Das könnte Ihnen auch gefallen
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDokument10 SeitenTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNoch keine Bewertungen
- Overall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsVon EverandOverall Aspects of Non-Traditional Glasses: Synthesis, Properties and ApplicationsNoch keine Bewertungen
- Anodizing Ver 1Dokument14 SeitenAnodizing Ver 1aditya_welekarNoch keine Bewertungen
- TALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartDokument7 SeitenTALAT Lecture 2301: Design of Members Example 4.1: Bending Moment Resistance of Open Cross Section With Closed PartCORE MaterialsNoch keine Bewertungen
- Hard Chrome Plating PlantsDokument5 SeitenHard Chrome Plating Plants19bt01019Noch keine Bewertungen
- APU Aluminum 0411Dokument8 SeitenAPU Aluminum 0411roohollah13Noch keine Bewertungen
- Overview - Aerospace Anodize Finishes - Products FinishingDokument20 SeitenOverview - Aerospace Anodize Finishes - Products FinishingVu NguyenNoch keine Bewertungen
- Hard Chrome 105 Plating ProcesDokument3 SeitenHard Chrome 105 Plating ProcesKishora BhatNoch keine Bewertungen
- TALAT Lecture 3505: Tools For Impact ExtrusionDokument10 SeitenTALAT Lecture 3505: Tools For Impact ExtrusionCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 2104.01: Case Study On Glass RoofDokument21 SeitenTALAT Lecture 2104.01: Case Study On Glass RoofCORE MaterialsNoch keine Bewertungen
- Safecoat Hard AnodizingDokument47 SeitenSafecoat Hard AnodizingyahsooyNoch keine Bewertungen
- HR S 50 B (Bright Nickel Bath)Dokument8 SeitenHR S 50 B (Bright Nickel Bath)Sinar Cemaramas AbadiNoch keine Bewertungen
- TALAT Lecture 2110.02: Product Information Structure, Business Concept and LCADokument13 SeitenTALAT Lecture 2110.02: Product Information Structure, Business Concept and LCACORE MaterialsNoch keine Bewertungen
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDokument9 SeitenTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialDokument22 SeitenTALAT Lecture 1201: Introduction To Aluminium As An Engineering MaterialCORE MaterialsNoch keine Bewertungen
- Technical Data Sheet: Performa 560Dokument10 SeitenTechnical Data Sheet: Performa 560Diego NavaNoch keine Bewertungen
- Decorative Chromium Plating BasicsDokument8 SeitenDecorative Chromium Plating Basicsm daneshpour100% (1)
- Techseal Silver SL GDokument11 SeitenTechseal Silver SL GAnh Quang NgoNoch keine Bewertungen
- TALAT Lecture 1204: Precipitation HardeningDokument47 SeitenTALAT Lecture 1204: Precipitation HardeningCORE MaterialsNoch keine Bewertungen
- Qualanod SpecDokument62 SeitenQualanod SpecwilliamNoch keine Bewertungen
- TALAT Lecture 5105: Surface Treatment of AluminiumDokument15 SeitenTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNoch keine Bewertungen
- Surface Preparation Of: Aluminum, Copper, BrassDokument14 SeitenSurface Preparation Of: Aluminum, Copper, BrassGaneshNoch keine Bewertungen
- Zinc PlatingDokument3 SeitenZinc Platingjavier.garcia6281Noch keine Bewertungen
- TALAT Lecture 3501: Alloys and PropertiesDokument8 SeitenTALAT Lecture 3501: Alloys and PropertiesCORE MaterialsNoch keine Bewertungen
- Proposal Plant 1Dokument3 SeitenProposal Plant 1shivakumar ctNoch keine Bewertungen
- TALAT Lecture 5204: Organic Coating of AluminiumDokument17 SeitenTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNoch keine Bewertungen
- Buffoli Booklet - USA PhoscoatingDokument138 SeitenBuffoli Booklet - USA PhoscoatingMark GarrettNoch keine Bewertungen
- Surface TreatmentDokument34 SeitenSurface TreatmentnagarajNoch keine Bewertungen
- Tripass ELV 2000Dokument7 SeitenTripass ELV 2000thanh duc LeNoch keine Bewertungen
- Industrial Training ReportDokument35 SeitenIndustrial Training ReportsamarNoch keine Bewertungen
- TALAT Lecture 3206: The Feeding of CastingsDokument24 SeitenTALAT Lecture 3206: The Feeding of CastingsCORE MaterialsNoch keine Bewertungen
- GMW14668Dokument20 SeitenGMW14668Carlos LanzillottoNoch keine Bewertungen
- Chromium PlatingDokument66 SeitenChromium PlatingManikandan SudharsanNoch keine Bewertungen
- Poly Phenylene Oxide (PPO) : Corporate Training and PlanningDokument27 SeitenPoly Phenylene Oxide (PPO) : Corporate Training and PlanningAkash YadavNoch keine Bewertungen
- ANODIZING (Autosaved)Dokument17 SeitenANODIZING (Autosaved)Sonu JajamNoch keine Bewertungen
- Chrome Plating On ABSDokument52 SeitenChrome Plating On ABSmarkNoch keine Bewertungen
- Anodizing Aluminum 07 2003Dokument16 SeitenAnodizing Aluminum 07 2003IlhamChaniefNoch keine Bewertungen
- Chromate Conversion Coatings and Their Current AppDokument5 SeitenChromate Conversion Coatings and Their Current AppDeni HermawanNoch keine Bewertungen
- Anodize ProcessDokument42 SeitenAnodize ProcessJigar GalaNoch keine Bewertungen
- Preparation of Zinc Alloy Die Castings For ElectroplatingDokument4 SeitenPreparation of Zinc Alloy Die Castings For ElectroplatingFrancisco BocanegraNoch keine Bewertungen
- Chromic Acid Lanxess-MSDS PDFDokument10 SeitenChromic Acid Lanxess-MSDS PDFyuk ming wongNoch keine Bewertungen
- ACED Murugadoss PPT TAFEDokument91 SeitenACED Murugadoss PPT TAFEMarikya GuptaNoch keine Bewertungen
- Review On Automotive Body Coating ProcessDokument4 SeitenReview On Automotive Body Coating ProcessIJEMR JournalNoch keine Bewertungen
- Technical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFDokument146 SeitenTechnical Seminar For Galvanizers March 2012 Mike Ainsley - Update PDFTalal JameelNoch keine Bewertungen
- Determination of Sulfate ConcentrationDokument3 SeitenDetermination of Sulfate Concentrationm daneshpourNoch keine Bewertungen
- 8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationDokument8 Seiten8.studies On Ultra High Solar Absorber Black Electroless Nickel Coatings On Aluminum Alloys For Space ApplicationFerRazzónNoch keine Bewertungen
- Sheet Metal WorkDokument29 SeitenSheet Metal WorkSolcastic SoulNoch keine Bewertungen
- SOP For Dye Sealing Test For Anodized AluminiumDokument1 SeiteSOP For Dye Sealing Test For Anodized AluminiumSuraj RawatNoch keine Bewertungen
- Do's & Don'ts For Impurities in Nickel Plating SolutionsDokument2 SeitenDo's & Don'ts For Impurities in Nickel Plating SolutionsHiden HidenNoch keine Bewertungen
- 1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeDokument8 Seiten1 Specification For Hot Dip Zinc Galvanization of Steel (Rolled & Fabricated) ScopeRajneesh KatochNoch keine Bewertungen
- Brochure - Rev 15 PDFDokument9 SeitenBrochure - Rev 15 PDFCicero Gomes de SouzaNoch keine Bewertungen
- Control of The Mat Gloss BalanceDokument3 SeitenControl of The Mat Gloss Balancejulio100% (1)
- Bright Chrome HR 75Dokument12 SeitenBright Chrome HR 75Ringga sonifaNoch keine Bewertungen
- Decorative Chromium PlatingDokument8 SeitenDecorative Chromium Platingcauthon82Noch keine Bewertungen
- BS2L99 Alloy DetailDokument2 SeitenBS2L99 Alloy Detailcharles_boyle_3Noch keine Bewertungen
- Black PassivationDokument12 SeitenBlack PassivationZineb100% (1)
- Lecture 16Dokument38 SeitenLecture 16ThenarasumohanveluNoch keine Bewertungen
- Review On Automotive Body Coating ProcessDokument4 SeitenReview On Automotive Body Coating ProcessIJEMR JournalNoch keine Bewertungen
- Electron DiffractionDokument45 SeitenElectron DiffractionCORE Materials100% (1)
- The Scanning Electron MicroscopeDokument65 SeitenThe Scanning Electron MicroscopeCORE Materials67% (3)
- Equations in Materials ScienceDokument25 SeitenEquations in Materials ScienceCORE Materials86% (7)
- Durability of MaterialsDokument72 SeitenDurability of MaterialsCORE Materials100% (2)
- The Transmission Electron MicroscopeDokument73 SeitenThe Transmission Electron MicroscopeCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumDokument26 SeitenTALAT Lecture 5301: The Surface Treatment and Coil Coating of AluminiumCORE Materials100% (1)
- Microscopy With Light and ElectronsDokument36 SeitenMicroscopy With Light and ElectronsCORE Materials100% (1)
- TALAT Lecture 5203: Anodizing of AluminiumDokument27 SeitenTALAT Lecture 5203: Anodizing of AluminiumCORE Materials100% (2)
- TALAT Lecture 5204: Organic Coating of AluminiumDokument17 SeitenTALAT Lecture 5204: Organic Coating of AluminiumCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 5205: Plating On AluminiumDokument19 SeitenTALAT Lecture 5205: Plating On AluminiumCORE Materials100% (1)
- TALAT Lecture 5201: Aluminium Surface PretreatmentDokument12 SeitenTALAT Lecture 5201: Aluminium Surface PretreatmentCORE Materials100% (1)
- TALAT Lecture 4400: Introduction To Friction, Explosive and Ultrasonic Welding Processes of AluminiumDokument11 SeitenTALAT Lecture 4400: Introduction To Friction, Explosive and Ultrasonic Welding Processes of AluminiumCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 4701: Terms and Definitions For Adhesive BondingDokument20 SeitenTALAT Lecture 4701: Terms and Definitions For Adhesive BondingCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionDokument20 SeitenTALAT Lecture 5103: Corrosion Control of Aluminium - Forms of Corrosion and PreventionCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 5105: Surface Treatment of AluminiumDokument15 SeitenTALAT Lecture 5105: Surface Treatment of AluminiumCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 4703: Design and Calculation of Adhesive JointsDokument9 SeitenTALAT Lecture 4703: Design and Calculation of Adhesive JointsCORE MaterialsNoch keine Bewertungen
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDokument13 SeitenTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsNoch keine Bewertungen
- Introduction To Brazing of Aluminium Alloys: TALAT Lecture 4601Dokument24 SeitenIntroduction To Brazing of Aluminium Alloys: TALAT Lecture 4601fedeloquiNoch keine Bewertungen
- TALAT Lecture 4500: Resistance WeldingDokument23 SeitenTALAT Lecture 4500: Resistance WeldingCORE MaterialsNoch keine Bewertungen
- 4102Dokument14 Seiten4102henrychtNoch keine Bewertungen
- TALAT Lecture 4101: Definition and Classification of Mechanical Fastening MethodsDokument19 SeitenTALAT Lecture 4101: Definition and Classification of Mechanical Fastening MethodsCORE MaterialsNoch keine Bewertungen
- 1.2 Assessed HomeworkDokument8 Seiten1.2 Assessed HomeworkNavine NavNoch keine Bewertungen
- Chemistry Practical Written Work For Grade 9thDokument12 SeitenChemistry Practical Written Work For Grade 9thriddhiNoch keine Bewertungen
- Latent ImageDokument44 SeitenLatent Imagecamar29Noch keine Bewertungen
- Acticide MBSDokument4 SeitenActicide MBSNRunixNoch keine Bewertungen
- SoxhletExtraction PDFDokument7 SeitenSoxhletExtraction PDFJim VelNoch keine Bewertungen
- High-Temperature Behavior of Laser ElectrodispersiDokument18 SeitenHigh-Temperature Behavior of Laser Electrodispersiateer6727Noch keine Bewertungen
- Bucklin Cat March 2004 PDFDokument141 SeitenBucklin Cat March 2004 PDFandx100% (3)
- Name: - : Industrial Materials and ProcessesDokument3 SeitenName: - : Industrial Materials and ProcessesSheryll PascobilloNoch keine Bewertungen
- Analysis On Mechanical Integrity of Hybrid Tig MigDokument4 SeitenAnalysis On Mechanical Integrity of Hybrid Tig MigKaushik SenguptaNoch keine Bewertungen
- Fabrication Guide PDFDokument96 SeitenFabrication Guide PDFbookpp100% (2)
- Bahan-Bahan Restorasi: DRG Erma Sofiani, Sp. KGDokument33 SeitenBahan-Bahan Restorasi: DRG Erma Sofiani, Sp. KGMahanani SubagioNoch keine Bewertungen
- Table of Specifications For Chemical Technician ExaminationDokument4 SeitenTable of Specifications For Chemical Technician ExaminationZeny NaranjoNoch keine Bewertungen
- Engineering MaterialsDokument32 SeitenEngineering MaterialsAdhanom G.Noch keine Bewertungen
- Study Material - Engineering Chemistry MODULE 5-MODULE - 550Dokument12 SeitenStudy Material - Engineering Chemistry MODULE 5-MODULE - 550ChanduNoch keine Bewertungen
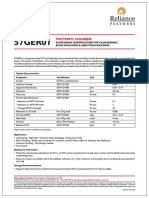
- PVC 57ger01Dokument1 SeitePVC 57ger01rajesh patelNoch keine Bewertungen
- Ready Reference ChartDokument6 SeitenReady Reference Chartjayprakashverma2006Noch keine Bewertungen
- Thermal Cracking of Recycled Hydrocarbon Gas-Mixtures With High Olefins Concentrations in The Feed: Operational Analysis of Industrial FurnacesDokument7 SeitenThermal Cracking of Recycled Hydrocarbon Gas-Mixtures With High Olefins Concentrations in The Feed: Operational Analysis of Industrial FurnacesMehul SutariyaNoch keine Bewertungen
- Calculations QuestionssDokument42 SeitenCalculations QuestionssAlluringcharmsNoch keine Bewertungen
- Biogeochemical Cycles: (Water, Carbon, Nitrogen, Phosphorus, Sulfur)Dokument26 SeitenBiogeochemical Cycles: (Water, Carbon, Nitrogen, Phosphorus, Sulfur)Stephen VisperasNoch keine Bewertungen
- 2020 21 Ec Lab Manual Student VersionDokument141 Seiten2020 21 Ec Lab Manual Student Versionتسليم الدينNoch keine Bewertungen
- Semi ProposalDokument6 SeitenSemi ProposalDawit AbameNoch keine Bewertungen
- Organic Chemistry Chap 11 Study GuideDokument49 SeitenOrganic Chemistry Chap 11 Study GuideYarys YauNoch keine Bewertungen
- 1 s2.0 S1674987123000919 MainDokument21 Seiten1 s2.0 S1674987123000919 MainMatteo MainoNoch keine Bewertungen
- Notes - Thermodynamics of Polymer Solution and Solubility ParameterDokument6 SeitenNotes - Thermodynamics of Polymer Solution and Solubility Parameter79Jay ShethNoch keine Bewertungen
- 17 Carbonyls Notes1 PDFDokument21 Seiten17 Carbonyls Notes1 PDFMary Joy BejeranoNoch keine Bewertungen
- CO2 and Lime Dosage Sea WaterDokument11 SeitenCO2 and Lime Dosage Sea WaterNoureddine Merah100% (2)
- AOAC99215Dokument1 SeiteAOAC99215Steven YoshuaNoch keine Bewertungen
- Chapter 9 PlasticFabricationProcessesDokument29 SeitenChapter 9 PlasticFabricationProcessesDr. Sharad GaikwadNoch keine Bewertungen
- Sample Data: AnionsDokument1 SeiteSample Data: AnionsAyman KamounNoch keine Bewertungen
- Fuels and Combustion Part - II: DR Waqas Khalid SmmeDokument8 SeitenFuels and Combustion Part - II: DR Waqas Khalid SmmeFaizan RazaNoch keine Bewertungen
- Guidelines for Chemical Process Quantitative Risk AnalysisVon EverandGuidelines for Chemical Process Quantitative Risk AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyVon EverandSodium Bicarbonate: Nature's Unique First Aid RemedyBewertung: 5 von 5 Sternen5/5 (21)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlVon EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlBewertung: 4 von 5 Sternen4/5 (4)
- An Applied Guide to Water and Effluent Treatment Plant DesignVon EverandAn Applied Guide to Water and Effluent Treatment Plant DesignBewertung: 5 von 5 Sternen5/5 (4)
- Chemical Engineering Design: Principles, Practice and Economics of Plant and Process DesignVon EverandChemical Engineering Design: Principles, Practice and Economics of Plant and Process DesignBewertung: 4 von 5 Sternen4/5 (16)
- Water-Based Paint Formulations, Vol. 3Von EverandWater-Based Paint Formulations, Vol. 3Bewertung: 4.5 von 5 Sternen4.5/5 (6)
- Process Plant Equipment: Operation, Control, and ReliabilityVon EverandProcess Plant Equipment: Operation, Control, and ReliabilityBewertung: 5 von 5 Sternen5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksVon EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNoch keine Bewertungen
- Principles and Case Studies of Simultaneous DesignVon EverandPrinciples and Case Studies of Simultaneous DesignNoch keine Bewertungen
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- The Perfumed Pages of History: A Textbook on Fragrance CreationVon EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationBewertung: 4 von 5 Sternen4/5 (1)
- Distillation Design and Control Using Aspen SimulationVon EverandDistillation Design and Control Using Aspen SimulationBewertung: 5 von 5 Sternen5/5 (2)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsVon EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNoch keine Bewertungen
- A New Approach to HAZOP of Complex Chemical ProcessesVon EverandA New Approach to HAZOP of Complex Chemical ProcessesNoch keine Bewertungen
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsVon EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottBewertung: 4 von 5 Sternen4/5 (6)
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesVon EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesBewertung: 5 von 5 Sternen5/5 (1)
- Nuclear Energy in the 21st Century: World Nuclear University PressVon EverandNuclear Energy in the 21st Century: World Nuclear University PressBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesVon EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayNoch keine Bewertungen
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesVon EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNoch keine Bewertungen
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionVon EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNoch keine Bewertungen
- Bioinspired Materials Science and EngineeringVon EverandBioinspired Materials Science and EngineeringGuang YangNoch keine Bewertungen
- Transport Phenomena in Heat and Mass TransferVon EverandTransport Phenomena in Heat and Mass TransferJ.A. ReizesBewertung: 5 von 5 Sternen5/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersVon EverandFundamentals of Risk Management for Process Industry EngineersNoch keine Bewertungen