Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Architecture - It's Elementary!Dokument518 SeitenArchitecture - It's Elementary!smithangelo2Noch keine Bewertungen
- KtCOLOR - Le Corbusier's Color ConceptsDokument3 SeitenKtCOLOR - Le Corbusier's Color Conceptssmithangelo2Noch keine Bewertungen
- Kindergarten Geometry AIMS1Dokument32 SeitenKindergarten Geometry AIMS1smithangelo2Noch keine Bewertungen
- Targeting Composite Wing Performance Optimising The Composite Lay Up DesignDokument15 SeitenTargeting Composite Wing Performance Optimising The Composite Lay Up Designessaessa1980Noch keine Bewertungen
- Computer Science Project File For Class XII CBSE On The Topic: Bank Customer Management SystemDokument75 SeitenComputer Science Project File For Class XII CBSE On The Topic: Bank Customer Management SystemJYOTI DOGRA66% (29)
- IBM KidSmart Early Learning ProgramDokument2 SeitenIBM KidSmart Early Learning ProgramChangKwon ChungNoch keine Bewertungen
- Ref 2 PDFDokument4 SeitenRef 2 PDFsmithangelo2Noch keine Bewertungen
- Geometric Data Analysis in A Social Science Research Program: The Case of Bourdieu's SociologyDokument17 SeitenGeometric Data Analysis in A Social Science Research Program: The Case of Bourdieu's SociologyThiago BorgesNoch keine Bewertungen
- Fab Learn Paper 2015 - Fab SocialDokument4 SeitenFab Learn Paper 2015 - Fab Socialsmithangelo2Noch keine Bewertungen
- Bourdieu Data AnalysisDokument345 SeitenBourdieu Data Analysissmithangelo2Noch keine Bewertungen
- Ref 2 PDFDokument4 SeitenRef 2 PDFsmithangelo2Noch keine Bewertungen
- Design Guidelines For Montessori SchoolsDokument105 SeitenDesign Guidelines For Montessori Schoolssmithangelo2Noch keine Bewertungen
- A Treatise On CipherDokument6 SeitenA Treatise On Ciphersmithangelo2Noch keine Bewertungen
- Diagram AsDokument18 SeitenDiagram Assmithangelo2Noch keine Bewertungen
- Sciences, Humanities, and ... Design? The Case For A Third Pillar of EducationDokument5 SeitenSciences, Humanities, and ... Design? The Case For A Third Pillar of Educationsmithangelo2Noch keine Bewertungen
- 2 1 Article Friedrich Froebels GiftsDokument15 Seiten2 1 Article Friedrich Froebels GiftsMichelle ZelinskiNoch keine Bewertungen
- Art of The Avant-Garde in Russia: Selections From The George Costakis CollectionDokument328 SeitenArt of The Avant-Garde in Russia: Selections From The George Costakis CollectionArtem Sholom100% (11)
- Werkbund EducaçãoDokument33 SeitenWerkbund Educaçãosmithangelo2Noch keine Bewertungen
- Golden Cubes Awards 2010 2011xDokument34 SeitenGolden Cubes Awards 2010 2011xsmithangelo2Noch keine Bewertungen
- Sketch UpDokument10 SeitenSketch Upsmithangelo2Noch keine Bewertungen
- Bruno Munari Ac Quintavalle Csac 1979 enDokument6 SeitenBruno Munari Ac Quintavalle Csac 1979 ensmithangelo2Noch keine Bewertungen
- E.A Piaget PapertDokument11 SeitenE.A Piaget PapertAmira NabilaNoch keine Bewertungen
- Froebel Shape Grammar at MIT, Massachusetts Institute of Technology.Dokument13 SeitenFroebel Shape Grammar at MIT, Massachusetts Institute of Technology.Lifeinthemix_FroebelNoch keine Bewertungen
- By Design, 1900-2000 Brings Together An Unprecedented CollectionDokument31 SeitenBy Design, 1900-2000 Brings Together An Unprecedented Collectionmnaz100% (1)
- Design LaypeopleDokument5 SeitenDesign Laypeoplesmithangelo2Noch keine Bewertungen
- Le Corbusier e CorDokument23 SeitenLe Corbusier e CorAntonio BorgesNoch keine Bewertungen
- Design History Mashup - Bruno Munari The ExplorerDokument7 SeitenDesign History Mashup - Bruno Munari The Explorersmithangelo2Noch keine Bewertungen
- Porosity in Arquitetura - SaraDokument142 SeitenPorosity in Arquitetura - Sarasmithangelo2Noch keine Bewertungen
- FrobeleDokument15 SeitenFrobelelalommNoch keine Bewertungen
- Popper ConjecturesandrefutationsDokument45 SeitenPopper Conjecturesandrefutationssmithangelo2Noch keine Bewertungen
- Microscopio de PapelDokument36 SeitenMicroscopio de PapelEngel JazzternativoNoch keine Bewertungen
- Werkbund EducaçãoDokument33 SeitenWerkbund Educaçãosmithangelo2Noch keine Bewertungen
- A Comparison Between and NagpurDokument116 SeitenA Comparison Between and NagpurAr Natasha KapaiNoch keine Bewertungen
- Golden Gate Colleges: IILO 1 - Spiritually and IILO 2 - AcademicallyDokument7 SeitenGolden Gate Colleges: IILO 1 - Spiritually and IILO 2 - AcademicallyHindi Ka MAHALNoch keine Bewertungen
- Edward LutyensDokument3 SeitenEdward LutyensARUSHI SINGHNoch keine Bewertungen
- Human Information Behavior (Journal of Documentation)Dokument166 SeitenHuman Information Behavior (Journal of Documentation)Sara MasmarNoch keine Bewertungen
- Case Study On Light and ArchitectureDokument10 SeitenCase Study On Light and Architecturetarun sharmaNoch keine Bewertungen
- The Third Moment of TruthDokument19 SeitenThe Third Moment of TruthtinalaurenaNoch keine Bewertungen
- VHDL PrimerDokument552 SeitenVHDL Primerapi-194822080% (1)
- Interior of Shopping MallDokument11 SeitenInterior of Shopping Mallzain ulabdeenNoch keine Bewertungen
- Arch Isms PDFDokument14 SeitenArch Isms PDFJoe Anne TonoNoch keine Bewertungen
- HOME STAGING Home Soft DecorationDokument130 SeitenHOME STAGING Home Soft DecorationArnav DasaurNoch keine Bewertungen
- TD249 18 STorey Hotel TDR Submission To AssignmentsDokument48 SeitenTD249 18 STorey Hotel TDR Submission To AssignmentsJOEL TIN WEI HONG F18SP1777Noch keine Bewertungen
- Social Science 504 CUESDokument80 SeitenSocial Science 504 CUESDarylNoch keine Bewertungen
- Global Vbi Guidelines: February 2015Dokument30 SeitenGlobal Vbi Guidelines: February 2015King MekonenNoch keine Bewertungen
- Process Selection and Facility LayoutDokument4 SeitenProcess Selection and Facility LayoutClyde TorresNoch keine Bewertungen
- Product Realization ProcessDokument3 SeitenProduct Realization ProcessihdNoch keine Bewertungen
- UX & Axure RP 8 - Training Session 2021Dokument33 SeitenUX & Axure RP 8 - Training Session 2021Salma El HajjNoch keine Bewertungen
- 4252 73 7988 1 10 20180502Dokument11 Seiten4252 73 7988 1 10 20180502hon jia shengNoch keine Bewertungen
- Question BankDokument2 SeitenQuestion BankMuru GanNoch keine Bewertungen
- University of Mauritius Module Specification SheetDokument5 SeitenUniversity of Mauritius Module Specification SheetYahyah NahabooNoch keine Bewertungen
- 7 Software Engineer Interview Questions and AnswersDokument5 Seiten7 Software Engineer Interview Questions and Answersdesta tekluNoch keine Bewertungen
- Architects' DictumsDokument5 SeitenArchitects' DictumsomanitoNoch keine Bewertungen
- New Motivation Letter SampleDokument2 SeitenNew Motivation Letter Samplezozo bozoNoch keine Bewertungen
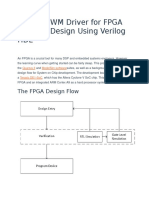
- PWM Driver VerilogDokument24 SeitenPWM Driver Veriloglizhi0007Noch keine Bewertungen
- Curriculum StudiesDokument179 SeitenCurriculum StudiesEdmar Joves AberinNoch keine Bewertungen
- Petri NetDokument524 SeitenPetri NetAlexander DNoch keine Bewertungen
- MTO Drainage Management ManualDokument253 SeitenMTO Drainage Management ManualAlhassane BAHNoch keine Bewertungen
- Software EngineeringDokument1 SeiteSoftware Engineeringrohith_iyerNoch keine Bewertungen
- Chapter - 3.pdf Filename UTF-8''Chapter 3Dokument29 SeitenChapter - 3.pdf Filename UTF-8''Chapter 3Jinky P. Refurzado100% (1)