Das könnte Ihnen auch gefallen
- DyD Guia Silicona Tipo de MoldesDokument8 SeitenDyD Guia Silicona Tipo de MoldesJosé ViraltaNoch keine Bewertungen
- Fabricacion de Moldes en Caucho de SiliconaDokument21 SeitenFabricacion de Moldes en Caucho de SiliconaFabian Arturo Guaman MantillaNoch keine Bewertungen
- Comencemos Por El Horno SolarDokument11 SeitenComencemos Por El Horno SolarRubén Brandy Quiñones RamirezNoch keine Bewertungen
- Guia de Protesis TotalDokument6 SeitenGuia de Protesis Totaljhonnysrubio6Noch keine Bewertungen
- PRÁCTICA No 3 Inyección de PlásticoDokument7 SeitenPRÁCTICA No 3 Inyección de PlásticoYuliana VázquezNoch keine Bewertungen
- Reproducción de Varios MoldesDokument8 SeitenReproducción de Varios Moldesby5wtsgt4mNoch keine Bewertungen
- CaleidoscopioDokument6 SeitenCaleidoscopioAndrea GalvisNoch keine Bewertungen
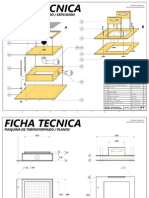
- Ficha Technica 03 MaquinaDokument5 SeitenFicha Technica 03 MaquinaMarwin PilayNoch keine Bewertungen
- Mutado de La PrótesisDokument5 SeitenMutado de La PrótesislubattagliaNoch keine Bewertungen
- Caucho de Siliconas - Tecnicas de MoldeoDokument7 SeitenCaucho de Siliconas - Tecnicas de MoldeoMiguel Angel Hanco Choque0% (1)
- Cómo Materializar Las IdeasDokument98 SeitenCómo Materializar Las IdeasIsabelNoch keine Bewertungen
- Cómo Utilizar Un Kit de Fibra de Vidrio - WikiHowDokument3 SeitenCómo Utilizar Un Kit de Fibra de Vidrio - WikiHowscribdgutoNoch keine Bewertungen
- Cómo Hacer Moldes de Fibra de Vidrio Baratos para YesoDokument2 SeitenCómo Hacer Moldes de Fibra de Vidrio Baratos para YesoAryana SophiaNoch keine Bewertungen
- Cubetas IndividualesDokument5 SeitenCubetas IndividualesjonaykersNoch keine Bewertungen
- Joyas Con Resina EpóxicaDokument47 SeitenJoyas Con Resina EpóxicaXesar Camps83% (6)
- Clonando MiniaturasDokument3 SeitenClonando Miniaturaswilsonsant100% (1)
- MaterialesDokument1 SeiteMaterialesLIBRERIANoch keine Bewertungen
- Examen PedroDokument4 SeitenExamen PedrokarinariosNoch keine Bewertungen
- IndustriaaDokument5 SeitenIndustriaaManu y yaNoch keine Bewertungen
- Cubeta IndividualDokument13 SeitenCubeta IndividualOswaldo Omar Sanchez SolisNoch keine Bewertungen
- Como Clonar Una Figura Utilizando Moldes de SiliconaDokument4 SeitenComo Clonar Una Figura Utilizando Moldes de Siliconanagual2002Noch keine Bewertungen
- Reparar Fibra de VidrioDokument5 SeitenReparar Fibra de VidrioMarcelo Aguila CanalesNoch keine Bewertungen
- CT No MetalicosDokument24 SeitenCT No MetalicosJiane Unoc De La CruzNoch keine Bewertungen
- Instrucciones Detalladas para Hacer Goma EspumaDokument27 SeitenInstrucciones Detalladas para Hacer Goma EspumaJohn FredyNoch keine Bewertungen
- CalandreoDokument5 SeitenCalandreor547Noch keine Bewertungen
- Informe CeramicosDokument12 SeitenInforme CeramicosjulianaNoch keine Bewertungen
- Shillingburg Capitulo 17Dokument2 SeitenShillingburg Capitulo 17Karolaa' Rdz ENoch keine Bewertungen
- Gaita de GuanteDokument7 SeitenGaita de GuanteanahiNoch keine Bewertungen
- Experimentos para El Día de La Ciencia-Idim-2017 (Grado 4)Dokument18 SeitenExperimentos para El Día de La Ciencia-Idim-2017 (Grado 4)Carlos Arturo Garzón MartínezNoch keine Bewertungen
- Toma deDokument10 SeitenToma deSan GreifusNoch keine Bewertungen
- Des. - Tema3Dokument12 SeitenDes. - Tema3AroaNoch keine Bewertungen
- MOLDESDokument10 SeitenMOLDESAgustin PrietoNoch keine Bewertungen
- Cubeta IndividualDokument3 SeitenCubeta IndividualLeo67% (3)
- Aerosol para EsmerilarDokument3 SeitenAerosol para EsmerilarJuan Carlos Vargas GuzmánNoch keine Bewertungen
- Fabricacion Moldes de Caucho de SiliconaDokument9 SeitenFabricacion Moldes de Caucho de SiliconamerceniereNoch keine Bewertungen
- EnmufladoDokument4 SeitenEnmufladoNakaryGamboaNoch keine Bewertungen
- Cómo Hacer Moldes para Estatuas de YesoDokument3 SeitenCómo Hacer Moldes para Estatuas de YesoMercedes BemporatNoch keine Bewertungen
- Como Hacer Sellos de Goma (Con Diploma)Dokument12 SeitenComo Hacer Sellos de Goma (Con Diploma)Ernesto DavidNoch keine Bewertungen
- Fabricación Del HoplonDokument11 SeitenFabricación Del HoplonYul Enrique Pérez GarcíaNoch keine Bewertungen
- Como Hacer MoldesDokument4 SeitenComo Hacer Moldesprofetis100% (1)
- Materiales y ProcedimientoDokument3 SeitenMateriales y ProcedimientoSebastian RivasNoch keine Bewertungen
- Sellos de GomaDokument14 SeitenSellos de GomaJuan QuispeNoch keine Bewertungen
- Cubeta IndividualDokument8 SeitenCubeta IndividualEvelyn Neira50% (2)
- Apuntes de Resina - Curso CompletoDokument7 SeitenApuntes de Resina - Curso CompletoGraciela ValdezNoch keine Bewertungen
- Cómo Hacer Un Horno SolarDokument15 SeitenCómo Hacer Un Horno SolarpatNoch keine Bewertungen
- Porta Impresión IndividualDokument3 SeitenPorta Impresión IndividualAlex López100% (2)
- Tec FundaDokument3 SeitenTec FundaValeska Cecilia Chaparro RodriguezNoch keine Bewertungen
- Soldados de PlomoDokument494 SeitenSoldados de Plomoluis100% (1)
- Guia 6 Construccion Horno SolarDokument5 SeitenGuia 6 Construccion Horno SolarLuisa Fernanda Rodríguez DíazNoch keine Bewertungen
- Modelo Colocacion Porcelanatos y CeramicosDokument1 SeiteModelo Colocacion Porcelanatos y CeramicossoniaNoch keine Bewertungen
- Purificar Agua Con Energía SolarDokument6 SeitenPurificar Agua Con Energía SolarRaul David Nota MercadoNoch keine Bewertungen
- Carrocería. Práctica 10A. Reparación de Plasticos TermoplásticosDokument9 SeitenCarrocería. Práctica 10A. Reparación de Plasticos TermoplásticosDaniel OrtegaNoch keine Bewertungen
- El window color. Cómo pintar objetos de cristalVon EverandEl window color. Cómo pintar objetos de cristalNoch keine Bewertungen
- Estarcido muy fácil - El stencil para tus regalos, tu habitación, tus celebracionesVon EverandEstarcido muy fácil - El stencil para tus regalos, tu habitación, tus celebracionesNoch keine Bewertungen
- Hoja de Datos de CorianDokument8 SeitenHoja de Datos de CorianDiego BeltramiNoch keine Bewertungen
- Manual de MaderasDokument161 SeitenManual de MaderasEdmundo Jiménez PeraltaNoch keine Bewertungen
- Articles-37620 PDF AserraderosDokument84 SeitenArticles-37620 PDF AserraderosOtto BerganzaNoch keine Bewertungen
- Corian Specdata EsDokument7 SeitenCorian Specdata EsDiego BeltramiNoch keine Bewertungen
- Fundición en BronceDokument3 SeitenFundición en BronceJOSUE ANDRES VISCARRA PARDONoch keine Bewertungen
- Equipos y Herramientas en Procesos de FusionDokument24 SeitenEquipos y Herramientas en Procesos de FusionWilliam DuarteNoch keine Bewertungen
- Modelado de Manos y PiesDokument10 SeitenModelado de Manos y PiesLuis HCNoch keine Bewertungen
- Piso CeramicoDokument6 SeitenPiso CeramicoMilton IngTec TecnologiaNoch keine Bewertungen
- 1.3 Procesos de Manufactura ConvencionalesDokument6 Seiten1.3 Procesos de Manufactura Convencionalestinkerbell1988Noch keine Bewertungen
- Guia No.6Dokument5 SeitenGuia No.6old gazanNoch keine Bewertungen
- CrisDokument3 SeitenCrisMariela Tapia Salazar100% (1)
- Tecnica de Moldeo Empleado en La Manufactura Del RadomoDokument6 SeitenTecnica de Moldeo Empleado en La Manufactura Del RadomoalvaroNoch keine Bewertungen
- Ficha Tecnica SIO-2 FLUMO (Es)Dokument3 SeitenFicha Tecnica SIO-2 FLUMO (Es)xpt_12Noch keine Bewertungen
- LIBRETODokument44 SeitenLIBRETOyael coloresNoch keine Bewertungen
- Material de Fabricacion de Moldes y TroquelesDokument7 SeitenMaterial de Fabricacion de Moldes y TroquelesLuis Angel Becerril SanchezNoch keine Bewertungen
- Colada CentrifugaDokument4 SeitenColada CentrifugaGiovanni Erick Antaurco ZambranoNoch keine Bewertungen
- ESC1 - Moldes de SiliconaDokument4 SeitenESC1 - Moldes de SiliconaCoqui PodestáNoch keine Bewertungen
- Tipos de Moldes ListazoooooDokument7 SeitenTipos de Moldes ListazoooooJorge CamposNoch keine Bewertungen
- Describa Las Diferencias Entre Los Moldes Desechables y Los PermanentesDokument3 SeitenDescriba Las Diferencias Entre Los Moldes Desechables y Los Permanentesluis cordova100% (1)
- CartillaS4 PDFDokument7 SeitenCartillaS4 PDFestefaniaNoch keine Bewertungen
- 2.3 Diseño y Conformación de Moldes PDFDokument12 Seiten2.3 Diseño y Conformación de Moldes PDFMANUEL DE JESUS GONZALEZ MARTINEZ0% (1)
- FT Acrystal PrimaDokument3 SeitenFT Acrystal Primajamman6969Noch keine Bewertungen
- Pruebas No Destructivas Del ConcretoDokument9 SeitenPruebas No Destructivas Del ConcretoGamonalVargasMarlonNoch keine Bewertungen
- Reporte de Practica (Molde A Cera Perdida)Dokument5 SeitenReporte de Practica (Molde A Cera Perdida)ENRIQUE SANCHEZNoch keine Bewertungen
- Ficha Visual - No FerrosoDokument3 SeitenFicha Visual - No FerrosoChuquiruna EdNoch keine Bewertungen
- El Molde CerámicoDokument38 SeitenEl Molde CerámicoDulce MuñozNoch keine Bewertungen
- Moldes de SiliconDokument20 SeitenMoldes de SiliconMaartin Esro100% (1)
- Molde - Wikipedia, La Enciclopedia LibreDokument3 SeitenMolde - Wikipedia, La Enciclopedia LibreEduardo ValenciaNoch keine Bewertungen
- Fabricación de Piezas Por MoldeoDokument13 SeitenFabricación de Piezas Por MoldeoChristian Ruben FrancoNoch keine Bewertungen
- Proceso de Moldeo y Fundición de PolímerosDokument4 SeitenProceso de Moldeo y Fundición de Polímerosabel antonio50% (2)
- Estructuras en El ModeladoDokument4 SeitenEstructuras en El ModeladoMaría José100% (1)
- 5 - Moldeo y Colada MC 216-2020-1Dokument7 Seiten5 - Moldeo y Colada MC 216-2020-1Hector SantistebanNoch keine Bewertungen
- FundiciónDokument2 SeitenFundiciónFernando Antonio Martinez MartinezNoch keine Bewertungen
- Practica MoldesDokument4 SeitenPractica MoldesSamuel Santiago Constantino VázquezNoch keine Bewertungen