Das könnte Ihnen auch gefallen
- Essay PTEDokument2 SeitenEssay PTEPrasath SubbuNoch keine Bewertungen
- Git Hub LogDokument49 SeitenGit Hub LogPrasath SubbuNoch keine Bewertungen
- Codeanalysisusingsonarqubev0slideshare 140622092958 Phpapp02Dokument30 SeitenCodeanalysisusingsonarqubev0slideshare 140622092958 Phpapp02Prasath SubbuNoch keine Bewertungen
- Jim March: Senior Enterprise Microsoft Systems EngineerDokument3 SeitenJim March: Senior Enterprise Microsoft Systems EngineerPrasath SubbuNoch keine Bewertungen
- Access Rights To The EmployeeDokument3 SeitenAccess Rights To The EmployeePrasath SubbuNoch keine Bewertungen
- Install NotesDokument1 SeiteInstall NotesJoão FilipeNoch keine Bewertungen
- Hfu It Helpdesk Sla3dDokument26 SeitenHfu It Helpdesk Sla3dseventh100% (1)
- UbuntuDokument2 SeitenUbuntuPrasath SubbuNoch keine Bewertungen
- Course 6419B:: Configuring, Managing and Maintaining Windows Server 2008-Based ServersDokument10 SeitenCourse 6419B:: Configuring, Managing and Maintaining Windows Server 2008-Based ServersPrasath SubbuNoch keine Bewertungen
- XenDesktop 7.1 Hands-On Lab GuideDokument299 SeitenXenDesktop 7.1 Hands-On Lab GuidePrasath SubbuNoch keine Bewertungen
- Gas Dynamics and Jet Propulsion (May2008)Dokument4 SeitenGas Dynamics and Jet Propulsion (May2008)anon_247325887Noch keine Bewertungen
- Win7 ActivaterDokument1 SeiteWin7 ActivaterPrasath SubbuNoch keine Bewertungen
- University of Madras: Application For Revaluation of Answer ScriptDokument1 SeiteUniversity of Madras: Application For Revaluation of Answer ScriptPrasath SubbuNoch keine Bewertungen
- PicDokument1 SeitePicPrasath SubbuNoch keine Bewertungen
- Gas Dynamics and Jet Propulsion (May2008)Dokument4 SeitenGas Dynamics and Jet Propulsion (May2008)anon_247325887Noch keine Bewertungen
- IRCTC LTD, Booked Ticket PrintingDokument2 SeitenIRCTC LTD, Booked Ticket PrintingPrasath SubbuNoch keine Bewertungen
- How To Install WSUS ServerDokument34 SeitenHow To Install WSUS ServerMozertechNoch keine Bewertungen
- Vmware Web Client AddressDokument1 SeiteVmware Web Client AddressPrasath SubbuNoch keine Bewertungen
- Installing SharePoint 2013 On Windows Server 2012 R2 PreviewDokument14 SeitenInstalling SharePoint 2013 On Windows Server 2012 R2 PreviewPrasath SubbuNoch keine Bewertungen
- Installing SharePoint 2013 On Windows Server 2012 R2 Preview - Aviv RothDokument14 SeitenInstalling SharePoint 2013 On Windows Server 2012 R2 Preview - Aviv RothPrasath SubbuNoch keine Bewertungen
- How To Deploy Windows XP Professional Using Windows Deployment Services (WDS)Dokument4 SeitenHow To Deploy Windows XP Professional Using Windows Deployment Services (WDS)Prasath SubbuNoch keine Bewertungen
- Thermal Engineering (May2013)Dokument3 SeitenThermal Engineering (May2013)Prasath SubbuNoch keine Bewertungen
- Me2301 ND 2010Dokument0 SeitenMe2301 ND 2010Prasath SubbuNoch keine Bewertungen
- DB and Schema Creation Scripts MSSQL - PsDokument1 SeiteDB and Schema Creation Scripts MSSQL - PsPrasath SubbuNoch keine Bewertungen
- Applied Hydra A Pne ND11 ME2305Dokument3 SeitenApplied Hydra A Pne ND11 ME2305Prasath SubbuNoch keine Bewertungen
- Thermal Engg AM11 ME2301Dokument0 SeitenThermal Engg AM11 ME2301Prasath SubbuNoch keine Bewertungen
- How To Deploy Windows XP Professional Using Windows Deployment Services (WDS)Dokument4 SeitenHow To Deploy Windows XP Professional Using Windows Deployment Services (WDS)Prasath SubbuNoch keine Bewertungen
- Windows Deployment Services - IT Admin Tips and InformationDokument12 SeitenWindows Deployment Services - IT Admin Tips and InformationPrasath SubbuNoch keine Bewertungen
- Vmware Web Client AddressDokument1 SeiteVmware Web Client AddressPrasath SubbuNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Ar109406 19Dokument12 SeitenAr109406 19SEMENIUC MIHAELANoch keine Bewertungen
- KUBOTA Engines: Model SV Governing ACTUATORDokument5 SeitenKUBOTA Engines: Model SV Governing ACTUATORJohn YangNoch keine Bewertungen
- TrackindoDokument16 SeitenTrackindoFasya AbelNoch keine Bewertungen
- Operator'S Manual GB: Hiab X-Hiduo 138/158/188/228/258/298Dokument72 SeitenOperator'S Manual GB: Hiab X-Hiduo 138/158/188/228/258/298Jahaziel VegaNoch keine Bewertungen
- MM1001 Meritor Trailer Axle Service Manual LM & LC SeriesDokument60 SeitenMM1001 Meritor Trailer Axle Service Manual LM & LC SeriesLUKASNoch keine Bewertungen
- Centrifugal Pump: Notes, Application, Methods, Principle and DiagramDokument15 SeitenCentrifugal Pump: Notes, Application, Methods, Principle and DiagramRenNoch keine Bewertungen
- DTC Summaries: WWW - Bmwpost.ru - JOIN US!!!Dokument7 SeitenDTC Summaries: WWW - Bmwpost.ru - JOIN US!!!Александр АлександрNoch keine Bewertungen
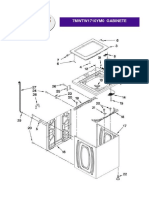
- 7MWTW1710YM0Dokument8 Seiten7MWTW1710YM0Izack-Dy JimZitNoch keine Bewertungen
- Servo MotorDokument21 SeitenServo Motorthreephasefault100% (1)
- Komatsu Wa500-6 Wheel LoadersDokument16 SeitenKomatsu Wa500-6 Wheel LoadersAbd Alkarem SalamhNoch keine Bewertungen
- Kioti DS4110 (HS), DS4510 (HS) Tractor Operator's ManualDokument15 SeitenKioti DS4110 (HS), DS4510 (HS) Tractor Operator's ManualLisakolyNoch keine Bewertungen
- Jamison-B.M.P. Industrial Rapid Doors Dynamicroll® Pe InstallationDokument30 SeitenJamison-B.M.P. Industrial Rapid Doors Dynamicroll® Pe InstallationMiroslava BiroNoch keine Bewertungen
- Study of Milling MachineDokument7 SeitenStudy of Milling Machineসুবোধ বালক0% (1)
- EotDokument16 SeitenEotMayuresh GoregaonkarNoch keine Bewertungen
- DDDDokument1 SeiteDDDKashif AliNoch keine Bewertungen
- ТрансмиссияDokument98 SeitenТрансмиссияПавлик МорозNoch keine Bewertungen
- Cat Blade 6a 6S Ser 15C 16C 85CDokument71 SeitenCat Blade 6a 6S Ser 15C 16C 85Cwiluxaju100% (1)
- MF 2615-4WD (Brosur)Dokument2 SeitenMF 2615-4WD (Brosur)ayi3xtremistNoch keine Bewertungen
- 0 200 EngeineDokument6 Seiten0 200 EngeineVipin ChahalNoch keine Bewertungen
- Rough Terrain Crane 1: ModelDokument73 SeitenRough Terrain Crane 1: Modelhung100% (2)
- 2 TFB 4Dokument16 Seiten2 TFB 4blasspascalNoch keine Bewertungen
- Evolution Series E9000 Motor Control Centers: Installation & Maintenance Guide DEH-40472 Rev. 04Dokument36 SeitenEvolution Series E9000 Motor Control Centers: Installation & Maintenance Guide DEH-40472 Rev. 04Wilson VelásquezNoch keine Bewertungen
- Mazda5 Manual ServiceDokument344 SeitenMazda5 Manual Servicegosman iosifNoch keine Bewertungen
- Jurassic Production Facility P&IDDokument5 SeitenJurassic Production Facility P&IDBiswasNoch keine Bewertungen
- GR-500EX-2 Hydraulic and Electrical System DiagramsDokument34 SeitenGR-500EX-2 Hydraulic and Electrical System DiagramsRobet carles100% (1)
- Indesit Idl500eu.2Dokument14 SeitenIndesit Idl500eu.2Biljana Stojkovic Ex MiletićNoch keine Bewertungen
- Scania dc12 Generator Engine Spec Sheet PDFDokument2 SeitenScania dc12 Generator Engine Spec Sheet PDFCharl Pietersen50% (4)
- 02 Medium Speed Diesel EngineDokument15 Seiten02 Medium Speed Diesel EngineNaveen Kumar100% (1)
- Plano Electrico 1HLDokument2 SeitenPlano Electrico 1HLRamon Hidalgo100% (1)
- Terex GTH 2506 From 10841 To 18956 Part Manual PDFDokument116 SeitenTerex GTH 2506 From 10841 To 18956 Part Manual PDFMiller Andres ArocaNoch keine Bewertungen