Das könnte Ihnen auch gefallen
- PlasticProductdesign 2 PDFDokument115 SeitenPlasticProductdesign 2 PDFAmolPagdalNoch keine Bewertungen
- Plastic Design Guide: Designing Parts For Up & Down Molding Helps Control CostDokument3 SeitenPlastic Design Guide: Designing Parts For Up & Down Molding Helps Control CostDEVELOPMENT EPITOMENoch keine Bewertungen
- Plastic Design GuidelineDokument8 SeitenPlastic Design GuidelineDebarpanNagNoch keine Bewertungen
- Plastic Part DesignDokument10 SeitenPlastic Part Designalidani_1Noch keine Bewertungen
- Bayer Material Science Thermoplastic Joining TechniquesDokument38 SeitenBayer Material Science Thermoplastic Joining TechniquesdlstoneNoch keine Bewertungen
- Molding Design GuideDokument11 SeitenMolding Design GuideMichael ZhangNoch keine Bewertungen
- Unit-V Design of Moulds Molding PartsDokument8 SeitenUnit-V Design of Moulds Molding Partsyuvaraj4509Noch keine Bewertungen
- Non-Ferrous Sand Casting of Impeller Mini ProjectDokument42 SeitenNon-Ferrous Sand Casting of Impeller Mini Projectjethwa999_62474255Noch keine Bewertungen
- Final Paper Large Rectangular FlangeDokument12 SeitenFinal Paper Large Rectangular FlangeIsabel López TresgalloNoch keine Bewertungen
- Tool Design For Plastic Injection Molding.1Dokument14 SeitenTool Design For Plastic Injection Molding.1Shreekant GurlakattiNoch keine Bewertungen
- Polypropylene Design Guide Dow ChemicalDokument98 SeitenPolypropylene Design Guide Dow ChemicalSyavash EnshaNoch keine Bewertungen
- Accesorios Roscados para PlásticosDokument32 SeitenAccesorios Roscados para PlásticosjbertralNoch keine Bewertungen
- 20 Me RP CMP Design and Manufacturing ofDokument13 Seiten20 Me RP CMP Design and Manufacturing ofchetanpatel78Noch keine Bewertungen
- Bicycle Side Stand Design and Manufacturing ProcessDokument45 SeitenBicycle Side Stand Design and Manufacturing ProcessSudhakar TpgitNoch keine Bewertungen
- Ultimate Tapping ScrewDokument2 SeitenUltimate Tapping Screwfhscomtech3Noch keine Bewertungen
- Global Academy of Technology: (Accredited by Naac With "A" Grade)Dokument37 SeitenGlobal Academy of Technology: (Accredited by Naac With "A" Grade)James Prajwal PrajuNoch keine Bewertungen
- CH 5 Casting FundamentalsDokument14 SeitenCH 5 Casting FundamentalsSumeet SainiNoch keine Bewertungen
- Fit Tolerance For Plastic PartsDokument16 SeitenFit Tolerance For Plastic PartsA_JANNESNoch keine Bewertungen
- Plastic Part Design 09 FATPDokument34 SeitenPlastic Part Design 09 FATPandrawala111Noch keine Bewertungen
- Threaded Fasteners For PlasticsDokument44 SeitenThreaded Fasteners For Plasticsgajendran444Noch keine Bewertungen
- Design of A Carbon Fiber Bicycle Stem Using An Internal Bladder and Resin Transfer MoldingDokument10 SeitenDesign of A Carbon Fiber Bicycle Stem Using An Internal Bladder and Resin Transfer MoldingKỹ Sư Cùi BắpNoch keine Bewertungen
- 04.+05.plastic Product Design.Dokument214 Seiten04.+05.plastic Product Design.Anand kumar100% (1)
- Snap-Fit Design ManualDokument24 SeitenSnap-Fit Design ManualrenebbNoch keine Bewertungen
- Plastic Design Guidelines For Automotive ComponentsDokument26 SeitenPlastic Design Guidelines For Automotive Componentsvumrane100% (12)
- Sheet Metal Forming GuideDokument77 SeitenSheet Metal Forming GuidesengcanNoch keine Bewertungen
- CDA Maximizes Mold Performance Using Copper AlloysDokument39 SeitenCDA Maximizes Mold Performance Using Copper AlloysAjay RaiNoch keine Bewertungen
- Sp6 - 6 Stral Hand BookDokument220 SeitenSp6 - 6 Stral Hand BookproxywarNoch keine Bewertungen
- MoldEng - 1 - Iniciating A Mold RequestDokument8 SeitenMoldEng - 1 - Iniciating A Mold Requestleandromzs0% (1)
- Casting Design: Cost Factors & ReductionDokument7 SeitenCasting Design: Cost Factors & ReductionSantosh DabholeNoch keine Bewertungen
- Tool and Die Design NotesDokument23 SeitenTool and Die Design NotesAnand Karn Ak100% (1)
- Art-of-Crimping ConeDokument25 SeitenArt-of-Crimping ConeGinanjar Wahyu JayaningratNoch keine Bewertungen
- Designing of Multi-Cavity Extrusion Die To Increase Productivity: A Survey and PerspectiveDokument6 SeitenDesigning of Multi-Cavity Extrusion Die To Increase Productivity: A Survey and PerspectiveIJRASETPublicationsNoch keine Bewertungen
- Coupling DesignDokument3 SeitenCoupling DesignMochammad Syaiful BakriNoch keine Bewertungen
- Product DesignDokument36 SeitenProduct DesignvkrishnarajNoch keine Bewertungen
- Chapter 6 - NotesDokument7 SeitenChapter 6 - NotesPraneethNoch keine Bewertungen
- Design and Fabrication of Pneumatic RammDokument12 SeitenDesign and Fabrication of Pneumatic RammJeremiah yunanaNoch keine Bewertungen
- Coupling InformationDokument4 SeitenCoupling Informationamanpreet_ahujaNoch keine Bewertungen
- Five Golden Rules of Injection MoldingDokument4 SeitenFive Golden Rules of Injection MoldingJyoti KaleNoch keine Bewertungen
- Mold DesignDokument68 SeitenMold DesignBagus Bramantya bagusbramantya.2019Noch keine Bewertungen
- SP6 (6) 1972Dokument220 SeitenSP6 (6) 1972SourabhAdike100% (1)
- How To Advance Molding Undercuts With Collapsible Core Design - MoldMaking TechnologyDokument2 SeitenHow To Advance Molding Undercuts With Collapsible Core Design - MoldMaking TechnologyPatcharee LarpsuriyakulNoch keine Bewertungen
- VersionDokument38 SeitenVersionMukesh SharmaNoch keine Bewertungen
- Plastics Product DesignDokument295 SeitenPlastics Product DesignMousam ChoudhuryNoch keine Bewertungen
- Injection Molding: Its Contents. ToDokument17 SeitenInjection Molding: Its Contents. ToArlene Gabionza LeguinNoch keine Bewertungen
- Tyeps of Pattern 2Dokument28 SeitenTyeps of Pattern 2Sidharth MalohtraNoch keine Bewertungen
- Types of Pattern and Its ApplicationDokument24 SeitenTypes of Pattern and Its ApplicationMitul PatelNoch keine Bewertungen
- High Strength Steel Stamping Design ManualDokument67 SeitenHigh Strength Steel Stamping Design ManualShahril Izzuddin Or Dino100% (1)
- Design Tips Guide 2015Dokument12 SeitenDesign Tips Guide 2015Ba BuNoch keine Bewertungen
- Welding Pipeline HandbookDokument64 SeitenWelding Pipeline HandbookJose Luis Roca Cordova100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Von EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Bewertung: 5 von 5 Sternen5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Von EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Noch keine Bewertungen
- Manual of Engineering Drawing: British and International StandardsVon EverandManual of Engineering Drawing: British and International StandardsBewertung: 3.5 von 5 Sternen3.5/5 (4)
- Design of Steel Structures: Materials, Connections, and ComponentsVon EverandDesign of Steel Structures: Materials, Connections, and ComponentsNoch keine Bewertungen
- Learn Critical Aspects of Pattern and Mould Making in FoundryVon EverandLearn Critical Aspects of Pattern and Mould Making in FoundryNoch keine Bewertungen
- The Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerVon EverandThe Fundamentals of Segmented Woodturning: Projects, Techniques & Innovations for Today’s WoodturnerBewertung: 4 von 5 Sternen4/5 (1)
- BIW Design PDFDokument17 SeitenBIW Design PDFAmolPagdalNoch keine Bewertungen
- Advances in Vehicle DesignDokument187 SeitenAdvances in Vehicle Designsayed92% (13)
- 23856411-fe5b-4518-b333-2f0062013752Dokument9 Seiten23856411-fe5b-4518-b333-2f0062013752Arun VermaNoch keine Bewertungen
- Catia Tip No - Inc 0005Dokument3 SeitenCatia Tip No - Inc 0005AmolPagdalNoch keine Bewertungen
- Wireframe and Surface Catia TutorialDokument105 SeitenWireframe and Surface Catia TutorialSunita SinghNoch keine Bewertungen
- Celebrity QuotesDokument7 SeitenCelebrity QuotesAmolPagdalNoch keine Bewertungen
- Racing Sports Car Chassis Design - 0837602963Dokument167 SeitenRacing Sports Car Chassis Design - 0837602963dineshtej7768100% (23)
- Links in CatiaDokument8 SeitenLinks in CatiaAmolPagdalNoch keine Bewertungen
- Pa12 PDFDokument2 SeitenPa12 PDFAmolPagdalNoch keine Bewertungen
- Basic Mold ConceptDokument30 SeitenBasic Mold ConceptAmolPagdalNoch keine Bewertungen
- Catia SymbolsDokument9 SeitenCatia SymbolsAmolPagdalNoch keine Bewertungen
- Basic Mold Concept PDFDokument68 SeitenBasic Mold Concept PDFAmolPagdalNoch keine Bewertungen
- Creating Affluence The A-to-Z Steps... by Deepak Chopra Download Now PDFDokument7.750 SeitenCreating Affluence The A-to-Z Steps... by Deepak Chopra Download Now PDFAmolPagdal10% (10)
- Catia Tip No - Inc 006Dokument3 SeitenCatia Tip No - Inc 006AmolPagdalNoch keine Bewertungen
- PBT - The Plastic MaterialDokument2 SeitenPBT - The Plastic MaterialAmolPagdalNoch keine Bewertungen
- Brian Tracy The Power of ClarityDokument72 SeitenBrian Tracy The Power of ClarityBiblioteca_Virtual100% (3)
- Bubble SensingDokument16 SeitenBubble SensingAmolPagdalNoch keine Bewertungen
- BASF Snap Fit Design GuideDokument24 SeitenBASF Snap Fit Design GuidewantamanualNoch keine Bewertungen
- Automotive Interior Solutions Optimised Performance and Surface AestheticsDokument16 SeitenAutomotive Interior Solutions Optimised Performance and Surface AestheticsAmolPagdal100% (1)
- Johnson Controls Casestudy en LRDokument2 SeitenJohnson Controls Casestudy en LRAmolPagdalNoch keine Bewertungen
- Brain Bee Info BookletDokument60 SeitenBrain Bee Info Bookletjon1262Noch keine Bewertungen
- Intro ToAPQP WebinarDokument130 SeitenIntro ToAPQP Webinaraorto3919Noch keine Bewertungen
- Eaton ApqpDokument142 SeitenEaton ApqpAmolPagdalNoch keine Bewertungen
- Concept Testing & Product Architecture PDFDokument37 SeitenConcept Testing & Product Architecture PDFcadcam010% (1)
- Volvo ApqpDokument30 SeitenVolvo ApqpAmolPagdalNoch keine Bewertungen
- My 12th Biology Project 2015-16Dokument12 SeitenMy 12th Biology Project 2015-16AmolPagdalNoch keine Bewertungen
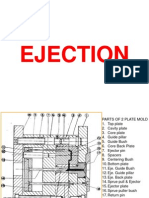
- K EjectionDokument21 SeitenK EjectionAmolPagdalNoch keine Bewertungen
- Dont Know What To Say PDFDokument6 SeitenDont Know What To Say PDFAmolPagdalNoch keine Bewertungen
- Design Process For PlasticDokument43 SeitenDesign Process For PlasticAmolPagdalNoch keine Bewertungen
- Green Planet Store ManagementDokument2 SeitenGreen Planet Store ManagementAmolPagdalNoch keine Bewertungen