Das könnte Ihnen auch gefallen
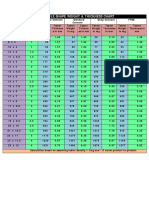
- Capsule & Tablet Size ChartDokument1 SeiteCapsule & Tablet Size ChartMahesh Patil KahatulNoch keine Bewertungen
- Corn Starch and Pregelatinized StarchDokument8 SeitenCorn Starch and Pregelatinized StarchSagita WidiyastutiNoch keine Bewertungen
- Tablet Technology EditedDokument42 SeitenTablet Technology EditedPramod Kc100% (1)
- Bruno Hancock Arden House Final HandoutsDokument18 SeitenBruno Hancock Arden House Final Handoutsdepardieu1973Noch keine Bewertungen
- 0.2011 IMA Kilian R+D Concept PDFDokument37 Seiten0.2011 IMA Kilian R+D Concept PDFPaqui Miranda Gualda100% (1)
- GS Coating Equipment enDokument8 SeitenGS Coating Equipment enAkber LakhaniNoch keine Bewertungen
- Capsugel DBcaps Sizing Information 1Dokument1 SeiteCapsugel DBcaps Sizing Information 1luismanolo09Noch keine Bewertungen
- Optimum Tablet Press Optimization - Machine Versus GranulationDokument10 SeitenOptimum Tablet Press Optimization - Machine Versus GranulationbookulNoch keine Bewertungen
- Dissolution - DisintegrationDokument10 SeitenDissolution - DisintegrationKathryn Faith Malabag100% (1)
- CapsulesDokument12 SeitenCapsulesDr-Jagadeesh MangamooriNoch keine Bewertungen
- Flow Through Cell Dissolution ApparatusDokument22 SeitenFlow Through Cell Dissolution ApparatusKimberly MccoyNoch keine Bewertungen
- Capsugel ConiSnap Sizing Information 2Dokument2 SeitenCapsugel ConiSnap Sizing Information 2CRD NEOMEDICNoch keine Bewertungen
- 01 Disintegration Test For Tablets and CapsulesDokument30 Seiten01 Disintegration Test For Tablets and CapsulesmefroNoch keine Bewertungen
- 3 Performa P Basic Machines: 4.1.2 Optional Features and Equipment (See Section 5.2)Dokument23 Seiten3 Performa P Basic Machines: 4.1.2 Optional Features and Equipment (See Section 5.2)Sangram KendreNoch keine Bewertungen
- Techniques of Tablet Coating Concepts and Advancements A Comprehensive Review 1 6Dokument6 SeitenTechniques of Tablet Coating Concepts and Advancements A Comprehensive Review 1 6Stefany Luke0% (1)
- Catalogue of Leak Test ApparatusDokument4 SeitenCatalogue of Leak Test ApparatustixocNoch keine Bewertungen
- CPR-18 - Ed 2010 IIDokument4 SeitenCPR-18 - Ed 2010 IIMin Min ZawNoch keine Bewertungen
- Tablet: Types of TabletsDokument82 SeitenTablet: Types of TabletsKema Akma100% (1)
- Formulation of Topical Products With Antiviral and AntibacterialDokument114 SeitenFormulation of Topical Products With Antiviral and AntibacterialMuhammad Masoom AkhtarNoch keine Bewertungen
- Prospective Validation of Paracetamol Tablet Dosage FormDokument10 SeitenProspective Validation of Paracetamol Tablet Dosage Formedgar palominoNoch keine Bewertungen
- Process Validation: Solid Dosage Forms Part IIDokument84 SeitenProcess Validation: Solid Dosage Forms Part IILien Hong0% (1)
- CTD Checklist DummyDokument1 SeiteCTD Checklist Dummydaizhussain004Noch keine Bewertungen
- Patented Technology in Soft Gelatin Capsule A ReviewDokument16 SeitenPatented Technology in Soft Gelatin Capsule A ReviewFatimahAhmat100% (1)
- Kasus-Film Coated TabletsDokument25 SeitenKasus-Film Coated TabletsCitra Ariani EdityaningrumNoch keine Bewertungen
- Tablet Compression Machine: Prepared By: - Akhilesh Rai (Engineering Officer) Department of Engineering Medreich LimitedDokument36 SeitenTablet Compression Machine: Prepared By: - Akhilesh Rai (Engineering Officer) Department of Engineering Medreich LimitedAkhilesh Rai100% (2)
- Standard Operating Procedure Department: ProductionDokument2 SeitenStandard Operating Procedure Department: Productionasit_mNoch keine Bewertungen
- Uncoated TabletsDokument1 SeiteUncoated Tabletsfopcu91Noch keine Bewertungen
- Pilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsDokument7 SeitenPilot Scaleup Techniques For Solid Dosage Form - An Overview For TabletsAsifNoch keine Bewertungen
- Process Validation For Atorvastatin Tablet - ArticleDokument13 SeitenProcess Validation For Atorvastatin Tablet - ArticleAnalyst NerdNoch keine Bewertungen
- Guide to Hard Gelatin Capsule ProductionDokument33 SeitenGuide to Hard Gelatin Capsule Productionalay_brahmbhattNoch keine Bewertungen
- Question and Answer For In-Process Parameters For Tablets and CapsulesDokument7 SeitenQuestion and Answer For In-Process Parameters For Tablets and CapsulesMubarak PatelNoch keine Bewertungen
- 2.PV Semisolid Fda PDFDokument37 Seiten2.PV Semisolid Fda PDFYuli SukmawatiNoch keine Bewertungen
- Brexpiprazole - Chem RevDokument112 SeitenBrexpiprazole - Chem RevSam SonNoch keine Bewertungen
- Cleaning Validation ProcessDokument11 SeitenCleaning Validation Processsamia khanNoch keine Bewertungen
- Dissolution MethodsDokument59 SeitenDissolution MethodsShiraz KhanNoch keine Bewertungen
- SOP For HPLC Shimadzu LabSolutionsDokument6 SeitenSOP For HPLC Shimadzu LabSolutionsfawaz khalilNoch keine Bewertungen
- Abstract Book JCDMCOP FinalDokument173 SeitenAbstract Book JCDMCOP FinalKapil SoniNoch keine Bewertungen
- STP Montelukast Sa.Dokument6 SeitenSTP Montelukast Sa.ShagorShagor100% (1)
- Vostem REPORT RegistDokument22 SeitenVostem REPORT RegistFajarRachmadiNoch keine Bewertungen
- Posterior Probability of Passing Compendial TestDokument47 SeitenPosterior Probability of Passing Compendial Testvg_vvgNoch keine Bewertungen
- WHO Certificate E120 2019Dokument4 SeitenWHO Certificate E120 2019Risen ChemicalsNoch keine Bewertungen
- Gkf3000s enDokument6 SeitenGkf3000s enPiotrSikoraNoch keine Bewertungen
- Carrs Index Hausner RatioDokument1 SeiteCarrs Index Hausner Ratiopharmashri5399Noch keine Bewertungen
- Development and Validation of RP-HPLC Method For Simultaneous Determination of Guaifenesin Impurities in Multi Drug CombinationsDokument9 SeitenDevelopment and Validation of RP-HPLC Method For Simultaneous Determination of Guaifenesin Impurities in Multi Drug CombinationsRouag AbdelkarimNoch keine Bewertungen
- URS Deviation ListDokument4 SeitenURS Deviation ListjaiminNoch keine Bewertungen
- VG Glatt PDFDokument14 SeitenVG Glatt PDFPankesin WonkaNoch keine Bewertungen
- LEON PHARMACEUTICALS PRODUCT DATA SHEETSDokument2 SeitenLEON PHARMACEUTICALS PRODUCT DATA SHEETSShagorShagorNoch keine Bewertungen
- Tablets: Popular Dosage FormsDokument7 SeitenTablets: Popular Dosage FormsYuppie Raj100% (1)
- Validation Protocol for Duke Process FRM3Dokument10 SeitenValidation Protocol for Duke Process FRM3Prashansa ShresthaNoch keine Bewertungen
- Art. Enteric CoatingDokument13 SeitenArt. Enteric CoatingDiana Marcela Parra BaronaNoch keine Bewertungen
- PV 01Dokument20 SeitenPV 01Logan KandanNoch keine Bewertungen
- CapsulesDokument35 SeitenCapsulesRochelle AntigNoch keine Bewertungen
- Solid Dosage Forms - CapsulesDokument14 SeitenSolid Dosage Forms - CapsulesHellcroZNoch keine Bewertungen
- Effect of Force Feeder On Tablet Strength During CompressionDokument9 SeitenEffect of Force Feeder On Tablet Strength During CompressionJosé RojasNoch keine Bewertungen
- Addendum 2019 to IP 2018: 66 New MonographsDokument2 SeitenAddendum 2019 to IP 2018: 66 New MonographspawnammalNoch keine Bewertungen
- Tamsulosina + DutasterideDokument13 SeitenTamsulosina + DutasterideJavier Hernandez100% (1)
- Asiklovir tablet product profileDokument16 SeitenAsiklovir tablet product profileAnita RuliyaniNoch keine Bewertungen
- Cleaning and disinfection of food factories: a practical guideVon EverandCleaning and disinfection of food factories: a practical guideNoch keine Bewertungen
- GCP Sect8 Packaging PerformanceDokument10 SeitenGCP Sect8 Packaging Performancelevanvui161Noch keine Bewertungen
- Performa II 07022590005Dokument180 SeitenPerforma II 07022590005Rodney Vitorino DiasNoch keine Bewertungen
- 50 Communication Activities Icebreakers and ExercisesDokument248 Seiten50 Communication Activities Icebreakers and ExercisesVaithiyanathan HaranNoch keine Bewertungen
- RM-Background-Eng Registro Medicamentos BackgroundDokument5 SeitenRM-Background-Eng Registro Medicamentos Backgroundluismanolo09Noch keine Bewertungen
- Final Report IcrelDokument207 SeitenFinal Report Icrelluismanolo09Noch keine Bewertungen
- D Cade BAS 2010Dokument4 SeitenD Cade BAS 2010luismanolo09Noch keine Bewertungen
- MRCT Proyect ReportDokument92 SeitenMRCT Proyect Reportluismanolo09Noch keine Bewertungen
- QA-QC viewpoint favors capsules over tablets for pharmaceutical preparationsDokument4 SeitenQA-QC viewpoint favors capsules over tablets for pharmaceutical preparationsluismanolo09Noch keine Bewertungen
- Capsugel DBcaps Sizing Information 1Dokument1 SeiteCapsugel DBcaps Sizing Information 1luismanolo09Noch keine Bewertungen
- QA-QC viewpoint favors capsules over tablets for pharmaceutical preparationsDokument4 SeitenQA-QC viewpoint favors capsules over tablets for pharmaceutical preparationsluismanolo09Noch keine Bewertungen
- Laboratory Techniques Option One Report SolvedDokument5 SeitenLaboratory Techniques Option One Report SolvedYasmeen AlnajjarNoch keine Bewertungen
- Calculation of Surface Area and Volume of Ponds and AssociatDokument16 SeitenCalculation of Surface Area and Volume of Ponds and AssociatLai SerranoNoch keine Bewertungen
- Department of Mechanical EngineeringDokument7 SeitenDepartment of Mechanical EngineeringMd TouhidNoch keine Bewertungen
- Soil Mechanic - Ch2Dokument31 SeitenSoil Mechanic - Ch2Yassine Kandoussi100% (1)
- Aspects of Lead Acid Battery Technology 6 Designing For Capacity PDFDokument43 SeitenAspects of Lead Acid Battery Technology 6 Designing For Capacity PDFtjkiddNoch keine Bewertungen
- ASTM D4253-16 Maximum Index Density and Unit Weight of Soil Using A Vibratory TableDokument19 SeitenASTM D4253-16 Maximum Index Density and Unit Weight of Soil Using A Vibratory TableAbeiku Naanye Bondziedu ImpraimNoch keine Bewertungen
- Lab Manual Fluid MechanicsDokument26 SeitenLab Manual Fluid MechanicsFarahSyazwaniNoch keine Bewertungen
- Extraction of Ethanol From Mixtures With N-Hexane by DesDokument8 SeitenExtraction of Ethanol From Mixtures With N-Hexane by Dessweety vermaNoch keine Bewertungen
- Introduction and Basic Concepts: Thermodynamics: An Engineering ApproachDokument49 SeitenIntroduction and Basic Concepts: Thermodynamics: An Engineering Approachtevin sessa100% (1)
- 1083ch6 1Dokument9 Seiten1083ch6 1Emad EmadNoch keine Bewertungen
- Physico-Mechanical Properties of Sapota (Achras Sapota L.)Dokument5 SeitenPhysico-Mechanical Properties of Sapota (Achras Sapota L.)Shailendra RajanNoch keine Bewertungen
- Geotechnical Engineering: Lab ManualDokument78 SeitenGeotechnical Engineering: Lab ManualajaykumarNoch keine Bewertungen
- Is 2386 2 1963 PDFDokument21 SeitenIs 2386 2 1963 PDFsherlin100% (1)
- A Different Approach To Estimate Air MoistureDokument7 SeitenA Different Approach To Estimate Air MoistureVal MosNoch keine Bewertungen
- Lab Manual For Soil TestingDokument58 SeitenLab Manual For Soil TestingSanjay MuthekarNoch keine Bewertungen
- Chapters 1, 2, & 3 - MUODokument99 SeitenChapters 1, 2, & 3 - MUOamanuelNoch keine Bewertungen
- Understanding Pressure: Units, Measurements, and CalculationsDokument2 SeitenUnderstanding Pressure: Units, Measurements, and Calculationsirma elNoch keine Bewertungen
- Measuring Real Yarn Diameter and Its Effect on Fabric QualityDokument6 SeitenMeasuring Real Yarn Diameter and Its Effect on Fabric QualityBoubker Kharchafi100% (1)
- Saso Din 51562 3 2016 eDokument13 SeitenSaso Din 51562 3 2016 eMaria AspriNoch keine Bewertungen
- Effect of Wetting Conditions On The in Situ DensitDokument10 SeitenEffect of Wetting Conditions On The in Situ DensitAlexander Angel Valda MelgarNoch keine Bewertungen
- Fluid Mechanics FundamentalsDokument15 SeitenFluid Mechanics FundamentalsJoseph ChanNoch keine Bewertungen
- Density of Soil and Rock In-Place at Depths Below Surface by Nuclear MethodsDokument7 SeitenDensity of Soil and Rock In-Place at Depths Below Surface by Nuclear MethodsIonut VasilescuNoch keine Bewertungen
- Astm D 2726 - 2000Dokument4 SeitenAstm D 2726 - 2000NazarethNoch keine Bewertungen
- Past Exam Soil MechDokument19 SeitenPast Exam Soil MechRyne TatendaNoch keine Bewertungen
- Formation of Integral Skin Polyurethane FoamsDokument11 SeitenFormation of Integral Skin Polyurethane FoamsHariHaran RajendranNoch keine Bewertungen
- Physics Daily Practice ProblemsDokument6 SeitenPhysics Daily Practice ProblemsRahulNoch keine Bewertungen
- Two Phase Flow RegimeDokument4 SeitenTwo Phase Flow RegimeRafael ReyesNoch keine Bewertungen
- Physics Grade 8Dokument5 SeitenPhysics Grade 8AshaNoch keine Bewertungen
- Mix Design Report For M-30 Grade of Concrete: M/s Aegis Logistics LTDDokument5 SeitenMix Design Report For M-30 Grade of Concrete: M/s Aegis Logistics LTD123shripadNoch keine Bewertungen
- Drying Lab ReportDokument26 SeitenDrying Lab ReportAriel Joseph Stern100% (2)