Das könnte Ihnen auch gefallen
- Clinker FormationDokument120 SeitenClinker FormationDragos PlaesuNoch keine Bewertungen
- PREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTDokument19 SeitenPREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTali100% (2)
- By Pass SystemDokument56 SeitenBy Pass SystemIrshad Hussain100% (2)
- Cement Kilns-Chlorine Impact On ProcessDokument27 SeitenCement Kilns-Chlorine Impact On Processmuhaisen2009100% (4)
- 10 Basic Fact About ClinkerDokument52 Seiten10 Basic Fact About ClinkermngyooNoch keine Bewertungen
- Lafarge Process Engg ManualsDokument132 SeitenLafarge Process Engg ManualsYhane100% (1)
- Pyro ProcessingDokument29 SeitenPyro ProcessingMKPashaPasha100% (2)
- SO3 Build Up and ControlDokument6 SeitenSO3 Build Up and ControlM. Ali Parvez100% (1)
- Energy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case StudyDokument12 SeitenEnergy Auditing and Recovery For Dry Type Cement Rotary Kiln Systems A Case Study1977julNoch keine Bewertungen
- Cement IndustryDokument27 SeitenCement IndustryAhmed Mahmoud100% (1)
- Blaine Vs ResiduesDokument3 SeitenBlaine Vs ResiduesVisnu Sankar100% (2)
- Mechanism of Clinker Coating Formation & FlameDokument39 SeitenMechanism of Clinker Coating Formation & FlameNael93% (14)
- VDZ-Onlinecourse 4 5 enDokument30 SeitenVDZ-Onlinecourse 4 5 enAnonymous iI88LtNoch keine Bewertungen
- Coating, Rings and BallsDokument8 SeitenCoating, Rings and BallsHazem Diab100% (1)
- Course 3 - Clinker Production: 3.4 CalcinerDokument28 SeitenCourse 3 - Clinker Production: 3.4 CalcinerAndreea Ștefura100% (1)
- 1,2,6a - Flames and Gas FiringDokument29 Seiten1,2,6a - Flames and Gas FiringMohamed SaadNoch keine Bewertungen
- VDZ-Onlinecourse 6 5 enDokument30 SeitenVDZ-Onlinecourse 6 5 enSuadNoch keine Bewertungen
- 3 MillventDokument24 Seiten3 MillventAnoop Tiwari100% (1)
- How To Line The Burner Pipe PDFDokument19 SeitenHow To Line The Burner Pipe PDFMustafa Ramadan100% (2)
- What Is A Process ControlDokument17 SeitenWhat Is A Process ControlpashaNoch keine Bewertungen
- IEE Handout 2Dokument2 SeitenIEE Handout 2Sunil DeshmukhNoch keine Bewertungen
- A Better Kiln CoatingDokument2 SeitenA Better Kiln Coatingamir100% (4)
- .Improvement in Performance of Ball Mill in Cement GrindingDokument4 Seiten.Improvement in Performance of Ball Mill in Cement Grindingdeni jakaNoch keine Bewertungen
- 031 Introduction Cement Grinding With Ball Mill SystemsDokument4 Seiten031 Introduction Cement Grinding With Ball Mill SystemsCesar Orlando Guarniz JustinianoNoch keine Bewertungen
- Odudimu Certification ScenerioDokument50 SeitenOdudimu Certification Scenerioabosede2012Noch keine Bewertungen
- VDZ-Onlinecourse 7 3 enDokument20 SeitenVDZ-Onlinecourse 7 3 enAnonymous iI88LtNoch keine Bewertungen
- Guide stable kiln operations through proper raw mix preparation, fuel management, and burner adjustmentDokument21 SeitenGuide stable kiln operations through proper raw mix preparation, fuel management, and burner adjustmentYhane Hermann BackNoch keine Bewertungen
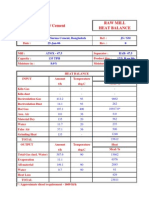
- Raw Mill Heat BalanceDokument1 SeiteRaw Mill Heat BalanceElwathig Bakhiet100% (1)
- CM 2 Filling DegreeDokument9 SeitenCM 2 Filling DegreeElwathig BakhietNoch keine Bewertungen
- Finish Grinding by Roller PressDokument3 SeitenFinish Grinding by Roller PressManish Verma100% (3)
- Mastering Preheater Kiln Build-up ControlDokument13 SeitenMastering Preheater Kiln Build-up ControlJoko Dewoto100% (1)
- Process Problem Trouble ShootingDokument13 SeitenProcess Problem Trouble ShootingMin Zayar100% (2)
- Forms of Alkalies and Their Effect On Clinker FormationDokument11 SeitenForms of Alkalies and Their Effect On Clinker Formationkonstantina139Noch keine Bewertungen
- Granulometry of ClinkerDokument18 SeitenGranulometry of ClinkerNael100% (12)
- Clinker CoolersDokument12 SeitenClinker CoolersAkhilesh Pratap SinghNoch keine Bewertungen
- Duoflex BurnerDokument6 SeitenDuoflex Burnersinghite100% (1)
- Kiln Feed Mix CalculationsDokument2 SeitenKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
- VDZ-Onlinecourse 7 2 enDokument28 SeitenVDZ-Onlinecourse 7 2 enAnonymous iI88LtNoch keine Bewertungen
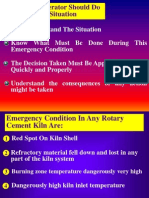
- Kiln Emergency YSDokument50 SeitenKiln Emergency YSShadi Al Habbal100% (3)
- Mod 6Dokument49 SeitenMod 6mkpq100% (1)
- Flame For Cement Kilns KP Pradeep KumarDokument62 SeitenFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- Advancement in Refractories used for Cement Rotary kiln(CRKDokument75 SeitenAdvancement in Refractories used for Cement Rotary kiln(CRKmahendra sen100% (1)
- Pre Calci NerDokument61 SeitenPre Calci NerJoko Dewoto100% (2)
- Clinker FactorDokument4 SeitenClinker FactorElwathig Bakhiet100% (1)
- Burning DashboardDokument3 SeitenBurning DashboardMehmet C100% (1)
- Rotary Kilns: Transport Phenomena and Transport ProcessesVon EverandRotary Kilns: Transport Phenomena and Transport ProcessesBewertung: 4.5 von 5 Sternen4.5/5 (4)
- We Have A Prolem in Our CoolerDokument4 SeitenWe Have A Prolem in Our CoolerSyed Kazam RazaNoch keine Bewertungen
- Clinker CoolersDokument74 SeitenClinker CoolersMuhammed EmamiNoch keine Bewertungen
- Clinker CoolersDokument74 SeitenClinker Coolersemad sabri80% (5)
- Cement Mill: History Materials Ground Temperature Control Ball MillsDokument5 SeitenCement Mill: History Materials Ground Temperature Control Ball MillsAli HadiNoch keine Bewertungen
- Snowman FormationDokument1 SeiteSnowman FormationKEERTHI INDUSTRIES100% (1)
- FLS Cooling of ClinkerDokument30 SeitenFLS Cooling of Clinkersaber ghodbaneNoch keine Bewertungen
- Hot Green Sand ProblemsDokument5 SeitenHot Green Sand ProblemsbvphimanshuNoch keine Bewertungen
- Tar RemovalDokument4 SeitenTar Removalashier dave calulotNoch keine Bewertungen
- Benefits of deliquescing desiccants for gas dehydrationDokument8 SeitenBenefits of deliquescing desiccants for gas dehydrationcclaremontNoch keine Bewertungen
- Clinker CoolingDokument31 SeitenClinker CoolingHamman Dwi NovantonoNoch keine Bewertungen
- Greenhouse Setup Manual 2nd Edition: greenhouse Production, #5Von EverandGreenhouse Setup Manual 2nd Edition: greenhouse Production, #5Noch keine Bewertungen
- UNIT VDokument23 SeitenUNIT VDhilsanth SLNoch keine Bewertungen
- Handbook of Crushing PennsylvaniaDokument43 SeitenHandbook of Crushing PennsylvaniaAngel Chavez100% (1)
- Safeguards Against Hazards Section 2Dokument11 SeitenSafeguards Against Hazards Section 2NaelNoch keine Bewertungen
- Brick Lining Installation-Golden RulesDokument34 SeitenBrick Lining Installation-Golden RulesNael100% (11)
- You Must Know This ManDokument4 SeitenYou Must Know This ManNaelNoch keine Bewertungen
- Chain KilnsDokument287 SeitenChain KilnsNael100% (1)
- Women in The Quran & BibleDokument3 SeitenWomen in The Quran & BibleNaelNoch keine Bewertungen
- Bricks Calculator v.2Dokument1 SeiteBricks Calculator v.2Nael100% (4)
- Ball Mill OptimizationDokument82 SeitenBall Mill OptimizationRashek_119588% (16)
- The Effects of Oxygen Enrichment On ClinkerDokument9 SeitenThe Effects of Oxygen Enrichment On ClinkerNael100% (1)
- Cement Rotary Kiln Questions & AnswersDokument37 SeitenCement Rotary Kiln Questions & AnswersNael95% (19)
- Summary of Raw Grinding System PDFDokument1 SeiteSummary of Raw Grinding System PDFNaelNoch keine Bewertungen
- LubricationDokument123 SeitenLubricationNael75% (4)
- Mechanism of Clinker Coating Formation & FlameDokument39 SeitenMechanism of Clinker Coating Formation & FlameNael93% (14)
- Refractories in Cement ManufacturingDokument24 SeitenRefractories in Cement ManufacturingNael91% (23)
- Cement Chemistry Handbook - FullerDokument62 SeitenCement Chemistry Handbook - FullerNael91% (34)
- Grinding Aids-A Study On Their Mechanism of ActionDokument10 SeitenGrinding Aids-A Study On Their Mechanism of ActionNael100% (1)
- Phillips Kiln Tires ServicesDokument53 SeitenPhillips Kiln Tires ServicesNael100% (14)
- Superior Performance Through Innovative Technology - VEGA IndustriesDokument72 SeitenSuperior Performance Through Innovative Technology - VEGA IndustriesNael50% (2)
- CAPL Cement GlossaryDokument15 SeitenCAPL Cement GlossaryrefeiiNoch keine Bewertungen
- Raw Material Challenges in Cement ProductionDokument12 SeitenRaw Material Challenges in Cement Productionm_verma21Noch keine Bewertungen
- Simulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesDokument8 SeitenSimulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesNael100% (1)
- Refractory Lining Installation Guide-RHIDokument40 SeitenRefractory Lining Installation Guide-RHINael100% (10)
- Combinations To Form A RingDokument1 SeiteCombinations To Form A RingNael100% (4)
- How To Control Kiln Shell CorrosionDokument72 SeitenHow To Control Kiln Shell CorrosionNael100% (5)
- Rotary Kiln - Refractory Lining InstallationDokument41 SeitenRotary Kiln - Refractory Lining InstallationNael94% (16)
- Combustion Process With Def.Dokument11 SeitenCombustion Process With Def.Suresh VaddeNoch keine Bewertungen
- Numerical Prediction of Cyclone Pressure DropDokument5 SeitenNumerical Prediction of Cyclone Pressure DropNael100% (1)
- Refractory BricksDokument19 SeitenRefractory BricksNael100% (3)
- Material and Energy Balance in Industrial PlantDokument26 SeitenMaterial and Energy Balance in Industrial Plantconan45Noch keine Bewertungen
- 7 Tactical Advantages of Explainer VideosDokument23 Seiten7 Tactical Advantages of Explainer Videos4ktazekahveNoch keine Bewertungen
- Understand Azure Event HubsDokument12 SeitenUnderstand Azure Event HubselisaNoch keine Bewertungen
- DMS-2017A Engine Room Simulator Part 1Dokument22 SeitenDMS-2017A Engine Room Simulator Part 1ammarNoch keine Bewertungen
- 2.0 - SITHKOP002 - Plan and Cost Basic Menus Student GuideDokument92 Seiten2.0 - SITHKOP002 - Plan and Cost Basic Menus Student Guidebash qwertNoch keine Bewertungen
- 40 Multiple Choice Questions in Basic StatisticsDokument8 Seiten40 Multiple Choice Questions in Basic StatisticsLevi CorralNoch keine Bewertungen
- Where On Earth Can Go Next?: AppleDokument100 SeitenWhere On Earth Can Go Next?: Applepetrushevski_designeNoch keine Bewertungen
- Castel - From Dangerousness To RiskDokument10 SeitenCastel - From Dangerousness To Riskregmatar100% (2)
- Principles of Management NotesDokument61 SeitenPrinciples of Management Notestulasinad123Noch keine Bewertungen
- 3 Steel Grating Catalogue 2010 - SERIES 1 PDFDokument6 Seiten3 Steel Grating Catalogue 2010 - SERIES 1 PDFPablo MatrakaNoch keine Bewertungen
- The Slave Trade and The British Empire An Audit of Commemoration in WalesDokument133 SeitenThe Slave Trade and The British Empire An Audit of Commemoration in WaleslegoarkeologNoch keine Bewertungen
- Solr 3000: Special Operations Long Range Oxygen Supply 3,000 PsigDokument2 SeitenSolr 3000: Special Operations Long Range Oxygen Supply 3,000 Psigмар'ян коб'ялковськийNoch keine Bewertungen
- Choose the Best WordDokument7 SeitenChoose the Best WordJohnny JohnnieeNoch keine Bewertungen
- EcohistDokument3 SeitenEcohistRkmv EconNoch keine Bewertungen
- Donaldson 004117 PDFDokument6 SeitenDonaldson 004117 PDFNSNoch keine Bewertungen
- The Polynesians: Task1: ReadingDokument10 SeitenThe Polynesians: Task1: ReadingHəşim MəmmədovNoch keine Bewertungen
- Manual Bombas CHWDokument16 SeitenManual Bombas CHWFred GarciaNoch keine Bewertungen
- CIGB B164 Erosion InterneDokument163 SeitenCIGB B164 Erosion InterneJonathan ColeNoch keine Bewertungen
- HU675FE ManualDokument44 SeitenHU675FE ManualMar VeroNoch keine Bewertungen
- Useful Coaching Questions: Questions To Create A State Change Questions To Ask When Something Goes WrongDokument2 SeitenUseful Coaching Questions: Questions To Create A State Change Questions To Ask When Something Goes WrongAntonioNoch keine Bewertungen
- A.2.3. Passive Transport Systems MCQsDokument3 SeitenA.2.3. Passive Transport Systems MCQsPalanisamy SelvamaniNoch keine Bewertungen
- Learn Square Roots & Plot on Number LineDokument11 SeitenLearn Square Roots & Plot on Number LineADAM CRISOLOGONoch keine Bewertungen
- Levels of Attainment.Dokument6 SeitenLevels of Attainment.rajeshbarasaraNoch keine Bewertungen
- ArtigoPublicado ABR 14360Dokument14 SeitenArtigoPublicado ABR 14360Sultonmurod ZokhidovNoch keine Bewertungen
- Manual - Sentron Pac Profibus Do Modul - 2009 02 - en PDFDokument106 SeitenManual - Sentron Pac Profibus Do Modul - 2009 02 - en PDFDante Renee Mendoza DelgadoNoch keine Bewertungen
- CHEM206 Answers 1Dokument3 SeitenCHEM206 Answers 1Shiro UchihaNoch keine Bewertungen
- Operation Guide For The Mercedes-Benz GLA/CLADokument5 SeitenOperation Guide For The Mercedes-Benz GLA/CLASantosh TalankarNoch keine Bewertungen
- Galvanometer: Project Prepared By:-Name - Pragati Singh Class - Xii A AcknowledgementDokument11 SeitenGalvanometer: Project Prepared By:-Name - Pragati Singh Class - Xii A AcknowledgementANURAG SINGHNoch keine Bewertungen
- Joyful Living: (Based On Chapter 13: Advaitananda Prakaranam of Panchadashi of Sri Vidyaranya Swami)Dokument11 SeitenJoyful Living: (Based On Chapter 13: Advaitananda Prakaranam of Panchadashi of Sri Vidyaranya Swami)Raja Subramaniyan100% (1)
- Genre Worksheet 03 PDFDokument2 SeitenGenre Worksheet 03 PDFmelissaNoch keine Bewertungen