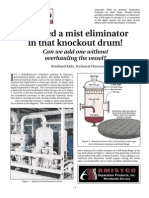
- Mist Eliminator-ASK2 MfixDokument6 SeitenMist Eliminator-ASK2 MfixVismit BansalNoch keine Bewertungen
- NEW CV SizingDokument23 SeitenNEW CV SizinglavchemicalNoch keine Bewertungen
- CFD Analysis of Natural Convection in Differentially Heated EnclosureDokument40 SeitenCFD Analysis of Natural Convection in Differentially Heated Enclosureshukry-sshi-4091100% (1)
- Modelling Soot Formation During Biomass Gasification2020Renewable and Sustainable Energy ReviewsDokument13 SeitenModelling Soot Formation During Biomass Gasification2020Renewable and Sustainable Energy ReviewsLuiza L. Dos AnjosNoch keine Bewertungen
- Burner Selection Chart 2021 2022Dokument1 SeiteBurner Selection Chart 2021 2022Hydel & Thermal PP S&MNoch keine Bewertungen
- Thermos Design of Rotary Kiln For Reduction of Radiation Losses-10Dokument17 SeitenThermos Design of Rotary Kiln For Reduction of Radiation Losses-10Madhav Krishna MNoch keine Bewertungen
- Temperature Control Using PID vs Fuzzy Logic ControllerDokument30 SeitenTemperature Control Using PID vs Fuzzy Logic ControllerPrem ShahNoch keine Bewertungen
- Agitator DesignDokument7 SeitenAgitator DesignTint Tiger100% (4)
- Grinding Mill Computer Model: For Preliminary DesignsDokument19 SeitenGrinding Mill Computer Model: For Preliminary DesignssendsatyaNoch keine Bewertungen
- Gas BurnersDokument259 SeitenGas BurnerssnrahmanNoch keine Bewertungen
- 1386 - C11 Burner Design PDFDokument32 Seiten1386 - C11 Burner Design PDFMartin Martin MartinNoch keine Bewertungen
- Cyclone ENG IOM PDFDokument28 SeitenCyclone ENG IOM PDFajaykumar karukuNoch keine Bewertungen
- Hopper Heating Design GuideDokument4 SeitenHopper Heating Design GuideBadukwangNoch keine Bewertungen
- CH 212 EE Combustion Calculations 21Dokument51 SeitenCH 212 EE Combustion Calculations 21Muhammad Abdullah100% (1)
- COE 0003 Industrial Burner Brochure M WebDokument8 SeitenCOE 0003 Industrial Burner Brochure M WebAna Lourdes Isabel Maldonado TenorioNoch keine Bewertungen
- 3.first Law of ThermodynamicsDokument5 Seiten3.first Law of ThermodynamicsVarun dhawanNoch keine Bewertungen
- Better Burner Specifications PDFDokument4 SeitenBetter Burner Specifications PDFAbdul HayyeNoch keine Bewertungen
- Selective Catalytic ReductionDokument15 SeitenSelective Catalytic ReductionJuan Esteban EnriquezNoch keine Bewertungen
- Nox ControlDokument9 SeitenNox Controlsureshbabu7374Noch keine Bewertungen
- Waste CFB CombustionDokument15 SeitenWaste CFB CombustionmihugirNoch keine Bewertungen
- DIN en ISO 14175-2008-06 - Welding Consumables, Gases and Gas Mixtures For Fusion Welding and Allied ProcessesDokument13 SeitenDIN en ISO 14175-2008-06 - Welding Consumables, Gases and Gas Mixtures For Fusion Welding and Allied ProcessesEduardo Javier Granados SanchezNoch keine Bewertungen
- Effect of GA On Model Parameters of A Cement Ball Mill and An Air ClassifierDokument51 SeitenEffect of GA On Model Parameters of A Cement Ball Mill and An Air ClassifierNam HuynhNoch keine Bewertungen
- Specify Better Low NOx Burners For FurnacesDokument4 SeitenSpecify Better Low NOx Burners For Furnacesyogitadoda100% (1)
- NoxDokument10 SeitenNoxRahulSinghNoch keine Bewertungen
- Ball Mill Volume LoadingDokument2 SeitenBall Mill Volume LoadingThaigroup CementNoch keine Bewertungen
- Ch06 PsychrometricDokument17 SeitenCh06 PsychrometricCésar MoralesNoch keine Bewertungen
- Selection Criteria For DampersDokument4 SeitenSelection Criteria For Dampersmarlon168Noch keine Bewertungen
- Introduction To Mass TransferDokument44 SeitenIntroduction To Mass TransferGhazanferAliNoch keine Bewertungen
- Reduce Energy Use at Quarries, Mineral Processing Plants & Gravel Crushing FacilitiesDokument6 SeitenReduce Energy Use at Quarries, Mineral Processing Plants & Gravel Crushing Facilitieslopi98llkj55Noch keine Bewertungen
- Air Pollution Prevention and Control: Dr. Wesam Al MadhounDokument52 SeitenAir Pollution Prevention and Control: Dr. Wesam Al MadhounAIZAZ SHAIKHNoch keine Bewertungen
- Application of Lean Premix BurnersDokument29 SeitenApplication of Lean Premix BurnersAJan RayongNoch keine Bewertungen
- Executive Summary: Delhi Pollution Control CommitteeDokument26 SeitenExecutive Summary: Delhi Pollution Control CommitteeparthNoch keine Bewertungen
- Mechanical stokers guideDokument6 SeitenMechanical stokers guideAnonymous mRBbdopMKfNoch keine Bewertungen
- CombustionDokument226 SeitenCombustionpedroa72100% (1)
- Properties of Coal Classification and AnalysisDokument7 SeitenProperties of Coal Classification and AnalysisJaco KotzeNoch keine Bewertungen
- Burner Design 2019Dokument58 SeitenBurner Design 2019Zia Ur Rahman KhanNoch keine Bewertungen
- Innovations in Burner Design and OperationsDokument35 SeitenInnovations in Burner Design and OperationsBadar JahanNoch keine Bewertungen
- Conceptos de NOxDokument48 SeitenConceptos de NOxJESS100% (1)
- What Are The Main NOx Formation Processes in Combustion Plant PDFDokument4 SeitenWhat Are The Main NOx Formation Processes in Combustion Plant PDFNilesh KhadeNoch keine Bewertungen
- Combustion Principles and ControlDokument32 SeitenCombustion Principles and ControlThalia de la FuenteNoch keine Bewertungen
- CrackingDokument33 SeitenCrackingEman El DsoukyNoch keine Bewertungen
- Ultra Low Nox BurnersDokument6 SeitenUltra Low Nox BurnersRujisak MuangsongNoch keine Bewertungen
- Low NOx Burners in High Temp SerDokument21 SeitenLow NOx Burners in High Temp SerIman Akbari100% (1)
- Latest Low NOx Combustion TechnologyDokument7 SeitenLatest Low NOx Combustion Technology95113309Noch keine Bewertungen
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDokument22 SeitenPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaNoch keine Bewertungen
- Handbook Nitrogen Oxides Pollution Prevention and ControlDokument5 SeitenHandbook Nitrogen Oxides Pollution Prevention and ControlrupigapigaNoch keine Bewertungen
- Development of Radiant Burner Methane-Pure OxygenDokument8 SeitenDevelopment of Radiant Burner Methane-Pure OxygenLTE002Noch keine Bewertungen
- Bps-06 NOx ControlDokument4 SeitenBps-06 NOx ControlLTE002Noch keine Bewertungen
- NOx Control Technologies for Thermal and Fuel NOx ReductionDokument14 SeitenNOx Control Technologies for Thermal and Fuel NOx ReductionsdgalaponNoch keine Bewertungen
- WFI0004 Low Nox ConversionDokument2 SeitenWFI0004 Low Nox ConversionAlexis CordovaNoch keine Bewertungen
- How Cyclone Separators Work to Remove ParticlesDokument3 SeitenHow Cyclone Separators Work to Remove ParticlessundarNoch keine Bewertungen
- Coal BurnerDokument11 SeitenCoal BurnerGeorge Markas0% (1)
- PF Furnace'12 PDFDokument4 SeitenPF Furnace'12 PDFsen_subhasis_58Noch keine Bewertungen
- Roller Grate 5Dokument9 SeitenRoller Grate 5barrosojmsNoch keine Bewertungen
- Estimation of Urea in Silo: AuthorDokument8 SeitenEstimation of Urea in Silo: AuthorNeyda Flores VasquezNoch keine Bewertungen
- Comparison of Different Methods For Enhancing Reactivity of Pozzolans PDFDokument6 SeitenComparison of Different Methods For Enhancing Reactivity of Pozzolans PDFArtemia Loayza ArguellesNoch keine Bewertungen
- Annular Shaft Kiln For Lime Burning With Kiln Gas Recirculation PDFDokument8 SeitenAnnular Shaft Kiln For Lime Burning With Kiln Gas Recirculation PDFFerNoch keine Bewertungen
- AT A P N T C P D: Heoretical Pproach FOR Redicting Umber OF Urns AND Yclone Ressure ROPDokument14 SeitenAT A P N T C P D: Heoretical Pproach FOR Redicting Umber OF Urns AND Yclone Ressure ROProgvilNoch keine Bewertungen
- EST Emergency Scrubber Products1Dokument32 SeitenEST Emergency Scrubber Products1ca_perez75Noch keine Bewertungen
- Flame StabilityDokument11 SeitenFlame StabilityMir Reza Negahban100% (1)
- Cutting NOx Emissions from Industrial FurnacesDokument6 SeitenCutting NOx Emissions from Industrial FurnacesDeepika UmlaniNoch keine Bewertungen
- Trimming NOx From FurnacesDokument6 SeitenTrimming NOx From FurnacesAbdul HayyeNoch keine Bewertungen
- Ultralow NOx BurnersDokument3 SeitenUltralow NOx Burnersdatalogger123456100% (2)
- GE Gas Turbine NOx Emissions Paper Analyzes Costs and Benefits of Achieving Very Low Emission LevelsDokument12 SeitenGE Gas Turbine NOx Emissions Paper Analyzes Costs and Benefits of Achieving Very Low Emission Levelshermans57Noch keine Bewertungen
- Tensor Analysis On ManifoldsDokument19 SeitenTensor Analysis On ManifoldsTint TigerNoch keine Bewertungen
- Design of Condensers/Condensing ZonesDokument42 SeitenDesign of Condensers/Condensing ZonesTint Tiger100% (1)
- Information Driven ManufacturingDokument16 SeitenInformation Driven ManufacturingTint TigerNoch keine Bewertungen
- Mis DSSDokument22 SeitenMis DSSTint TigerNoch keine Bewertungen
- Design of Lifting and Tailing LugsDokument30 SeitenDesign of Lifting and Tailing LugsTint TigerNoch keine Bewertungen
- Simulation of Energy Loss Due To Changes in Pipe Direction Across A ManholeDokument5 SeitenSimulation of Energy Loss Due To Changes in Pipe Direction Across A ManholeTint TigerNoch keine Bewertungen
- Solve Matrices in ExcelDokument4 SeitenSolve Matrices in ExcelTint TigerNoch keine Bewertungen
- Boundary Layer CalculatorDokument10 SeitenBoundary Layer CalculatorTint TigerNoch keine Bewertungen
- Facility LocationDokument56 SeitenFacility LocationTint TigerNoch keine Bewertungen
- Fluent TutorialDokument23 SeitenFluent TutorialYashad KasarNoch keine Bewertungen
- Physics June 2001 p1Dokument13 SeitenPhysics June 2001 p1Dexter BNoch keine Bewertungen
- 1st Law of Thermodynamics RK RajputDokument63 Seiten1st Law of Thermodynamics RK RajputKshitij PatleNoch keine Bewertungen
- Types of Fluid Flow: Viscous vs Inviscid, Internal vs ExternalDokument5 SeitenTypes of Fluid Flow: Viscous vs Inviscid, Internal vs ExternalkebasaNoch keine Bewertungen
- NATIONAL UNIVERSITY FIRST YEAR SYLLABUSDokument18 SeitenNATIONAL UNIVERSITY FIRST YEAR SYLLABUSAtik IslamNoch keine Bewertungen
- GATE-2018 - Mechanical Engineering Online Test Series ENGINEERING THERMODYNAMICSDokument10 SeitenGATE-2018 - Mechanical Engineering Online Test Series ENGINEERING THERMODYNAMICSDebashis NayakNoch keine Bewertungen
- Breviary OnlineDokument13 SeitenBreviary OnlineIzzati KamalNoch keine Bewertungen
- Applying gas laws in everyday lifeDokument19 SeitenApplying gas laws in everyday lifeJulius Michael GuintoNoch keine Bewertungen
- Situational Problems (Nikko Barongan)Dokument3 SeitenSituational Problems (Nikko Barongan)Jonnah Faye MojaresNoch keine Bewertungen
- International Journal of Impact EngineeringDokument6 SeitenInternational Journal of Impact EngineeringGuilherme BiancarelliNoch keine Bewertungen
- Metal Scrap Preheating Using Flue Gas Waste HeatDokument8 SeitenMetal Scrap Preheating Using Flue Gas Waste HeatDiptoNoch keine Bewertungen
- h2 Generators - WM Series - Uk AsyntDokument2 Seitenh2 Generators - WM Series - Uk Asyntapi-234089277Noch keine Bewertungen
- Heat TransferDokument32 SeitenHeat TransferHassanKMNoch keine Bewertungen
- 2011 JC1 H2 Chemistry Promo P2Dokument19 Seiten2011 JC1 H2 Chemistry Promo P2joshua_98548Noch keine Bewertungen
- GenChem2 Q4 MELC 6 Week-4aDokument6 SeitenGenChem2 Q4 MELC 6 Week-4aBSED FIL 1- Ashley Romarie A. LactaotaoNoch keine Bewertungen
- FG-FGS enDokument9 SeitenFG-FGS enAnonymous DPkjxLvYmRNoch keine Bewertungen
- Aluminum DrossDokument16 SeitenAluminum DrossJamir JoNoch keine Bewertungen
- HP DSC1 BrochureDokument6 SeitenHP DSC1 BrochureJosé Javier Fuentes RiveraNoch keine Bewertungen
- Phase Transition-HarvardDokument17 SeitenPhase Transition-HarvardSawon KhanNoch keine Bewertungen
- Aberration: Weak Anthropic PrincipleDokument43 SeitenAberration: Weak Anthropic PrinciplenewprocessNoch keine Bewertungen
- O2/M-100 Oxygen Gas Sensor Spec SheetDokument3 SeitenO2/M-100 Oxygen Gas Sensor Spec SheetPhillip FryNoch keine Bewertungen