Das könnte Ihnen auch gefallen
- TIA-568.1-D FinalDokument52 SeitenTIA-568.1-D FinalJose Jimenez100% (2)
- United States Radio Frequency Allocation ChartDokument1 SeiteUnited States Radio Frequency Allocation ChartJason Bentley100% (2)
- 2003 AllochrtDokument1 Seite2003 AllochrtlutfiNoch keine Bewertungen
- The Rough Guide to Beijing (Travel Guide eBook)Von EverandThe Rough Guide to Beijing (Travel Guide eBook)Bewertung: 2 von 5 Sternen2/5 (1)
- Mohamed Fathy Construction MGRDokument4 SeitenMohamed Fathy Construction MGRMohamed FathyNoch keine Bewertungen
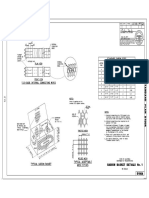
- UGC-01-GEO-SCP-1101-003: Cuffe Parade Station Typical Arrays of InstrumentationDokument1 SeiteUGC-01-GEO-SCP-1101-003: Cuffe Parade Station Typical Arrays of InstrumentationAlhad PanwalkarNoch keine Bewertungen
- UGC-01-GEO-SCP-1101-003: Cuffe Parade Station Typical Arrays of InstrumentationDokument1 SeiteUGC-01-GEO-SCP-1101-003: Cuffe Parade Station Typical Arrays of InstrumentationAlhad PanwalkarNoch keine Bewertungen
- APPM Annual Report 2017Dokument118 SeitenAPPM Annual Report 2017nabenupNoch keine Bewertungen
- Oetc Grid Map-2011Dokument5 SeitenOetc Grid Map-2011Krishna PardeshiNoch keine Bewertungen
- 4HIN421003-AGAA - Single Line Diagram - Diverter-ServoApplication - Rev00Dokument3 Seiten4HIN421003-AGAA - Single Line Diagram - Diverter-ServoApplication - Rev00sudhakarraomNoch keine Bewertungen
- Attachment-F5 Transfer Line Refacroty Repir Rev2. U340-R75822 (MHI)Dokument27 SeitenAttachment-F5 Transfer Line Refacroty Repir Rev2. U340-R75822 (MHI)JESUSNoch keine Bewertungen
- Ieng and Ceng Guidance NotesDokument26 SeitenIeng and Ceng Guidance NotesStephen McCannNoch keine Bewertungen
- IEng and CEng Guidance Notes PDFDokument26 SeitenIEng and CEng Guidance Notes PDFUnni CyriacNoch keine Bewertungen
- MDR Pipeline Segment 4 & 5 - 23 September 2021Dokument7 SeitenMDR Pipeline Segment 4 & 5 - 23 September 2021Dheska AgungwNoch keine Bewertungen
- 05 SITEPLAN HUNIAN BERIMBANG PLAN - D - KIRIM - 310315-Model PDFDokument1 Seite05 SITEPLAN HUNIAN BERIMBANG PLAN - D - KIRIM - 310315-Model PDFArif Jubaidilah NingrumNoch keine Bewertungen
- RUBY GRAND 4200 - PRICE LIST - REV - 16 16-10-14 - LatestDokument24 SeitenRUBY GRAND 4200 - PRICE LIST - REV - 16 16-10-14 - LatestAnshul KumarNoch keine Bewertungen
- Section A-A: Details of Mesh - M1Dokument1 SeiteSection A-A: Details of Mesh - M1bharat varmaNoch keine Bewertungen
- YJCCI Directory 2018-19Dokument52 SeitenYJCCI Directory 2018-19S K SinghNoch keine Bewertungen
- (Package 2 - Pec-Dcsm) NSRP Daily Progress Report - 201910 - 23Dokument21 Seiten(Package 2 - Pec-Dcsm) NSRP Daily Progress Report - 201910 - 23duyanhNoch keine Bewertungen
- Acta Final 10mo BDokument3 SeitenActa Final 10mo Bdavid caamañoNoch keine Bewertungen
- TIA-568.0-D FinalDokument62 SeitenTIA-568.0-D FinalJose Jimenez100% (2)
- Icfai University, Dehradun: Student Name Iud No Ibs NoDokument7 SeitenIcfai University, Dehradun: Student Name Iud No Ibs Norohit5586Noch keine Bewertungen
- Practical Electronics 1967 02 S OCR PDFDokument84 SeitenPractical Electronics 1967 02 S OCR PDFCarlos SoaresNoch keine Bewertungen
- Sewer Isometric View: Manhole ManholeDokument1 SeiteSewer Isometric View: Manhole ManholeMarvin VinaraoNoch keine Bewertungen
- Plumbing3 ModelDokument1 SeitePlumbing3 ModelMarvin VinaraoNoch keine Bewertungen
- Operation Division: " To Be The First Class Total Mining Services Solution "Dokument30 SeitenOperation Division: " To Be The First Class Total Mining Services Solution "Wahyu SultanNoch keine Bewertungen
- Weekly MH&MP Report - Al Gihaz - New Al-Fara 380 KV BSP - 25-12-2019Dokument13 SeitenWeekly MH&MP Report - Al Gihaz - New Al-Fara 380 KV BSP - 25-12-2019Sn AhsanNoch keine Bewertungen
- Progress Billing No 17 FPDokument82 SeitenProgress Billing No 17 FPLuzon ThorinNoch keine Bewertungen
- 620-820 SCHEM PG1Rb PDFDokument1 Seite620-820 SCHEM PG1Rb PDFЕвгений МакаровNoch keine Bewertungen
- Untitled RRDokument1 SeiteUntitled RRShaaban HassanNoch keine Bewertungen
- Dayly ReportDokument2 SeitenDayly ReportJaycee PagadorNoch keine Bewertungen
- Lists of Projects of Faculty Members: School of . Department of .Dokument2 SeitenLists of Projects of Faculty Members: School of . Department of .qayamat4x4Noch keine Bewertungen
- Gad Flyover CH-5+680 PDFDokument7 SeitenGad Flyover CH-5+680 PDFmrinal kayalNoch keine Bewertungen
- Tracking Receipt: Ad Space AvailableDokument1 SeiteTracking Receipt: Ad Space AvailableLiza PinedaNoch keine Bewertungen
- D8210 - EX - PL - 00 - 02 D8210 - EX - PL - 00 - 01: Hotel OfficeDokument1 SeiteD8210 - EX - PL - 00 - 02 D8210 - EX - PL - 00 - 01: Hotel Officethamizharasan11Noch keine Bewertungen
- Final Grades and General Average: Names of LearnersDokument4 SeitenFinal Grades and General Average: Names of Learnersdennis davidNoch keine Bewertungen
- RUBRIC ASSESSMENT 2008-2009 (SEM 1) Class: X-A Subject: TopicDokument63 SeitenRUBRIC ASSESSMENT 2008-2009 (SEM 1) Class: X-A Subject: Topicapi-19618227Noch keine Bewertungen
- Untitled TtyDokument1 SeiteUntitled TtyShaaban HassanNoch keine Bewertungen
- 04 PDFDokument32 Seiten04 PDFPallavi RanaNoch keine Bewertungen
- DrawingDokument79 SeitenDrawingmayank designdimensionnNoch keine Bewertungen
- JO003-10-MA - MDD-DSP-001 P&ID Steam WaterDokument1 SeiteJO003-10-MA - MDD-DSP-001 P&ID Steam WaterHasan MustafaNoch keine Bewertungen
- Standard Gabion Sizes: Plan ViewDokument1 SeiteStandard Gabion Sizes: Plan ViewXbal MeiprastyoNoch keine Bewertungen
- Egt HXC Sit Ar XX 00 100 01Dokument1 SeiteEgt HXC Sit Ar XX 00 100 01Acer MohyNoch keine Bewertungen
- Air-Way 2014 Product CatalogDokument236 SeitenAir-Way 2014 Product CatalogCrisz Giovanny Toapanta MedinaNoch keine Bewertungen
- Ground FloorDokument1 SeiteGround Floor09-Uday KiranNoch keine Bewertungen
- Edgbaston Campus MapDokument1 SeiteEdgbaston Campus Mapfernandoabel01Noch keine Bewertungen
- Tampak Samping-1 PDFDokument1 SeiteTampak Samping-1 PDFheri_prasetyadiNoch keine Bewertungen
- Vomm Parking Line - PlaneDokument1 SeiteVomm Parking Line - PlaneTwotawan ThepilotNoch keine Bewertungen
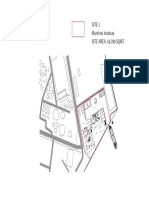
- Site 1 Maritime Institute Site Area: 24,780 SQMT: Haji Bandar RoadDokument1 SeiteSite 1 Maritime Institute Site Area: 24,780 SQMT: Haji Bandar RoadRIDDHI RANENoch keine Bewertungen
- TA-17-050 C01 001 Site PlanDokument1 SeiteTA-17-050 C01 001 Site PlanMohammad UmmerNoch keine Bewertungen
- LAX Airline Location MapDokument1 SeiteLAX Airline Location MapJimmy F. RuizNoch keine Bewertungen
- A B C D E F G H: Ga of SwitchyardDokument1 SeiteA B C D E F G H: Ga of SwitchyardDarshit VyasNoch keine Bewertungen
- 132KV Bay 105Dokument129 Seiten132KV Bay 105Partha DeyNoch keine Bewertungen
- Death ValleyDokument1 SeiteDeath ValleysamfabriNoch keine Bewertungen
- Core Report for Superpave فبرايرDokument68 SeitenCore Report for Superpave فبرايرMohamed NagiNoch keine Bewertungen
- FootprintsDokument1 SeiteFootprintsValeria ManciniNoch keine Bewertungen
- Portland Jetport/Outer Congress ST Outbound Maine PortlandDokument1 SeitePortland Jetport/Outer Congress ST Outbound Maine Portlandrcoffey_3Noch keine Bewertungen
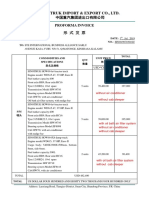
- Pro Forma Invoice For HOWO Tractor Truck and Dump Truck (CIF) CorrigéDokument2 SeitenPro Forma Invoice For HOWO Tractor Truck and Dump Truck (CIF) CorrigéFAOUZI100% (1)
- WAS-21A1EN ReferenceDesignDokument20 SeitenWAS-21A1EN ReferenceDesignthao nguyenNoch keine Bewertungen
- Emergency Lighting FixtureDokument1 SeiteEmergency Lighting FixtureAbdul RafaeNoch keine Bewertungen
- Smart Lamp ReportDokument24 SeitenSmart Lamp ReportImanFarhanNoch keine Bewertungen
- Measurements On Electric Installations in Theory and PracticeDokument124 SeitenMeasurements On Electric Installations in Theory and Practicebxteo100% (2)
- Monitoring Codes of PC300 MachinesDokument7 SeitenMonitoring Codes of PC300 Machinesbjrock123Noch keine Bewertungen
- Zoomlion Crawler Crane QUY260 - Operating ManualDokument433 SeitenZoomlion Crawler Crane QUY260 - Operating ManualVũ Đình HậuNoch keine Bewertungen
- Inspection Report Dozer: Inspected by Location MBB Site Check PointDokument2 SeitenInspection Report Dozer: Inspected by Location MBB Site Check PointkkmechNoch keine Bewertungen
- PS Series Tensioner BrochureDokument4 SeitenPS Series Tensioner BrochureAbdullah Muhamad ZahdiNoch keine Bewertungen
- Catalogue Control Technology Main Catalogue 2017 PDFDokument156 SeitenCatalogue Control Technology Main Catalogue 2017 PDFEDA PROJECT TEAMNoch keine Bewertungen
- MaintenanceDokument3 SeitenMaintenancejoseNoch keine Bewertungen
- Product Details: Export PageDokument6 SeitenProduct Details: Export PagezhenyupanNoch keine Bewertungen
- Content: 1. Dimensiong of CT S 2. Error Definitions 3. General Design Aspects 4. Linear CoresDokument9 SeitenContent: 1. Dimensiong of CT S 2. Error Definitions 3. General Design Aspects 4. Linear CoresmshahidshaukatNoch keine Bewertungen
- Electic VehicleDokument16 SeitenElectic VehicleNishant ThapliyalNoch keine Bewertungen
- Types of Vacuum CleanersDokument2 SeitenTypes of Vacuum CleanersAlex DA CostaNoch keine Bewertungen
- Axis Controls Brochure 20191Dokument54 SeitenAxis Controls Brochure 20191Van HoangNoch keine Bewertungen
- Lockwood Synergy Mortice Locks CatalogueDokument76 SeitenLockwood Synergy Mortice Locks CatalogueNickNoch keine Bewertungen
- 200827X-Ray High Voltage Cables PDFDokument1 Seite200827X-Ray High Voltage Cables PDFJared Medina BlanquicettNoch keine Bewertungen
- 2.CP For Potable & Fire Water Tanks - TrainingDokument82 Seiten2.CP For Potable & Fire Water Tanks - TrainingRaja Prathap Singh Gopal100% (1)
- SMP of MCC & PCC RoomDokument4 SeitenSMP of MCC & PCC Roomsanjay sharmaNoch keine Bewertungen
- Digital Protection RelayDokument8 SeitenDigital Protection RelayHeiderPulecioGuzmanNoch keine Bewertungen
- Apron Feeder SpecDokument2 SeitenApron Feeder Spec20106285Noch keine Bewertungen
- Ford 4EAT-F (F4A-EL) 1997 & UP Escort Mazda Protégé UP To 1998Dokument2 SeitenFord 4EAT-F (F4A-EL) 1997 & UP Escort Mazda Protégé UP To 1998AUTOPARTES 1987Noch keine Bewertungen
- Bearing Clearance - CheckDokument3 SeitenBearing Clearance - Checkeshopmanual limaNoch keine Bewertungen
- Ec Fse 400 Service Manual 2002 Amp 2003 PDFDokument74 SeitenEc Fse 400 Service Manual 2002 Amp 2003 PDFRobi JuncNoch keine Bewertungen
- Electric Duct Heaters - Installation GuideDokument2 SeitenElectric Duct Heaters - Installation GuideLeandro SimonsNoch keine Bewertungen
- Manual OpDokument43 SeitenManual OpFalero Paico ENoch keine Bewertungen
- GROUP 3 (Turning, Boring & Related Topics) : Members: Clarice Cabalit Mark Giovanni Cabanero John Clyde Calvo Joseph TeneroDokument7 SeitenGROUP 3 (Turning, Boring & Related Topics) : Members: Clarice Cabalit Mark Giovanni Cabanero John Clyde Calvo Joseph TeneroBenz Andrew RegisNoch keine Bewertungen
- n.1 Bomba Royal Bean 420Dokument3 Seitenn.1 Bomba Royal Bean 420Luis Felipe Morales JaraNoch keine Bewertungen
- ESMADokument52 SeitenESMAFlavioNoch keine Bewertungen
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Oil: An Overview of the Petroleum IndustryVon EverandOil: An Overview of the Petroleum IndustryBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Enhanced Oil Recovery Handout: A Focus on WaterfloodingVon EverandEnhanced Oil Recovery Handout: A Focus on WaterfloodingNoch keine Bewertungen
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesVon EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNoch keine Bewertungen
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- The Certified Oil and Gas Project ManagerVon EverandThe Certified Oil and Gas Project ManagerBewertung: 4 von 5 Sternen4/5 (2)
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeVon EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNoch keine Bewertungen
- Advanced Production Decline Analysis and ApplicationVon EverandAdvanced Production Decline Analysis and ApplicationBewertung: 3.5 von 5 Sternen3.5/5 (4)
- An Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsVon EverandAn Operations Guide to Safety and Environmental Management Systems (SEMS): Making Sense of BSEE SEMS RegulationsNoch keine Bewertungen
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsVon EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNoch keine Bewertungen
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationVon EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- The Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbVon EverandThe Guide to Oilwell Fishing Operations: Tools, Techniques, and Rules of ThumbBewertung: 4.5 von 5 Sternen4.5/5 (11)
- Oil and Gas Artificial Fluid Lifting TechniquesVon EverandOil and Gas Artificial Fluid Lifting TechniquesBewertung: 5 von 5 Sternen5/5 (1)
- 100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonVon Everand100 AI Use Cases in the Upstream Industry: A Comprehensive Guide for Professionals and Researchers to Overcome Industry Challenges Using AI and PythonNoch keine Bewertungen
- Ship and Mobile Offshore Unit Automation: A Practical GuideVon EverandShip and Mobile Offshore Unit Automation: A Practical GuideNoch keine Bewertungen
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)