Das könnte Ihnen auch gefallen
- WCDokument6 SeitenWCSheraz TariqNoch keine Bewertungen
- AL GURM Vacuum Sewer SystemDokument22 SeitenAL GURM Vacuum Sewer SystemRamesh Kumar VadlamaniNoch keine Bewertungen
- Conversion of WSFU To GPMDokument1 SeiteConversion of WSFU To GPMAnonymous ya6gBBwHJFNoch keine Bewertungen
- December 2015Dokument100 SeitenDecember 2015Cleaner MagazineNoch keine Bewertungen
- 47-Control Instrumentation BrochureDokument12 Seiten47-Control Instrumentation BrochureFaizal Mohd SariNoch keine Bewertungen
- Motion System Design - Mar 2011Dokument53 SeitenMotion System Design - Mar 2011polumathesNoch keine Bewertungen
- GSM Based Home Security SystemDokument6 SeitenGSM Based Home Security Systempkrishna_4100% (1)
- Measurement of Insulation Resistance IR Part 1Dokument5 SeitenMeasurement of Insulation Resistance IR Part 1hafizg100% (1)
- Vepl 1956 1211Dokument13 SeitenVepl 1956 1211Jeevan HingneNoch keine Bewertungen
- Small Scale Wastewater Treatment For Single HousesDokument16 SeitenSmall Scale Wastewater Treatment For Single HousesvalerieNoch keine Bewertungen
- Transforming E-R Diagrams Into RelationsDokument26 SeitenTransforming E-R Diagrams Into RelationsArivian MangilayaNoch keine Bewertungen
- Clarus Fusion WWTPDokument2 SeitenClarus Fusion WWTPlolorekNoch keine Bewertungen
- KOBELCO Welding Handbook 2009Dokument202 SeitenKOBELCO Welding Handbook 2009shamsabbasNoch keine Bewertungen
- RWL Water Nirobox SWDokument3 SeitenRWL Water Nirobox SWAlexander HerreraNoch keine Bewertungen
- Connecting Arduino To Thingspeak Using Python As An Middle WareDokument14 SeitenConnecting Arduino To Thingspeak Using Python As An Middle WareManoj RamNoch keine Bewertungen
- Level Measurement SystemDokument8 SeitenLevel Measurement SystemVarun Kumar100% (1)
- Price List Irrigation Pump PDFDokument38 SeitenPrice List Irrigation Pump PDFمحمدإسماعيلعرفاتNoch keine Bewertungen
- BZ Est PD 002 Control Philosophy TestDokument55 SeitenBZ Est PD 002 Control Philosophy TestMertoiu GabrielNoch keine Bewertungen
- XIGA™ Dead-End Ultrafiltration in Water TreatmentDokument32 SeitenXIGA™ Dead-End Ultrafiltration in Water TreatmentcysautsNoch keine Bewertungen
- Brushbond TGPDokument2 SeitenBrushbond TGPBalasubramanian AnanthNoch keine Bewertungen
- D399DDokument5 SeitenD399DHilarie Jonathan100% (1)
- Flow Over A Rectangular and Vee NotchesDokument7 SeitenFlow Over A Rectangular and Vee NotchesfarahanisiliasNoch keine Bewertungen
- Electromagnetic Flow MetersDokument11 SeitenElectromagnetic Flow MeterssethuraghulNoch keine Bewertungen
- Degasifier 18-02-2017 Sheet 1Dokument1 SeiteDegasifier 18-02-2017 Sheet 1Abu SuraisyNoch keine Bewertungen
- Plant Capacity: 15 MGD Technology: Moving Bed Biological Reactor (MBBR)Dokument12 SeitenPlant Capacity: 15 MGD Technology: Moving Bed Biological Reactor (MBBR)Dev Kumar DwivediNoch keine Bewertungen
- Minor ProjectDokument47 SeitenMinor ProjectSuzzit ShahNoch keine Bewertungen
- M13 - L17 Grit ChamberDokument6 SeitenM13 - L17 Grit ChamberBerliana Cahya Ningtias0% (1)
- GM Infinite 410kld FBBR Quote 26.08.16Dokument14 SeitenGM Infinite 410kld FBBR Quote 26.08.16karthikeyanNoch keine Bewertungen
- Grease Trap Installation Operation Maintenance PDFDokument5 SeitenGrease Trap Installation Operation Maintenance PDFfrankcysNoch keine Bewertungen
- Tube Settlers CatalogueDokument10 SeitenTube Settlers CatalogueIlu Singh100% (1)
- Open Channel Head Loss: H L C Q HDokument51 SeitenOpen Channel Head Loss: H L C Q HKolos Char YiuNoch keine Bewertungen
- Anaerobic Processes: Rate Systems. Thus One Can Have A Low-Rate, Suspended-Growth Anaerobic System WhichDokument6 SeitenAnaerobic Processes: Rate Systems. Thus One Can Have A Low-Rate, Suspended-Growth Anaerobic System Whichnickao123Noch keine Bewertungen
- Model: Japanese Onsite Wastewater Treatment SystemDokument2 SeitenModel: Japanese Onsite Wastewater Treatment SystemLola LymanNoch keine Bewertungen
- Water Level MonitoringDokument36 SeitenWater Level MonitoringNunnaAgni TejaNoch keine Bewertungen
- Catalog Foxboro Pneumatic Instruments 03-11Dokument88 SeitenCatalog Foxboro Pneumatic Instruments 03-11Chu Tùng100% (1)
- 17 KLD STP FlowDokument1 Seite17 KLD STP FlowDesignNoch keine Bewertungen
- Reverse Osmosis System Analysis For Filmtec™ Membranes Rosa 9.1 Configdb U399339 - 282 Project: Enerau - Hydro Case: 1 NP, MFT 10/25/2018Dokument3 SeitenReverse Osmosis System Analysis For Filmtec™ Membranes Rosa 9.1 Configdb U399339 - 282 Project: Enerau - Hydro Case: 1 NP, MFT 10/25/2018unconformistNoch keine Bewertungen
- Sanitary Engineer II: Passbooks Study GuideVon EverandSanitary Engineer II: Passbooks Study GuideNoch keine Bewertungen
- Bolean Algebra & K-MAPDokument11 SeitenBolean Algebra & K-MAPAnn RazonNoch keine Bewertungen
- Minor ProblemsDokument7 SeitenMinor ProblemsBernard BaluyotNoch keine Bewertungen
- Liu Yi-Design and Construction of Biogas Digester 2017Dokument74 SeitenLiu Yi-Design and Construction of Biogas Digester 2017Stanley Wishmore MukuraNoch keine Bewertungen
- Power Supply X Ref For PLCsDokument2 SeitenPower Supply X Ref For PLCsferoztechitNoch keine Bewertungen
- ACO Passavant - Technical Handbook and Product CatalogueDokument24 SeitenACO Passavant - Technical Handbook and Product CatalogueACO PassavantNoch keine Bewertungen
- Gas chlorinator-MTP1Dokument2 SeitenGas chlorinator-MTP1Achira Chanaka PeirisNoch keine Bewertungen
- Part 2H - Settling BasinDokument23 SeitenPart 2H - Settling Basinnirajlamichhane100% (3)
- MC ClariflowDokument9 SeitenMC ClariflowLTE002Noch keine Bewertungen
- SX Mixer-Settler DesignDokument10 SeitenSX Mixer-Settler Designmario_acevedoNoch keine Bewertungen
- Hydraulic Reservoirs For Mobile Equipment 7-18-14Dokument9 SeitenHydraulic Reservoirs For Mobile Equipment 7-18-14mulle2002Noch keine Bewertungen
- Sewage Disposal Works: Their Design and ConstructionVon EverandSewage Disposal Works: Their Design and ConstructionNoch keine Bewertungen
- MixerDokument48 SeitenMixerzueklateNoch keine Bewertungen
- Solutions For Reservoir DesignDokument7 SeitenSolutions For Reservoir DesignSympatyagaNoch keine Bewertungen
- Hydraulic Design F Stilling Basin Channel OutletsDokument39 SeitenHydraulic Design F Stilling Basin Channel Outletshidromecanico100% (1)
- To Baffle or Not To Baffle - Some Baffled Solutions: A CFD Investigation Into The Use of Baffles in Process TanksDokument9 SeitenTo Baffle or Not To Baffle - Some Baffled Solutions: A CFD Investigation Into The Use of Baffles in Process TanksSaurabh SumanNoch keine Bewertungen
- PVsyst Tutorials V7 PumpingDokument22 SeitenPVsyst Tutorials V7 PumpingcosphiNoch keine Bewertungen
- PVsyst Tutorials V7 PumpingDokument22 SeitenPVsyst Tutorials V7 PumpingΤσιμπινός ΣπύροςNoch keine Bewertungen
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingVon EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingBewertung: 5 von 5 Sternen5/5 (3)
- Tube Settler Systems For ClarificationDokument7 SeitenTube Settler Systems For Clarificationtrdakshayani100% (1)
- Glass Production: From Wikipedia, The Free EncyclopediaDokument10 SeitenGlass Production: From Wikipedia, The Free EncyclopediaMahfuzur Rahman SiddikyNoch keine Bewertungen
- Code 1 WPS Rev 0 PDFDokument18 SeitenCode 1 WPS Rev 0 PDFEarl HarbertNoch keine Bewertungen
- Extraction of Metals: - The Chemistry BehindDokument25 SeitenExtraction of Metals: - The Chemistry BehindSujit Singh100% (1)
- Pile ReportDokument14 SeitenPile ReportChen E LikNoch keine Bewertungen
- ABS Under 90m - Part 4Dokument356 SeitenABS Under 90m - Part 4blindstrom42Noch keine Bewertungen
- Edwards Vacuum Pump EDP Dry Pump Instruction ManualDokument84 SeitenEdwards Vacuum Pump EDP Dry Pump Instruction ManualSuprapto ToNoch keine Bewertungen
- Dynapac - PL500TDokument370 SeitenDynapac - PL500TFRNoch keine Bewertungen
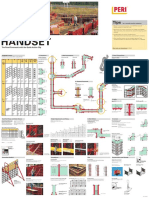
- HANDSET - Poster Idioma InglesDokument3 SeitenHANDSET - Poster Idioma InglesJuan Francisco Mora ZeladaNoch keine Bewertungen
- LNG Technology SelectionDokument9 SeitenLNG Technology SelectionWayne MonneryNoch keine Bewertungen
- List of BIS StandardsDokument9 SeitenList of BIS StandardsKumar100% (1)
- 24 - 25 PF Furnace'12Dokument5 Seiten24 - 25 PF Furnace'12DSGNoch keine Bewertungen
- Alkenes: 1. From Dehydration of AlcoholDokument14 SeitenAlkenes: 1. From Dehydration of AlcoholPratik TimalsinaNoch keine Bewertungen
- Capstone Report On Wheel Chair Cum StretcherDokument40 SeitenCapstone Report On Wheel Chair Cum StretcherRakesh Moparthi100% (1)
- High Performance LubricantsDokument20 SeitenHigh Performance Lubricantsmaicol21n100% (2)
- TeflonDokument1 SeiteTeflonSanthosh KumarNoch keine Bewertungen
- New Company ProfileDokument14 SeitenNew Company Profileanamika tripathiNoch keine Bewertungen
- Adritz Aqua-Guard Self-Washing Continuous Fine ScreenDokument2 SeitenAdritz Aqua-Guard Self-Washing Continuous Fine Screentarek555Noch keine Bewertungen
- Design of Solar Panel Deployment Mechanism For A 1U CubeSatDokument7 SeitenDesign of Solar Panel Deployment Mechanism For A 1U CubeSatAliMurtazaKothawalaNoch keine Bewertungen
- AcryGuard TDS 2020Dokument3 SeitenAcryGuard TDS 2020sarah magdyNoch keine Bewertungen
- C El 115 PDFDokument23 SeitenC El 115 PDFamini_mohiNoch keine Bewertungen
- Permanent Metal - Data - Sheet - AFP 1 209B NewDokument1 SeitePermanent Metal - Data - Sheet - AFP 1 209B NewSunnyNoch keine Bewertungen
- Catalysis: Submitted By: Ahsan Misbah Ul Hadi Submitted ToDokument10 SeitenCatalysis: Submitted By: Ahsan Misbah Ul Hadi Submitted ToAsim AliNoch keine Bewertungen
- PSA Nitrogen PlantsDokument4 SeitenPSA Nitrogen PlantsIdo Aprilian TariganNoch keine Bewertungen
- 09 Counter CellDokument3 Seiten09 Counter CellTana AzeezNoch keine Bewertungen
- Camapana de Humo Sin DuctosDokument4 SeitenCamapana de Humo Sin DuctosBRIAN JULIAN GARCIA ALFONSONoch keine Bewertungen
- Coal Gasification For Advanced Power Generation: Andrew J. MinchenerDokument14 SeitenCoal Gasification For Advanced Power Generation: Andrew J. MinchenerMayur B NeveNoch keine Bewertungen
- High Density Polyethylene - HDPE - Pipe and FittingsDokument8 SeitenHigh Density Polyethylene - HDPE - Pipe and Fittingsnilesh_erusNoch keine Bewertungen
- Quality Requirements New Format-06.04.13Dokument1 SeiteQuality Requirements New Format-06.04.13beeyesyemNoch keine Bewertungen
- 100 Ways To Save The EnvironmentDokument3 Seiten100 Ways To Save The EnvironmentSarvesh JaiswalNoch keine Bewertungen
- Dimethyl Ether SDS E4589Dokument7 SeitenDimethyl Ether SDS E4589Daniil GhilescuNoch keine Bewertungen