Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- MR272 MR273: Opsiyonel Flanş Ölçüleri / Optional Flange Dimensions / Auswählbare FlanschabmessungenDokument1 SeiteMR272 MR273: Opsiyonel Flanş Ölçüleri / Optional Flange Dimensions / Auswählbare FlanschabmessungenyildyusufNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- User Manual - SOLAS - Rescue - Boat - Type - IRB - EN - 20190813 PDFDokument167 SeitenUser Manual - SOLAS - Rescue - Boat - Type - IRB - EN - 20190813 PDFyildyusufNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Star SealDokument2 SeitenStar SealyildyusufNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Inhaltsverzeichnis: IndexDokument312 SeitenInhaltsverzeichnis: IndexyildyusufNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Load To Motor Inertia Mismatch: Unveiling The TruthDokument13 SeitenLoad To Motor Inertia Mismatch: Unveiling The TruthDaniel SileshiNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Hydraulic and Pnemumatic Systems DesignDokument80 SeitenHydraulic and Pnemumatic Systems DesignyildyusufNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
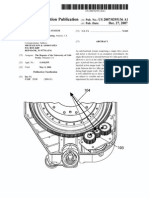
- Us 20140377002 A 1Dokument9 SeitenUs 20140377002 A 1yildyusufNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Terminal Box DimensionsDokument1 SeiteTerminal Box DimensionsyildyusufNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Std. Ops.: X:wen Motor Ist Nidriger Den Die AnschlußplatteDokument1 SeiteStd. Ops.: X:wen Motor Ist Nidriger Den Die AnschlußplatteyildyusufNoch keine Bewertungen
- Tech Manual Timing BeltsDokument124 SeitenTech Manual Timing BeltsyildyusufNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- KaynaklarDokument2 SeitenKaynaklaryildyusufNoch keine Bewertungen
- 04 ExtrusionDokument57 Seiten04 Extrusion9811923100% (1)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Planetary vs Cycloidal Gearbox GuideDokument12 SeitenPlanetary vs Cycloidal Gearbox GuideyildyusufNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Flyer EN 200215Dokument2 SeitenFlyer EN 200215yildyusufNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Flyer EN 200215Dokument2 SeitenFlyer EN 200215yildyusufNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Compact Technical Drawing of an Industrial Machine ComponentDokument1 SeiteCompact Technical Drawing of an Industrial Machine ComponentyildyusufNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Us 20070295136 A 1Dokument12 SeitenUs 20070295136 A 1yildyusufNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- HteDokument1 SeiteHteyildyusufNoch keine Bewertungen
- D0202-1112 24Dokument1 SeiteD0202-1112 24yildyusufNoch keine Bewertungen
- Abmessungsseiten: Ölçü SayfalarıDokument1 SeiteAbmessungsseiten: Ölçü SayfalarıyildyusufNoch keine Bewertungen
- General Information on YR Reducers and GearboxesDokument1 SeiteGeneral Information on YR Reducers and GearboxesyildyusufNoch keine Bewertungen
- PlumbingDokument62 SeitenPlumbingyildyusuf100% (2)
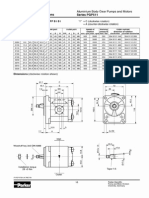
- PGP511Dokument1 SeitePGP511yildyusufNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
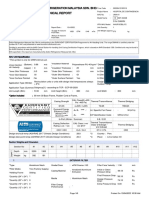
- Oil Test ResultsDokument1 SeiteOil Test ResultsyildyusufNoch keine Bewertungen
- Oiyce0103 0909 PDFDokument35 SeitenOiyce0103 0909 PDFyildyusufNoch keine Bewertungen
- Adobe Intro To ScriptingDokument52 SeitenAdobe Intro To Scriptingslowdive22Noch keine Bewertungen
- Optimizing Planetary Gears PDFDokument7 SeitenOptimizing Planetary Gears PDFyildyusuf100% (1)
- Diagnostics Amit Aherwar Vibration Analysis Techniques For Gearbox PDFDokument9 SeitenDiagnostics Amit Aherwar Vibration Analysis Techniques For Gearbox PDFtylerdurdaneNoch keine Bewertungen
- Tension Compression and ShearDokument27 SeitenTension Compression and ShearRizal Muhammad FaradayNoch keine Bewertungen
- Portal FrameDokument11 SeitenPortal FrameRaJ ShlrzvesteRNoch keine Bewertungen
- ASTM F412 12 Terminology PDFDokument18 SeitenASTM F412 12 Terminology PDFBinodh DanielNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Multicore Cable Schedule 21-12-01Dokument14 SeitenMulticore Cable Schedule 21-12-01Archiford NdhlovuNoch keine Bewertungen
- Thermodynamics 1 MEP 261: Dr. M. Ehtisham SiddiquiDokument64 SeitenThermodynamics 1 MEP 261: Dr. M. Ehtisham Siddiquiانس الحربيNoch keine Bewertungen
- พอฤทัย วิริยะภาค26 3.5Dokument2 Seitenพอฤทัย วิริยะภาค26 3.55.6 25 [พิงค์แพรว]นางสาวพอฤทัย วิริยะภาคNoch keine Bewertungen
- Bolland Pumps-2Dokument52 SeitenBolland Pumps-2Alexander López VillavicencioNoch keine Bewertungen
- Guideline On Submission of Amendment and Record Piling Plans PDFDokument9 SeitenGuideline On Submission of Amendment and Record Piling Plans PDFBlu SmileyNoch keine Bewertungen
- Product: Whirling Hygrometer °C Brand: Zeal Model: Zeal Made: Uk: Handy CaseDokument1 SeiteProduct: Whirling Hygrometer °C Brand: Zeal Model: Zeal Made: Uk: Handy CaseTahir NizamNoch keine Bewertungen
- Advanced Numerical Methods for Process Safety AssessmentsDokument13 SeitenAdvanced Numerical Methods for Process Safety Assessmentsandi suntoroNoch keine Bewertungen
- Peugeot dw8 Checks and AdjustmentsDokument3 SeitenPeugeot dw8 Checks and AdjustmentsAlvaro RochaNoch keine Bewertungen
- Ultimate Bearing Capacity of Foundation On Clays - MeyerhofDokument3 SeitenUltimate Bearing Capacity of Foundation On Clays - Meyerhofsreekx0073916100% (1)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Solution Manual Gas Dynamics 3rd Edition James Ea John Theo GDokument10 SeitenSolution Manual Gas Dynamics 3rd Edition James Ea John Theo Gsuthur27Noch keine Bewertungen
- Strong and Versatile: PK 8500 PerformanceDokument8 SeitenStrong and Versatile: PK 8500 Performancesmilewithbalajith100% (1)
- Understanding Wind Power TechnologyDokument14 SeitenUnderstanding Wind Power TechnologyDiego ZayasNoch keine Bewertungen
- Frank Whittle 1945Dokument3 SeitenFrank Whittle 1945DUVAN FELIPE MUNOZ GARCIANoch keine Bewertungen
- Examples: 238 17 PsychrometricsDokument12 SeitenExamples: 238 17 PsychrometricsJunior Ferrel AlvarezNoch keine Bewertungen
- Canadian Coast Guard Welding SpecificationDokument39 SeitenCanadian Coast Guard Welding Specificationalvin dueyNoch keine Bewertungen
- Oblique Shock Waves ExplainedDokument19 SeitenOblique Shock Waves Explainedsksabina0% (1)
- Techno-Commercial Proposal - Slitting Machine - Rev 01Dokument9 SeitenTechno-Commercial Proposal - Slitting Machine - Rev 01Chandru ChristurajNoch keine Bewertungen
- Essentials of Computational Fluid Dynamics Müller Annas Archive Libgenrs NF 2834508Dokument236 SeitenEssentials of Computational Fluid Dynamics Müller Annas Archive Libgenrs NF 2834508Xiaoqiang zhangNoch keine Bewertungen
- Forces, Motion, and Energy: ScienceDokument39 SeitenForces, Motion, and Energy: ScienceElizabeth Inocencio Facundo - SagotNoch keine Bewertungen
- CFX-CHX-I-O Rev K - 100161845 - 2000001375 (Vent Cat.)Dokument84 SeitenCFX-CHX-I-O Rev K - 100161845 - 2000001375 (Vent Cat.)cristian24_nn0% (1)
- Meniu Skoda PDFDokument5 SeitenMeniu Skoda PDFCoso MotoNoch keine Bewertungen
- Principles of steel design compression members part 2Dokument12 SeitenPrinciples of steel design compression members part 2Cristina HaliliNoch keine Bewertungen
- Engineering College in HaryanaDokument9 SeitenEngineering College in HaryanaUjjawal MathurNoch keine Bewertungen
- Quality Assurance PlanDokument3 SeitenQuality Assurance PlanNESTOR YUMULNoch keine Bewertungen
- Numerical Simulations of Interrupted and Conventional Microchannel Heat SinksDokument12 SeitenNumerical Simulations of Interrupted and Conventional Microchannel Heat SinksAnkit LonareNoch keine Bewertungen
- Daikin Refrigeration Malaysia Sdn. Bhd participates in EUROVENT certificationDokument6 SeitenDaikin Refrigeration Malaysia Sdn. Bhd participates in EUROVENT certificationSicologo CimeNoch keine Bewertungen
- Compressor Torque Manual GES089Dokument93 SeitenCompressor Torque Manual GES089Jeff LNoch keine Bewertungen
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedVon EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedBewertung: 5 von 5 Sternen5/5 (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseVon EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseBewertung: 4.5 von 5 Sternen4.5/5 (50)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationVon EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationBewertung: 4 von 5 Sternen4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionVon EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionBewertung: 4.5 von 5 Sternen4.5/5 (3)