Das könnte Ihnen auch gefallen
- Laminado y Moldeo de Resina Poliéster Con Fibra de VidrioDokument5 SeitenLaminado y Moldeo de Resina Poliéster Con Fibra de Vidrioposadaco100% (1)
- Identificación de Plásticos Ensayos PreliminaresDokument10 SeitenIdentificación de Plásticos Ensayos Preliminaresposadaco0% (1)
- Pre Informe Laboratorio N-1Dokument1 SeitePre Informe Laboratorio N-1posadacoNoch keine Bewertungen
- TermoformadoDokument5 SeitenTermoformadoposadacoNoch keine Bewertungen
- Teoria de Redes Delta-EstrellaDokument43 SeitenTeoria de Redes Delta-Estrellaposadaco91% (11)
- Ley de KirchhoffDokument7 SeitenLey de KirchhoffJaime Mauricio González GuzmánNoch keine Bewertungen
- Sistemas de SupervisinDokument20 SeitenSistemas de SupervisinposadacoNoch keine Bewertungen
- U1 Introduccion A Los Sistemas Integrados de ProduccionDokument22 SeitenU1 Introduccion A Los Sistemas Integrados de ProduccionJohan Esteban MarquezNoch keine Bewertungen
- U4 Control Logico y Controladores Logicos ProgramablesDokument26 SeitenU4 Control Logico y Controladores Logicos ProgramablesclauingNoch keine Bewertungen
- CNC Fresadora PDFDokument54 SeitenCNC Fresadora PDFMax Pérez100% (2)
- Isa 5.1Dokument19 SeitenIsa 5.1Rojas Reinoso RicardoNoch keine Bewertungen
- Automatizacion de La ManufacturaDokument23 SeitenAutomatizacion de La ManufacturaRene100% (1)
- Los Procesos de Manufactura - ExtrusionDokument19 SeitenLos Procesos de Manufactura - Extrusionposadaco100% (1)
- Los Procesos de Manufactura - TermoformadoDokument14 SeitenLos Procesos de Manufactura - TermoformadoposadacoNoch keine Bewertungen
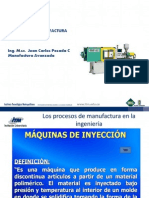
- Los Procesos de Manufactura - InyeccionDokument115 SeitenLos Procesos de Manufactura - InyeccionposadacoNoch keine Bewertungen
- Curso PLCDokument152 SeitenCurso PLCposadaco86% (7)
- PLC Basico 1Dokument31 SeitenPLC Basico 1David CumbajinNoch keine Bewertungen
- Algoritmos en Manufactura AvanzadaDokument42 SeitenAlgoritmos en Manufactura AvanzadaposadacoNoch keine Bewertungen
- AlgoritmiaDokument18 SeitenAlgoritmiaEsteban MurilloNoch keine Bewertungen
- A-Cuestionario Materiales ItmDokument57 SeitenA-Cuestionario Materiales ItmposadacoNoch keine Bewertungen
- AutoamtizacionDokument37 SeitenAutoamtizacionposadaco100% (1)
- Comparacion de PreciosDokument4 SeitenComparacion de PreciosRicardo VásquezNoch keine Bewertungen
- Especificaciones de PlantillasDokument4 SeitenEspecificaciones de PlantillasAlanNoch keine Bewertungen
- Actividad 3 CCSS 2°Dokument3 SeitenActividad 3 CCSS 2°jesalva1331100% (1)
- EXPOSICION HABEAS CORPUS CONTRA RESOLUCIONES JUDICIALES - CAVQ (3) Ponencia para SacarDokument53 SeitenEXPOSICION HABEAS CORPUS CONTRA RESOLUCIONES JUDICIALES - CAVQ (3) Ponencia para SacarCarlos Villarroel QuindeNoch keine Bewertungen
- SupplyDokument2 SeitenSupplyGian VelaNoch keine Bewertungen
- Guia 6Dokument20 SeitenGuia 6Jorge Costilla QuirozNoch keine Bewertungen
- Convocatoria Suiza Comen Cup EspañolDokument9 SeitenConvocatoria Suiza Comen Cup EspañolRocio MelloNoch keine Bewertungen
- Mapa Mental Sem 3 FinalDokument1 SeiteMapa Mental Sem 3 FinalAndrea Rojas CamargoNoch keine Bewertungen
- 03 TesisProyecto-LPDokument252 Seiten03 TesisProyecto-LPadqh11Noch keine Bewertungen
- Informe de Pasantias Corpoelec 2020-1Dokument44 SeitenInforme de Pasantias Corpoelec 2020-1francisco rengifo100% (1)
- Alan Olav Walker 2Dokument1 SeiteAlan Olav Walker 2brad macotemattosNoch keine Bewertungen
- Capacitacion Sobre Riesgos Electricos en Los HogaresDokument21 SeitenCapacitacion Sobre Riesgos Electricos en Los HogaresUriel CaceresNoch keine Bewertungen
- Ejercicio Oara Caudal en Tubo VenturiDokument6 SeitenEjercicio Oara Caudal en Tubo VenturiMaría Fernanda Soler LópezNoch keine Bewertungen
- Hshortal PDFDokument1 SeiteHshortal PDFAlejandro VescovoNoch keine Bewertungen
- Uso Correcto de Herramientas MANUALESDokument18 SeitenUso Correcto de Herramientas MANUALESomar140290Noch keine Bewertungen
- Madera Como Material de ConstrucciónDokument34 SeitenMadera Como Material de ConstrucciónLuiggi Lopez MoyaNoch keine Bewertungen
- Costos Unitarios CementerioDokument9 SeitenCostos Unitarios CementerioEtefano Javier Arutaype SuniNoch keine Bewertungen
- Directorio Telefonico de Cuba 1949 - Cuban Telephone DiretoryDokument850 SeitenDirectorio Telefonico de Cuba 1949 - Cuban Telephone DiretoryNasturcio100% (7)
- MEP Presentacion IdentidadCorporativaDokument23 SeitenMEP Presentacion IdentidadCorporativaKevin Llanos MondragónNoch keine Bewertungen
- Movimiento de Traslación y Rotación Mas EjerciciosDokument4 SeitenMovimiento de Traslación y Rotación Mas Ejerciciosivan1811Noch keine Bewertungen
- Variador VelocidadDokument4 SeitenVariador Velocidad2014_MiguelNoch keine Bewertungen
- Especificaciones IRB120Dokument50 SeitenEspecificaciones IRB120Sonia Sanchez MansoNoch keine Bewertungen
- BatallaEnElCielo Mazinger FotocomicDokument100 SeitenBatallaEnElCielo Mazinger FotocomicJuan Carlos100% (1)
- Poders Judiciales + Luciano LopezDokument35 SeitenPoders Judiciales + Luciano LopezLuis Correa OntiverosNoch keine Bewertungen
- DJI RC User Manual v1.0 ESDokument20 SeitenDJI RC User Manual v1.0 EScapostyperNoch keine Bewertungen
- 02 Transmisiones CadenasDokument22 Seiten02 Transmisiones CadenasOscar Gomez Vergara100% (1)
- Contexto SocialDokument4 SeitenContexto SocialAdrian Pacheco CNoch keine Bewertungen
- Matriz Operativa de Inversion PropiamenteDokument5 SeitenMatriz Operativa de Inversion PropiamenteJorge Luis Llampa BenitoNoch keine Bewertungen
- Cadena de Suministro de La Coca ColaDokument20 SeitenCadena de Suministro de La Coca ColaThalia Ortiz Cano100% (1)
- Acta de FundaciónDokument9 SeitenActa de FundaciónMiguel Angel Custodio ChañiNoch keine Bewertungen
- Psicología oscura: Una guía esencial de persuasión, manipulación, engaño, control mental, negociación, conducta humana, PNL y guerra psicológicaVon EverandPsicología oscura: Una guía esencial de persuasión, manipulación, engaño, control mental, negociación, conducta humana, PNL y guerra psicológicaBewertung: 4.5 von 5 Sternen4.5/5 (766)
- Tus Zonas Erroneas: Guía Para Combatir las Causas de la InfelicidadVon EverandTus Zonas Erroneas: Guía Para Combatir las Causas de la InfelicidadBewertung: 4.5 von 5 Sternen4.5/5 (1833)
- Yo Pude, ¡Tú Puedes!: Cómo tomar el control de tu bienestar emocional y convertirte en una persona imparable (edición revisada y expandida)Von EverandYo Pude, ¡Tú Puedes!: Cómo tomar el control de tu bienestar emocional y convertirte en una persona imparable (edición revisada y expandida)Bewertung: 5 von 5 Sternen5/5 (9)
- Recupera tu mente, reconquista tu vidaVon EverandRecupera tu mente, reconquista tu vidaBewertung: 5 von 5 Sternen5/5 (9)
- Cómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaVon EverandCómo hacer que te pasen cosas buenas: Entiende tu cerebro, gestiona tus emociones, mejora tu vidaBewertung: 5 von 5 Sternen5/5 (1875)
- Resetea tu mente. Descubre de lo que eres capazVon EverandResetea tu mente. Descubre de lo que eres capazBewertung: 5 von 5 Sternen5/5 (196)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceVon EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceBewertung: 5 von 5 Sternen5/5 (8)
- Las 6 necesidades de cada niño: Empoderar a padres e hijos a través de la ciencia de la conexiónVon EverandLas 6 necesidades de cada niño: Empoderar a padres e hijos a través de la ciencia de la conexiónBewertung: 4.5 von 5 Sternen4.5/5 (6)
- El poder del optimismo: Herramientas para vivir de forma más positivaVon EverandEl poder del optimismo: Herramientas para vivir de forma más positivaBewertung: 5 von 5 Sternen5/5 (16)
- Tu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaVon EverandTu cerebro emocional: Saca partido de lo que sientes y transforma tu vidaBewertung: 5 von 5 Sternen5/5 (2)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaVon EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaBewertung: 5 von 5 Sternen5/5 (203)
- Contra la ansiedad: Una guía completa para manejar emociones difícilesVon EverandContra la ansiedad: Una guía completa para manejar emociones difícilesBewertung: 5 von 5 Sternen5/5 (58)
- Resumen de Pensar rápido pensar despacio de Daniel KahnemanVon EverandResumen de Pensar rápido pensar despacio de Daniel KahnemanBewertung: 4.5 von 5 Sternen4.5/5 (64)
- La violencia invisible: Identificar, entender y superar la violencia psicológica que sufrimos (y ejercemos) en nuestra vida cotidianaVon EverandLa violencia invisible: Identificar, entender y superar la violencia psicológica que sufrimos (y ejercemos) en nuestra vida cotidianaBewertung: 4 von 5 Sternen4/5 (2)
- DMT: La molécula del espíritu (DMT: The Spirit Molecule): Las revolucionarias investigaciones de un medico sobre la biologia de las experiencias misticas y cercanas a la muerteVon EverandDMT: La molécula del espíritu (DMT: The Spirit Molecule): Las revolucionarias investigaciones de un medico sobre la biologia de las experiencias misticas y cercanas a la muerteBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Cómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaVon EverandCómo terminar lo que empiezas: El arte de perseverar, pasar a la acción, ejecutar los planes y tener disciplinaBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Homo antecessor: El nacimiento de una especieVon EverandHomo antecessor: El nacimiento de una especieBewertung: 5 von 5 Sternen5/5 (1)
- La conciencia infinita: El viaje de un neurocirujano al corazón del universo conscienteVon EverandLa conciencia infinita: El viaje de un neurocirujano al corazón del universo conscienteBewertung: 4.5 von 5 Sternen4.5/5 (4)
- Influencia. La psicología de la persuasiónVon EverandInfluencia. La psicología de la persuasiónBewertung: 4.5 von 5 Sternen4.5/5 (14)
- Una mente en calma: Técnicas para manejar los pensamientos intrusivosVon EverandUna mente en calma: Técnicas para manejar los pensamientos intrusivosBewertung: 4.5 von 5 Sternen4.5/5 (143)