Das könnte Ihnen auch gefallen
- Piping 2Dokument7 SeitenPiping 2Jeffrey SsalonNoch keine Bewertungen
- Inspection Engineer Interview Points Piping: Commonly Used Construction CodesDokument39 SeitenInspection Engineer Interview Points Piping: Commonly Used Construction CodesAshat Ul Haq100% (1)
- Piping Interview Questionnaire 5Dokument2 SeitenPiping Interview Questionnaire 5Valli RajuNoch keine Bewertungen
- Module 05 Piping Stress Analysis Pravin JedheDokument15 SeitenModule 05 Piping Stress Analysis Pravin JedheAbdul Tayyeb100% (2)
- PVE Piping Layout Presentation - Part 1Dokument68 SeitenPVE Piping Layout Presentation - Part 1Nguyen Quang NghiaNoch keine Bewertungen
- Pipe Wall Thickness Sample CalculationDokument1 SeitePipe Wall Thickness Sample CalculationjkahamedNoch keine Bewertungen
- Amipox GRE Cal Manual Ws HiddDokument20 SeitenAmipox GRE Cal Manual Ws HiddrahulNoch keine Bewertungen
- Richmond Stress NotesDokument110 SeitenRichmond Stress Notesmsaad2100% (2)
- Pipe Stress Amp SupportDokument24 SeitenPipe Stress Amp Supportaap1Noch keine Bewertungen
- TN10 Critical Line List SampleDokument2 SeitenTN10 Critical Line List Sampleyulianus_srNoch keine Bewertungen
- 436 Piping Course DescriptionDokument2 Seiten436 Piping Course DescriptionAnonymous q9eCZHMuS100% (1)
- How Do You Carry Out Estimation? Ans: 1. Input From BidDokument21 SeitenHow Do You Carry Out Estimation? Ans: 1. Input From BidSunil ShaNoch keine Bewertungen
- Piping Q&ADokument3 SeitenPiping Q&AVijay KumarNoch keine Bewertungen
- SIF Calculation For Piping ConnectionsDokument6 SeitenSIF Calculation For Piping ConnectionsManuelNoch keine Bewertungen
- Piping InformationDokument201 SeitenPiping Informationroyalcom100% (1)
- Quick Check On Piping FlexibilityDokument8 SeitenQuick Check On Piping Flexibilitysateesh chandNoch keine Bewertungen
- Pipe Stress Analysis Using CAESAR II PDFDokument42 SeitenPipe Stress Analysis Using CAESAR II PDFdeni prastiko100% (1)
- Pipes Should Be Properly SupportedDokument3 SeitenPipes Should Be Properly SupportedGomathyselviNoch keine Bewertungen
- CAESAR Load CaseDokument15 SeitenCAESAR Load Casevijayanmks100% (1)
- Thermal Expansion in Piping SystemsDokument55 SeitenThermal Expansion in Piping SystemsDivyaShethNoch keine Bewertungen
- Types of Stresses in Piping Systems - Pressure Vessel EngineeringDokument7 SeitenTypes of Stresses in Piping Systems - Pressure Vessel EngineeringLorenzoNoch keine Bewertungen
- Piping ClassDokument2 SeitenPiping ClassDylan RamasamyNoch keine Bewertungen
- Piping Input and OutputDokument7 SeitenPiping Input and OutputpraneshNoch keine Bewertungen
- Dynamic Load in Piping SystemDokument3 SeitenDynamic Load in Piping SystemAMITDEWANGAN1991100% (1)
- Points To Be Considered During Stress AnalysisDokument24 SeitenPoints To Be Considered During Stress AnalysismishtinilNoch keine Bewertungen
- Piping: Piping Sometimes Refers To Piping Design, The Detailed Specification of TheDokument5 SeitenPiping: Piping Sometimes Refers To Piping Design, The Detailed Specification of ThesiswoutNoch keine Bewertungen
- Selection Criteria For Lines Subject To Comprehensive Stress AnalysisDokument10 SeitenSelection Criteria For Lines Subject To Comprehensive Stress AnalysisNithin Zs100% (1)
- Pipe Stress Analysis Software - CAEPIPE & Piping Stress TutorialDokument32 SeitenPipe Stress Analysis Software - CAEPIPE & Piping Stress TutorialRene RenanNoch keine Bewertungen
- Basic Load Cases Used For Piping Stress AnalysisDokument4 SeitenBasic Load Cases Used For Piping Stress AnalysisPPMNoch keine Bewertungen
- CAESARII Output WebinarDokument43 SeitenCAESARII Output WebinarAnkithNoch keine Bewertungen
- Valve DetailDokument5 SeitenValve DetailRakesh RanjanNoch keine Bewertungen
- Expansion Loops Antetsiz v2Dokument13 SeitenExpansion Loops Antetsiz v2Aan DamaiNoch keine Bewertungen
- Mto Check List1Dokument4 SeitenMto Check List1vipul gandhi100% (1)
- Zinq - AnalysisDokument116 SeitenZinq - AnalysisAimiNoch keine Bewertungen
- Quy Trinh PipeStress Amp SupportDokument24 SeitenQuy Trinh PipeStress Amp SupportVuong BuiNoch keine Bewertungen
- PIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesDokument21 SeitenPIPING Engineering Interview Questions:-: Isolation, Regulation, Non-Return and Special PurposesAdil KhawajaNoch keine Bewertungen
- Piping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDokument5 SeitenPiping Material Take Off-MTO, BOM, BOQ & MTO Stages (With PDFDhiren PatelNoch keine Bewertungen
- Piping Stress SpecificationDokument23 SeitenPiping Stress Specificationpourang1361Noch keine Bewertungen
- StressDokument184 SeitenStressMeet VekariaNoch keine Bewertungen
- American Society of Mechanical Engineers (ASME) CodesDokument11 SeitenAmerican Society of Mechanical Engineers (ASME) CodesfrdnNoch keine Bewertungen
- Flare Line Stress AnalysisDokument7 SeitenFlare Line Stress AnalysisdhurjatibhuteshNoch keine Bewertungen
- MBA in Piping Design ManagementDokument3 SeitenMBA in Piping Design ManagementJNUNoch keine Bewertungen
- Advance Pipe Stress Analysis Institute in MumbaiDokument2 SeitenAdvance Pipe Stress Analysis Institute in MumbaiSuvidya Institute of TechnologyNoch keine Bewertungen
- SIF Pipe Stress Checklist PDFDokument2 SeitenSIF Pipe Stress Checklist PDFEsapermana RiyanNoch keine Bewertungen
- Ipebs 31 CourseDokument9 SeitenIpebs 31 Coursevenky2hemaNoch keine Bewertungen
- 1 PipelineDokument69 Seiten1 PipelineEhab MohammedNoch keine Bewertungen
- Expansion Loop DesignDokument61 SeitenExpansion Loop DesignTauqueerAhmadNoch keine Bewertungen
- Piping DesignDokument9 SeitenPiping Designjmclaug502Noch keine Bewertungen
- 09 Piping Fittings and Valves - TeddyDokument9 Seiten09 Piping Fittings and Valves - TeddyoctatheweelNoch keine Bewertungen
- Chemical Engineering - June 1997 - Pipe Design For Robust SystemsDokument9 SeitenChemical Engineering - June 1997 - Pipe Design For Robust Systemshtaboada2008100% (1)
- Development of Steam Piping System With Stress Analysis For Optimum Weight & Thermal EffectivenessDokument6 SeitenDevelopment of Steam Piping System With Stress Analysis For Optimum Weight & Thermal EffectivenessAminNoch keine Bewertungen
- Pipe Support Systems (2 PDH) Course No. M-2018Dokument17 SeitenPipe Support Systems (2 PDH) Course No. M-2018arsssyNoch keine Bewertungen
- Pipe DesignDokument24 SeitenPipe Designs_manikandan100% (2)
- Expansion Loop DesignDokument11 SeitenExpansion Loop DesignsabahiraqNoch keine Bewertungen
- Piping Flexibility - A Detailed ApproachDokument5 SeitenPiping Flexibility - A Detailed ApproachRUDHRA DHANASEKARNoch keine Bewertungen
- Design & Const. of Piping SystemsDokument10 SeitenDesign & Const. of Piping Systemsunique wordlNoch keine Bewertungen
- Coade Pipe Stress Analysis Seminar Notes PDFDokument474 SeitenCoade Pipe Stress Analysis Seminar Notes PDFAhmad Vawaid Sulthon100% (1)
- Stress Analysis NotesDokument127 SeitenStress Analysis Notesreach_arindomNoch keine Bewertungen
- Pipeline Design Consideration and StandardsDokument14 SeitenPipeline Design Consideration and StandardsSakthivel Swaminathan0% (1)
- Important - Accept Because Progression in SMAW Is Non-Essential Variable. - 300 S/sDokument1 SeiteImportant - Accept Because Progression in SMAW Is Non-Essential Variable. - 300 S/saasattiNoch keine Bewertungen
- API 570 Mock Exam Closed BookDokument17 SeitenAPI 570 Mock Exam Closed Bookaasatti100% (1)
- Api Exam-Part 2Dokument2 SeitenApi Exam-Part 2aasattiNoch keine Bewertungen
- Example of Pipe Wall Thickness CalcDokument1 SeiteExample of Pipe Wall Thickness CalcaasattiNoch keine Bewertungen
- Certification Program: Aws - CwiDokument5 SeitenCertification Program: Aws - CwiaasattiNoch keine Bewertungen
- API 570 Exam Publications Effectivity SheetDokument1 SeiteAPI 570 Exam Publications Effectivity SheetaasattiNoch keine Bewertungen
- Saudi Aramco NDT Methods Application On Heat ExchangersDokument30 SeitenSaudi Aramco NDT Methods Application On Heat Exchangersaasatti100% (1)
- Transport Phenomena in Porous Media-2&3-2Dokument125 SeitenTransport Phenomena in Porous Media-2&3-2aasatti100% (1)
- API Standards For RefiningDokument3 SeitenAPI Standards For Refiningaasatti100% (2)
- Answer All The Questions: Padge 101 (Eq.3.20)Dokument4 SeitenAnswer All The Questions: Padge 101 (Eq.3.20)aasattiNoch keine Bewertungen
- Chapter 4 Transport PhenomenaDokument89 SeitenChapter 4 Transport PhenomenaaasattiNoch keine Bewertungen
- Caesar II Applications GuideDokument308 SeitenCaesar II Applications Guidebanjinolimit8299100% (5)
- TTT DiagramDokument1 SeiteTTT DiagramaasattiNoch keine Bewertungen
- Dimensional & Material Standards For Piping ComponentsDokument3 SeitenDimensional & Material Standards For Piping ComponentsaasattiNoch keine Bewertungen
- 2 3 - Earth-ScienceDokument77 Seiten2 3 - Earth-ScienceVu Thanh Loan (FE FPTU HN)Noch keine Bewertungen
- 105mm Enhanced GunDokument38 Seiten105mm Enhanced Gungrindormh53100% (1)
- Ray Tracing (Physics)Dokument5 SeitenRay Tracing (Physics)chuck333Noch keine Bewertungen
- PI Piezoelectric Solutions Catalog PDFDokument108 SeitenPI Piezoelectric Solutions Catalog PDFramuNoch keine Bewertungen
- Atomic ResearchDokument21 SeitenAtomic ResearchPrashant DoundNoch keine Bewertungen
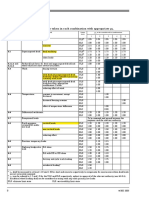
- Table 1 - Loads To Be Taken in Each Combination With AppropriateDokument2 SeitenTable 1 - Loads To Be Taken in Each Combination With AppropriateAdi HamdaniNoch keine Bewertungen
- Fluoroscopy: Yellow-Green SpectrumDokument46 SeitenFluoroscopy: Yellow-Green SpectrumDr. Shaji teleNoch keine Bewertungen
- Atmospheric Water Water VapourDokument6 SeitenAtmospheric Water Water VapourBrian chunguliNoch keine Bewertungen
- List of Textile Universities in USADokument3 SeitenList of Textile Universities in USAFazle RubbiNoch keine Bewertungen
- Microplate Washer User Manual LMW 9620Dokument16 SeitenMicroplate Washer User Manual LMW 9620AlexeyNoch keine Bewertungen
- The Discovery of Schumann Resonance: CapacitorsDokument5 SeitenThe Discovery of Schumann Resonance: Capacitorssagor sagorNoch keine Bewertungen
- 1603 03093Dokument51 Seiten1603 03093pippoNoch keine Bewertungen
- 儀分 Ch31 ThermalDokument57 Seiten儀分 Ch31 ThermalSaurabh ShashankNoch keine Bewertungen
- Here: Muller Big Blue Welder Repair Manual PDFDokument5 SeitenHere: Muller Big Blue Welder Repair Manual PDFSIVARAMANJAGANATHAN0% (2)
- Reversible Addition Fragmentation Chain Transfer: by Dr. Dipak Pinjari ICT, MumbaiDokument15 SeitenReversible Addition Fragmentation Chain Transfer: by Dr. Dipak Pinjari ICT, MumbaiNilesh Patil100% (1)
- Study of The Degradation Mechanisms of Polyethylene During ReprocessingDokument9 SeitenStudy of The Degradation Mechanisms of Polyethylene During ReprocessingJoselyn GaliciaNoch keine Bewertungen
- Proposal: Analysis of A Double Wishbone Suspension SystemDokument11 SeitenProposal: Analysis of A Double Wishbone Suspension SystemSebastianTamayoNoch keine Bewertungen
- Conduction: C C C CDokument20 SeitenConduction: C C C Cashok pradhanNoch keine Bewertungen
- Infrared Spectroscopy: Theory and Interpretation of IR SpectraDokument33 SeitenInfrared Spectroscopy: Theory and Interpretation of IR SpectraGerald See TohNoch keine Bewertungen
- Ejercicios PDFDokument4 SeitenEjercicios PDFserepoesia10Noch keine Bewertungen
- Introduction: Dimensional Analysis-Basic Thermodynamics and Fluid MechanicsDokument45 SeitenIntroduction: Dimensional Analysis-Basic Thermodynamics and Fluid MechanicszermiNoch keine Bewertungen
- Acoustic SensorsDokument7 SeitenAcoustic SensorsNihal AhmadNoch keine Bewertungen
- PG Test Procedure For ACCDokument3 SeitenPG Test Procedure For ACCMadhu BediguthuNoch keine Bewertungen
- APCoasterProjectBookV2 PDFDokument60 SeitenAPCoasterProjectBookV2 PDFguyNoch keine Bewertungen
- Predict Gas Hydrate FormationDokument4 SeitenPredict Gas Hydrate Formationkronaf100% (1)
- Electrostatic AnalyzerDokument6 SeitenElectrostatic AnalyzerKcirtap ZkethNoch keine Bewertungen
- Daiseikai Owners ManualDokument31 SeitenDaiseikai Owners ManualhunabhiNoch keine Bewertungen
- TA1664-5213-5001 Equipment List and Electrical Loads MEP OSBL ISBLDokument2 SeitenTA1664-5213-5001 Equipment List and Electrical Loads MEP OSBL ISBLIskandar HasibuanNoch keine Bewertungen
- 01 Physical Quantities Units 3Dokument6 Seiten01 Physical Quantities Units 3hans1395Noch keine Bewertungen
- Aits 1718 PT Iii Jeea Paper 2 Sol PDFDokument19 SeitenAits 1718 PT Iii Jeea Paper 2 Sol PDFAaryan SharmaNoch keine Bewertungen