Das könnte Ihnen auch gefallen
- Coating FINALDokument44 SeitenCoating FINALbhanumech100% (1)
- Advances in Aerogel Composites for Environmental RemediationVon EverandAdvances in Aerogel Composites for Environmental RemediationAftab Aslam Parwaz KhanNoch keine Bewertungen
- Polyaspartic Webinar Protective and MarineDokument47 SeitenPolyaspartic Webinar Protective and MarinequimizaNoch keine Bewertungen
- Material Handling Equipment World Summary: Market Values & Financials by CountryVon EverandMaterial Handling Equipment World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Challenging The Organic "Zinc Rich" Primer StandardDokument9 SeitenChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsVon EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNoch keine Bewertungen
- 부식 en12944Dokument10 Seiten부식 en12944ksjin0226Noch keine Bewertungen
- Effect of Coatings on Corrosion of SteelDokument6 SeitenEffect of Coatings on Corrosion of SteelLuthfi Ady100% (1)
- CAFCO Topcoat 200 Petro Data Sheet - D032-0209Dokument4 SeitenCAFCO Topcoat 200 Petro Data Sheet - D032-0209Ishmael BertolNoch keine Bewertungen
- Inspection of Marine Surface Preparation and Coating ApplicationDokument3 SeitenInspection of Marine Surface Preparation and Coating ApplicationROHITNoch keine Bewertungen
- Engineering Corrosion Protection at Hub Power Station: Tariq Aziz Nace Level 2Dokument50 SeitenEngineering Corrosion Protection at Hub Power Station: Tariq Aziz Nace Level 2Hasan AhmedNoch keine Bewertungen
- Selecting Elastomeric Linings For Storage TanksDokument4 SeitenSelecting Elastomeric Linings For Storage TankshamidjoyiaNoch keine Bewertungen
- Insulation CatalogDokument120 SeitenInsulation CatalogsilicijumNoch keine Bewertungen
- Hot-Dip Galvanizing Process ExplainedDokument18 SeitenHot-Dip Galvanizing Process Explainedsample use100% (1)
- Angels and Demons in The Realm of Protective CoatingsDokument26 SeitenAngels and Demons in The Realm of Protective Coatingsaliabdulhamid100% (1)
- The Journal of Protective Coatings & Linings - Why Surface Preparation Is ImportantDokument5 SeitenThe Journal of Protective Coatings & Linings - Why Surface Preparation Is ImportantSergio Daniel Barea Nuñez100% (1)
- ROCKWOOL RockTech B (Blanket) Series LR PDFDokument2 SeitenROCKWOOL RockTech B (Blanket) Series LR PDFWasawat JoongjaiNoch keine Bewertungen
- Amine Blush (Rubor de Amina)Dokument2 SeitenAmine Blush (Rubor de Amina)Melissa Edith Vega Reynoso100% (1)
- General: Insulated Aluminium CladdingDokument5 SeitenGeneral: Insulated Aluminium Claddingeccos3338Noch keine Bewertungen
- FEpoxy BoxDokument2 SeitenFEpoxy BoxJamie ClarkNoch keine Bewertungen
- Pipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge TavesDokument51 SeitenPipeline Coatings The Petrobrás Experience: Joaquim P. Quintela Jorge Tavesnathgsurendra100% (2)
- Corrosion Performance TestsDokument252 SeitenCorrosion Performance TestsChatchai Manathamsombat100% (1)
- Interspec: Tangguh Expansion ProjectDokument43 SeitenInterspec: Tangguh Expansion ProjectZamri Rahmat SikumbangNoch keine Bewertungen
- Report - Epo-Chem RA 500M - MarineDokument38 SeitenReport - Epo-Chem RA 500M - MarineMullah FassudinNoch keine Bewertungen
- Dr. Bugs Tan ADIPEC Conference PaperDokument23 SeitenDr. Bugs Tan ADIPEC Conference PaperDr Bugs Tan100% (1)
- T 18Dokument10 SeitenT 18khuramluck100% (2)
- White Rust and Galvanized Cooling TowersDokument2 SeitenWhite Rust and Galvanized Cooling Towersnorrisherrington100% (1)
- Internal Launch Presentation Version 01 - SingaporeDokument100 SeitenInternal Launch Presentation Version 01 - SingaporeEnrico Savira100% (1)
- 3lpe & 3lpeDokument7 Seiten3lpe & 3lpenareshvartakNoch keine Bewertungen
- Technical Article Polyurea OEM Perfect MatchDokument3 SeitenTechnical Article Polyurea OEM Perfect MatchAhmed TahaNoch keine Bewertungen
- Ballast TK HempelsDokument15 SeitenBallast TK HempelsGeorgios PapakostasNoch keine Bewertungen
- Dupont Teflon: Teflon S Coatings 958-203 and 958-207Dokument4 SeitenDupont Teflon: Teflon S Coatings 958-203 and 958-207Abdul RafiiNoch keine Bewertungen
- KCC DataSheet LT313ENGDokument2 SeitenKCC DataSheet LT313ENGNasir AnsariNoch keine Bewertungen
- CABOT - Enova Aerogel Additives For Next Generation Coatings - Nov-2011Dokument21 SeitenCABOT - Enova Aerogel Additives For Next Generation Coatings - Nov-2011kflimNoch keine Bewertungen
- Effects of Lithium Carbonate Additives in High Alumina CastableDokument13 SeitenEffects of Lithium Carbonate Additives in High Alumina CastableIan AjaNoch keine Bewertungen
- CUI: An In-Depth Analysis: Hira S. AhluwaliaDokument6 SeitenCUI: An In-Depth Analysis: Hira S. AhluwaliaJithuJohnNoch keine Bewertungen
- eBroc-FRP Custom Cooling Towers, YWCTDokument28 SeiteneBroc-FRP Custom Cooling Towers, YWCTJurizal Julian Luthan100% (1)
- Protecting Steel Edges: Presented By: Bob Kogler, Rampart LLCDokument42 SeitenProtecting Steel Edges: Presented By: Bob Kogler, Rampart LLCSuperCow FelizNoch keine Bewertungen
- Wet Storage Stain On Galvanized SteelDokument8 SeitenWet Storage Stain On Galvanized SteelDino PedutoNoch keine Bewertungen
- Thermal Spray Coating Preparation MethodsDokument6 SeitenThermal Spray Coating Preparation MethodsIqbalAbdulloh100% (1)
- Cement Plant CorrosionDokument7 SeitenCement Plant CorrosionHemlata ChandelNoch keine Bewertungen
- 1058-E2787a Black2Dokument2 Seiten1058-E2787a Black2christianNoch keine Bewertungen
- Corrosion Problems in The Oil IndustryDokument8 SeitenCorrosion Problems in The Oil IndustryUNIISCRIBDNoch keine Bewertungen
- Duplex SystemDokument9 SeitenDuplex Systemnightmanmx100% (1)
- Castable Aislante Kaolite GunningDokument2 SeitenCastable Aislante Kaolite GunningFrancisco TrujilloNoch keine Bewertungen
- IMO Ballast Tank Coating RegulationsDokument12 SeitenIMO Ballast Tank Coating RegulationsislimaNoch keine Bewertungen
- NACE 0374 Laboratory Test Procedure To Screening Scale InhibitorDokument204 SeitenNACE 0374 Laboratory Test Procedure To Screening Scale InhibitorrajikhannaNoch keine Bewertungen
- BrederoShaw TP TropicEnvironment PDFDokument8 SeitenBrederoShaw TP TropicEnvironment PDFMakrame BattazNoch keine Bewertungen
- Xylan 80-510-G3196 Pfa BeDokument2 SeitenXylan 80-510-G3196 Pfa BeSYED MAZHARNoch keine Bewertungen
- CuiDokument6 SeitenCuiأحمد صبحىNoch keine Bewertungen
- 8.T-ProofCrete 709 13-03-28Dokument2 Seiten8.T-ProofCrete 709 13-03-28Shamsul IslamNoch keine Bewertungen
- Chapter 6 MetalDokument34 SeitenChapter 6 Metalsisay gemNoch keine Bewertungen
- Manual de CorrosionDokument36 SeitenManual de CorrosionCristian CisternasNoch keine Bewertungen
- Corrosion Under Insulation: A JPCL EresourceDokument47 SeitenCorrosion Under Insulation: A JPCL Eresourcefahny100% (1)
- Carbon Steel Corrosion in Clay-Rich EnvironmentDokument10 SeitenCarbon Steel Corrosion in Clay-Rich Environmentblackcurse29Noch keine Bewertungen
- Faced Duct Wrap Insulation Technical Data SheetDokument4 SeitenFaced Duct Wrap Insulation Technical Data Sheethello1230Noch keine Bewertungen
- 3LPE Coating SpecificationDokument21 Seiten3LPE Coating SpecificationHướng PhạmNoch keine Bewertungen
- Phoenix Water Based PrimerDokument5 SeitenPhoenix Water Based PrimerbooklandNoch keine Bewertungen
- Rockwool Process Manual - p126-129Dokument3 SeitenRockwool Process Manual - p126-129isogulalebNoch keine Bewertungen
- SECTION 03 15 15 Elastomeric Bearing Pads: Part 1 - General 1.01 Section IncludesDokument0 SeitenSECTION 03 15 15 Elastomeric Bearing Pads: Part 1 - General 1.01 Section IncludesLauren BowenNoch keine Bewertungen
- Surface Preperation SSPCDokument4 SeitenSurface Preperation SSPCGTpianomanNoch keine Bewertungen
- 2011-153 Basic Calculation RevDokument2 Seiten2011-153 Basic Calculation RevArya RadityaNoch keine Bewertungen
- Silkagrout 280HSDokument2 SeitenSilkagrout 280HSArya RadityaNoch keine Bewertungen
- Step11 Load TestingDokument5 SeitenStep11 Load TestingdevotionNoch keine Bewertungen
- Heavy Hex Bolts and Nuts Spec SheetDokument2 SeitenHeavy Hex Bolts and Nuts Spec Sheetrusli bahtiarNoch keine Bewertungen
- Eccentric Footing Design in ACI 318-05Dokument8 SeitenEccentric Footing Design in ACI 318-05Wintun73Noch keine Bewertungen
- Coast Aluminum Catalog, 2021 (8120) 77a8Dokument204 SeitenCoast Aluminum Catalog, 2021 (8120) 77a8jose.mora-oldNoch keine Bewertungen
- Pengajuan Wps ASMEDokument1 SeitePengajuan Wps ASMEFerdie OSNoch keine Bewertungen
- Carbon & Stainless Steel Flange Dimensions & WeightsDokument3 SeitenCarbon & Stainless Steel Flange Dimensions & Weightssanitary valves aomiteNoch keine Bewertungen
- Bolt Capacities: Grade 4.6 Bolts in S355Dokument3 SeitenBolt Capacities: Grade 4.6 Bolts in S355Ah ChiaNoch keine Bewertungen
- Alloy A286 Ams 5731 Ams 5732 Ams 5737Dokument2 SeitenAlloy A286 Ams 5731 Ams 5732 Ams 5737gowtham raju buttiNoch keine Bewertungen
- Bill of Quantities of RasuwagadhiDokument6 SeitenBill of Quantities of RasuwagadhiIndra DhakalNoch keine Bewertungen
- Low Voltage Cables BookDokument59 SeitenLow Voltage Cables BookMuhammad AdilNoch keine Bewertungen
- Maxytone TDS enDokument24 SeitenMaxytone TDS enMatrix DesamparadosNoch keine Bewertungen
- P20 Tool Steel DescriptionDokument5 SeitenP20 Tool Steel DescriptionJAFFERNoch keine Bewertungen
- Trends in Powder MetallurgyDokument39 SeitenTrends in Powder MetallurgyManjunath GowdaNoch keine Bewertungen
- Classification of Metallic Engineering MaterialsDokument24 SeitenClassification of Metallic Engineering MaterialsidontlikeebooksNoch keine Bewertungen
- Astm A 795Dokument6 SeitenAstm A 795djfreditoNoch keine Bewertungen
- TDS - 01 - Ingunit P - 11 - 2021 - ENDokument2 SeitenTDS - 01 - Ingunit P - 11 - 2021 - ENFilip PopordanoskiNoch keine Bewertungen
- MPCPL BSR M12X1.75PX45 4140 B7 Blackodising M12-45-SB7Dokument1 SeiteMPCPL BSR M12X1.75PX45 4140 B7 Blackodising M12-45-SB7GauravNoch keine Bewertungen
- Saej 524 V 002Dokument5 SeitenSaej 524 V 002Marcos Verissimo Juca de PaulaNoch keine Bewertungen
- Cast OlinDokument24 SeitenCast OlinAnonymous CZHJN2EU0U100% (1)
- 2008 Wind SeismicDokument87 Seiten2008 Wind SeismicRo-bert MagoNoch keine Bewertungen
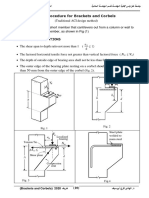
- Brackets and Corbels ACI 318 L # 1Dokument7 SeitenBrackets and Corbels ACI 318 L # 1soran azizNoch keine Bewertungen
- 7861 2 PDFDokument26 Seiten7861 2 PDFUdit Kumar SarkarNoch keine Bewertungen
- EPP Surface Preparation NetDokument5 SeitenEPP Surface Preparation Netumunera2997Noch keine Bewertungen
- Workshop Welding ShopDokument80 SeitenWorkshop Welding ShopBhaskar KandpalNoch keine Bewertungen
- Crown-Trade-Colour-Guide-18 (1) - Part5Dokument4 SeitenCrown-Trade-Colour-Guide-18 (1) - Part5atulNoch keine Bewertungen
- Toplotna IzolacijaDokument12 SeitenToplotna IzolacijaZdravko GrbićNoch keine Bewertungen
- 092116Dokument7 Seiten092116kupaloidNoch keine Bewertungen
- X17CrNi16-2 HTTP - WWW - Steelnumber.com - en - Steel - Composition - Eu - PHP - Name - IdDokument2 SeitenX17CrNi16-2 HTTP - WWW - Steelnumber.com - en - Steel - Composition - Eu - PHP - Name - IddabarcinaNoch keine Bewertungen
- Building Construction Cost Building Construction MaterialsDokument1 SeiteBuilding Construction Cost Building Construction MaterialsSP constructionNoch keine Bewertungen
- Joint Design RequirementsDokument21 SeitenJoint Design RequirementskhudubaNoch keine Bewertungen
- Investigatory Project On Metal CouplingDokument24 SeitenInvestigatory Project On Metal CouplingDude LukaazNoch keine Bewertungen