Das könnte Ihnen auch gefallen
- CirclesFormualaSheetlyx PDFDokument5 SeitenCirclesFormualaSheetlyx PDFAnonymous ETBwIduGiNoch keine Bewertungen
- At2402 NotesDokument7 SeitenAt2402 NotesAnonymous ETBwIduGiNoch keine Bewertungen
- CAEA v145 Update CFDDokument39 SeitenCAEA v145 Update CFDAnonymous ETBwIduGiNoch keine Bewertungen
- 1.lesson Plan AtdDokument3 Seiten1.lesson Plan AtdAnonymous ETBwIduGiNoch keine Bewertungen
- TrussesDokument18 SeitenTrussesVivek SrivastavaNoch keine Bewertungen
- Process Planning & Cost Estimation Question BankDokument12 SeitenProcess Planning & Cost Estimation Question Banksanbharani4242100% (2)
- Micro LiquidDokument5 SeitenMicro LiquidAnonymous ETBwIduGiNoch keine Bewertungen
- Nuclear EngineeringDokument2 SeitenNuclear EngineeringAnonymous ETBwIduGiNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Biology O Level Notes PDFDokument36 SeitenBiology O Level Notes PDFGB Hacker100% (1)
- Is 248-1987 Ra 2021Dokument14 SeitenIs 248-1987 Ra 2021Aadarsh Kumar ShitalNoch keine Bewertungen
- Wet Type Electrostatic Precipitator Technology For Industrial and Power ApplicationsDokument8 SeitenWet Type Electrostatic Precipitator Technology For Industrial and Power Applicationssrajl94Noch keine Bewertungen
- Raman SpectrosDokument10 SeitenRaman SpectrosSruthiNoch keine Bewertungen
- Module 2: Infrared SpectrosDokument5 SeitenModule 2: Infrared SpectrosAngela ReyesNoch keine Bewertungen
- Admira Fusion - VC-84-002750-GB PDFDokument10 SeitenAdmira Fusion - VC-84-002750-GB PDFkomanjoeNoch keine Bewertungen
- Sika Igasol - 17: High Build, Bituminous Emulsion CoatingDokument3 SeitenSika Igasol - 17: High Build, Bituminous Emulsion CoatingAhmed AbdallahNoch keine Bewertungen
- Hey 4-N/i'ethylenedio Yphenyl Sopropyl E.: 4-MethylenedioxyphenylisopropylamineDokument2 SeitenHey 4-N/i'ethylenedio Yphenyl Sopropyl E.: 4-MethylenedioxyphenylisopropylamineAnonymous FigYuONxuuNoch keine Bewertungen
- Semi-Mechanical Pulping of Napier GrassDokument98 SeitenSemi-Mechanical Pulping of Napier GrassAmelyate NamatNoch keine Bewertungen
- Chemistry Education in The 21st CenturyDokument106 SeitenChemistry Education in The 21st CenturyAbhishek BansalNoch keine Bewertungen
- TSO C72cDokument6 SeitenTSO C72cRobert FlorezNoch keine Bewertungen
- RioBooster SDSDokument10 SeitenRioBooster SDSpepeNoch keine Bewertungen
- State Wise Distribution of Units Registered Under Factories Act, 1948Dokument6 SeitenState Wise Distribution of Units Registered Under Factories Act, 1948api-19850688Noch keine Bewertungen
- 025welding Engineering An Introduction - (2.5 Plasma Arc Welding)Dokument3 Seiten025welding Engineering An Introduction - (2.5 Plasma Arc Welding)Kamarul NizamNoch keine Bewertungen
- Astm A53 A53mDokument23 SeitenAstm A53 A53mRaviprakash Chauhan100% (2)
- Bangladesh Edible Oil Limied (Beol) : North Rupshi, Rupgonj, Narayanganj BangladeshDokument30 SeitenBangladesh Edible Oil Limied (Beol) : North Rupshi, Rupgonj, Narayanganj BangladeshM. Kabbir Hossain Hero ,141437Noch keine Bewertungen
- Red Mercury 2020 Technical Data SheetDokument2 SeitenRed Mercury 2020 Technical Data SheetThe UniversNoch keine Bewertungen
- Desalination Technologies, 4th Level, ERE414, 2023, ChapterDokument49 SeitenDesalination Technologies, 4th Level, ERE414, 2023, ChapterMohamed HatemNoch keine Bewertungen
- Flowrate Calculation For A Draining TankDokument2 SeitenFlowrate Calculation For A Draining TankAnonymous bHh1L1Noch keine Bewertungen
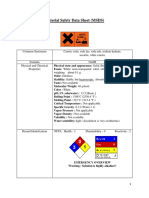
- Material Safety Data Sheet (MSDS) : I) Sodium HydroxideDokument6 SeitenMaterial Safety Data Sheet (MSDS) : I) Sodium HydroxideAndy Tan WXNoch keine Bewertungen
- Course OutlineDokument2 SeitenCourse Outlineijat_Noch keine Bewertungen
- Modelling of Aluminium Scrap Melting in A Rotary FurnaceDokument10 SeitenModelling of Aluminium Scrap Melting in A Rotary FurnaceestefanoveiraNoch keine Bewertungen
- Reichold, Corrosion Guide 12.15.2010Dokument45 SeitenReichold, Corrosion Guide 12.15.2010Pradeep Srivastava100% (1)
- Neraca MassaDokument15 SeitenNeraca MassaFrengky Akmil PutraNoch keine Bewertungen
- Capsules and Its Technology An OverviewDokument8 SeitenCapsules and Its Technology An OverviewRonald Reyes LeonNoch keine Bewertungen
- Cls Jeead-18-19 Xii Che Target-7 Set-2 Chapter-12Dokument47 SeitenCls Jeead-18-19 Xii Che Target-7 Set-2 Chapter-12DxNoch keine Bewertungen
- Engi 9625 Assignment 1Dokument6 SeitenEngi 9625 Assignment 1nuvanNoch keine Bewertungen
- Thermometry and Thermal Expansion: Physics Class-IX Question Bank 1Dokument21 SeitenThermometry and Thermal Expansion: Physics Class-IX Question Bank 1TajiriMollelNoch keine Bewertungen
- Underground Tank - 500-002Dokument32 SeitenUnderground Tank - 500-002meganemesisNoch keine Bewertungen
- ASTM B505-B505M-12 Standard Specification For Cooper Alloy Continuous CastingsDokument10 SeitenASTM B505-B505M-12 Standard Specification For Cooper Alloy Continuous CastingsAarón Escorza MistránNoch keine Bewertungen