Das könnte Ihnen auch gefallen
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesVon EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNoch keine Bewertungen
- United States Patent (19) : (73) AssigneeDokument7 SeitenUnited States Patent (19) : (73) AssigneechenguofuNoch keine Bewertungen
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SVon EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNoch keine Bewertungen
- RAC Refrigeration System ExplainedDokument7 SeitenRAC Refrigeration System ExplainedMuhammad AkhtarNoch keine Bewertungen
- Optimizing Hot Gas DefrostDokument9 SeitenOptimizing Hot Gas DefrostHoàngViệtAnhNoch keine Bewertungen
- Refrigeration CircuitDokument32 SeitenRefrigeration CircuitHassan Iftekhar Ahmed100% (1)
- Impact of Inlet Air Cooling On Gas Turbine Performance: Journal Homepage:papers - Itc.pw - Edu.plDokument9 SeitenImpact of Inlet Air Cooling On Gas Turbine Performance: Journal Homepage:papers - Itc.pw - Edu.plshashikanth79Noch keine Bewertungen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- SVCRCDokument32 SeitenSVCRCmesfn derbNoch keine Bewertungen
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsVon EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNoch keine Bewertungen
- Ch.8 - INNOVATIVE VAPOR-COMPRESSION CYCLESDokument41 SeitenCh.8 - INNOVATIVE VAPOR-COMPRESSION CYCLESlayanalfar0Noch keine Bewertungen
- Jten-2020-6-4.16227Dokument20 SeitenJten-2020-6-4.16227SalemNoch keine Bewertungen
- Underground Gas Storage Facilities: Design and ImplementationVon EverandUnderground Gas Storage Facilities: Design and ImplementationNoch keine Bewertungen
- Gasifier ProcessDokument4 SeitenGasifier ProcessHenry ArenasNoch keine Bewertungen
- Scientific American Supplement, No. 623, December 10, 1887Von EverandScientific American Supplement, No. 623, December 10, 1887Noch keine Bewertungen
- Natural Gas Liquids RecoveryDokument19 SeitenNatural Gas Liquids RecoveryermiasNoch keine Bewertungen
- Nonconventional Methods of Gas LiquefactionDokument45 SeitenNonconventional Methods of Gas LiquefactionImtisal E NoorNoch keine Bewertungen
- Refrigeration and LiquefactionDokument51 SeitenRefrigeration and LiquefactionAlbert ShesmanNoch keine Bewertungen
- Methods of Improving COP of Refrigeration CycleDokument18 SeitenMethods of Improving COP of Refrigeration CycleGanesh Shewale100% (2)
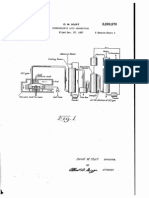
- 1940 Patent for Hydrochloric Acid Absorption Process Using Air CoolingDokument7 Seiten1940 Patent for Hydrochloric Acid Absorption Process Using Air CoolingCésarSánchezRosasNoch keine Bewertungen
- RefrigerationDokument11 SeitenRefrigerationBroAmirNoch keine Bewertungen
- Boil-Off Gas Handling Onboard LNG Fuelled ShipsDokument6 SeitenBoil-Off Gas Handling Onboard LNG Fuelled ShipsPutu Indra Mahatrisna100% (1)
- A Fresh Look at LNG Process EfficiencyDokument0 SeitenA Fresh Look at LNG Process EfficiencyxinghustNoch keine Bewertungen
- Optimize Central Plant Water ChillersDokument2 SeitenOptimize Central Plant Water ChillersRohit ShresthaNoch keine Bewertungen
- Optimizing Chiller Tower Systems PDFDokument8 SeitenOptimizing Chiller Tower Systems PDFasl91100% (1)
- Surface Condensers PDFDokument7 SeitenSurface Condensers PDFing_julio_siviraNoch keine Bewertungen
- Propane Vs GlycolDokument5 SeitenPropane Vs Glycolhormon1234Noch keine Bewertungen
- Surface Condenser DesignDokument7 SeitenSurface Condenser Designbookslover1Noch keine Bewertungen
- Natural Gas Liquids Recovery GuideDokument17 SeitenNatural Gas Liquids Recovery Guideabdur rehmanNoch keine Bewertungen
- 3 Dk2831 - ch35 EvaporadoresDokument10 Seiten3 Dk2831 - ch35 EvaporadoresHarold Valle ReyesNoch keine Bewertungen
- Chapter - 5Dokument19 SeitenChapter - 5Getasew TesfaNoch keine Bewertungen
- Dynamic Simulation LNG ProcessesDokument4 SeitenDynamic Simulation LNG ProcessessppramNoch keine Bewertungen
- The University of The South Pacific: School of Engineering and PhysicsDokument4 SeitenThe University of The South Pacific: School of Engineering and PhysicsRoshiv SharmaNoch keine Bewertungen
- Cooling CalDokument4 SeitenCooling CalvuvanhungNoch keine Bewertungen
- Vol-1, Issue-5Dokument7 SeitenVol-1, Issue-5Ijrei JournalNoch keine Bewertungen
- Cycle With SubcoolingDokument2 SeitenCycle With SubcoolingShubham ChaurasiyaNoch keine Bewertungen
- A New Method For Co2 CaptureDokument6 SeitenA New Method For Co2 CaptureAbul HassanNoch keine Bewertungen
- Designing Large Package BoilersDokument3 SeitenDesigning Large Package BoilersdemonarundoNoch keine Bewertungen
- Heat Transfer Problems in Gas Turbine Combustion ChambersDokument23 SeitenHeat Transfer Problems in Gas Turbine Combustion ChambersVijaya Kanth50% (4)
- Rac Lab ManualDokument69 SeitenRac Lab ManualHrshita SinghNoch keine Bewertungen
- Liquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessDokument8 SeitenLiquefaction of Natural Gas Using Single Stage Mixed Refrigerant PRICO ProcessHaru MasaNoch keine Bewertungen
- A Comparative Study of Phillips Optimized Cascade and Apci Propane Pre-Cooled Mixed Refrigerant LNG Liquefaction ProcessesDokument8 SeitenA Comparative Study of Phillips Optimized Cascade and Apci Propane Pre-Cooled Mixed Refrigerant LNG Liquefaction ProcessesVanessa Ada ElokaNoch keine Bewertungen
- NOTES 5 - RefrigerationDokument20 SeitenNOTES 5 - RefrigerationMakoya_malumeNoch keine Bewertungen
- Stirling Cycle Refrigeration Description of TechnologyDokument2 SeitenStirling Cycle Refrigeration Description of TechnologyAyrton John BantayNoch keine Bewertungen
- Functioning of ChillersDokument22 SeitenFunctioning of ChillersAnonymous b9fcR5Noch keine Bewertungen
- NGL RECOVERY PROCESSESDokument5 SeitenNGL RECOVERY PROCESSESsatishchemengNoch keine Bewertungen
- Heat InterchargersDokument10 SeitenHeat InterchargersKino ZarcoNoch keine Bewertungen
- Hybrid Refrigeration SynopsisDokument12 SeitenHybrid Refrigeration SynopsisZia Muhammad HaiderNoch keine Bewertungen
- HVAC & Refrigeration SystemDokument22 SeitenHVAC & Refrigeration SystemSivakumar NadarajaNoch keine Bewertungen
- Optimization of Wsa TechnologyDokument5 SeitenOptimization of Wsa TechnologyAhmed Ali100% (1)
- Project Report On: Waste Chill Recovery Heat ExchangerDokument44 SeitenProject Report On: Waste Chill Recovery Heat Exchangerkaram chand thaparNoch keine Bewertungen
- Engineering Manual Evaporative CondensersDokument16 SeitenEngineering Manual Evaporative Condenserstulamst100% (2)
- Heat Transfer Problems in Gas Turbine Combustion ChambersDokument23 SeitenHeat Transfer Problems in Gas Turbine Combustion ChambersLarry Smith50% (4)
- Building Services - Iv: Heating Ventilation and Air Conditioning Asst. Prof. EMIE B. FAIRDokument16 SeitenBuilding Services - Iv: Heating Ventilation and Air Conditioning Asst. Prof. EMIE B. FAIRKrishnapriya KNoch keine Bewertungen
- Refrigeration Cycle DiagramDokument7 SeitenRefrigeration Cycle DiagramsrybsantosNoch keine Bewertungen
- Performance Evaluation of A CO Refrigeration System Enhanced With A Dew Point CoolerDokument21 SeitenPerformance Evaluation of A CO Refrigeration System Enhanced With A Dew Point CoolerDariusScorobeteNoch keine Bewertungen
- Guidelines For Floating Offshore Facilities For LNG/LPG Production, Storage and OffloadingDokument80 SeitenGuidelines For Floating Offshore Facilities For LNG/LPG Production, Storage and Offloadingkaspersky2009100% (2)
- Calculation For Boiler (Chan May)Dokument2 SeitenCalculation For Boiler (Chan May)kaspersky2009Noch keine Bewertungen
- Clash Base WeightsDokument12 SeitenClash Base WeightsTomas SwartNoch keine Bewertungen
- Settings Group Round Sorting: +0 Min FIFA RankDokument3 SeitenSettings Group Round Sorting: +0 Min FIFA Rankkaspersky2009Noch keine Bewertungen
- AGA Calculations 1985 VS 1992 StandardsDokument26 SeitenAGA Calculations 1985 VS 1992 StandardsGeorge KasepNoch keine Bewertungen
- Fuel Oils To China: Page 1 of 4Dokument4 SeitenFuel Oils To China: Page 1 of 4Michael HeongNoch keine Bewertungen
- 43 - Small Scale LNG Liquefacti On and NGL Recovery Is Supercool - 2013 GPADokument13 Seiten43 - Small Scale LNG Liquefacti On and NGL Recovery Is Supercool - 2013 GPAhf100% (1)
- Surge AnalysisDokument30 SeitenSurge AnalysisRadhakrishna MadabhushiNoch keine Bewertungen
- KLM Technology Group Design Guidelines For Distillation RevampsDokument32 SeitenKLM Technology Group Design Guidelines For Distillation RevampsGomathi ShankarNoch keine Bewertungen
- CPI Pressure-Relief Systems ExplainedDokument6 SeitenCPI Pressure-Relief Systems Explainedahsan8880% (1)
- Risk Analysis of LNG Spill Over WaterDokument167 SeitenRisk Analysis of LNG Spill Over WatervjourNoch keine Bewertungen
- LNG - Urn 05 - 1016Dokument67 SeitenLNG - Urn 05 - 1016kaspersky2009Noch keine Bewertungen
- Australia Pacific LNG Project Supplemental Information To The EISDokument10 SeitenAustralia Pacific LNG Project Supplemental Information To The EISkaspersky2009Noch keine Bewertungen
- LNG LiquefactionNot All Plants Are Created Equal Study PrimerDokument20 SeitenLNG LiquefactionNot All Plants Are Created Equal Study PrimerPropertywizzNoch keine Bewertungen
- Liquified Natural Gas BasicsDokument24 SeitenLiquified Natural Gas BasicsMichael SmithNoch keine Bewertungen
- Onshore LNG Study - Rev - 2Dokument68 SeitenOnshore LNG Study - Rev - 2kaspersky2009Noch keine Bewertungen
- Gpa 2002 LNGDokument19 SeitenGpa 2002 LNGHoàng KakaNoch keine Bewertungen
- Foster Weeler Process STD 602 Safety Device Design PDFDokument124 SeitenFoster Weeler Process STD 602 Safety Device Design PDFkaspersky2009Noch keine Bewertungen
- Propane Dehydrogenation Using Catalytic Membrane PDFDokument10 SeitenPropane Dehydrogenation Using Catalytic Membrane PDFkaspersky2009Noch keine Bewertungen
- Brochure ExhiReg2678436 BrochureIntegratedTankServicesDokument7 SeitenBrochure ExhiReg2678436 BrochureIntegratedTankServiceskaspersky2009Noch keine Bewertungen
- Treatment of Oil Sludge Contamination by Composting 2155 6199 1000284 PDFDokument6 SeitenTreatment of Oil Sludge Contamination by Composting 2155 6199 1000284 PDFkaspersky2009Noch keine Bewertungen
- Propane Dehydrogenation Using Catalytic Membrane PDFDokument10 SeitenPropane Dehydrogenation Using Catalytic Membrane PDFkaspersky2009Noch keine Bewertungen
- Users Manual Fertilizers 11.2010Dokument24 SeitenUsers Manual Fertilizers 11.2010kaspersky2009Noch keine Bewertungen
- Paraffinic Sludge Reduction Through Shearing and ResuspensionDokument5 SeitenParaffinic Sludge Reduction Through Shearing and Resuspensionger80Noch keine Bewertungen
- Fertilizer Industry Handbook Describes Essential Plant NutrientsDokument46 SeitenFertilizer Industry Handbook Describes Essential Plant Nutrientskaspersky2009Noch keine Bewertungen
- GE GER 2668 Interturn Short Circuit Detector For Turbine Generator Rotor WindingsDokument12 SeitenGE GER 2668 Interturn Short Circuit Detector For Turbine Generator Rotor WindingscadtilNoch keine Bewertungen
- 11 Blending OptimizationDokument31 Seiten11 Blending OptimizationferaldoNoch keine Bewertungen
- Amazing Vehicles Vol. 1 PDFDokument140 SeitenAmazing Vehicles Vol. 1 PDFkaspersky200967% (3)
- Crude Tower Simulation in HYSYSDokument42 SeitenCrude Tower Simulation in HYSYSEstrellaNoch keine Bewertungen
- Refinery Process Design Notes - For IITGDokument193 SeitenRefinery Process Design Notes - For IITGLakshmi Devineni100% (3)
- Howard B (1) - Petroleum Engineers Handbook, Part 4Dokument331 SeitenHoward B (1) - Petroleum Engineers Handbook, Part 4yayNoch keine Bewertungen
- Sizing of RG FilterDokument4 SeitenSizing of RG FilterMauricioNoch keine Bewertungen
- UTexas 8 Moles and Empirical Formulas-ProblemsDokument4 SeitenUTexas 8 Moles and Empirical Formulas-ProblemsTutor AcademyNoch keine Bewertungen
- HKDSE Phy 1A A4 - AllDokument19 SeitenHKDSE Phy 1A A4 - Alljackson wongNoch keine Bewertungen
- 3 Oil and Gas Separation Design Manual by C Richard SivallsDokument63 Seiten3 Oil and Gas Separation Design Manual by C Richard SivallsSemih Özsağıroğlu100% (1)
- Cement-Slurry Design To Prevent Destabilization of Hydrates in Deepwater EnvironmentDokument5 SeitenCement-Slurry Design To Prevent Destabilization of Hydrates in Deepwater EnvironmentPAOLA ANDREA DUARTE PRADANoch keine Bewertungen
- CHEMISTRY 0620 Learner Guide 2023 - 25Dokument50 SeitenCHEMISTRY 0620 Learner Guide 2023 - 25Varun MangotraNoch keine Bewertungen
- Kinetic Molecular Theory WorksheetDokument3 SeitenKinetic Molecular Theory WorksheetBoss Malupit sa CodesNoch keine Bewertungen
- Fundamentals of Thermodynamics Solutions ch05Dokument190 SeitenFundamentals of Thermodynamics Solutions ch05Cierré No'Middlename Jones100% (10)
- AGA Report 7 2006 PDFDokument72 SeitenAGA Report 7 2006 PDFCarlos Sosa75% (4)
- Day 4Dokument5 SeitenDay 4Kinberly AnnNoch keine Bewertungen
- Chapter 2 Introduction2Dokument78 SeitenChapter 2 Introduction2Omer IkhlasNoch keine Bewertungen
- Microsoft Excel For Chemical Engineers Notes (By Moataz and Mohammed)Dokument85 SeitenMicrosoft Excel For Chemical Engineers Notes (By Moataz and Mohammed)Madhusudhan Reddy Pallaka92% (13)
- Past Papers IGCSE 2022 32Dokument8 SeitenPast Papers IGCSE 2022 32David ThydetNoch keine Bewertungen
- Chemistry 10 To 12 Notes PDFDokument321 SeitenChemistry 10 To 12 Notes PDFMoses NjobvuNoch keine Bewertungen
- Simple Kinetic Molecular Model of Matter 2 QPDokument11 SeitenSimple Kinetic Molecular Model of Matter 2 QPDương TửNoch keine Bewertungen
- Buchholz Relay-Working, Construction, Application, Diagram, AdvantagesDokument5 SeitenBuchholz Relay-Working, Construction, Application, Diagram, AdvantagesBruno TavaresNoch keine Bewertungen
- Compressor and Driver Process Manual Table of ContentsDokument276 SeitenCompressor and Driver Process Manual Table of Contentsoth369100% (1)
- Compressed Gas CylinderDokument70 SeitenCompressed Gas CylinderIrvansyah RazadinNoch keine Bewertungen
- Lesson 7 GasesDokument20 SeitenLesson 7 GasesscientistgenerosoNoch keine Bewertungen
- Heat Energy Transfer BookletDokument4 SeitenHeat Energy Transfer BookletLaurenNoch keine Bewertungen
- Evaluation of Ideal Gas and Van Der Waals Equation of States (EOS) : Computer Simulation ExperimentDokument6 SeitenEvaluation of Ideal Gas and Van Der Waals Equation of States (EOS) : Computer Simulation ExperimentKadesh Hanah McCarthyNoch keine Bewertungen
- One GPL GBDokument35 SeitenOne GPL GBRadu DobreNoch keine Bewertungen
- Energy Saving by Purge Gas Recovery Unit: April 2016Dokument21 SeitenEnergy Saving by Purge Gas Recovery Unit: April 2016Mithilesh ShamkuwarNoch keine Bewertungen
- Chapter 4-Taller 4Dokument56 SeitenChapter 4-Taller 4Héctor F BonillaNoch keine Bewertungen
- Rutherford 1919Dokument11 SeitenRutherford 1919graviphotonNoch keine Bewertungen
- PVT AnalysisDokument41 SeitenPVT AnalysisEmad Aamer100% (2)
- NR 13 - Comentada - InglêsDokument65 SeitenNR 13 - Comentada - InglêsFilipe NicácioNoch keine Bewertungen
- Kinetic Molecular TheoryDokument25 SeitenKinetic Molecular Theoryroseanneflorete100% (1)
- Microphones - Handling and Cleaning - br8037Dokument4 SeitenMicrophones - Handling and Cleaning - br8037pliniozf100% (1)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Industrial Piping and Equipment Estimating ManualVon EverandIndustrial Piping and Equipment Estimating ManualBewertung: 5 von 5 Sternen5/5 (7)
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideVon EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideBewertung: 2 von 5 Sternen2/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesVon EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertBewertung: 3 von 5 Sternen3/5 (2)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Practical Reservoir Engineering and CharacterizationVon EverandPractical Reservoir Engineering and CharacterizationBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Long Hangover: Putin's New Russia and the Ghosts of the PastVon EverandThe Long Hangover: Putin's New Russia and the Ghosts of the PastBewertung: 4.5 von 5 Sternen4.5/5 (76)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionVon EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionBewertung: 4.5 von 5 Sternen4.5/5 (16)
- Pipeline Integrity: Management and Risk EvaluationVon EverandPipeline Integrity: Management and Risk EvaluationBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsVon EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsBewertung: 5 von 5 Sternen5/5 (1)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisVon EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNoch keine Bewertungen
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesVon EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesBewertung: 4 von 5 Sternen4/5 (2)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilVon EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilNoch keine Bewertungen
- Experimental Design in Petroleum Reservoir StudiesVon EverandExperimental Design in Petroleum Reservoir StudiesNoch keine Bewertungen
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryVon EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNoch keine Bewertungen
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaVon EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaBewertung: 4 von 5 Sternen4/5 (5)
- Fire in the Night: The Piper Alpha DisasterVon EverandFire in the Night: The Piper Alpha DisasterBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationVon EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsVon EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNoch keine Bewertungen
- Subsea Valves and Actuators for the Oil and Gas IndustryVon EverandSubsea Valves and Actuators for the Oil and Gas IndustryBewertung: 5 von 5 Sternen5/5 (1)