Das könnte Ihnen auch gefallen
- A4-P 1.0 enDokument53 SeitenA4-P 1.0 enmkpq100% (1)
- KilnDokument26 SeitenKilnVishnu Vardhan . C100% (4)
- Rotary Kiln: Doc. No.: 18051-041.1Dokument14 SeitenRotary Kiln: Doc. No.: 18051-041.1mkpqNoch keine Bewertungen
- A4-P 3.1 enDokument47 SeitenA4-P 3.1 enmkpqNoch keine Bewertungen
- A4-P 1.0 enDokument27 SeitenA4-P 1.0 enmkpqNoch keine Bewertungen
- A4-P 1.0 enDokument21 SeitenA4-P 1.0 enmkpqNoch keine Bewertungen
- Loesche Classifiers Modification Report at MCLDokument42 SeitenLoesche Classifiers Modification Report at MCLnsprasad88Noch keine Bewertungen
- A4-P 1.0 enDokument45 SeitenA4-P 1.0 enmkpqNoch keine Bewertungen
- Atox Vertical Roller Mill, Maintenance and RepairDokument77 SeitenAtox Vertical Roller Mill, Maintenance and RepairKhalil AhmedNoch keine Bewertungen
- Ilara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportDokument16 SeitenIlara RM - CS P.11002 - P.12610 - 15092021 - 18092021 - Technichal ReportBen100% (1)
- 2016 - 06 - PeG (Overhauling Report of MAAG Gear by Peter Gunsch)Dokument10 Seiten2016 - 06 - PeG (Overhauling Report of MAAG Gear by Peter Gunsch)AamirKhanNoch keine Bewertungen
- Rotary Kiln Main Motor and Torque DataDokument15 SeitenRotary Kiln Main Motor and Torque DataMuhammad100% (3)
- Motors For Rotax Kiln DriveDokument17 SeitenMotors For Rotax Kiln DrivesreeganeshrNoch keine Bewertungen
- Manual For Wear Measurement of HPGR RollersDokument3 SeitenManual For Wear Measurement of HPGR RollersRAVI100% (1)
- Atox 45 Raw Mill Critical Interlock SheetDokument6 SeitenAtox 45 Raw Mill Critical Interlock SheetValipireddy NagarjunNoch keine Bewertungen
- Rolary Kiln-Kiln DriveDokument29 SeitenRolary Kiln-Kiln DrivefgNoch keine Bewertungen
- Mass and Heat Balances Grinding PDFDokument46 SeitenMass and Heat Balances Grinding PDFAhmad Nil100% (1)
- Kiln Shell SpecificationDokument20 SeitenKiln Shell SpecificationAnonymous p4GdtQpNoch keine Bewertungen
- Course Polycom Hydraulic Functionality Specification Components PDFDokument30 SeitenCourse Polycom Hydraulic Functionality Specification Components PDFBruno Cecatto100% (2)
- Slide Shoue BRG RemovingDokument8 SeitenSlide Shoue BRG Removingsivareddy143100% (1)
- Ball Mill Hydrostatic Slide Shoe BearingDokument26 SeitenBall Mill Hydrostatic Slide Shoe Bearingamilkar0% (1)
- A Ball Mill Design-Overview 2Dokument32 SeitenA Ball Mill Design-Overview 2Joel Miguel Angel PachecoNoch keine Bewertungen
- Ball Mill Hydrostatic Slide Shoe BearingDokument26 SeitenBall Mill Hydrostatic Slide Shoe BearingJoel Miguel Angel Pacheco100% (1)
- Grinding and Classifying Technology For Slag: Replacement Factors DryingDokument6 SeitenGrinding and Classifying Technology For Slag: Replacement Factors DryingGerman Gabriel Anaya Vega100% (1)
- A4-P 1.1 enDokument23 SeitenA4-P 1.1 enmahantmtech100% (1)
- Hydraulic Thrust DeviceDokument2 SeitenHydraulic Thrust DeviceAlbar Budiman100% (6)
- 2020 - 07 - SZS WPU 274Dokument12 Seiten2020 - 07 - SZS WPU 274pinion gearNoch keine Bewertungen
- Fons Technology PDFDokument28 SeitenFons Technology PDFBulent BULUTNoch keine Bewertungen
- Ball Mill EDM PDFDokument47 SeitenBall Mill EDM PDFJKNoch keine Bewertungen
- How To Repair Kiln Tire and Roller WearDokument8 SeitenHow To Repair Kiln Tire and Roller Wearmahreza18950% (2)
- Operation and Maint.70000056 - A4-P - 2.0 - enDokument53 SeitenOperation and Maint.70000056 - A4-P - 2.0 - enmkpq100% (2)
- Loesche Round Table VICATDokument20 SeitenLoesche Round Table VICATrecaiNoch keine Bewertungen
- OK MillDokument52 SeitenOK MillHazem Hasan100% (2)
- Rotary Kilns For Cement PlantsDokument6 SeitenRotary Kilns For Cement PlantsAngshuman Dutta100% (3)
- Kiln Mechanics - (4.1) - ''Action Plan''Dokument5 SeitenKiln Mechanics - (4.1) - ''Action Plan''Diego AlejandroNoch keine Bewertungen
- Review RollerPress OperationsDokument331 SeitenReview RollerPress OperationsAnonymous 3ESYcrKPNoch keine Bewertungen
- Vertical Roller MillsDokument52 SeitenVertical Roller MillsThibaut Leconte50% (2)
- MC V0 B000 TOC v7 0 1 PDFDokument171 SeitenMC V0 B000 TOC v7 0 1 PDFcassindrome100% (2)
- Central or Girth Gear Drive For Ball Mills - 1Dokument26 SeitenCentral or Girth Gear Drive For Ball Mills - 1Vishnu Vardhan . C100% (3)
- (1.3) - Pyro Process Theory & Kiln System DesignDokument63 Seiten(1.3) - Pyro Process Theory & Kiln System DesignMuhammed Emami100% (1)
- Audit of Ball Mill Circuits PDFDokument128 SeitenAudit of Ball Mill Circuits PDFTOULASSI-ANANI Yves Lolo100% (3)
- 02 Gear For MillDokument70 Seiten02 Gear For Milladolfo lalalaNoch keine Bewertungen
- Gap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Dokument8 SeitenGap Measurement and Displacement Between The Kiln Shell and Tire (Kiln Tires)Javier Gutierrez100% (1)
- Rotary Kiln Reconditioning Tyre and Roller GrindingDokument8 SeitenRotary Kiln Reconditioning Tyre and Roller GrindingTiago CamposNoch keine Bewertungen
- 1 Exemplary Technical Report 2012Dokument99 Seiten1 Exemplary Technical Report 2012MKPashaPashaNoch keine Bewertungen
- Grinding Mills Optimisation: Magotteaux / Slegten / Sturtevant SolutionsDokument44 SeitenGrinding Mills Optimisation: Magotteaux / Slegten / Sturtevant Solutionsshani5573100% (1)
- Loesche-Mills: For Cement Raw MaterialDokument28 SeitenLoesche-Mills: For Cement Raw Materialboyka yuriNoch keine Bewertungen
- Clinker Coolers Part 1 & 2 96dpiDokument246 SeitenClinker Coolers Part 1 & 2 96dpigustavo50% (2)
- 01-01-PODFA-Equipment OverviewDokument31 Seiten01-01-PODFA-Equipment OverviewДен СтаднікNoch keine Bewertungen
- Mills - FLSMidthDokument11 SeitenMills - FLSMidththach pha thien100% (1)
- Maintenance Training Material For CS Mills PDFDokument64 SeitenMaintenance Training Material For CS Mills PDFYhane Hermann BackNoch keine Bewertungen
- Ball Mill ManualDokument7 SeitenBall Mill ManualAnonymous EBReO8vNoch keine Bewertungen
- Screw Conveyors: Doc. No.: 13201-18-2.0Dokument13 SeitenScrew Conveyors: Doc. No.: 13201-18-2.0mohammad etemad moghadamNoch keine Bewertungen
- Manual Martillo IceDokument51 SeitenManual Martillo IceMauricioNoch keine Bewertungen
- Operation and Maintenance Manual: Model 20 & 50 Vibro With Model 260 Power UnitDokument33 SeitenOperation and Maintenance Manual: Model 20 & 50 Vibro With Model 260 Power UnitPrince Nero100% (1)
- Masoneilan 39003 Series High Performance Butterfly Valves (HPBV)Dokument20 SeitenMasoneilan 39003 Series High Performance Butterfly Valves (HPBV)Sergio IvánNoch keine Bewertungen
- BoomDokument82 SeitenBoomBlue BlueyNoch keine Bewertungen
- Ameridrives Gear CouplingsDokument52 SeitenAmeridrives Gear CouplingsJulivan SouzaNoch keine Bewertungen
- Jib Crane HandbookDokument10 SeitenJib Crane Handbookprp_a100% (3)
- 06Dokument8 Seiten06rat12345Noch keine Bewertungen
- Clinker Cooler SystemDokument69 SeitenClinker Cooler SystemzementheadNoch keine Bewertungen
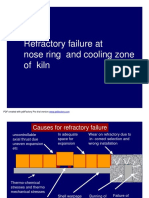
- Nose Ring & Retaining Ring - Cooling & Refractory DesignDokument69 SeitenNose Ring & Retaining Ring - Cooling & Refractory Designzementhead100% (3)
- Air SeperatorDokument35 SeitenAir SeperatorzementheadNoch keine Bewertungen
- Energy Venkatesan PowerpointDokument16 SeitenEnergy Venkatesan PowerpointzementheadNoch keine Bewertungen
- Presentation Carbon Service ReductionDokument30 SeitenPresentation Carbon Service ReductionzementheadNoch keine Bewertungen
- Cement Mill Ball Mill TestingDokument30 SeitenCement Mill Ball Mill Testingzementhead100% (2)
- Subzero Design GuideDokument96 SeitenSubzero Design GuidezementheadNoch keine Bewertungen
- Life of DC Bags 10000 ReversalsDokument1 SeiteLife of DC Bags 10000 ReversalszementheadNoch keine Bewertungen
- What Are We Trying To Achieve When Firing Fuel in A Rotary KilnDokument5 SeitenWhat Are We Trying To Achieve When Firing Fuel in A Rotary KilnzementheadNoch keine Bewertungen
- Feeder "Te" Rotary (Airlock) : ApplicationDokument5 SeitenFeeder "Te" Rotary (Airlock) : ApplicationzementheadNoch keine Bewertungen
- Max Kilnshell Temp PDFDokument8 SeitenMax Kilnshell Temp PDFGiequatNoch keine Bewertungen
- Chapman - Senior Workshop CalculationsDokument252 SeitenChapman - Senior Workshop Calculationszementhead100% (3)
- Mercury in Cement Clinker ProductionDokument38 SeitenMercury in Cement Clinker ProductionzementheadNoch keine Bewertungen
- 11489stoplock55698 PDFDokument1 Seite11489stoplock55698 PDFzementheadNoch keine Bewertungen
- Products 1, 14-24, Doi: 10.4177/CCGP-D-09-00017.1Dokument0 SeitenProducts 1, 14-24, Doi: 10.4177/CCGP-D-09-00017.1Amal KhanNoch keine Bewertungen
- Clinker FormationDokument120 SeitenClinker FormationDragos PlaesuNoch keine Bewertungen
- Fuller Kiln DataDokument1 SeiteFuller Kiln DatazementheadNoch keine Bewertungen
- FLS - Components CatalogDokument170 SeitenFLS - Components CatalogzementheadNoch keine Bewertungen
- Deep Cone Paste ThicknerDokument38 SeitenDeep Cone Paste ThicknerzementheadNoch keine Bewertungen
- Pre HeaterDokument53 SeitenPre Heaterzementhead100% (2)
- Wood Combustion - CurkeetDokument36 SeitenWood Combustion - CurkeetzementheadNoch keine Bewertungen
- FL Smidth - Plant Overview - Water ConsumptionDokument16 SeitenFL Smidth - Plant Overview - Water ConsumptionzementheadNoch keine Bewertungen
- Modena 80 E ManualDokument44 SeitenModena 80 E ManualpmcerleanNoch keine Bewertungen
- IT500 User Manual 16pp 028 NCDokument24 SeitenIT500 User Manual 16pp 028 NCzementheadNoch keine Bewertungen
- V Sepa PresentationDokument13 SeitenV Sepa Presentationzementhead0% (1)
- RT500BC Spec Sheet New Style 0051Dokument1 SeiteRT500BC Spec Sheet New Style 0051zementheadNoch keine Bewertungen
- How To Repair Tire and Roller WearDokument7 SeitenHow To Repair Tire and Roller WearzementheadNoch keine Bewertungen
- Portland (W/C 0.485) 242: (Air-Entraining Portland (W/C 0.460) 230 Non-Portland (As Required For Flow of 110) )Dokument3 SeitenPortland (W/C 0.485) 242: (Air-Entraining Portland (W/C 0.460) 230 Non-Portland (As Required For Flow of 110) )Anuradha RumeshNoch keine Bewertungen
- The To Global Warming Skepticism: Scientific GuideDokument16 SeitenThe To Global Warming Skepticism: Scientific GuidezementheadNoch keine Bewertungen
- Energy Saving Cement PlantDokument19 SeitenEnergy Saving Cement PlanttankeanleongNoch keine Bewertungen
- Collapse of Hyatt RegencyDokument11 SeitenCollapse of Hyatt RegencyjokotsNoch keine Bewertungen
- Org Seventeen: Serial Port Programming With Assembly and C#Dokument35 SeitenOrg Seventeen: Serial Port Programming With Assembly and C#Nisargdesai91100% (2)
- CCTV SpecDokument130 SeitenCCTV SpecJeffrey TeoNoch keine Bewertungen
- Ruggednet: Gpoe+/SiDokument4 SeitenRuggednet: Gpoe+/SiGiorgi SujashviliNoch keine Bewertungen
- 9720098-010 TriStation 1131 Libraries Reference (Nov 2010)Dokument512 Seiten9720098-010 TriStation 1131 Libraries Reference (Nov 2010)Ing. Luis VasquezNoch keine Bewertungen
- 6987167enus Om 20150401 - 9Dokument1 Seite6987167enus Om 20150401 - 9Christian ChavezNoch keine Bewertungen
- Java Mock YcmouDokument6 SeitenJava Mock YcmouSiddharth NakasheNoch keine Bewertungen
- Learn How To Drive MotorcycleDokument13 SeitenLearn How To Drive Motorcycle9889187549100% (2)
- CCcam - CFG SimpleDokument3 SeitenCCcam - CFG SimpleSadia KanwalNoch keine Bewertungen
- ANT-ATR4518R11-1534 DatasheetDokument2 SeitenANT-ATR4518R11-1534 DatasheetvegaNoch keine Bewertungen
- Arc Flash Training PresentationDokument106 SeitenArc Flash Training Presentationalaa_saq100% (1)
- Brother Electric Sewing xr9550prwDokument2 SeitenBrother Electric Sewing xr9550prwVenkatNoch keine Bewertungen
- Facility LayoutDokument34 SeitenFacility LayoutTabi AlamNoch keine Bewertungen
- BVD2034GBDokument4 SeitenBVD2034GBSamehibrahemNoch keine Bewertungen
- L-Category Vehicles Workshop PresentationsDokument53 SeitenL-Category Vehicles Workshop Presentationsvijendra_1893Noch keine Bewertungen
- Unisex Hair and Body ButterDokument9 SeitenUnisex Hair and Body ButterShahbaz AhmedNoch keine Bewertungen
- Manual Servicio TZ 50Dokument168 SeitenManual Servicio TZ 50Victor Timana SilvaNoch keine Bewertungen
- Kimber Micro ManualDokument88 SeitenKimber Micro Manualcarmelo betncourtNoch keine Bewertungen
- Pneumatic FeedersDokument5 SeitenPneumatic FeedersKaramveer RatheeNoch keine Bewertungen
- Cat Apem Ermec Nuevo Catalogo General de Pulsadores Interruptores Apem Big Blue 2011 12Dokument589 SeitenCat Apem Ermec Nuevo Catalogo General de Pulsadores Interruptores Apem Big Blue 2011 12Josue BerzunzaNoch keine Bewertungen
- 04 ElectricalDokument223 Seiten04 ElectricalductienssjNoch keine Bewertungen
- Zte Umts Ur15 Enhanced DL Cell - Fach Feature GuideDokument40 SeitenZte Umts Ur15 Enhanced DL Cell - Fach Feature GuideSherinPmNoch keine Bewertungen
- As ISO 16061-2003 Instrumentation For Use in Association With Non-Active Surgical Implants - General RequiremDokument8 SeitenAs ISO 16061-2003 Instrumentation For Use in Association With Non-Active Surgical Implants - General RequiremSAI Global - APACNoch keine Bewertungen
- JJ104 Workshop Technology Chapter6 Milling MachineDokument27 SeitenJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- MSC 98 (1-5)Dokument5 SeitenMSC 98 (1-5)theNoch keine Bewertungen
- DT-EDU-DeN60EDU0101. Virtual DataPort ArchitectureDokument23 SeitenDT-EDU-DeN60EDU0101. Virtual DataPort Architecturesilent7777Noch keine Bewertungen
- Tikona Tariff Plan NationalDokument2 SeitenTikona Tariff Plan NationalIndianMascotNoch keine Bewertungen
- Skirt and Dust Control BrochureDokument8 SeitenSkirt and Dust Control BrochureJacob MelendezNoch keine Bewertungen
- Lecture 4 Ferrous MetalDokument39 SeitenLecture 4 Ferrous MetalRafeeq AhmadNoch keine Bewertungen
- Easy Ajax Post With Jquery and CodeigniterDokument7 SeitenEasy Ajax Post With Jquery and CodeigniterAhmad JalaludinNoch keine Bewertungen
- The Future of Geography: How the Competition in Space Will Change Our WorldVon EverandThe Future of Geography: How the Competition in Space Will Change Our WorldBewertung: 4 von 5 Sternen4/5 (6)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaVon EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNoch keine Bewertungen
- Hero Found: The Greatest POW Escape of the Vietnam WarVon EverandHero Found: The Greatest POW Escape of the Vietnam WarBewertung: 4 von 5 Sternen4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonVon EverandSully: The Untold Story Behind the Miracle on the HudsonBewertung: 4 von 5 Sternen4/5 (103)
- The Fabric of Civilization: How Textiles Made the WorldVon EverandThe Fabric of Civilization: How Textiles Made the WorldBewertung: 4.5 von 5 Sternen4.5/5 (58)
- The End of Craving: Recovering the Lost Wisdom of Eating WellVon EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellBewertung: 4.5 von 5 Sternen4.5/5 (82)
- Pale Blue Dot: A Vision of the Human Future in SpaceVon EverandPale Blue Dot: A Vision of the Human Future in SpaceBewertung: 4.5 von 5 Sternen4.5/5 (588)
- Highest Duty: My Search for What Really MattersVon EverandHighest Duty: My Search for What Really MattersNoch keine Bewertungen
- Transformed: Moving to the Product Operating ModelVon EverandTransformed: Moving to the Product Operating ModelBewertung: 4 von 5 Sternen4/5 (1)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureVon EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureBewertung: 5 von 5 Sternen5/5 (125)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindVon EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNoch keine Bewertungen
- Reality+: Virtual Worlds and the Problems of PhilosophyVon EverandReality+: Virtual Worlds and the Problems of PhilosophyBewertung: 4 von 5 Sternen4/5 (24)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyVon EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNoch keine Bewertungen
- System Error: Where Big Tech Went Wrong and How We Can RebootVon EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNoch keine Bewertungen
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestVon EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestBewertung: 4 von 5 Sternen4/5 (28)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- The Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeVon EverandThe Manager's Path: A Guide for Tech Leaders Navigating Growth and ChangeBewertung: 4.5 von 5 Sternen4.5/5 (99)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreVon EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreBewertung: 4.5 von 5 Sternen4.5/5 (33)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (54)
- Packing for Mars: The Curious Science of Life in the VoidVon EverandPacking for Mars: The Curious Science of Life in the VoidBewertung: 4 von 5 Sternen4/5 (1396)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterVon EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterBewertung: 5 von 5 Sternen5/5 (3)
- Four Battlegrounds: Power in the Age of Artificial IntelligenceVon EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceBewertung: 5 von 5 Sternen5/5 (5)
- A Place of My Own: The Architecture of DaydreamsVon EverandA Place of My Own: The Architecture of DaydreamsBewertung: 4 von 5 Sternen4/5 (242)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerVon EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerBewertung: 4.5 von 5 Sternen4.5/5 (122)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansVon EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNoch keine Bewertungen