Das könnte Ihnen auch gefallen
- Verna 2004 1.6 Ecm Diagrams Electricos Hyundai AccentDokument4 SeitenVerna 2004 1.6 Ecm Diagrams Electricos Hyundai AccentOG82% (11)
- How To Make Your PLC System For DummiesDokument36 SeitenHow To Make Your PLC System For Dummiesdavid carrilloNoch keine Bewertungen
- Tunel Linde Cryoline CWDokument74 SeitenTunel Linde Cryoline CWdddscri100% (1)
- RSLogix5000 V17 20080620Dokument39 SeitenRSLogix5000 V17 20080620Rinalyn-Oscar Gamboa MagtibayNoch keine Bewertungen
- Io ListDokument122 SeitenIo ListCahyanti Dwi WinartiNoch keine Bewertungen
- TECH NOTE QuantumX EtherCAT Integration Beckhoff TwinCAT. HBMDokument11 SeitenTECH NOTE QuantumX EtherCAT Integration Beckhoff TwinCAT. HBMEnrique de AguileraNoch keine Bewertungen
- ECM PINOUT Chevrolet-SailDokument2 SeitenECM PINOUT Chevrolet-SailOG86% (7)
- Beacon 101 Manual ____ MANTENIMIENTO MAQUINARIA TEXTIL EL SALVADOR Conocimiento de sistemas electricos de maquinaria industria textil, Rama Santex, Secadoras con quemadores a gas, Maquinas tejedoras circular Monarch, Vanguard, Orizio, paylung, Mayer, Stoll, Nova, etc. Maquinaria de tintoreria Sholl, Brazzoli, Atyc, etc. Maquinaria de acabado textil foulard Santex, Compactadora Sperotto y Santex, Mantenimiento correctivo y preventivo. Conocimiento de sistemas de maquinas de industria plastica extrusorConocimientos tecnicos de: calderas, compresores, bombas de agua, Neumatica, manejo de pistones, motores y aplicaciones diversas de pneumatica. Diseno de transmisiones electronicas con variadores de frecuencia. Diseno de paneles electricos para aplicacion en diversas industrias con de punta. ANTECH S.A. de C.V. www.antechsv.4t.comDokument95 SeitenBeacon 101 Manual ____ MANTENIMIENTO MAQUINARIA TEXTIL EL SALVADOR Conocimiento de sistemas electricos de maquinaria industria textil, Rama Santex, Secadoras con quemadores a gas, Maquinas tejedoras circular Monarch, Vanguard, Orizio, paylung, Mayer, Stoll, Nova, etc. Maquinaria de tintoreria Sholl, Brazzoli, Atyc, etc. Maquinaria de acabado textil foulard Santex, Compactadora Sperotto y Santex, Mantenimiento correctivo y preventivo. Conocimiento de sistemas de maquinas de industria plastica extrusorConocimientos tecnicos de: calderas, compresores, bombas de agua, Neumatica, manejo de pistones, motores y aplicaciones diversas de pneumatica. Diseno de transmisiones electronicas con variadores de frecuencia. Diseno de paneles electricos para aplicacion en diversas industrias con de punta. ANTECH S.A. de C.V. www.antechsv.4t.comOGNoch keine Bewertungen
- Manual YOKOGAWA - Medidor de Conductividad ANTECHDokument62 SeitenManual YOKOGAWA - Medidor de Conductividad ANTECHOGNoch keine Bewertungen
- Allen Bradley Powerflex 40 ManualDokument160 SeitenAllen Bradley Powerflex 40 ManualAntonio Bozin50% (2)
- DLL English 8Dokument3 SeitenDLL English 8Amiel Baynosa100% (2)
- Series 8 PLC ProgrammingDokument314 SeitenSeries 8 PLC ProgrammingbhlebarovNoch keine Bewertungen
- PLC File 2Dokument135 SeitenPLC File 2vatsalNoch keine Bewertungen
- Wiringdiagram DcaDokument209 SeitenWiringdiagram DcallapusescuNoch keine Bewertungen
- PLC Connection GuideDokument1.142 SeitenPLC Connection Guideraulc1983100% (1)
- Logix Hot Backup SolutionsDokument2 SeitenLogix Hot Backup SolutionsiedmondNoch keine Bewertungen
- PUB060-001-00 - 1110 RCL NetworksDokument8 SeitenPUB060-001-00 - 1110 RCL NetworksapisituNoch keine Bewertungen
- Design Criteria For Control System and InstrumentationDokument29 SeitenDesign Criteria For Control System and InstrumentationkamelkolsiNoch keine Bewertungen
- 3210-8550-FS-0008 Foundation Fieldbus Functional RequrementDokument34 Seiten3210-8550-FS-0008 Foundation Fieldbus Functional Requrementsuhailfarhaan100% (2)
- LF Plant STG S.p.A. Main Control PanelDokument98 SeitenLF Plant STG S.p.A. Main Control Panelharetha all nassanNoch keine Bewertungen
- 980TD PLC User Manual (English Version)Dokument162 Seiten980TD PLC User Manual (English Version)Frank DazaNoch keine Bewertungen
- Functional Design Specifications: CX-140507-FDS-001 0 24-Sep-2014 Ref #: Rev #: DateDokument44 SeitenFunctional Design Specifications: CX-140507-FDS-001 0 24-Sep-2014 Ref #: Rev #: Datewqs_19Noch keine Bewertungen
- Iasimp Qr001a en PDokument10 SeitenIasimp Qr001a en PangelochicomaNoch keine Bewertungen
- Main Report DCSDokument26 SeitenMain Report DCSjoymotiNoch keine Bewertungen
- 05.datasheet InstrumentationDokument47 Seiten05.datasheet InstrumentationVikas DwivediNoch keine Bewertungen
- Allen Bradley Network - Update PDFDokument164 SeitenAllen Bradley Network - Update PDFChí NghĩaNoch keine Bewertungen
- E2308 304b Ga of PLC Panel r0Dokument3 SeitenE2308 304b Ga of PLC Panel r0sujitNoch keine Bewertungen
- Ecr # 3 Remote Io PanelDokument41 SeitenEcr # 3 Remote Io PanelRakesh Karan SinghNoch keine Bewertungen
- Program PLC Documentation PDFDokument201 SeitenProgram PLC Documentation PDFtoko man0% (1)
- Developers GuideDokument100 SeitenDevelopers GuideRobson SpricigoNoch keine Bewertungen
- Advanced PLC PresentationDokument60 SeitenAdvanced PLC PresentationEngr Anas ShaikhNoch keine Bewertungen
- Specification For Foundation Fieldbu EssarDokument22 SeitenSpecification For Foundation Fieldbu Essarvio_tani4812Noch keine Bewertungen
- Forbid Permit SS B1 B2 Forbid Permit ValsDokument3 SeitenForbid Permit SS B1 B2 Forbid Permit ValsjosephrobinNoch keine Bewertungen
- Timer ApplicationsDokument28 SeitenTimer ApplicationsghanNoch keine Bewertungen
- Distributed Control SystemDokument42 SeitenDistributed Control SystemAdventurerNoch keine Bewertungen
- 1333 Ess 00 in 076 - 0Dokument63 Seiten1333 Ess 00 in 076 - 0WNoch keine Bewertungen
- ControlLogix® 5560M03SE Combination Controller and SERCOS Interface - 1756-In593a-En-PDokument48 SeitenControlLogix® 5560M03SE Combination Controller and SERCOS Interface - 1756-In593a-En-PElder MartinsNoch keine Bewertungen
- Geared Motors Power Distribution: V V V VDokument2 SeitenGeared Motors Power Distribution: V V V VShamim Ahsan ParvezNoch keine Bewertungen
- Users: Communication Solutions ForDokument12 SeitenUsers: Communication Solutions Forpmg1380Noch keine Bewertungen
- Automation Project ReportDokument32 SeitenAutomation Project ReportVicky Chaudhary100% (1)
- Smart CablingDokument142 SeitenSmart CablingKhalid AminNoch keine Bewertungen
- General Specifications: EJX120A Differential Pressure TransmitterDokument11 SeitenGeneral Specifications: EJX120A Differential Pressure TransmitterzaffarNoch keine Bewertungen
- 1492 sg121 - en PDokument116 Seiten1492 sg121 - en PAnonymous Wu6FDjbNoch keine Bewertungen
- DCS Configuration, Hardware & SofwareDokument37 SeitenDCS Configuration, Hardware & SofwareEngineer Naeem AkhtarNoch keine Bewertungen
- Low Power Autonomous Controller Fcn-Rtu: Network-Based Control SystemDokument4 SeitenLow Power Autonomous Controller Fcn-Rtu: Network-Based Control SystemosmondmanurungNoch keine Bewertungen
- Six Months Industrial Automation SyllabusDokument9 SeitenSix Months Industrial Automation SyllabusWilliam SmithNoch keine Bewertungen
- 201802-DCS Wiring Diagram - REV02 - GA - 20180514 REV DDokument63 Seiten201802-DCS Wiring Diagram - REV02 - GA - 20180514 REV DDave Mendez0% (1)
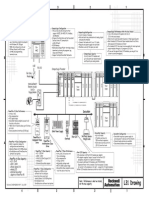
- 305.534 - Electrical Drawing SteinemanDokument337 Seiten305.534 - Electrical Drawing SteinemanGerardo PerezNoch keine Bewertungen
- Experion SCADA ILMS BrochureDokument4 SeitenExperion SCADA ILMS BrochureFredy López VerezaluceNoch keine Bewertungen
- AlmixDokument922 SeitenAlmixFrancisco MendozaNoch keine Bewertungen
- FISCODokument19 SeitenFISCOsayedmhNoch keine Bewertungen
- Unit2-Timer & InterruptDokument47 SeitenUnit2-Timer & Interruptmanikandan trNoch keine Bewertungen
- Vijeo Cicode Course v7Dokument175 SeitenVijeo Cicode Course v7Hakan Erkmen100% (2)
- 3BDD012903-600 A en AC 800M 6.0 FOUNDATION Fieldbus HSE PDFDokument152 Seiten3BDD012903-600 A en AC 800M 6.0 FOUNDATION Fieldbus HSE PDFtimsar1357Noch keine Bewertungen
- Technical Application Note 048Dokument11 SeitenTechnical Application Note 048Demetri M. Scythe100% (1)
- Integrated Architecture Builder: Project DocumentationDokument32 SeitenIntegrated Architecture Builder: Project DocumentationVictor HugoNoch keine Bewertungen
- Lecture 1Dokument39 SeitenLecture 1kasunweera100% (1)
- Rexeoth Control Panel BF-1Dokument4 SeitenRexeoth Control Panel BF-1Hrvoje ŠkaricaNoch keine Bewertungen
- Nve75259 01Dokument128 SeitenNve75259 01rmorenodx4587Noch keine Bewertungen
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979Von EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNoch keine Bewertungen
- Ai 230 PLCDokument110 SeitenAi 230 PLCR.k. VishnoiNoch keine Bewertungen
- Ai 230 PLCDokument106 SeitenAi 230 PLCAntonio PittaNoch keine Bewertungen
- Ai 230 PLCDokument105 SeitenAi 230 PLCAmresh VijayNoch keine Bewertungen
- Industrial Automation PLC IntroDokument105 SeitenIndustrial Automation PLC IntroTetsusaiga100% (2)
- Migracion Micrologix 1500 A Compact LogixDokument14 SeitenMigracion Micrologix 1500 A Compact LogixOGNoch keine Bewertungen
- Computadora Toyota Manual de Pin OutDokument11 SeitenComputadora Toyota Manual de Pin OutAllvaro Torrico100% (2)
- Manual Rapido de Programacion Variador J1000Dokument2 SeitenManual Rapido de Programacion Variador J1000OGNoch keine Bewertungen
- Ford f150 3v Cadenas SincronizacionDokument25 SeitenFord f150 3v Cadenas SincronizacionOGNoch keine Bewertungen
- Inversor Micromaster 6SE31 MM2 DTR enDokument50 SeitenInversor Micromaster 6SE31 MM2 DTR enluispipoco0% (1)
- Installers Manual LM-3300Dokument28 SeitenInstallers Manual LM-3300OGNoch keine Bewertungen
- Rsviewstudio Allen Bradley - El SalvadorDokument1.134 SeitenRsviewstudio Allen Bradley - El SalvadorOGNoch keine Bewertungen
- Ac 31 GrafsoftDokument461 SeitenAc 31 GrafsoftantonyamnrNoch keine Bewertungen
- MELSEC FX Series Programmable Logic Controllers User's Manual (Data Communication) - ANTECHDokument668 SeitenMELSEC FX Series Programmable Logic Controllers User's Manual (Data Communication) - ANTECHOG100% (2)
- Weg - Manual Cfw-08Dokument167 SeitenWeg - Manual Cfw-08Jardel100% (6)
- Danfoss Vlt6oo Manual1Dokument32 SeitenDanfoss Vlt6oo Manual1OGNoch keine Bewertungen
- W353-E1-06 CPM - ProgrManualDokument615 SeitenW353-E1-06 CPM - ProgrManualTuanHaNoch keine Bewertungen
- Rsviewstudio Allen Bradley - El SalvadorDokument1.134 SeitenRsviewstudio Allen Bradley - El SalvadorOGNoch keine Bewertungen
- ANTECH EL SALVADOR KEYTRON KCM ElectronicsDokument132 SeitenANTECH EL SALVADOR KEYTRON KCM ElectronicsOGNoch keine Bewertungen
- Antech - Getting Started With ABDokument11 SeitenAntech - Getting Started With ABOGNoch keine Bewertungen
- Panel View Plus User Manual - ANTECHDokument192 SeitenPanel View Plus User Manual - ANTECHOG100% (1)
- Logic Master 90 - ANTECHDokument514 SeitenLogic Master 90 - ANTECHOG100% (3)
- Weg Inverter Motor - AntechDokument361 SeitenWeg Inverter Motor - AntechOG100% (4)
- Controls: Instruction ManualDokument16 SeitenControls: Instruction ManualOG100% (1)
- PLC ProgramDokument2 SeitenPLC ProgramOGNoch keine Bewertungen
- Sedomat3500-5000 OPER EN A00232Dokument92 SeitenSedomat3500-5000 OPER EN A00232OG100% (8)
- Inverters - ANTECHDokument21 SeitenInverters - ANTECHOG100% (2)
- Real Life Elementary Teacher S Resource Book PDFDokument106 SeitenReal Life Elementary Teacher S Resource Book PDFTudosă Mădălina75% (4)
- Ponencia 6 Texto Havilect Carlos AlvarezDokument24 SeitenPonencia 6 Texto Havilect Carlos AlvarezEdilberto QuispeNoch keine Bewertungen
- The Marriage Supper of The LambDokument10 SeitenThe Marriage Supper of The LambFrancisco Ferreira de AraujoNoch keine Bewertungen
- Database Systems Handbook 2VDokument374 SeitenDatabase Systems Handbook 2VMUHAMMAD SHARIFNoch keine Bewertungen
- Code 09 Retired Emp TabDokument4 SeitenCode 09 Retired Emp TabAndersonLondoñoNoch keine Bewertungen
- Dwnload Full Business Statistics 2nd Edition Sharpe Test Bank PDFDokument35 SeitenDwnload Full Business Statistics 2nd Edition Sharpe Test Bank PDFmislayersalad2qkh6u100% (9)
- Classmark Update: About This ChapterDokument4 SeitenClassmark Update: About This Chapterrobi555555Noch keine Bewertungen
- Unidad 2 Test 1-2Dokument12 SeitenUnidad 2 Test 1-2VLADIMIR IVAN ZAVALA RIVEROSNoch keine Bewertungen
- Module 1-Types of Verbs - 3Dokument18 SeitenModule 1-Types of Verbs - 3May Ann IgguaNoch keine Bewertungen
- Activity 1 - Revisión Del IntentoDokument2 SeitenActivity 1 - Revisión Del IntentomartaNoch keine Bewertungen
- Lesson 3 - From The Perspective of AnthropologyDokument18 SeitenLesson 3 - From The Perspective of AnthropologyPoeil Sergio MoldezNoch keine Bewertungen
- ATV Sample: Forward T SoftwareDokument28 SeitenATV Sample: Forward T SoftwareMitic MilanNoch keine Bewertungen
- Laplace Transforms Chapter 2 DykeDokument12 SeitenLaplace Transforms Chapter 2 Dykegzb012Noch keine Bewertungen
- Opportunities and Challenges For Teaching English at Schools From Student-Centered ApproachDokument6 SeitenOpportunities and Challenges For Teaching English at Schools From Student-Centered ApproachIJELS Research JournalNoch keine Bewertungen
- Kumar Gaurav: ObjectivesDokument2 SeitenKumar Gaurav: ObjectivesYogesh AgrawalNoch keine Bewertungen
- II&CT Lecture 19-20 Programming Fundamentals (Basics, Pre Postfix Operators)Dokument22 SeitenII&CT Lecture 19-20 Programming Fundamentals (Basics, Pre Postfix Operators)Abdullah JuttNoch keine Bewertungen
- The Seven Sorrows DevotionDokument7 SeitenThe Seven Sorrows DevotionClark Lopez de Loyola100% (1)
- Jacobs Tabues PDFDokument17 SeitenJacobs Tabues PDFAri Marcelo SolonNoch keine Bewertungen
- 3rd Quarter Eng9 TosDokument4 Seiten3rd Quarter Eng9 TosRizza Mae Sarmiento BagsicanNoch keine Bewertungen
- CSS SyllabusDokument9 SeitenCSS SyllabusKaleem KhanNoch keine Bewertungen
- CIT - 206 - Lecture - 1 - Introduction To Event Driven ProgrammingDokument17 SeitenCIT - 206 - Lecture - 1 - Introduction To Event Driven ProgrammingThobius JosephNoch keine Bewertungen
- Trimble Fasttest Ipad V1.2Dokument26 SeitenTrimble Fasttest Ipad V1.2mohsin shaikhNoch keine Bewertungen
- IT0188 - Tax Australia Data Loading Program Hire/Rehire Arlene Stacey Francine Hill Francine Hill Globe Template Human Resources R3/HR Data Conversion Program 1.5 Australian Market in ProgressDokument18 SeitenIT0188 - Tax Australia Data Loading Program Hire/Rehire Arlene Stacey Francine Hill Francine Hill Globe Template Human Resources R3/HR Data Conversion Program 1.5 Australian Market in Progresskpkdhar 36Noch keine Bewertungen
- Python Data StructuresDokument178 SeitenPython Data Structuresdasoundofreason1065Noch keine Bewertungen
- Taken From French-Linguistics Website: Vowel+Consonant+e: - Ine, - Ise, - AlleDokument2 SeitenTaken From French-Linguistics Website: Vowel+Consonant+e: - Ine, - Ise, - AlleZi Zee-ahNoch keine Bewertungen
- Syntax: The Sentence Patterns of LanguageDokument7 SeitenSyntax: The Sentence Patterns of LanguageEcha ChanNoch keine Bewertungen
- Speech and WritingDokument12 SeitenSpeech and Writingmjourney2Noch keine Bewertungen
- 13th Sunday in Ordinary TimeDokument3 Seiten13th Sunday in Ordinary TimeHenry KaweesaNoch keine Bewertungen
- The Islamic Concept and Its CharacteristicsDokument169 SeitenThe Islamic Concept and Its Characteristicsihda0farhatun0nisakNoch keine Bewertungen