Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- SH210 5 SERVCE CD PDF Pages 1 33Dokument33 SeitenSH210 5 SERVCE CD PDF Pages 1 33Em sulistio87% (23)
- Management in English Language Teaching SummaryDokument2 SeitenManagement in English Language Teaching SummaryCarolina Lara50% (2)
- Crawler Base DX500/DX600/DX680/ DX700/DX780/DX800: Original InstructionsDokument46 SeitenCrawler Base DX500/DX600/DX680/ DX700/DX780/DX800: Original InstructionsdefiunikasungtiNoch keine Bewertungen
- Pharmaceutical Processing - A Review On Wet Granulation TechnologyDokument19 SeitenPharmaceutical Processing - A Review On Wet Granulation TechnologyIsma UddinNoch keine Bewertungen
- 3Dokument5 Seiten3Isma UddinNoch keine Bewertungen
- Mukoadesif Timolol2Dokument6 SeitenMukoadesif Timolol2Isma UddinNoch keine Bewertungen
- Pharmaceutical Processing - A Review On Wet Granulation TechnologyDokument19 SeitenPharmaceutical Processing - A Review On Wet Granulation TechnologyIsma UddinNoch keine Bewertungen
- Tablets Dosage FormDokument124 SeitenTablets Dosage FormRania El HosaryNoch keine Bewertungen
- Tablet and CapsulesDokument101 SeitenTablet and CapsulesTamer HassanNoch keine Bewertungen
- Img 0003Dokument1 SeiteImg 0003Isma UddinNoch keine Bewertungen
- Principles of SOADokument36 SeitenPrinciples of SOANgoc LeNoch keine Bewertungen
- QuizDokument11 SeitenQuizDanica RamosNoch keine Bewertungen
- Steam Source Book PDFDokument108 SeitenSteam Source Book PDFJose Levican A100% (1)
- TT Class XII PDFDokument96 SeitenTT Class XII PDFUday Beer100% (2)
- Petitioner's Response To Show CauseDokument95 SeitenPetitioner's Response To Show CauseNeil GillespieNoch keine Bewertungen
- SPC Abc Security Agrmnt PDFDokument6 SeitenSPC Abc Security Agrmnt PDFChristian Comunity100% (3)
- RCC Design of Toe-Slab: Input DataDokument2 SeitenRCC Design of Toe-Slab: Input DataAnkitaNoch keine Bewertungen
- Bank Statement SampleDokument6 SeitenBank Statement SampleRovern Keith Oro CuencaNoch keine Bewertungen
- Health, Safety & Environment: Refer NumberDokument2 SeitenHealth, Safety & Environment: Refer NumbergilNoch keine Bewertungen
- Acevac Catalogue VCD - R3Dokument6 SeitenAcevac Catalogue VCD - R3Santhosh KumarNoch keine Bewertungen
- Possession: I. A. Definition and Concept Civil Code Art. 523-530 CasesDokument7 SeitenPossession: I. A. Definition and Concept Civil Code Art. 523-530 CasesPierrePrincipeNoch keine Bewertungen
- PovidoneDokument2 SeitenPovidoneElizabeth WalshNoch keine Bewertungen
- UCAT SJT Cheat SheetDokument3 SeitenUCAT SJT Cheat Sheetmatthewgao78Noch keine Bewertungen
- Tindara Addabbo, Edoardo Ales, Ylenia Curzi, Tommaso Fabbri, Olga Rymkevich, Iacopo Senatori - Performance Appraisal in Modern Employment Relations_ An Interdisciplinary Approach-Springer Internationa.pdfDokument278 SeitenTindara Addabbo, Edoardo Ales, Ylenia Curzi, Tommaso Fabbri, Olga Rymkevich, Iacopo Senatori - Performance Appraisal in Modern Employment Relations_ An Interdisciplinary Approach-Springer Internationa.pdfMario ChristopherNoch keine Bewertungen
- Introduction Into Post Go-Live SizingsDokument26 SeitenIntroduction Into Post Go-Live SizingsCiao BentosoNoch keine Bewertungen
- Beam Deflection by Double Integration MethodDokument21 SeitenBeam Deflection by Double Integration MethodDanielle Ruthie GalitNoch keine Bewertungen
- Agoura Hills DIVISION - 6. - NOISE - REGULATIONSDokument4 SeitenAgoura Hills DIVISION - 6. - NOISE - REGULATIONSKyle KimNoch keine Bewertungen
- Different Software Life Cycle Models: Mini Project OnDokument11 SeitenDifferent Software Life Cycle Models: Mini Project OnSagar MurtyNoch keine Bewertungen
- Epenisa 2Dokument9 SeitenEpenisa 2api-316852165100% (1)
- WHO Partograph Study Lancet 1994Dokument6 SeitenWHO Partograph Study Lancet 1994Dewi PradnyaNoch keine Bewertungen
- Switch CondenserDokument14 SeitenSwitch CondenserKader GüngörNoch keine Bewertungen
- SettingsDokument3 SeitenSettingsrusil.vershNoch keine Bewertungen
- Active Directory FactsDokument171 SeitenActive Directory FactsVincent HiltonNoch keine Bewertungen
- Your Electronic Ticket ReceiptDokument2 SeitenYour Electronic Ticket Receiptjoana12Noch keine Bewertungen
- Review of Accounting Process 1Dokument2 SeitenReview of Accounting Process 1Stacy SmithNoch keine Bewertungen
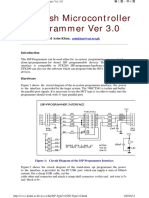
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDokument4 SeitenISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićNoch keine Bewertungen
- Estimation and Detection Theory by Don H. JohnsonDokument214 SeitenEstimation and Detection Theory by Don H. JohnsonPraveen Chandran C RNoch keine Bewertungen