Beruflich Dokumente
Kultur Dokumente
Display Heidenhain Instrucao
Hochgeladen von
Mauro S CabralOriginalbeschreibung:
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Display Heidenhain Instrucao
Hochgeladen von
Mauro S CabralCopyright:
Verfügbare Formate
Instrues de
funcionamento
ND 780
Portugus (pt)
9/2009
2
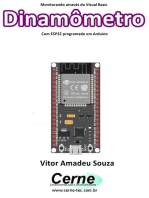
Ecr do ND 780
Visualizao do ecr ND 780, ao definir informao normal
disponibilizada.
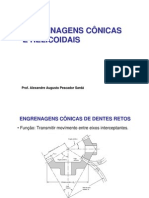
Painel frontal ND 780
Visualizao das teclas de definio do painel frontal ND 780 e
funcionalidades.
1 2 3 4 5 6 7 8 9
14
13
12
11
10
1 Ponto de referncia
2 Ferramentas
3 Taxa de alimentao
4 Cronmetro
5 Unidade de medida
6 Valor real
7 Distncia a percorrer
8 Indicador de pgina
9 Definir/Repor a zeros
10 Etiqueta de eixo
11 Smbolo Ref
12 Funes de teclas de software
13 Auxiliar de posicionamento grfico
14 rea de visualizao
6
7
8
9
4
2
1
3
5
1 Teclas de eixo (3) - X, Y, & Z
2 Teclas de entrada numricas
3 Tecla ENTER, confirmar entrada e seleccionar campo de entrada
4 Tecla de LIMPEZA
5 Teclas de SETA
6 TECLAS DE FUNO que variam dependendo do ecr
apresentado
7 Luz de funcionamento
8 Ecr de visualizao
9 Pegas
ND 780 3
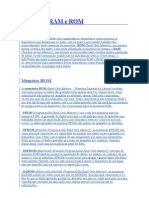
Painel posterior do ND 780
6
7
4
5
2
3
1
1 Entrada principal de energia
2 Boto de ligao
3 Ligao terra do indicador de aresta
4 Indicador de aresta KT 130
5 Terra (Ligao terra de proteco)
6 Porta srie
7 Portas dos eixos
4
ND 780 5
I
n
t
r
o
d
u
o
Introduo
Verso do software
A verso do software indicada no ecr inicial de arranque.
ND 780
Disponibilidade do eixo de DRO.
Smbolos includos nas Notas
Cada nota marcada com um smbolo localizado esquerda, que
indica ao operador o tipo e/ou potencial importncia da nota.
O Manual do Utilizador abrange as funes do ND 780 para
as aplicaes de fresagem e torneamento. As
informaes de funcionamento esto distribudas em trs
seces: Operaes Gerais, Operaes especficas de
fresagem e Operaes especficas de torneamento.
O ND 780 DRO est disponvel apenas num formulrio de
trs eixos. O ND 780 DRO de 3 eixos utilizado neste
manual como referncia de imagem e descrio das
teclas de funo.
Informao geral
por exemplo, sobre o comportamento do ND 780.
Aviso Consulte os documentos associados
Quando, por exemplo, necessria uma ferramenta
especial para efectuar uma funo.
Ateno - Risco de choque elctrico ou de danos.
Quando se abre um invlucro.
Diferente
Por exemplo, de mquina para mquina.
Ref. Manual
Por exemplo, consulte um manual diferente.
6
I
n
t
r
o
d
u
oTipos de letra do ND 780
O grfico abaixo mostra a forma como as diferentes variveis (teclas
de software, teclas de hardware) so representadas no texto deste
manual:
Teclas de funo - Tecla de funo CONFIGURAO
Teclas de hardware - Tecla de hardware ENTER
ND 780 7
C
d
i
g
o
s
e
c
r
e
t
o
d
o
s
p
a
r
m
e
t
r
o
s
d
e
l
e
i
t
u
r
a
Cdigo secreto dos parmetros de leitura
Deve introduzir-se um cdigo secreto antes de se definir e modificar
os parmetros de instalao da mquina. Este procedimento evitar
ajustes acidentais nos parmetros de configurao da instalao.
Acesso s Operaes de parametrizao da
mquina
Consulte, igualmente, a seco de Configurao de instalao Ver
"Parmetros de configurao de instalao" na pgina 95.
Inicie premindo a tecla de funo CONFIGURAO.
Prima a tecla de funo CONFIGURAO DA INSTALAO.
Prima os nmeros do cdigo de passos 95148 usando o teclado
numrico.
Prima a tecla ENTER
A leitura est preparada para as operaes de definio de parmetros
da mquina
IMPORTANTE!
O cdigo secreto 95148.
IMPORTANTE!
Os supervisores podero pretender remover esta pgina do
Manual de Referncia depois de configurarem o sistema de
leitura. Guarde em local seguro para utilizao futura.
8
C
d
i
g
o
s
e
c
r
e
t
o
d
o
s
p
a
r
m
e
t
r
o
s
d
e
l
e
i
t
u
r
a
ND 780 9
I - 1 Noes bsicas sobre posicionamento ..... 16
Pontos de referncia ..... 16
Posio real, posio nominal e distncia a percorrer ..... 16
Posies absolutas da pea de trabalho ..... 17
Posies incrementais da pea de trabalho ..... 17
Eixo de referncia de ngulo nulo ..... 18
Codificadores de posio ..... 18
Marcas de referncia do codificador ..... 19
I - 2 Operaes gerais do ND 780 ..... 20
Esquema do ecr ..... 20
Navegao geral ..... 21
Perspectiva Geral ..... 21
Auxiliar de posicionamento grfico ..... 21
Ecr de Ajuda ..... 22
Formulrios de introduo de dados ..... 23
Mensagens da caixa de instrues ..... 23
Mensagens de erro ..... 23
Ligao ..... 24
Avaliao da marca de referncia ..... 24
Trabalhar sem avaliao da marca de referncia ..... 24
Funo ACTIVAR/DESACTIVAR REF ..... 26
Modos de funcionamento ..... 27
Configurar ..... 27
Parmetros de configurao de tarefas ..... 28
Unidades ..... 28
Factor de escala ..... 28
Reflectir ..... 29
Indicador de aresta (apenas nas aplicaes de fresagem) ..... 29
Eixos do dimetro ..... 29
Sada de valor medido ..... 30
Auxiliar de posicionamento grfico ..... 30
Definies da barra de estado ..... 30
Cronmetro ..... 31
Interruptor remoto ..... 31
Ajuste da consola ..... 32
Idioma ..... 32
Importar/Exportar ..... 32
Apresentao das funes das teclas de funo de funcionamento geral ..... 33
Funes detalhadas das teclas de funo de funcionamento geral ..... 35
Tecla de funo Definir e Repor a zeros ..... 35
Tecla de funo Calc ..... 36
Calculadora de RPM..... 37
Tecla de hardware Calculadora de Estreitamento ..... 38
I Instrues de funcionamento ..... 15
10
I - 3 Operaes especficas de fresagem ..... 39
Perspectiva detalhada das funes de teclas de funo ..... 39
Tecla de funo Ferramenta ..... 39
Tabela de ferramentas ..... 39
Importar/Exportar ..... 40
Funcionalidade de Compensao de Raio da Ferramenta ..... 41
Sinal para a diferena de comprimento L ..... 41
Chamar a Tabela de Ferramentas ..... 45
Chamar a ferramenta ..... 45
Tecla de funo Ponto de referncia ..... 45
Exemplo: Definir um ponto de referncia de uma pea de trabalho sem utilizar a funo de sondagem. ..... 46
Funes de sondagem para definio do ponto de referncia ..... 47
Definio do ponto de referncia com o indicador de aresta ..... 47
Exemplo: Sonde as arestas da pea de trabalho e determine o canto como sendo um ponto de
referncia. ..... 48
Exemplo: Determine a linha central entre duas arestas da pea de trabalho como sendo ponto de
refercia ..... 49
Exemplo: Sonde o centro de um orifcio com um indicador de aresta e determine o ponto de referncia, 50
mm a partir do centro do crculo. ..... 50
Sondagem com uma ferramenta ..... 51
Tecla de funo Predefinir ..... 53
Predefinio da distncia absoluta ..... 53
Predefinio da distncia incremental ..... 57
Tecla de funo 1/2 ..... 59
Funcionalidades (Fresagem) ..... 60
Padres Circular e Linear (Fresagem) ..... 61
Teclas de funo disponveis no formulrio de entrada de dados: ..... 61
Teclas de funo do programa: ..... 61
Tecla de funo Padro Circular ..... 62
1 etapa: Introduzir dados ..... 63
Padro linear ..... 65
Exemplo: Introduzir os dados e executar um padro linear. ..... 65
1 etapa: Introduzir dados ..... 66
2 passo: Perfurao ..... 67
Inclinar e Arc (Fresagem) ..... 68
Teclas de funo disponveis no formulrio de entrada de dados: ..... 68
Tecla de funo Inclinar Fresagem ..... 69
1 etapa: Introduzir dados ..... 69
Tecla de funo de Fresagem Arc ..... 70
1 etapa: Introduzir dados ..... 71
ND 780 11
I - 4 Operaes especficas de torneamento ..... 74
Perspectiva detalhada das funes de teclas de funo ..... 74
cones de visualizao especficos do torneamento ..... 74
Tecla de funo Ferramenta ..... 74
Utilizao da tabela de ferramentas ..... 75
FERRAMENTA/DEFINIR (Definir afastamentos de ferramenta) ..... 75
Funo NOTA/DEFINIR (Definir afastamentos de ferramenta) ..... 76
Tecla de funo Ponto de Referncia ..... 77
..... 77
Definir o ponto de referncia utilizando a funo NOTA/DEFINIR ..... 79
Tecla de funo Predefinir ..... 80
Tecla de funo RX (Raio/Dimetro) ..... 80
Ciclo de Rosca ..... 81
Funes de teclas de software ..... 81
Formulrio de ciclo de rosca: ..... 83
1 etapa: Introduzir dados ..... 84
A executar o programa de Ciclo de Rosca ..... 86
Primeiro passo ..... 87
12
II - 1 Instalao e ligao elctrica ..... 90
Itens fornecidos ..... 90
Acessrios ..... 90
Unidade de visualizao do ND 780 ..... 90
Localizao de montagem ..... 90
Instalao ..... 90
Ligao elctrica ..... 90
Requisitos elctricos ..... 91
Proteco ..... 91
Ligao do conector de alimentao, ..... 91
Manuteno preventiva ..... 91
Ligao dos codificadores ..... 92
Ligar Sada do indicador de aresta e Sinais de entrada ..... 94
Esquema dos pinos para o indicador de aresta e entrada da sada de valor medido (para pinagem) ..... 94
II - 2 Configurao de Instalao ..... 95
Parmetros de configurao de instalao ..... 95
Configurao do codificador ..... 96
Configurao Ciclo de Rosca: ..... 97
Configurao de visualizao ..... 97
Associao ..... 98
Associao Z ..... 98
Activar Associao Z ..... 98
Desactivar Associao Z ..... 98
Compensao de erro ..... 99
Compensao de erro linear ..... 99
Compensao de erro no linear ..... 100
Procedimento de configurao para Erro No Linear ..... 100
Iniciar uma tabela de compensao de erro no linear ..... 101
Leitura do grfico ..... 101
Visualizao da tabela de compensao ..... 102
Exportao da tabela de compensao actual ..... 102
Importao de uma nova tabela de compensao ..... 102
Compensao da reaco de retorno ..... 102
Definies do contador ..... 103
Diagnstico ..... 104
Teste do teclado ..... 104
Teste do indicador de aresta ..... 104
Teste do visor ..... 104
Representao de sinal do codificador ..... 104
II Informaes tcnicas ..... 89
ND 780 13
II - 3 Parmetros do codificador ..... 105
Exemplo de definies para os codificadores lineares HEIDENHAIN com sinais de 11-A
PP
..... 105
Exemplo de definies para os codificadores lineares HEIDENHAIN com sinais de 1-V
PP
..... 105
Exemplo de definies para os codificadores rotativos HEIDENHAIN ..... 106
II - 4 Interface de dados ..... 107
Porta srie (X31) ..... 108
Ligao do cabo de conexo ..... 110
Atribuio de pinos ..... 110
Sinal ..... 110
Operaes externas atravs da inteface de dados RS-232 ..... 111
Tempos de atraso para sada de dados ..... 112
Tempos de atraso para sada de dados (<Ctrl>B) ..... 112
II - 5 Sada de valor medido ..... 113
Exemplos da sada de caracteres na interface de dados ..... 113
Sada de dados utilizando sinais externos ..... 113
Sada de dados utilizando o indicador de aresta ..... 115
II - 6 Especificaes para fresagem ..... 118
II - 7 Especificaes para torneamento ..... 120
II - 8 Mensagens de erro ..... 121
II - 9 Dimenses ..... 123
Dimenses DRO ..... 123
II - 10 Acessrios ..... 124
Nmeros de ID dos acessrios ..... 124
Pega ND 780
ID 520 012-01 ..... 124
Instrues de montagem do ND 780
Brao de montagem universal
lD 382 929-01 ..... 125
Instrues de montagem do ND 780
Base de inclinao
lD 281 619-01 ..... 126
Instrues de montagem do ND 780
Suporte de inclinao
lD 520 011-01 ..... 127
Instrues de montagem do ND 780
Estrutura de montagem
lD 532 811-01 ..... 128
14
Instrues de
funcionamento
16 I Instrues de funcionamento
I
-
1
N
o
e
s
b
s
i
c
a
s
s
o
b
r
e
p
o
s
i
c
i
o
n
a
m
e
n
t
o
I - 1 Noes bsicas sobre
posicionamento
Pontos de referncia
O desenho da pea de trabalho identifica um determinado ponto da
mesma (geralmente um canto) como o ponto de referncia absoluto
e talvez um ou mais pontos diferentes como pontos de referncia
relativos.
O procedimento de definio do ponto de referncia estabelece estes
pontos como a origem dos sistemas de coordenadas absoluto e
relativo. A pea de trabalho, alinhada com os eixos da mquina,
deslocada para uma determinada posio relativamente ferramenta
e o visor colocado em zero ou noutro valor adequado (por exemplo,
para compensar o raio da ferramenta).
Posio real, posio nominal e distncia a
percorrer
A posio da ferramenta em qualquer dado momento designa-se
posio real enquanto que a posio para a qual se pretende deslocar
a ferramenta designada por posio nominal. A distncia existente
entre a posio nominal e a posio real designada distncia a
percorrer.
ND 780 17
I
-
1
N
o
e
s
b
s
i
c
a
s
s
o
b
r
e
p
o
s
i
c
i
o
n
a
m
e
n
t
o Posies absolutas da pea de trabalho
Cada posio da pea de trabalho possui uma identificao nica
atravs das respectivas coordenadas absolutas.
Coordenadas absolutas da posio 1:
X = 20 mm
Y = 10 mm
Z = 15 mm
Quando estiver a perfurar ou a fresar uma pea de trabalho de acordo
com o respectivo desenho com coordenadas absolutas, estar a
deslocar a ferramenta segundo o valor das coordenadas.
Posies incrementais da pea de trabalho
Uma posio pode tambm ser referenciada segundo a posio
nominal anterior. Neste caso, o ponto de referncia relativo ser
sempre a ltima posio nominal. Essas coordenadas so designadas
coordenadas incrementais (incremento = aumento). So tambm
chamadas de dimenses incrementais ou em cadeia (uma vez que as
posies so definidas como uma cadeia de dimenses). As
coordenadas incrementais possuem o prefixo I.
Exemplo: Coordenadas incrementais da posio 3 referenciadas
segundo a posio 2.
Coordenadas absolutas da posio 2:
X = 20 mm
Y = 10 mm
Z = 15 mm
Coordenadas incrementais da posio 3:
IX = 10 mm
IY = 10 mm
IZ = -15 mm
Se estiver a perfurar ou a fresar uma pea de trabalho de acordo com
um desenho com coordenadas incrementais, estar a deslocar a
ferramenta segundo o valor das coordenadas.
18 I Instrues de funcionamento
I
-
1
N
o
e
s
b
s
i
c
a
s
s
o
b
r
e
p
o
s
i
c
i
o
n
a
m
e
n
t
oEixo de referncia de ngulo nulo
O eixo de referncia de ngulo nulo a posio de grau 0. definido
como um dos dois eixos do plano de rotao. A tabela seguinte define
o ngulo nulo em que a posio do ngulo zero para os trs planos
possveis de rotao.
Para posies angulares, so definidos os seguintes eixos de
referncia:
A direco positiva de rotao no sentido contrrio ao dos ponteiros
do relgio no caso do plano de trabalho estar a ser visto na direco
negativa do eixo da ferramenta.
Exemplo: ngulo no plano de trabalho X / Y
Codificadores de posio
Os codificadores de retorno de posio convertem o movimento dos
eixos da mquina em sinais elctricos. O ND 780 avalia
constantemente estes sinais e calcula as posies reais dos eixos da
mquina, que mostra como valor numrico no ecr.
Se houver uma quebra no fornecimento de energia, a posio
calculada deixar de corresponder posio real. Quando o
fornecimento energtico reposto, possvel restabelecer esta
relao com o auxlio de marcas de referncia nos codificadores de
posio e da funcionalidade de avaliao de marca de referncia do
ND 780 (REF).
Plano Eixo de referncia de ngulo nulo
XY +X
YZ +Y
ZX +Z
ngulo Corresponde a...
+ 45 ... bissectriz entre +X e +Y
+/- 180 ... eixo X negativo
- 270 ... eixo Y positivo
ND 780 19
I
-
1
N
o
e
s
b
s
i
c
a
s
s
o
b
r
e
p
o
s
i
c
i
o
n
a
m
e
n
t
o Marcas de referncia do codificador
Os codificadores contm normalmente uma ou mais marcas de
referncia que a funcionalidade de avaliao de Marca de Referncia
do ND 780 utiliza para restabelecer posies de ponto de referncia
aps uma quebra do fornecimento de energia. Existem duas opes
principais disponveis para marcas de referncia: fixa ou codificada por
distncia.
Os codificadores com marcas de referncia codificadas por
distncia separam as marcas atravs de um padro de codificao
especfico, que permite que o ND 780 utilize quaisquer dois pares de
marcas ao longo da extenso do codificador para restabelecer os
pontos de referncia anteriores. Esta configurao significa que,
quando o ND 780 ligado novamente, o operador ter de percorrer
uma distncia muito pequena, em qualquer parte ao longo do
codificador, para restabelecer os pontos de referncia.
Os codificadores com marcas de referncia fixas possuem uma ou
mais marcas em intervalos fixos. Para restabelecer os pontos de
referncia correctamente, necessrio que, durante a rotina de
avaliao de marca de referncia, se utilize exactamente a mesma
marca de referncia usada quando o ponto de referncia foi
estabelecido pela primeira vez.
Os pontos de referncia estabelecidos no podem ser
restaurados de um ciclo de potncia para o seguinte, se as
marcas de referncia no tiverem sido atravessadas antes
de os pontos de referncia serem definidos.
20 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
I - 2 Operaes gerais do ND 780
Esquema do ecr
Smbolos da barra de estado:
A leitura ND 780 disponibiliza caractersticas especficas da aplicao
que permite a maior produtividade das ferramentas manuais
da mquina.
Barra de estado - Apresenta as seguintes informaes actuais: o
ponto de referncia; a ferramenta; a taxa de alimentao; o tempo
do cronmetro; a unidade de medida; o estado da distncia a
percorrer (incremental) ou o valor real (absoluto); o indicador de
pgina e a definio/reposio a zeros. Ver Configurao de Tarefas
para obter mais informaes sobre a configurao dos parmetros
da barra de estado.
rea de visualizao - Indica a posio actual de cada eixo.
Apresenta tambm os formulrios, os campos, as caixas de
instrues, as mensagens de erro e os tpicos de ajuda .
Etiquetas de eixo - Indica o eixo para a tecla de eixo
correspondente .
Smbolos Ref - Indica o estado actual da marca de referncia .
Etiquetas de tecla de funo - Indica as diferentes funes de
fresagem ou torneamento.
1 Ponto de referncia
2 Ferramenta
3 Taxa de alimentao
4 Cronmetro
5 Unidade de medida
6 Valor real
7 Distncia a percorrer
8 Indicador de pgina
9 Definir/Repor a zeros
10 Etiquetas de eixo
11 Smbolo de referncia
12 Etiquetas de tecla de funo
13 rea de visualizao
14 Auxiliar de posicionamento grfico (apenas no modo distncia a
percorrer)
10
11
4 5 1 6 7 88 2 1
12
13
14
3 9
ND 780 21
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Navegao geral
Utilizar o teclado para introduzir valores numricos em cada campo.
A tecla ENTER confirma a entrada de dados num campo e
proporciona o regresso ao ecr anterior.
Prima a tecla C para limpar entradas e mensagens de erro ou
regressar ao ecr anterior. Uma excepo. A "Tabela de
compensao de erro no linear" usa a tecla C para guardar a entrada
de dados.
As etiquetas de TECLA DE FUNO mostram as diferentes
funes de fresagem e torneamento. Estas funes so
seleccionadas premindo a tecla de funo correspondente,
localizada directamente por baixo de cada etiqueta de tecla de
funo. Existem 3 pginas de funes de teclas de funo que
podem ser seleccionadas. Estas so acedidas utilizando as teclas
ESQUERDA/DIREITA conforme indicado abaixo.
As teclas de seta ESQUERDA/DIREITA fazem o percurso pelas
pginas 1 a 3 das funes seleccionadas por tecla de funo. A
pgina actual ficar destacada na barra de estado no topo do ecr.
Utilize as teclas de seta PARA CIMA/PARA BAIXO para se deslocar
entre os campos de um formulrio e entre as caixas de listas de um
menu. A orientao do cursor feita de tal forma que, ao chegar ao
fim do menu, voltar ao topo do mesmo.
Perspectiva Geral
Auxiliar de posicionamento grfico
Ao passar para a visualizao de valor zero (no modo Distncia a
Percorer), o ND 780 apresenta um auxiliar de posicionamento grfico.
O ND 780 apresenta o referido auxiliar dentro de um rectngulo
estreito por baixo do eixo activo no momento. As duas marcas
triangulares no centro do rectngulo representam a posio nominal.
Um quadrado pequeno representa o cursor do eixo. Surge uma seta
no quadrado que indica a direco, enquanto que o eixo se move para
ou afasta da posio nominal. De notar que o quadrado s comea a
deslocar-se quando o cursor do eixo est perto da posio nominal.
Configurar o auxiliar de posicionamento grfico, ver pgina 30 em
Configurao de Tarefas.
22 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Ecr de Ajuda
As instrues de funcionamento includas nestes tpicos fornecem
informao e assistncia em qualquer situao.
Para chamar as instrues de funcionamento:
U Prima a tecla de funo AJUDA.
U Ser visualizada informao relevante para a actual operao.
U Utilize as teclas de seta PARA CIMA/PARA BAIXO no caso de a
explicao estar distribuda por mais de uma pgina de ecr.
Para visualizar informao sobre outro tpico:
U Prima a tecla de funo LISTA DE TPICOS.
U Prima as teclas de seta PARA CIMA/PARA BAIXO para percorrer o
ndice remissivo.
U Prima a tecla ENTER para seleccionar o item que pretende.
Para sair das instrues de funcionamento:
U Prima a tecla C.
ND 780 23
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Formulrios de introduo de dados
A informao necessria para diferentes funes de funcionamento e
parmetros de configurao introduzida atravs do formulrio de
introduo de dados. Estes formulrios surgiro aps terem sido
seleccionadas as funcionalidades que necessitam de qualquer
informao adicional. Cada formulrio fornece campos especficos
para introduo da informao necessria.
Para que possam tornar-se efectivas, as alteraes devem ser
confirmadas premindo a tecla ENTER. Se no desejar guardar as
alteraes, prima a tecla C para voltar ao ecr anterior sem guardar as
alteraes. Em alguns casos, como a Tabela de ferramentas, a tecla C
usada em vez da tecla ENTER.
Mensagens da caixa de instrues
Sempre que um Menu ou Formulrio estiver aberto, abrir-se-
imediatamente direita do mesmo uma caixa de instrues. Esta
caixa de mensagens dar informaes sobre a funo escolhida e
apresentar instrues para as opes disponveis.
Mensagens de erro
Se ocorrer um erro enquanto estiver a trabalhar com o ND 780, surgir
a mensagem no visor fornecendo uma explicao sobre a origem do
erro. Ver "Mensagens de erro" na pgina 121
Para limpar a mensagem de erro:
U Prima a tecla C.
Se esta mensagem for recebida:
U Desligue o ND 780.
U Aguarde cerca de 10 segundos e depois ligue o ND 780.
A mensagem de erro ser eliminada, sendo possvel retomar a
operao normal.
Mensagem de erro importante: Interrupes no activas.
24 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0Ligao
Ligue a corrente (localizada na parte posterior). Ser
visualizado o ecr inicial (ver figura direita). Este
ecr s aparecer na primeira vez que a unidade
ligada. Os passos seguintes podem j ter sido
efectuados pelo programa de instalao.
Seleccione o idioma adequado premindo a tecla de
funo IDIOMA.
Escolha a aplicao de FRESAGEM ou
TORNEAMENTO. A tecla de funo de aplicao
FRESAGEM/TORNEAMENTO permite alternar
entre estas duas definies.
Em seguida, seleccione o nmero de eixos
necessrio. Quando terminar, prima a tecla de
harware ENTER .
Se necessrio, a aplicao DRO pode ser alterada
mais tarde na Configurao de Instalao em
Definies do Contador.
O ND 780 est agora pronto para os restantes requisitos de
configurao. Est agora no modo de operao "Absoluto". Cada eixo
activo ter, junto de si, um sinal intermitente de REF. A seco
seguinte, "Avaliao de Marca de Referncia", descreve a
configurao desta funcionalidade.
Avaliao da marca de referncia
A funcionalidade de avaliao da marca de referncia do ND 780
restabelece automaticamente a relao entre as posies do cursor
do eixo e os valores apresentados definidos por ltimo ao definir o
ponto de referncia.
Se o codificador do eixo possuir marcas de referncia, o indicador
REF ficar intermitente. Aps ter atravessado as marcas de
referncia, o indicador deixar de piscar e passar para a indicao REF
fixa.
Trabalhar sem avaliao da marca de referncia
Poder tambm utilizar o ND 780 sem atravessar as marcas de
referncia. Prima a tecla de funo SEM REF para sair da rotina de
avaliao de marca de referncia e continuar.
ND 780 25
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0 Poder ainda atravessar as marcas de referncia mais tarde, caso seja
necessrio definir pontos de referncia que possam ser
restabelecidos aps uma quebra no fornecimento de energia. Prima a
tecla de funo ACTIVAR REF para activar a rotina de avaliao da
marca de referncia.
Se um codificador for configurado sem marcas de
referncia, ento o indicador REF no ser mostrado e os
pontos de referncia perder-se-o assim que o
fornecimento de energia for desligado.
26 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Funo ACTIVAR/DESACTIVAR REF
A tecla de funo para alternar entre ACTIVAR/DESACTIVAR,
presente durante a rotina de Avaliao da Marca de Referncia,
permite ao operador seleccionar uma determinada marca de
referncia num codificador. Isto importante quando se utilizam
codificadores com Marcas de Referncia fixas. Quando se prime a
tecla de funo DESACTIVAR REF, faz-se uma pausa na rotina de
avaliao e quaisquer marcas de referncia que sejam atravessadas
durante o movimento do codificador so ignoradas. Quando a tecla de
funo ACTIVAR REF premida novamente, a rotina de avaliao volta
a ficar activa e a marca de referncia atravessada seguinte ser
seleccionada.
Uma vez estabelecidas as marcas de referncia para todos os eixos
pretendidos, prima a tecla de funo NO REF para cancelar a rotina.
No necessrio atravessar as marcas de referncia de todos os
codificadores, mas apenas as dos que necessita. Se todas as marcas
de referncia tiverem sido encontradas, o ND 780 regressar
automaticamente ao ecr de visualizao DRO.
Para a ligao diria; ligue o fornecimento de energia
e prima qualquer tecla.
Atravesse as marcas de referncia (em qualquer
ordem).
Prima a tecla de funo DESACTIVAR REF e
atravesse as marcas de referncia.
Desloque o codificador para a marca de referncia
fixa pretendida. Prima a tecla de funo ACTIVAR REF
e atravesse a marca de referncia.
No atravesse as marcas de referncia e prima a
tecla de funo SEM REF. Nota: Neste caso, a relao
entre a posio do cursor do eixo e o valor visualizado
perder-se- aps uma quebra no fornecimetno de
energia.
Se no atravessar as marcas de referncia, o ND 780 no
armazena os pontos de referncia. Isto significa que no
ser possvel restabelecer a relao entre as posies do
cursor do eixo e os valores visualizados aps uma quebra
de fornecimento de energia (desligar).
MTODO ALTERNATIVO
MTODO ALTERNATIVO
ND 780 27
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Modos de funcionamento
O ND 780 possui dois modos de funcionamento Valor Real e
Distncia a Percorrer. O modo Operaes de Valor Real apresenta
sempre a posio real actual da ferramenta, relativa ao ponto de
referncia activo. Com este modo, todos os movimentos so feitos
percorrendo as opes at que a visualizao corresponda posio
nominal necessria. A funcionalidade Distncia a Percorrer permite-lhe
a aproximao a posies nominais passando, simplesmente, para um
valor de visualizao zero. Quando trabalhar no modo Distncia a
Percorrer, possvel introduzir coordenadas nominais como
dimenses absolutas ou incrementais.
Enquanto estiver no modo Valor Real, e se o ND 780 estiver
configurado para aplicaes de fresagem, apenas os afastamentos do
comprimento da ferramenta estaro activos. Tanto o raio como os
afastamentos do comprimento so utilizados no modo Distncia a
Percorrer para calcular a quantidade de "distncia a percorrer"
necessria para conseguir a posio nominal pretendida relativamente
aresta da ferramenta que ir efectuar o corte.
Se o ND 780 estiver configurado para um torno mecnico, todos os
afastamentos de ferramenta sero utilizados nos modos Valor Real e
Distncia a Percorrer.
Prima a tecla de funo VALOR REAL/DISTNCIA A PERCORRER
para alternar entre estes dois modos. Para ver as funes da tecla de
funo no modo Valor Real ou Distncia a Percorrer, utilize as teclas
de seta ESQUERDA/DIREITA.
A aplicao de torneamento fornece um mtodo rpido para associar
o Z e a posio do eixo Z num sistema de 3 eixos.
Configurar
O ND 780 oferece duas categorias para configurao dos parmetros
de funcionamento. Estas categorias so: Configurao de Tarefas e
Configurao da Instalao. Os parmetros de Configurao de
Tarefas so utilizados para acomodar requisitos de maquinao
especficos para cada tarefa. A Configurao de Instalao utilizada
para determinar os parmetros do codificador, de visualizao e de
comunicao.
O menu de Configurao de Tarefas acedido premindo a tecla de
funo CONFIGURAR. No menu Configurao de Tarefas, esto
disponveis as seguintes teclas de funo:
CONFIGURAO DE INSTALAO: Prima para comear a aceder
aos parmetros de Configurao de Instalao. Ver "Parmetros de
configurao de instalao" na pgina 95.
IMPORTAR/EXPORTAR: Prima para iniciar a importao ou
exportao dos parmetros de funcionamento. Ver
"Importar/Exportar" na pgina 32.
AJUDA: Abrir a ajuda online.
28 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0Parmetros de configurao de tarefas
Para ver e alterar os parmetros de configurao de tarefas utilize as
teclas de seta PARA CIMA/PARA BAIXO para destacar os parmetros
de interesse e premir a tecla ENTER.
Unidades
O formulrio Unidades utilizado para especificar as unidades e
formato preferidos de visualizao. O sistema ligado com estas
definies em vigor.
U Polegada/mm - Os valores de medio so mostrados e
introduzidos nas unidades seleccionadas no campo Linear. Escolha
entre polegada ou milmetro premindo a tecla de funo
POLEGADA/MM. Poder tambm seleccionar a unidade de medida
premindo a tecla de funo POLEGADA/MM no modo Valor Real ou
Distncia a Percorrer.
U Graus decimais ou radianos - O campo Angular influncia a forma
como os ngulos so apresentados e introduzidos nos formulrios.
Escolha entre GRAUS DECIMAIS ou RADIANOS utilizando a tecla
de funo.
Factor de escala
O factor de escala pode ser utilizado para graduar a pea para cima ou
para baixo. Todos os movimentos do codificador so multiplicados
pelo factor de escala. Um factor de escala de 1,0 cria uma pea com
o tamanho exacto tal como dimensionada na impresso.
U As teclas numricas so utilizadas para introduzir um nmero
superior a zero. O intervalo numrico de 0,1000 a 10,000. Tambm
poder ser introduzido um valor negativo.
U As definies do factor de escala sero retidas num ciclo de
potncia.
U Quando o factor de escala um valor diferente de 1, o smbolo de
escala mostrado na visualizao do eixo.
U A tecla de funo LIGAR/DESLIGAR utilizada para desactivar os
factores de escala actuais.
ND 780 29
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0 Reflectir
Indicador de aresta (apenas nas aplicaes de fresagem)
O dimetro e afastamento do comprimento do indicador de aresta so
definidos neste formulrio. Ambos os valores so referidos nas
unidades indicadas no formulrio.
U As teclas numricas so utilizadas para introduzir valores de
dimetro e comprimento. O dimetro tem de ser superior a zero. O
comprimento um valor com sinal (negativo ou positivo).
U fornecida uma tecla de funo para indicar as unidades de medida
para o indicador de aresta.
Os valores do indicador de aresta sero retidos num ciclo de potncia.
Eixos do dimetro
Seleccione Eixos do Dimetro para definir quais os eixos que podem
ser visualizados com valores do raio ou valores do dimetro. LIGADO
indica que a posio do eixo ser mostrada como um valor de
dimetro. Quando a indicao DESLIGADO, a funcionalidade
Raio/Dimetro no se aplica. Para aplicaes de torneamento ver
pgina 80 para a funcionalidade Raio/Dimetro.
U Coloque o cursor em EIXO DO DIMETRO e prima ENTER.
U O cursor estar no campo X. Dependendo do parmetro de que
necessitar para aquele eixo, prima a tecla de funo
LIGAR/DESLIGAR para ligar ou desligar a funcionalidade.
U Premir ENTER.
Um factor de escala de -1,00 criar uma imagem reflectida
da pea. Poder reflectir e escalar uma pea em simultneo
(ver pgina 65).
30 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Sada de valor medido
Com a funcionalidade de sada de valor medido, as posies de
visualizao do eixo actual e os valores de medida de sondagem
podem ser enviados atravs da porta srie. A sada das posies de
visualizao actuais activada atravs de um sinal de hardware
externo ou atravs de um comando (Ctrl B) enviado para o ND 780
atravs da porta srie.
O formulrio de Sada de Valor Medido utilizado para definir a sada
de dados durante as operaes de sondagem em LIGAR ou
DESLIGAR. utilizado tambm para definir a opo de visualizao
esttica.
U Sondagem de Sada de Dados (apenas em fresagem) - Pode ser
definida para LIGADO ou DESLIGADO. Quando a indicao
LIGADO, os dados de medio so produzidos quando a operao
de sondagem termina.
U Visualizao esttica - definir para:
DESLIGADO - A visualizao no interropida durante a sada do
valor medido.
SIMULTNEO - A visualizao interrompida durante a sada do
valor medido e permanece parada enquanto a entrada de
comutao estiver activa.
ESTTICO - A visualizao parada, mas actualizada por todas
as sadas de valor medido.
Consulte Sada de Valor Medido para obter informaes sobre o
formato dos dados produzidos.
Auxiliar de posicionamento grfico
O formulrio Auxiliar de Posicionamento Grfico utilizado para
configurar o grfico de barras mostrado abaixo da apresentao dos
eixos em Distncia a Percorrer. Cada eixo possui um intervalo prprio.
U Prima a tecla de funo LIGAR/DESLIGAR para activar ou
simplesmente iniciar a entrada de valores utilizando as teclas
numricas. A caixa de posio actual deslocar-se- quando a posio
estiver dentro do intervalo.
Definies da barra de estado
A barra de estado a barra segmentada localizada no topo do ecr que
mostra o ponto de referncia, a ferramenta, a taxa de alimentao, o
cronmetro e o indicador de pgina actuais.
U Premir a tecla de funo LIGAR/DESLIGAR para cada definio que
pretende visualizar.
ND 780 31
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0 Cronmetro
O cronmetro mostra as horas (h), minutos (min) e segundos (seg).
Funciona como um cronmetro, mostrando o tempo decorrido. (O
relgio comea a contar a partir de 0:00:00).
O campo do Tempo Decorrido mostra o tempo total acumulado de
cada intervalo.
U Prima a tecla de funo INICIAR/PARAR. O campo de Estado
apresenta a indicao A FUNCIONAR. Premir de novo a tecla para
parar o tempo.
U Premir REPOR para repor a zeros o tempo decorrido. Se o relgio
estiver a funcionar, a reposio a zeros ir par-lo.
Interruptor remoto
O interruptor remoto define os parmetros de forma a que o
interruptor externo (suspenso ou de pedal) possa ser activado para
efectuar qualquer uma ou todas das seguintes funes: Sada de
dados; Zero, e Orifcio seguinte. Consulte a Seco II para obter
informao sobre a ligao de interruptores remotos atravs da
ligao terra do indicador de aresta Ver "Ligar Sada do indicador de
aresta e Sinais de entrada" na pgina 94
SADA DE DADOS - para enviar informao sobre posio atravs
da porta srie ou para imprimir a posio actual.
COLOCAR A ZEROS - para colocar a zero um ou mais eixos. (Se
estiver no modo Distncia a Percorrer a visualizao da distncia a
percorrer surgir com a indicao zero. Se estiver no modo Valor
Real o ponto de referncia ficar a zero.
ORIFCIO SEGUINTE - para se deslocar para o orifcio seguinte num
padro (por exemplo, padro de orifcios).
Enquanto estiver no campo Sada de dados, premir a tecla de
funo LIGAR/DESLIGAR colocando-a em LIGAR para enviar a
posio actual atravs da porta srie quando o interruptor est
fechado.
Enquanto estiver no campo Zero, premir as chaves de eixo
apropriadas para activar ou desactivar a colocao a zero das
posies de visualizao do eixo quando o interruptor est
fechado.
Enquanto estiver no campo Orifcio seguinte, premir a tecla de
funo LIGAR/DESLIGAR colocando-a em LIGAR para se deslocar
para o orifcio seguinte num padro.
Ao premir a tecla Decimal enquanto estiver no modo de
funcionamento, far parar e iniciar o relgio. Se premir a
tecla Repor a Zeros, o relgio ser reposto a zeros.
32 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Ajuste da consola
O brilho e contraste do LCD podem ser ajustados para esta consola.
Quando estiver no modo Valor Real ou Distncia a Percorrer, as teclas
de seta Para cima/Para baixo podem tambm ser utilizadas para
ajustar o contraste do LCD. Este formulrio utilizado tambm para
definir o tempo de inactividade para poupana do visor.
A definio de poupana do visor a quantidade de tempo em que o
sistema fica inactivo antes de o LCD ser desligado. O tempo de
inactividade pode ser definido para um valor entre 30 e 120 minutos.
A poupana do visor pode ser desactivada durante o ciclo de potncia
a decorrer no momento.
Idioma
O ND 780 suporta inmeros idiomas. Para alterar a seleco do
idioma:
U Prima a tecla de funo IDIOMA at surgir a seleco de idioma
pretendido na tecla de funo e no formulrio.
U Prima ENTER para confirmar a sua seleco.
Importar/Exportar
A informao sobre os parmetros de funcionamento pode ser
importada ou exportada atravs da porta srie.
U Prima a tecla de funo IMPORTAR/EXPORTAR no ecr de
Configurao.
U As teclas de funo IMPORTAR e EXPORTAR esto tambm
disponveis no ecr da Tabela de Ferramentas de Fresagem.
U Prima IMPORTAR para transferir os parmetros de funcionamento
ou uma Tabela de Ferramentas a partir de um PC.
U Prima EXPORTAR para enviar os parmetros de funcionamento
actuais ou a Tabela de Ferramentas para um PC.
U Para sair, prima a tecla C.
ND 780 33
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Apresentao das funes das teclas de funo
de funcionamento geral
Existem trs pginas de funes de teclas de funo que pode
seleccionar. Utilize as teclas de seta ESQUERDA/DIREITA para
percorrer cada pgina com o cursor. O indicador de pgina na barra de
estado mostrar a orientao da pgina. A pgina escurecida refere-se
pgina em que se encontra no momento. Cada tecla possui uma
pgina de referncia para informao adicional.
Indicador de pgina Pgina 1 de
teclas de fun-
o
Funes de teclas de funo Smbolo
da tecla de
funo
AJUDA Abre um ecr de instrues de
ajuda, (Pgina 22).
FERRAMENTA Abre a Tabela de Ferramentas,
(Pgina 39 para Fresagem,
Pgina 74 para Torneamento).
VALOR REAL/
DISTNCIA A
PERCORRER
Faz a comutao do visor entre
os modos de funcionamento,
Valor Real/Distncia a Percorrer,
(Pgina 21).
DEFINIR/REPO
R A ZEROS
Alterna entre as funes Definir
e Repor a Zeros. Utilizada com
teclas de eixo individuais,
(Pgina 35).
Pgina 2 de
teclas de fun-
o
Funes de teclas de funo Smbolo da
tecla de
funo
PONTO DE
REFERNCIA
Abre o formulrio Ponto de
Referncia para definir o ponto
de referncia para cada eixo,
(Pgina 45).
PREDEFINIR Abre o formulrio Predefinir. Este
formulrio utilizado para definir
uma posio nominal. Trata-se de
uma funo de Distncia a
Percorrer, (Pgina 53).
1/2 (apenas na
funo de
Fresagem)
Utilizada para dividir a posio
actual em dois, (Pgina 59).
FUNCIONALIDA
DES
Abre os formulrios de crculo e
padro linear, (Pgina 62). Abre
formulrios de inclinar e de
fresagem Arc, (Pgina 68).
R
X
(apenas na
funo Torno
mecnico)
Esta tecla de funo permite
alternar entre as visualizaes de
raio e de dimetro, (Pgina 80).
34 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Pgina 3 de teclas
de funo
Funes de teclas de funo Smbolo da
tecla de
funo
CONFIGUR. Abre o menu de Configurao
de Tarefa e permite o acesso
tecla de funo
CONFIGURAO DE
INSTALAO. (Pgina 27)
ACTIVAR REF Prima, quando estiver pronto,
para identificar uma marca de
referncia. (Pgina 26)
CALC Abre as funes de
Calculadora. (Pgina 36)
POLEGADA/MM Permite alternar entre as
unidades de polegadas e
milmetros. (Pgina 28)
ND 780 35
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Funes detalhadas das teclas de funo de
funcionamento geral
Esta seco apresenta em detalhe as funes das teclas de funo,
que so as mesmas quer o ND 780 esteja configurado para a aplicao
de fresagem ou para a aplicao de torneamento.
Tecla de funo Definir e Repor a zeros
A tecla de funo DEFINIR/REPOR A ZEROS determina o efeito de
premir uma tecla de eixo. Esta tecla de alternncia, permitindo
comutar a funcionalidade entre Definir e Repor a Zeros. O estado
actual indicado na barra de estado.
Quando o estado Definir e o ND 780 est no modo Valor Real, a
abertura do formulrio Ponto de referncia para o eixo seleccionado
faz-se atravs da seleco da tecla de eixo. Se o ND 780 estiver no
modo Distncia a Percorrer, abre-se um formulrio de Predefinir.
Quando o estado Repor a zeros e o ND 780 est no modo Valor Real,
a definio do ponto de referncia para o eixo a colocar a zero na
posio actual faz-se atravs da seleco da tecla de eixo. Se estiver
no modo Distncia a Percorrer, o valor actual dessa distncia definida
para zero.
Indicador de Definir/Repor a
zeros
Se ND 780 estiver em modo Valor Actual e o estado de
DEFINIR/REPOR A ZEROS for zero, ao premir qualquer
tecla de eixo o ponto de referncia actual ser reposto a
zero na localizao actual desse eixo.
36 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Tecla de funo Calc
A calculadora do ND 780 tem capacidade para tratar inmeros tipos de
clculo, desde simples aritmtica a trigonometria complexa e clculos
de RPM.
Prima a tecla de funo CALC para aceder s teclas de funo
PADRO/TRIG e RPM. A tecla de funo CALC tambm est
disponvel em formulrios de entrada, em que podem ser necessrios
clculos de pr-formao enquanto os dados esto a ser introduzidos.
As funes trigonomtricas contm todos os operadores
trigonomtricos bem como o quadrado e a raz quadrada. Sempre que
calcular o seno, o co-seno ou a tangente de um ngulo, introduza
primeiro o ngulo e, em seguida, prima a tecla de funo adequada.
Quando for necessrio introduzir mais de um clculo num
campo numrico, a calculadora efectuar as multiplicaes
e divises antes das adies e substraces. Para
introduzir, por exemplo, 3 + 1 8, o ND 780 dividir o um
pelo oito e, em seguida, adicionar o trs, para obter um
resultado de 3,125.
Os valores angulares utilizam a seleco de formato de
ngulo actual de graus decimais ou radianos.
ND 780 37
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0 Calculadora de RPM
A calculadora de RPM utilizada para determinar as RPM (ou
velocidade de corte de superfcie) com base num dimetro de
ferramenta especificada (pea, para aplicaes de torneamento). Os
valores indicados nesta Figura so apenas exemplificativos. Consulte
o manual do fabricante da ferramenta para verificar os intervalos de
velocidade do veio por ferramenta.
U Prima CALC.
U Prima a tecla de funo RPM para abrir o formulrio da Calculadora
de RPM.
U A calculadora de RPM exige um dimetro de ferramenta. Utilize as
teclas de hardware numricas para introduzir o valor do dimetro. O
valor do dimetro ser predefinido para o dimetro da ferramenta
actual. Se no existir um valor anterior introduzido neste ciclo de
potncia, o valor predefinido ser 0.
U Se for necessrio um valor de velocidade de superfcie, introduza-o
utilizando as teclas numricas de hardware. Quando introduzido
um valor de velocidade de superfcie, ser calculado o valor de RMP
associado.
No campo Velocidade de Superfcie, existe uma tecla de funo
disponvel para abrir a ajuda online. A tabela poder ser consultada
para obter um intervalo recomendado de velocidades de superfcie
para o material a ser maquinado.
U Prima a tecla de funo UNIDADES para apresentar as unidades em
polegadas ou milmetros.
U O formulrio Calculadora de RPM fecha-se premindo a tecla C e
guardando os dados actuais.
38 I Instrues de funcionamento
I
-
2
O
p
e
r
a
e
s
g
e
r
a
i
s
d
o
N
D
7
8
0
Tecla de hardware Calculadora de Estreitamento
(Apenas aplicaes de torneamento)
Pode calcular estreitamentos inserindo dimenses a partir de uma
impresso, ou tocando numa pea de trabalho estreitada com uma
ferramenta ou indicador.
Utilize a calculadora de estreitamento para calcular o ngulo de
estreitamento.
Valores de entrada:
Para a razo de estreitamento, o clculo necessita:
Alterar para o raio de estreitamento
Comprimento do estreitamento
Para calcular o estreitamento utilizando os dimetros (D1, D2) e o
comprimento, necessrio:
Dimetro inicial
Dimetro fim
Comprimento do estreitamento
Prima a tecla de funo CALC.
Poder notar que a seleco da tecla de funo foi
alterada e inclui agora as funes de calculadora de
estreitamento.
Para calcular o estreitamento utilizando dois
dimetros e distncia entre eles, prima a tecla de
funo ESTREITAM: D1/D2/L
Primeiro ponto estreitamento, Dimetro 1, introduza
um ponto usando o teclado numrico e prima ENTER
ou toque na ferramenta num ponto e prima NOTA.
Repita esta aco para o campo de Dimetro 2.
Ao utilizar a tecla NOTA, o ngulo de estreitamento
calculado automaticamente.
Ao introduzir a informao numrica, introduza dados
no campo Comprimento e prima ENTER. O ngulo de
estreitamento surgir no campo ngulo.
Para calcular os ngulos utilizando a razo da
alterao do dimetro para comprimento, prima a
tecla de funo ESTREITAMENTO: RAZO
Utilizando as teclas numricas, introduza dados nos
campos Entrada 1 e Entrada 2. Prima ENTER aps
cada seleco.
A razo e o ngulo calculados surgiro nos
respectivos campos.
COMPRIMENTO D1/D2
RAZO ESTREITAMENTO
ND 780 39
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
I - 3 Operaes especficas de
fresagem
Perspectiva detalhada das funes de teclas de
funo
Esta seco trata de operaes e funes de tecla de funo
especficas de aplicaes de fresagem.
Tecla de funo Ferramenta
Esta tecla de funo abre a Tabela de Ferramentas e permite o acesso
ao Formulrio de Ferramentas para introduzir dos parmetros da
ferramenta. O ND 780 pode guardar at 16 ferramentas na tabela de
ferramentas.
Tabela de ferramentas
A tabela de ferramentas do ND 780 oferece um modo conveniente
para armazenar uma ferramenta e suas especificaes, como
dimetro, comprimento, unidade de medida (pol./mm), tipo de
ferramenta, direco de rotao e velocidade RPM.
As teclas de funo seguintes esto tambm disponveis no
formulrio da Tabela de Ferramenta ou no formulrio individual de
Dados da Ferramenta:
Funo Tecla de funo
Esta tecla permite ao operador seleccionar qual
o eixo influenciado por todos os afastamentos
de comprimento da ferramenta. Os valores do
dimetro da ferramenta sero utilizados em
seguida para o afastamento dos dois eixos
restantes.
Premir para aceder a ficheiros de ajuda
disponveis.
Premir para introduzir automaticamente o
comprimento do afastamento da ferramenta.
Disponvel apenas no campo Comprimento da
ferramenta.
Desta forma, o formulrio Tipos de Ferramentas
ser aberto para seleco. Disponvel apenas no
campo Tipo.
40 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Importar/Exportar
A informao sobre a Tabela de Ferramentas pode ser importada ou
exportada atravs da porta srie.
U As teclas de funo IMPORTAR e EXPORTAR tambm esto
disponveis no ecr da Tabela de Ferramentas.
U Prima IMPORTAR para transferir a Tabela de Ferramentas a partir de
um PC.
U Prima EXPORTAR para enviar a Tabela de Ferramentas para um PC.
U Para sair, prima a tecla C.
ND 780 41
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Funcionalidade de Compensao de Raio da Ferramenta
O ND 780 possui uma funcionalidade de compensao de raio da
ferramenta. Desta forma, possvel introduzir as dimenses da pea
de trabalho directamente a partir do desenho. A distncia a percorrer
visualizada , ento, automaticamente estendida (R+) ou encurtada
(R) pelo valor do raio da ferramenta. Para mais informaes Ver "Tecla
de funo Predefinir" na pgina 80.
Sinal para a diferena de comprimento L
Se a ferramenta for mais comprida do que a ferramenta de
referncia: L > 0 (+)
Se a ferramenta for mais curta do que a ferramenta de referncia:
L < 0 ()
O afastamento do comprimento pode se introduzido como um valor
conhecido ou pode ser determinado pelo ND 780 automaticamente.
Ver o seguinte exemplo de utilizao da Tabela de Ferramentas para
obter mais informaes relativas tecla de funo INDICAR
COMPRIMENTO.
O comprimento da ferramenta a diferena em
comprimento L entre a ferramenta e a ferramenta de
referncia. A ferramenta de referncia possui a indicao
T1.
42 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Introduzir dados da ferramenta
U Escolha a tecla de funo FERRAMENTA .
U Coloque o cursor na ferramenta pretendida e prima ENTER. Surgir
o formulrio Descrio da Ferramenta.
U Introduzir o dimetro da ferramenta.
U Introduza o comprimento da ferramenta ou prima INDICAR
COMPRIMENTO.
U Introduza as unidades de ferramenta (polegada/mm).
U Introduza o tipo de ferramenta.
U No so necessrios dados de fuso, a no ser que tenha sido
instalado o Controlo de Velocidade do Fuso. Caso esteja instalado,
consulte o Manual do utilizador IOB 49.
U Premir C para regressar tabela de ferramentas. Prima C para sair.
Utilizao da tabela de ferramentas
Exemplo: Introduo do comprimento e dimetro da ferramenta na
tabela de ferramentas.
Dimetro da ferramenta 2,00
Comprimento da ferramenta: 20.000
Unidade da ferramenta: mm
Tipo ferramenta: fresa de topo plano
O ND 780 tambm pode determinar o comprimento de um
afastamento. Ver - MTODO ALTERNATIVO -.
S necessria informao do Controlo de velocidade do
veio quando a caixa IOB 49 estiver instalada. Consultar o
Manual do Utilizador IOB 49, caso tenha sido instalado.
ND 780 43
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Prima a tecla de funo FERRAMENTA.
O cursor ir, por predefinio, para o formulrio
Tabela de ferramentas.
Colocar o cursor na ferramenta que deseja definir ou
introduza o nmero da ferramenta. Premir ENTER.
Introduzir dimetro da ferramenta, por exemplo (2).
Prima a tecla de seta PARA BAIXO.
Introduzir comprimento da ferramenta, por exemplo
(20).
Prima a tecla de seta PARA BAIXO.
O ND 780 tambm pode determinar um afastamento.
Este mtodo envolve o toque da ponta de cada
ferramenta numa superfcie de referncia comum.
Isto permite ao ND 780 determinar a diferena entre
o comprimento de cada ferramenta.
Deslocar a ferramenta at que a respectiva ponta
toque a superfcie de referncia.
Prima a tecla de funo INDICAR COMPRIMENTO. O
ND 780 ir calcular um afastamento relativamente a
esta superfcie.
Repita este procedimento para cada ferramenta,
utilizando a mesma superfcie de referncia.
TABELA FERRAMENTAS
DIMETRO FERRAMENTA
COMPRIMENTO FERRAMENTA
- MTODO ALTERNATIVO -
44 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Introduza a unidade da ferramenta (polegada/mm) e
coloque o cursor no campo Tipo de Ferramenta.
Prima a tecla de funo TIPOS DE FERRAMENTA.
Seleccione a partir de uma lista de ferramentas e
prima ENTER
Apenas os conjuntos de ferramentas que utilizam a mesma
superfcie de referncia podem ser alterados sem a
necessidade de repor o ponto de referncia a zero.
Se a tabela de ferramentas contm j ferramentas para as
quais foi determinado o comprimento, a superfcie de
referncia deve ser determinada, em primeiro lugar,
utilizando um desses comprimento. Caso contrrio, no
ser possvel comutar entre as ferramentas novas e as j
existentes sem o restabelecimento do ponto de referncia.
Antes de adicionar as novas ferramentas, seleccione uma
na tabela de ferramentas. Faa a ferramenta tocar numa
superfcie de referncia e defina o ponto de referncia
para 0.
UNIDADE FERRAMENTA
TIPO FERRAMENTA
ND 780 45
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Chamar a Tabela de Ferramentas
Antes de iniciar a maquinao, seleccione a ferramenta utilizada na
tabela de ferramentas. O ND 780 ter em conta os dados guardados
da ferramenta quando trabalhar com compensao da ferramenta.
Chamar a ferramenta
Prima a tecla de funo FERRAMENTA.
Utilize as teclas de seta PARA CIMA/PARA BAIXO
para deslocar o cursor atravs da seleco de
ferramentas (1-16). Destacar a ferramenta
pretendida.
Verifique se foi chamada a ferramenta correcta e
prima a tecla C para sair.
Tecla de funo Ponto de referncia
As definies do ponto de referncia definem as relaes entre as
posies do eixo e os valores de visualizao.
A forma mais fcil de determinar os pontos de referncia utilizando
as funes de sondagem do ND 780 - independentemente de a
sondagem da pea de trabalho ter sido feita com um indicador de
aresta ou com uma ferramenta.
claro que poder tambm determinar pontos de referncia da forma
convencional, por toque nas arestas da pea de trabalho, uma aps
outra, com uma ferramenta e introduzindo manualmente as posies
da ferramenta como pontos de referncia (ver exemplos no
seguimento desta pgina).
A tabela de pontos de referncia pode receber um mximo de 10
pontos. Na maioria dos casos, isto evitar o clculo do percurso do
eixo quando se trabalhar com desenhos de peas de trabalho
complicados que contenham vrios pontos de referncia.
NMERO DA FERRAMENTA
46 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Exemplo: Definir um ponto de referncia de uma pea de trabalho
sem utilizar a funo de sondagem.
Dimetro da ferramenta D = 3 mm
Sequncia de eixos neste exemplo: X - Y - Z
Preparao: Defina a ferramenta activa como sendo a ferramenta a
utilizar para determinar o ponto de referncia.
Prima a tecla de funo PONTO DE REFERNCIA.
O cursor estar no campo Nmero do Ponto de
Referncia.
Introduza o nmero do ponto de referncia e prima
a tecla de seta PARA BAIXO para ir para o campo
Eixo X.
Toque na pea de trabalho na aresta 1.
Introduza a posio do centro da ferramenta
(X = - 1,5 mm) e
prima a tecla de seta PARA BAIXO para avanar para
o eixo Y.
Toque na pea de trabalho na aresta 2.
Introduza a posio do centro da ferramenta
(Y = - 1,5 mm), depois
prima a tecla de seta PARA BAIXO.
Toque na superfcie da pea de trabalho.
Introduza a posio da ponta da ferramenta
(Z = 0 mm) para a coordenada Z do ponto de
referncia. Premir ENTER.
DEFINIO DE PONTO DE REFERNCIA X
DEFINIO DO PONTO DE REFERNCIA Y
DEFINIO DE PONTO DE REFERNCIA Z = + 0
ND 780 47
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Funes de sondagem para definio do ponto de referncia
O ND 780 suporta um indicador de aresta KT 130 HEIDENHAIN
electrnico 3D ligado atravs de X10.
O ND 780 suporta ainda um indicador de aresta do tipo com ligao
terra, ligado atravs de uma ficha Phono de 3,5 mm na parte posterior
da unidade. Ambos os tipos de indicador de aresta tm um
funcionamento idntico.
Esto disponveis as seguintes funes da tecla de funo de
sondagem:
Aresta da pea de trabalho como ponto de referncia: ARESTA
Linha central entre duas arestas da pea de trabalho: LINHA
CENTRAL.
Centro de um orifcio ou cilindro: CENTRO DO CRCULO
Em todas as funes de sondagem, o ND 780 tem em conta o
dimetro do ponteiro inserido.
Para cancelar a funo de sondagem enquanto est activa, premir a
tecla C.
Definio do ponto de referncia com o indicador de aresta
Durante as funes de sondagem, a visualizao fica
esttica quando surge a localizao da aresta, a linha central
ou o centro do crculo.
Para efectuar a sondagem devem ser inseridas, em
primeiro lugar, as caractersticas dimensionais da sonda na
Configurao de Tarefas (ver Parmetros de configurao
de tarefas na pgina 28). As caractersticas da sonda so
retidas aps uma quebra no fornecimento de energia.
48 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Exemplo: Sonde as arestas da pea de trabalho e determine o canto
como sendo um ponto de referncia.
Eixo do ponto de referncia: X = 0 mm
Y = 0 mm
As coordenadas do ponto de referncia podem ser determinadas
atravs da sondagem das arestas ou superfcies e captura destas
como pontos de referncia.
Premir PONTO DE REFERNCIA.
Seleccione um novo ponto de referncia ou prima a
tecla de seta PARA BAIXO para ir para o campo do
Eixo X.
Prima a tecla de funo SONDA.
Premir a tecla de funo ARESTA.
Desloque o indicador de aresta na direco da pea
de trabalho at os LED do indicador se acenderem.
Retire o indicador de aresta da pea de trabalho.
0 apresentado como valor predefinido para a
coordenada. Introduza a coordenada pretendida para
a aresta da pea de trabalho, neste exemplo X = 0
mm e
prima a tecla de seta PARA BAIXO.
Premir a tecla de funo ARESTA.
Desloque o indicador de aresta na direco da pea
de trabalho at os LED do indicador se acenderem.
Retire o indicador de aresta da pea de trabalho.
SONDA NO EIXO X
INTRODUZA UM VALOR PARA X = 0
SONDA NO EIXO Y
ND 780 49
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
0 apresentado como valor predefinido para a
coordenada. Introduza a coordenada pretendida para
a aresta da pea de trabalho, neste exemplo Y = 0
mm e
determine a coordenada como sendo um ponto de
referncia para a pea de trabalho.
Premir ENTER.
Exemplo: Determine a linha central entre duas arestas da pea de
trabalho como sendo ponto de refercia
A posio da linha central M determinada por sondagem das arestas
1 e 2.
A linha central paralela ao eixo Y.
Coordenada pretendida da linha central: X =0 mm
Premir PONTO DE REFERNCIA.
Prima a tecla de seta PARA BAIXO.
Prima SONDA.
Prima LINHA CENTRAL.
Desloque o indicador de aresta na direco da aresta
1 da pea de trabalho at os LED do indicador se
acenderem.
Desloque o indicador de aresta na direco da aresta
2 da pea de trabalho at os LED do indicador se
acenderem. A distncia entre as arestas visualizada
na caixa de mensagens.
Retire o indicador de aresta da pea de trabalho.
INTRODUZA UM VALOR PARA Y = 0
O espaamento entre as arestas visualizado na caixa de
mensagens quando se utiliza a funcionalidade da linha
central da sonda.
SONDE A PRIMEIRA ARESTA EM X
SONDE A SEGUNDA ARESTA EM X
50 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Introduza a coordenada (X = 0 mm) e transfira-a como
ponto de referncia para a linha central e prima
ENTER.
Exemplo: Sonde o centro de um orifcio com um indicador de aresta
e determine o ponto de referncia, 50 mm a partir do centro do crculo.
Coordenada X do centro do crculo: X = 50 mm
Coordenada Y do centro do crculo: Y = 0 mm
Premir PONTO DE REFERNCIA.
Prima a tecla de seta PARA BAIXO.
Prima SONDA.
Prima CENTRO DO CRCULO.
Desloque o indicador de aresta na direco do
primeiro ponto 1 na circunferncia at que os LED do
indicador se acendam.
Sonde dois pontos adicionais na circunferncia
utilizando o mesmo procedimento. No ecr so
apresentadas instrues adicionais. Ver Caixa de
Instrues para o dimetro medido.
Introduza a primeira coordenada (X = 50 mm) e
Prima a tecla de seta PARA BAIXO.
Aceite a entrada predefinida Y = 0 mm. Prima ENTER.
INTRODUZA UM VALOR PARA X
INTRODUZA O PONTO CENTRAL X X = 50
INTRODUZA O PONTO CENTRAL Y Y = 0
ND 780 51
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Sondagem com uma ferramenta
Mesmo utilizando uma ferramenta ou um indicador de aresta no
elctrico para definir um ponto de referncia, possvel utilizar
tambm as funes de sondagem do ND 780.
Preparao: Defina a ferramenta activa como sendo a ferramenta a
utilizar para determinar o ponto de referncia.
Exemplo: Sonde a aresta da pea de trabalho e defina essa aresta
como ponto de referncia
Eixo do ponto de referncia: X = 0 mm
Dimetro da ferramenta D = 3 mm
Premir PONTO DE REFERNCIA.
Prima a tecla de seta PARA BAIXO at o campo Eixo
X ficar destacado.
Premir a tecla de funo SONDA.
Premir a tecla de funo ARESTA.
52 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Tocar na aresta da pea de trabalho.
Guarde a posio da aresta premindo a tecla de
funo NOTA. Na ausncia de um indicador de aresta
com retorno, a tecla de funo NOTA til para
determinar os dados da ferramenta atravs do toque
na pea de trabalho. Para evitar perder o valor da
posio quando a feramenta retirada, prima a tecla
de funo NOTA para guardar o valor enquanto existe
ainda contacto com a aresta da pea de trabalho. A
localizao da aresta tocada ter em conta o dimetro
da ferramenta a ser utilizada (T:1, 2...) e a mais
recente direco de movimentao da ferramenta
antes de premir a tecla de funo NOTA.
Retire a ferramenta da pea de trabalho.
Introduza uma coordenada da aresta
e
prima ENTER.
SONDA EM X
INTRODUZA UM VALOR PARA X
ND 780 53
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Tecla de funo Predefinir
A funo Predefinir permite ao operador indicar a posio nominal
(alvo) da prxima deslocao. Uma vez introduzida a informao sobre
a nova posio nominal, o visor passar a mostrar o modo Distncia a
Percorrer e ainda a distncia existente entre a posio do momento e
a posio nominal. Para o operador chegar posio nominal
necessria, bastar deslocar a tabela at que a indicao seja zero A
informao da localizao da posio nominal pode ser introduzida
como deslocao absoluta a partir do ponto de referncia actual zero
ou como deslocao incremental (I) a partir da posio actual.
A predefinio permite tambm ao operador indicar qual o lado da
ferramenta que ir efectuar a maquinao na posio nominal. A tecla
de funo R+/- do formulrio PREDEFINIR define o afastamento
existente durante a deslocao. R+ indica que a linha central da
ferramenta actual est numa direco mais positiva do que a aresta da
ferramenta. R- indica que a linha central est numa direco mais
negativa do que a aresta da ferramenta actual. Ao utilizar os
afastamentos R+/- faz-se o ajuste automtico do valor da distncia a
percorrer para ter em conta o dimetro da ferramenta.
Predefinio da distncia absoluta
Exemplo: a Fresagem de um rebordo por translao para mostrar o
valor zero utilizando a posio absoluta.
As coordenadas so inseridas como dimenses absolutas; o ponto de
referncia o zero da pea de trabalho.
Canto 1: X = 0 mm / Y = 20 mm
Canto 2: X = 30 mm / Y = 20 mm
Canto 3: X = 30 mm / Y = 50 mm
Canto 4: X = 60 mm / Y = 50 mm
Se desejar relembrar a ltima predefinio introduzida para
um determinado eixo, prima a tecla de funo PREDEFINIR
e, em seguida, a tecla do eixo.
54 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Preparao:
U Seleccione a ferramenta juntamente com os dados da ferramenta
adequados.
U Posicione previamente a ferramenta numa localizao adequada
(como X = Y = -20 mm).
U Desloque a ferramenta para a profundidade de fresagem.
Prima a tecla de funo PREDEFINIR.
Premir a tecla do eixo Y
Premir a tecla de funo DEFINIR/REPOR A ZERO
para ficar no modo Definir.
Premir a tecla do eixo Y.
Introduza o valor da posio nominal para o ponto 1 de
canto: Y = 20 mm e
seleccione a compensao do raio da ferramenta, R
+, com a tecla de funo R+/-. Prima at que surja R+
junto do formulrio do eixo.
Premir ENTER.
Fazer a translao do eixo Y at que o valor indicado
seja zero. O quadrado do auxiliar de posicionamento
grfico est agora centrado entre as duas marcas
triangulares.
Prima a tecla de funo PREDEFINIR.
Prima a tecla do eixo X
Premir a tecla de funo DEFINIR/REPOR A ZERO
para ficar no modo Definir.
Premir a tecla do eixo X.
- MTODO ALTERNATIVO -
VALOR DA POSIO NOMINAL
- MTODO ALTERNATIVO -
ND 780 55
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Introduza o valor da posio nominal para o ponto 2 de
canto: X = +30 mm e
seleccione a compensao do raio da ferramenta,
R , com a tecla de funo R+/-. Prima duas vezes at
que surja R- junto do formulrio do eixo.
Premir ENTER.
Fazer a translao do eixo X at que o valor indicado
seja zero. O quadrado do auxiliar de posicionamento
grfico est agora centrado entre as duas marcas
triangulares.
Prima a tecla de funo PREDEFINIR.
Premir a tecla do eixo Y
Premir a tecla de funo DEFINIR/REPOR A ZERO
para ficar no modo Definir.
Premir a tecla do eixo Y.
VALOR DA POSIO NOMINAL
- MTODO ALTERNATIVO -
56 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Introduza o valor da posio nominal para o ponto 3 de
canto: Y = +50 mm,
seleccione a compensao do raio da ferramenta,
R +, com a tecla de funo R+/- e prima at que surja
R+ junto do formulrio do eixo.
Premir ENTER.
Fazer a translao do eixo Y at que o valor indicado
seja zero. O quadrado do auxiliar de posicionamento
grfico est agora centrado entre as duas marcas
triangulares.
Prima a tecla de funo PREDEFINIR.
Prima a tecla do eixo X
Premir a tecla de funo DEFINIR/REPOR A ZERO
para ficar no modo Definir.
Premir a tecla do eixo X.
Introduza o valor da posio nominal para o ponto 4 de
canto: X = +60 mm e
seleccione a compensao do raio da ferramenta,
R +, e prima ENTER.
Fazer a translao do eixo X at que o valor indicado
seja zero. O quadrado do auxiliar de posicionamento
grfico est agora centrado entre as duas marcas
triangulares.
VALOR DA POSIO NOMINAL
- MTODO ALTERNATIVO -
VALOR DA POSIO NOMINAL
ND 780 57
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Predefinio da distncia incremental
Exemplo: a perfurao por translao para a visualizao do valor zero
com posicionamento incremental.
Introduzir as coordenadas em dimenses incrementais. Estas so
indicadas nas seguintes (e no ecr) com um I a preced-las. O ponto
de referncia o zero da pea de trabalho.
Orifcio 1 em: X = 20 mm / Y = 20 mm
Distncia do orifcio 2 ao orifcio 1: Xl = 30 mm / YI = 30 mm
Profundidade do orifcio: Z = -12 mm
Modo de funcionamento: DISTNCIA A PERCORRER
Prima a tecla de funo PREDEFINIR.
Premir a tecla do eixo X.
Premir a tecla de funo DEFINIR/REPOR A ZERO
para ficar no modo Definir.
Premir a tecla do eixo X.
Introduzir valor da posio nominal para o orifcio 1:
X = 20 mm e certificar-se de que no existe nenhuma
compensao de rdio da ferramenta activa.
Prima a tecla de seta PARA BAIXO.
Introduzir valor da posio nominal para o orifcio 1:
Y = 20 mm. Certificar-se de que no existe nenhuma
compensao de rdio da ferramenta visvel.
Prima a tecla de seta PARA BAIXO.
Introduza o valor da posio nominal para a
profundidade do orifcio:
Z = -12 mm. Prima ENTER.
Perfurar orifcio 1: Faa a translao do eixo X, Y e Z
at que o valor indicado seja zero. O quadrado do
auxiliar de posicionamento grfico est agora
centrado entre as duas marcas triangulares.
Faa recuar a mquina de perfurao.
VALOR DA POSIO NOMINAL
- MTODO ALTERNATIVO -
VALOR DA POSIO NOMINAL
VALOR DA POSIO NOMINAL
58 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Prima a tecla de funo PREDEFINIR.
Prima a tecla do eixo X
Premir a tecla de funo DEFINIR/REPOR A ZERO
para ficar no modo Definir.
Premir a tecla do eixo X.
Introduza o valor da posio nominal para o ponto 2:
X = 30 mm,
marque a entrada como dimenso incremental, prima
a tecla de funo I.
Premir ENTER.
Premir a tecla do eixo Y.
Introduza o valor da posio nominal para o ponto 2:
Y = 30 mm,
marque a entrada como dimenso incremental, prima
a tecla de funo I.
Prima ENTER.
Faa a translao do eixo X e Y at que o valor
indicado seja zero. O quadrado do auxiliar de
posicionamento grfico est agora centrado entre as
duas marcas triangulares.
Prima a tecla de funo PREDEFINIR.
Premir a tecla do eixo Z.
VALOR DA POSIO NOMINAL
- MTODO ALTERNATIVO -
VALOR DA POSIO NOMINAL
ND 780 59
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Prima ENTER (utiliza a ltima predefinio
introduzida).
Perfurar orifcio 2: Faa a translao do eixo Z at que
o valor indicado seja zero. O quadrado do auxiliar de
posicionamento grfico est agora centrado entre as
duas marcas triangulares. Faa recuar a mquina de
perfurao.
Tecla de funo 1/2
A tecla de funo 1/2 utilizada para encontrar a metade (ou ponto
central) do percurso entre duas localizaes ao longo de um eixo
seleccionado de uma pea de trabalho. Este procedimento pode ser
efectuado no modo Valor Real ou Distncia a Percorrer.
Exemplo: Encontrar o ponto central ao longo de um eixo
seleccionado.
Eixo do ponto de referncia: X = 100 mm
Ponto central: 50 mm
Deslocar a ferramenta para o primeiro ponto.
A tecla de funo REPOR A ZEROS/DEFINIR deve ser
definida para Zero.
Seleccione a tecla do eixo X e
desloque-se para o segundo ponto.
Prima a tecla de funo 1/2 e, em seguida, prima a
tecla do eixo X e desloque-se at alcanar o zero. Esta
a localizao do ponto central.
VALOR DA POSIO NOMINAL
Esta funcionalidade ir alterar as localizaes do ponto de
referncia quando se estiver no modo Valor Real.
DESLOCAR PARA 1 PONTO
EIXO ZERO E DESLOQUE-SE PARA O 2 PONTO
PRIMA 1/2 E DESLOQUE-SE PARA ZERO
60 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Funcionalidades (Fresagem)
Ao premir a tecla de funo FUNCIONALIDADES ter acesso ao
Padro do Crculo, Padro Linear, Inclinar fresagem e funcionalidades
de Fresagem Arc.
O ND 780 fornece um padro definido pelo utilizador para cada uma
destas funcionalidades. Podem ser obtidos e executados a partir do
DRO em qualquer altura durante a operao.
As seguintes teclas de funo esto disponveis na tabela de funo
inclinar fresagem.
As funcionalidades Padro circular e Padro Linear disponibilizam uma
forma para calcular e maquinar vrios padres de orifcios. As funes
Inclinar e Fresagem arc disponibilizam uma forma de maquinar uma
superfcie diagonal lisa (inclinar fresagem) ou uma superfcie redonda
(fresagem arco) usando uma mquina manual.
Funo Tecla de funo
Premir para aceder ao formulrio de entrada de
Padro Circular.
Premir para aceder ao formulrio de entrada de
Padro Linear.
Premir para aceder ao formulrio de entrada de
Inclinar Fresagem.
Premir para aceder ao formulrio de entrada de
Fresagem Arc.
Os padres definidos Circular, Linear, de Inclinar e de Arco
so registados quando o fornecimento de energia for
desligado.
ND 780 61
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Padres Circular e Linear (Fresagem)
Esta seco descreve as funes do padro de orifcio para Padres
Circulares e Lineares.
No modo Distncia a Percorrer, utilize as teclas de funo para
seleccionar a funo de padro de orifcio pretendida e introduzir os
dados necessrios. Estes dados podem ser, geralmente, retirados do
desenho da pea de trabalho (por exemplo, profundidade do orifcio,
nmero de orifcios, etc.).
O ND 780 calcula as posies de todos os orifcios e visualiza
graficamente o padro do orifcio no ecr.
Para criar ou executar um padro existente, prima a tecla de funo
FUNCIONALIDADES. Prima o padro de orifcio desejado. Introduza
novos dados ou utilize os dados existentes, pressionando a tecla de
hardware ENTER.
Teclas de funo disponveis no formulrio de entrada de dados:
Teclas de funo do programa:
As seguintes teclas de funo esto disponveis durante a execuo
de um programa.
Funo Tecla de funo
Prima para seleccionar o estilo de padro de
orifcio.
Prima para ir para o orifcio anterior.
Premir para usar a posio de ferramenta actual.
Prima para utilizar a funcionalidade de
calculadora no formulrio.
Premir para consultar informaes adicionais
sobre a funo inclinar fresagem.
Funo Tecla de funo
Prima para ir para o orifcio anterior.
Prima para avanar manualmente para o orifcio
seguinte.
Prima para terminar a perfurao.
Prima para alternar entre os ecrs DRO
Incremental, DRO Absoluto e Contorno.
62 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Tecla de funo Padro Circular
Informao necessria:
Tipo de padro (total ou segmentado)
Orifcios (nmero de)
Centro (centro do padro circular no plano do padro)
Raio (define o raio do padro circular)
ngulo inicial (ngulo do primeiro orifcio no padro). O ngulo inicial
est entre o eixo de referncia de ngulo zero e o primeiro orifcio.
ngulo de passo (opcional: aplica-se apenas se criar um segmento
circular.) O ngulo de passo o ngulo entre orifcios.
Um ngulo de passo negativo permite que um segmento seja
transladado na direco dos ponteiros de relgio.
Profundidade (a profundidade alvo para perfurao no eixo da
ferramenta)
O ND 780 calcula as coordenadas dos orifcios para os quais se
desloca em seguida apenas por translao para mostrar o valor zero.
Exemplo: Introduzir os dados e executar um padro circular.
Orifcios (n de): 4
Coordenadas do centro: X = 10 mm/ Y = 15 mm
Raio circular do perno: 5 mm
ngulo de incio: (ngulo entre eixo X e primeiro orifcio): 25
Profundidade do orifcio: Z = -5 mm
ND 780 63
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
1 etapa: Introduzir dados
Premir a tecla de funoFUNCIONALIDADES.
Prima a tecla de funo PADRO CIRCULAR.
Introduzir o tipo de padro circular (total). Coloque o
cursor no campo seguinte.
Introduza o nmero de orifcios (4).
Introduza as coordenadas X e Y do centro do crculo
(X = 10), (Y = 15). Coloque o cursor no campo
seguinte.
Introduza o raio do padro circular (5).
Introduza o ngulo inicial (25C).
Introduza o ngulo de passo (90) (isto s poder ser
alterado se entrar num "segmento").
TIPOS DE PADRO
ORIFCIOS
CENTRO DO CRCULO
RAIO
NGULO INICIAL
NGULO DO PASSO
64 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Introduzir a profundidade quando necessrio. A
profundidade do orifcio opcional e pode ser deixada
em branco. Se no for necessrio,
prima ENTER.
Ao premir a tecla de funo VER poder alternar entre
as trs vistas do padro (o grfico, DTG e o valor real).
2 passo: Perfurao
Desloque-se para o orifcio:
Faa a translao dos eixos X e Y at que o valor
indicado seja zero.
Perfurar:
Faa a translao para que surja o valor zero no eixo
da ferramenta.
Aps a perfurao, retirar a mquina de perfurao no
eixo da ferramenta.
Prima a tecla de funo ORIFCIO SEGUINTE.
Continuar a perfurao dos restantes orifcios
utilizando o mesmo procedimento.
Quando o padro estiver terminado, prima a tecla de
funo CONCLUIR.
PROFUNDIDADE
ND 780 65
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Padro linear
Informao necessria:
Tipo de padro linear (fila ou estrutura)
Primeiro orifcio (1 orifcio do padro)
Orifcios por fila (nmero de orifcios em cada fila do padro)
Espaamento de orifcios (o espaamento ou afastamento entre
cada orifcio da fila)
ngulo (o ngulo ou rotao do padro)
Profundidade (a profundidade alvo para perfurao no eixo da
ferramenta)
Nmero de filas (nmero de filas do padro)
Espaamento de filas (o espaamento entre cada fila do padro)
Exemplo: Introduzir os dados e executar um padro linear.
Tipo de padro: Fila
Primeira coordenada X do orifcio: X = 20 mm
Primeira coordenada Y do orifcio: Y = 15 mm
Nmero de orifcios por fila: 4
Espaamento de orifcios: 10 mm
ngulo de inclinao: 18
Profundidade do orifcio: -2
Nmero de filas:3
Espaamento de fila: 12 mm
Um padro linear pode ser reflectido introduzindo um
espaamento negativo e pode ser rodado definindo um
ngulo de 180.
66 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
1 etapa: Introduzir dados
Premir a tecla de funoFUNCIONALIDADES.
Prima a tecla de funo PADRO LINEAR.
Introduzir o tipo de padro (Fila). Coloque o cursor no
campo seguinte.
Introduza as coordenadas X e Y (X = 20), (Y = 15).
Coloque o cursor no campo seguinte.
Introduza o nmero de orifcios por fila (4). Coloque o
cursor no campo seguinte.
Introduza o espaamento de orifcios (10).
Introduza o ngulo de inclinao (18).
TIPO DE PADRO
PRIMEIRO ORIFCIO X E Y
ORIFCIO POR FILA
ESPAAM. ORIFCIO
NGULO
ND 780 67
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Introduzir a profundidade quando necessrio (-2). A
profundidade do orifcio opcional e pode ser deixada
em branco.
Introduza o nmero de filas (3).
Introduza o espaamento entre filas,
prima ENTER.
Prima a tecla de funo VER para ver o grfico.
2 passo: Perfurao
Desloque-se para o orifcio:
Perfurar:
Faa a translao para que surja o valor zero no eixo
da ferramenta.
Aps a perfurao, retire a mquina de perfurao no
eixo da ferramenta.
Prima a tecla de funo ORIFCIO SEGUINTE.
Continuar a perfurao dos restantes orifcios
utilizando o mesmo procedimento.
Quando o padro estiver terminado, prima a tecla de
funo CONCLUIR.
PROFUNDIDADE
NMERO DE FILAS
ESPAAMENTO FILA
68 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Inclinar e Arc (Fresagem)
Esta seco descreve as funcionalidades de Inclinar Fresagem e Arc
Fresagem. Estas funes disponibilizam uma forma de maquinar uma
superfcie diagonal lisa (inclinar fresagem) ou uma superfcie redonda
(fresagem arco) usando uma mquina manual.
Para aceder tabela de Inclinar fresagem ou Fresagem arc, premir a
tecla de funo FUNCIONALIDADE, de seguida premir a tecla de
funo INCLINAR FRESAGEM, ou FRESAGEM ARC para a abrir o
formulrio de entrada de fresagem correspondente.
Para criar ou executar um padro existente, prima a tecla de funo
FUNCIONALIDADES. Prima a tecla de funo de padro Inclinar ou
Arc desejada. Introduza novos dados ou utilize os dados existentes,
pressionando a tecla de hardware ENTER.
Teclas de funo disponveis no formulrio de entrada de dados:
Teclas de funo do programa:
As seguintes teclas de funo esto disponveis durante a execuo
de um programa.
Funo Tecla de funo
Prima para seleccionar plano de fresagem.
Prima para utilizar a funcionalidade de
calculadora no formulrio.
Premir para consultar informaes adicionais
sobre a funo inclinar fresagem.
Premir para usar a posio de ferramenta actual.
Funo Tecla de funo
Premir para seleccionar o DRO incremental,
vista de contorno da funo, ou DRO completo
Premir para regressar etapa anterior.
Premir para avanar para a etapa seguinte.
Premir para finalizar a execuo da operao de
fresagem.
ND 780 69
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Tecla de funo Inclinar Fresagem
Informao necessria:
Plano: o eixo da ferramenta ir executar um percurso.
Ponto inicial: incio da linha.
Ponto final: fim da linha.
Passo: (opcional) distncia que a ferramenta ir perocrrer entre
cada corte.
O trajecto de corte definido numa direco positiva ou negativa,
pelo modo como os pontos inicial e final so definidos.
1 etapa: Introduzir dados
Premir a tecla de funo INCLINAR FRESAGEM para
abrir o formulrio e introduzir dados.
Premir a tecla de funo PLANO repetidamente at
que o plano correcto seja mostrado juntamente com
um grfico do plano.
Introduzir as coordenadas do ponto inicial ou premir
NOTA para definir a coordenada para a posio actual.
Introduzir as coordenadas do ponto final ou premir
NOTA para definir a coordenada para a posio actual.
Introduza a dimenso de passo (opcional). esta a
profundidade de corte para cada passo ao longo
da linha.
SELECO DE PLANO
PONTO INICIAL
PONTO FIM
PASSO
70 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Premir a tecla de hardware ENTER para executar a
operao de fresagem da superfcie.
Premir a tecla de hardware C para abandonar a
funcionalidade, guardando-a para utilizao futura.
Premir a tecla de hardware ENTER. O visor altera-se
para o modo ver DRO, apresentando a distncia
incremental a partir do ponto inicial.
Mover para o ponto inicial e fazer o primeiro corte de
passo ou um primeiro passo pela superfcie.
Premir a tecla de funo PASSO SEGUINTE para
continuar com o passo seguinte ao longo
do contorno.
A visualizao incremental indica a distncia do passo
seguinte ao longo da linha.
Premir a tecla de hardware C para abandonar a
funcionalidade, guardando-a para utilizao futura.
Tecla de funo de Fresagem Arc
Informao necessria:
Plano: o eixo da ferramenta ir executar um percurso.
Ponto central: localizao do ponto central do arco
Ponto inicial: incio do arco.
Ponto final: fim do arco.
Passo: (opcional) distncia que a ferramenta ir percorrer entre
cada passagem.
INTRODUZIR PADRO (opes)
EXECUTAR O PADRO
O tamanho do passo (corte) facultativo. Se o valor for
zero, o operador decide durante o funcionamento quanto
dever deslocar-se entre cada passo.
Os formulrios de padro e suas entradas so registados
quando o fornecimento de energia for desligado.
Apenas os arcos com mais de 180 podem ser definidos. O
trajecto de corte definido pelo modo como os pontos
inicial e final so definidos.
ND 780 71
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
1 etapa: Introduzir dados
Premir a tecla de funo INCLINAR ARCO para abrir o
formulrio e introduzir dados.
Premir a tecla de funo PLANO repetidamente at
que o plano correcto seja mostrado juntamente com
um grfico do plano.
Introduzir as coordenadas do ponto central ou premir
NOTA para definir a coordenada para a posio actual.
Introduzir as coordenadas do ponto inicial ou premir
NOTA para definir a coordenada para a posio actual.
Introduzir as coordenadas do ponto final ou premir
NOTA para definir a coordenada para a posio actual.
Introduza a dimenso de passo (opcional). esta a
profundidade de corte para cada passo ao longo
da linha.
SELECO DE PLANO
PONTO CENTRAL
PONTO INICIAL
PONTO FIM
PASSO
72 I Instrues de funcionamento
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
Premir a tecla de hardware ENTER para executar a
operao de fresagem da superfcie.
Premir a tecla de hardware C para abandonar a
funcionalidade, guardando-a para utilizao futura.
Premir a tecla de hardware ENTER. O visor altera-se
para o modo ver DRO, apresentando a distncia
incremental a partir do ponto inicial.
Mover para o ponto inicial e fazer o primeiro corte de
passo ou uma primeira passagem pela superfcie.
Premir a tecla de funo PASSO SEGUINTE para
continuar com o passo seguinte ao longo
do contorno.
A visualizao incremental indica a distncia do passo
seguinte ao longo do contorno do arco.
Premir a tecla de hardware C para abandonar a
funcionalidade, guardando-a para utilizao futura.
INTRODUZIR PADRO (opes)
EXECUTAR A FUNCIONALIDADE DE PADRO
O tamanho do passo (corte) facultativo. Se o valor for
zero, o operador decide durante o funcionamento quanto
dever deslocar-se entre cada passo.
Os formulrios de Fresagem de arco e suas entradas so
registadas quando a alimentao for desligada.
ND 780 73
I
-
3
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
f
r
e
s
a
g
e
m
U Para seguir o contorno, mova os dois eixos em pequenos passos,
mantendo as posies X, e Y o mais prximo de zero (0.0) possvel.
Quando no tiver sido especificado nenhum tamanho de passo, o
visor incremental indica sempre a distncia do ponto mais
prximo no arco.
U Premir a tecla de funo VISUALIZAR para alternar entre as trs
visualizaes disponveis (incremental DRO, contorno e
DRO completo).
A vista de contorno indica a posio da ferramenta relativa
superfcie de fresagem. Quando o retculo que representa a
ferramenta estiver na linha que representa a superfcie, a
ferramenta estar em posio. O retculo da ferramenta
permanece fixo ao centro do grfico. medida em que a tabela
movida, a linha de superfcie move-se.
U Premir CONCLUIR para sair a operao de fresagem.
A compensao do raio da ferramenta aplicada com base
no raio da ferramenta actual. Se a seleco do plano
envolver o eixo da ferramenta, a ponta da ferramenta
assume como tendo um topo esfrico.
A direco de afastamento da ferramenta (R+ ou R-) aplica-
se com base na posio da ferramenta. O operador deve
abordar a superfcie de contorno a partir da direco
adequada para que a compensao da ferramenta seja
correcta.
74 I Instrues de funcionamento
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
I - 4 Operaes especficas de
torneamento
Perspectiva detalhada das funes de teclas de
funo
Esta seco trata de operaes e funes de tecla de funo
especficas apenas de aplicaes de torneamento. As funes de
teclas de funo iguais, quer o ND 780 esteja configurado para
aplicaes de fresagem ou de torneamento, so descritas a partir de
Pgina 35.
cones de visualizao especficos do torneamento
Tecla de funo Ferramenta
O ND 780 pode guardar afastamentos dimensionais para um mximo
de 16 ferramentas. Quando se altera uma pea de trabalho e se
determina um novo ponto de referncia, todas as ferramentas so
automaticamente referenciadas a partir do novo ponto de referncia.
Antes de utilizar uma ferramenta, necessrio introduzir o respectivo
afastamento (a posio do corte). Os afastamentos das ferramentas
podem ser definidos atravs das funes FERRAMENTA/DEFINIR ou
NOTA/DEFINIR.
Se mediu as ferramentas com um instrumento de predefinio da
ferramenta, os afastamentos podem ser introduzidos directamente.
Para aceder ao menu Tabela de Ferramentas:
Prima a tecla de funo FERRAMENTA.
O cursor ir, por predefinio, para o campo Tabela de
ferramentas.
Escolha a ferramenta que pretende definir. Premir
ENTER.
Funo cone de
visualizao
utilizado para indicar que o valor apresentado
um valor de dimetro. Nenhum cone visvel
indica que o valor apresentado um valor de
raio.
TABELA FERRAMENTAS
ND 780 75
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Importar/Exportar
A informao sobre a Tabela de Ferramentas pode ser importada ou
exportada atravs da porta srie.
U As teclas de funo IMPORTAR e EXPORTAR tambm esto
disponveis no ecr da Tabela de Ferramentas.
U Prima IMPORTAR para transferir a Tabela de Ferramentas a partir de
um PC.
U Prima EXPORTAR para enviar a Tabela de Ferramentas para um PC.
U Para sair, prima a tecla C.
Utilizao da tabela de ferramentas
Exemplo: Introduzir os afastamentos na tabela de ferramentas
FERRAMENTA/DEFINIR (Definir afastamentos de ferramenta)
A operao de Ferramenta/Definir pode ser usada para definir o
afastamento de uma ferramenta utilizando uma ferramenta, quando o
dimetro da pea de trabalho conhecido.
Toque no dimetro conhecido no eixo X.
Prima a tecla de funo FERRAMENTA. Escolha a
ferramenta pretendida.
Premir a tecla ENTER.
Seleccionar a tecla do eixo (X).
Introduza a posio da ponta da ferramenta, por
exemplo, X= 20 mm.
Se introduzir um valor de dimetro, assegure-se de
que o ND 780 est no modo de visualizao do
dimetro ().
Tocar na superfcie da pea de trabalho com a
ferramenta.
Coloque o cursor no eixo Z.
Defina a visualizao de posio para a ponta da
ferramenta para zero, Z=0. Prima ENTER.
76 I Instrues de funcionamento
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Funo NOTA/DEFINIR (Definir afastamentos de ferramenta)
A funo Nota/Definir pode ser utilizada para definir o afastamento de
uma ferramenta quando a mesma est sob carga e o dimetro da pea
de trabalho no conhecido.
A funo Nota/Definir til na determinao dos dados da ferramenta
e por toque na pea de trabalho. Para evitar que se perca o valor da
posio quando a ferramenta retirada para medir a pea de trabalho,
esse valor pode ser guardado premindo NOTA.
Para utilizar a funo Nota/Definir:
Prima a tecla de funo FERRAMENTA. Seleccione a
ferramenta pretendida e prima a tecla ENTER.
Seleccione a tecla do eixo X.
Virar um dimetro no eixo X.
Prima a tecla de funo NOTA enquanto a ferramenta
ainda est a cortar.
Retirar da posio actual.
Desligar o fuso e medir o dimetro da pea de
trabalho.
Introduza o dimetro ou raio medido, por exemplo, 15
mm e prima ENTER.
Se introduzir um valor de dimetro, assegure-se de
que o ND 780 est no modo de visualizao do
dimetro ().
ND 780 77
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Tecla de funo Ponto de Referncia
Ver "Tecla de funo Ponto de referncia" na pgina 45 para obter
informaes bsicas. As definies do ponto de referncia definem as
relaes entre as posies do eixo e os valores de visualizao. Para a
maioria das operaes de torno mecnico existe apenas um ponto de
referncia do eixo X, o centro da placa de torno; no entanto, poder ser
til definir outros pontos de referncia para o eixo Z. A tabela pode
receber um mximo de 10 pontos de referncia. A forma mais fcil de
definir pontos de referncia atravs do toque na pea de trabalho
num dimetro ou local conhecido e, em seguida, introduzir essa
dimenso como o valor que deveria estar a ser mostrado
Exemplo: Definir o ponto de referncia de uma pea de trabalho
Sequncia de eixos neste exemplo: X - Y - Z
Preparao:
Chamar os dados da ferramenta, seleccionando a ferramenta que est
a utilizar para tocar na pea de trabalho.
Prima a tecla de funo PONTO DE REFERNCIA.
O cursor estar no campo Nmero ponto de ref.
Introduza o nmero do ponto de referncia e prima
a tecla de seta PARA BAIXO para ir para o campo
Eixo X.
78 I Instrues de funcionamento
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Toque na pea de trabalho no ponto 1.
Introduza o dimetro da pea de trabalho nesse
ponto.
Se introduzir um valor de dimetro, assegure-se de
que o ND 780 est no modo de visualizao do
dimetro ().
Prima a tecla de seta PARA BAIXO para avanar para
o eixo Z.
Toque na superfcie da pea de trabalho no ponto 2.
Introduza a posio da ponta da ferramenta
(Z = 0 mm) para a coordenada Z do ponto de
referncia.
Premir ENTER.
DEFINIO DE PONTO DE REFERNCIA X
DEFINIO DO PONTO DE REFERNCIA PARA Z
ND 780 79
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Definir o ponto de referncia utilizando a funo NOTA/DEFINIR
A funo NOTA/DEFINIR til para definir um ponto de referncia
quando uma ferramenta est sob carga e o dimetro da pea de
trabalho no conhecido.
Para utilizar a funo NOTA/DEFINIR:
Prima a tecla de funo PONTO DE REFERNCIA.
O cursor estar no campo Nmero ponto de ref.
Introduza o nmero do ponto de referncia e prima
a tecla de seta PARA BAIXO para ir para o campo
Eixo X.
Virar um dimetro no eixo X.
Prima a tecla de funo NOTA enquanto a ferramenta
ainda est a cortar.
Retirar da posio actual.
Desligar o fuso e medir o dimetro da pea de
trabalho.
Introduza o dimetro medido, por exemplo, 15 mm e
prima ENTER.
Se introduzir um valor de dimetro, assegure-se de
que o ND 780 est no modo de visualizao do
dimetro ().
80 I Instrues de funcionamento
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Tecla de funo Predefinir
A funcionalidade da tecla de funo PREDEFINIR foi anteriormente
explicada neste manual (Ver "Tecla de funo Predefinir" na pgina 53).
A explicao e exemplos constantes dessas pginas baseiam-se
numa aplicao de fresagem. Os elementos fundamentais dessas
explicaes so os mesmos para as aplicaes de torneamento
exceptuando os afastamentos do dimetro da ferramenta (R+/-) e as
entradas de raio versus dimetro.
Os afastamentos do dimetro da ferramenta no possuem quaisquer
aplicaes nas ferramentas de torneamento, pelo que esta
funcionalidade no est disponvel durante as predefinies de
torneamento.
Durante o torneamento, os valores de entrada podem ser de raio ou
dimetro. importante assegurar-se de que as unidades inseridas
para predefinio esto de acordo com o estado utilizado pelo visor no
momento. Um valor de dimetro mostrado com o smbolo . O
estado de visualizao pode ser alterado utilizando a tecla de funo
RX (ver abaixo).
Tecla de funo RX (Raio/Dimetro)
Os desenhos de peas de torno mecnico possuem, geralmente,
valores de dimetro. O ND 780 poder mostrar-lhe o raio ou o
dimetro. Quando o dimetro mostrado, o smbolo de dimetro ()
surge junto ao valor da posio.
Exemplo: Visualizao do raio, posio 1 X = 20 mm
Visualizao do dimetro, posio 1 X = 40 mm
Prima a tecla de funo RX para comutar entre a
visualizao do raio e a visualizao do dimetro.
ND 780 81
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o Ciclo de Rosca
A funcionalidade do Ciclo de Rosca permite que os dados sejam
introduzidos facilmente no ND 780 e aumenta as funcionalidades de
corte de rosca num torno mecnico.
Acesso aos formulrios de configurao do Ciclo de Rosca atravs da
tecla de funo INSTALAR CONFIGURAO. Seleccione a
Configurao do Codificador e seleccione a funcionalidade Ciclo de
Rosca.
Esta seco descreve os formulrios de entrada de Ciclo de Rosca e
capacidades. O ND 780 disponibiliza um padro definido pelo utilizador
que pode ser obtido e executado a partir do DRO em qualquer altura
durante a operao.
A tecla de funo VER fornece a localizao real da ferramenta
durante a maquinao.
Funes de teclas de software
As teclas de software seguintes esto disponveis para a
funicionalidade de Ciclo de Rosca.
A funcionalidade de Ciclo de Rosca exige a instalao de
um codificador rotativo no parafuso de avano de corte de
rosca do torno mecnico. O DRO exige que este
codificador seja configurado no terceiro eixo.
O padro de Ciclo de Rosca definido registado quando o
fornecimento de energia desligado.
Funo Tecla de funo
Premir a tecla CICLO DE FIBRA para aceder aos
formulrios ou iniciar a funcionalidade ciclo de
fibra configurada anteriormente.
A tecla EIXO DE ROSCA usada para
seleccionar o eixo para o parafuso de avano.
Premir a tecla de funo ROSCAS POR
POLEGADA para seleccionar as roscas em
Ingls no formulrio de configurao do Ciclo de
Rosca.
Premir a tecla de funo PASSO EM MM para
seleccionar roscas Mtricas no formulrio de
configurao do ciclo de Rosca.
Premir a tecla de funo PROFUNDIDADE para
seleccionar a profundidade de corte da rosca no
formulrio de configurao do ciclo de Rosca.
Premir a tecla de funo NMERO para
seleccionar o nmero de roscas em vez de corte
profundo no formulrio de configurao do Ciclo
de Rosca.
82 I Instrues de funcionamento
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Funo Tecla de funo
Premir a tecla de funo PRIMEIRO PASSO para
iniciar a funo de Ciclo de Rosca.
Premir a tecla de funo PASSO SEGUINTE para
continuar o corte seguinte das funcionalidades
de ciclo de rosca.
Premir a tecla de funo PASSO INICIAL para
iniciar o corte seguinte das funcionalidades de
ciclo de rosca.
Premir a tecla de funo PASSO ANTERIOR
caso se cancele um corte durante um ciclo de
rosca e precisar de ser iniciado novamente.
Premir a tecla de funo PASSO DE
FINALIZAO quando a funcionalidade tiver
sido configurada no formulrio de ciclo de rosca
para um corte final.
Premir a tecla de funo FIM para sair da funo
ciclo de rosca.
Premir a tecla de funo VER para visualizar a
localizao actual da ferramenta durante a
operao da funcionalidade do ciclo de rosca.
ND 780 83
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Formulrio de ciclo de rosca:
Pode aceder-se ao formulrio de ciclo de rosca premindo a tecla de
funo CICLO DE ROSCA do ecr principal (na pgina 2).
Ponto inicial: incio do corte de rosca.
Ponto final: fim do corte de rosca.
Passagens: Introduzir o nmero de passos de corte.
Concluso: Introduzir a profundidade passo final.
Roscas por polegada ou Passo em MM: para Roscas em Ingls,
introduzir o nmero de roscas por polegada. Para Roscas mtricas,
introduzir o passo em milmetros.
84 I Instrues de funcionamento
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
1 etapa: Introduzir dados
Localizar a ferramenta no ponto inicial do corte para
cada eixo e repor a zero o visor do DRO para os eixos
X e Z.
Esta localizao o OD para o eixo X para uma fibra
exterior ou o ID para uma rosca interior na pea. A
localizao para o eixo Z est no incio do corte.
Premir a tecla de funo CICLO DE ROSCA para abrir
o formulrio e introduzir dados.
Os eixos estaro no mesmo modo para o qual o eixo
relativo configurado; raio ou dimetro.
X: Introduzir as coordenadas para o ponto inicial,
como foi definido anteriormente (0,0).
Geralmente, 0,0 a posio inicial normal.
Premir a tecla de setaPARA BAIXO.
Zo: Introduzir as coordenadas para o ponto inicial,
como foi definido anteriormente (0,0).
Geralmente, 0,0 a posio inicial normal.
Premir a tecla de setaPARA BAIXO.
X: Introduzir o dimetro final da rosca de corte.
este o OD pequeno para roscas externas e o ID
grande para roscas internas.
Premir a tecla de setaPARA BAIXO.
Zo: Introduzir o ponto final da fibra (comprimento da
fibra).
Premir a tecla de setaPARA BAIXO.
PONTO INICIAL
PONTO FIM
ND 780 85
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
sero visualizados o NMERO ou a
PROFUNDIDADE. Alternar a tecla de funo para
preferncia do utilizador.
NMERO: Introduzir o nmero de passos normais,
ou
PROFUNDIDADE: Introduzir a dimenso de
profundidade para um passo normal.
FINALIZAR PASSO: (opcional) Introduzir a dimenso
de profundidade para o passo final ou deixar em
branco.
O passo final um acrscimo aos passos normais e
est includo na profundidade total de corte.
Premir a tecla de setaPARA BAIXO.
Seleccionar POLEGADA ou MM alternando a tecla de
funo.
Introduzir o nmero de Roscas por polegada ou passo
em MM.
Os parmetros de Ciclo de Roscas esto agora
introduzidos. Premir ENTER para executar o
programa.
Premir a tecla C para sair do programa e voltar ao visor
normal.
Passos
Rosca
86 I Instrues de funcionamento
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
A executar o programa de Ciclo de Rosca
As seguintes mensagens iro aparecer no ecr enquanto o programa
de ciclo de rosca estiver a ser executado.
U Mover X e Z para 0,0.
U Pronto para estabelecer alavanca da rosca.
U Remover quando X,Z = 0.
U Premir PRIMEIRO PASSO.
U Premir PASSO INICIAL.
U Premir PASSO SEGUINTE.
U Estabelecer alavanca.
U Premir PASSO FINAL.
A barra de rosca T apresenta a rotao do parafuso de avano
relativamente a uma marca estabelecida. Esta marca estabelecida
quando o Primeiro Passo executado inicialmente. Todos os passos
seguintes podem agora ser estabelecidos utilizando o indicador da
barra de fibra 1 quando localizado na marca central.
Premir a tecla de funo CICLO DE ROSCA para abrir
o formulrio.
Premir a tecla ENTER para iniciar o programa.
apresentada uma mensagem para "Mover X, Z
0
para 0,0.
Mover o eixo longitudinal para zero.
Mover o eixo de alimentao transversal para zero.
Ser apresentadda uma mensagem "Premir primeiro
passo".
1
ND 780 87
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Primeiro passo
Premir a tecla de funo PRIMEIRO PASSO.
No mova o carro manualmente.
Verifique o indicador da mquina e estabelea a
alavanca para o primeiro passo no nmero adequado
(par ou mpar).
Se ocorrer um incio falso em qualquer altura,
desengate a alavanca, recuando a alimentao
transversal ao mesmo tempo. Premir a tecla de
funo PASSO ANTERIOR para reiniciar o
procedimento.
Segure na alavanca enquanto o carro se desloca. O
DRO far a contagem regressiva.
Remover a alavanca e recuar a alimentao
transversal ao mesmo tempo quando o DRO
apresentar a indicao 0,0 e a mensagem no ecr
indicar "Retirar alavanca".
Com a alavanca removida, premir a tecla de funo
PASSO SEGUINTE.
Mover os eixos novamente para a posio inicial.
Mover Z para 0,0, em seguida mover X para 0,0.
Aparecer no ecr a mensagem "Premir passo inicial".
Quando estiver pronto, premir a tecla de funo
PASSO INICIAL. Veja o "Indicador de barra de fibra"1
e estabelea a alavanca quando esta alcanar a marca
central.
Repetir este procedimento at que todos os passos
normais estejam completos.
Se for criada uma etapa de passo, aparecer a tecla
de funo PASSO FINAL.
Premir a tecla de funo PASSO FINAL e executar os
mesmos passos anteriores.
1
Passos restantes
88 I Instrues de funcionamento
I
-
4
O
p
e
r
a
e
s
e
s
p
e
c
f
i
c
a
s
d
e
t
o
r
n
e
a
m
e
n
t
o
Informaes tcnicas
90 II Informaes tcnicas
I
I
-
1
I
n
s
t
a
l
a
o
e
l
i
g
a
o
e
l
c
t
r
i
c
a
II - 1 Instalao e ligao elctrica
Itens fornecidos
Unidade de visualizao do ND 780
Conector de alimentao
Manual do Utilizador
Acessrios
Base de inclinao
Conjunto de suporte de inclinao
Brao de montagem universal
Indicador de aresta KT 130
Pega
Estrutura de montagem
Unidade de visualizao do ND 780
Localizao de montagem
Coloque a unidade numa rea bem ventilada de forma a que esteja de
fcil acesso durante o funcionamento normal.
Instalao
So utilizados parafusos M4 para fixar o ND 780 a partir da parte
inferior. Para a localizao dos orifcios: Ver "Dimenses" na
pgina 123.
Ligao elctrica
No existem peas de assistncia tcnica no interior da
unidade. Logo, o ND 780 nunca deve ser aberto.
O comprimento do cabo de alimentao no deve exceder
os 3 metros.
Faa uma ligao terra de proteco ao terminal condutor
de proteco na parte posterior da unidade. Esta ligao
nunca deve ser interrompida.
No estabelea nem remova quaisquer ligaes enquanto
a unidade estiver a ser alimentada de corrente elctrica.
caso contrrio poder provocar danos internos.
Utilize apenas fusveis de substituio originais.
ND 780 91
I
I
-
1
I
n
s
t
a
l
a
o
e
l
i
g
a
o
e
l
c
t
r
i
c
a Requisitos elctricos
Voltagem 100 - 240 VCA
Potncia 30 VA mx.
Frequncia 50/60 Hz
Fusvel 630 mA/250 Vca, 5 mm x 20 mm, Slo-Blo (fusvel de fase e
neutro)
Proteco
Proteco (EN 60529) painel posterior IP 40
Painel frontal IP 54
Temperatura de funcionamento 0 a 45C (32 a 113F)
Temperatura de armazenamento -20 a 70C (-4 a 158F)
Peso mecnico 2,6 kg (5,8 lb.)
Ligao do conector de alimentao,
Cabos activos: L e N
Terra:
Dimetro mnimo do cabo de ligao alimentao de corrente
elctrica: 0,75 mm
2
.
Ligao terra de proteco (ligao terra)
Manuteno preventiva
No necessrio qualquer tipo de manuteno preventiva. Para
limpar, passe suavemente com um pano que no largue plo.
necessrio ligar o terminal do condutor de proteco no
painel posterior ao ponto estrela de ligao terra da
mquina. Seco transversal mnima do fio de ligao:
6 mm
2
.
92 II Informaes tcnicas
I
I
-
1
I
n
s
t
a
l
a
o
e
l
i
g
a
o
e
l
c
t
r
i
c
aLigao dos codificadores
O ND 780 pode ser utilizado com os codificadores linear e rotativo
HEIDENHAIN que fornecem uma sada sinusoidal (11A
PP
ou 1V
PP
).
As entradas de codificador existentes no painel posterior designam-se
X1, X2 e X3.
O cabo de ligao no deve exceder os 30 m (100 ps) de
comprimento.
Disposio dos pinos para entradas de codificador.
No estabelea nem remova quaisquer ligaes enquanto
a unidade estiver a ser alimentada.
Conector auxiliar D
de 15 pinos
Sinal de entrada
11App
Sinal de entrada
1 Vpp
1 5 V cima 5 V cima
2 0 V UN 0 V UN
3 I1 + A+
4 I1 - A-
5
6 I2 + B+
7 I2 - B-
8
9 Sensor 5 V
10 I0 + R+
11 Sensor OV
12 I0 - R-
13 Proteco interna
14
15
Caso Proteco externa
ND 780 93
I
I
-
1
I
n
s
t
a
l
a
o
e
l
i
g
a
o
e
l
c
t
r
i
c
a O operador pode configurar qualquer entrada do codificador para
qualquer eixo.
Pr-configurao:
Entrada do
codificador
Fresagem Torneamento
X1 X X
X2 Y Z
0
X3 Z Z
94 II Informaes tcnicas
I
I
-
1
I
n
s
t
a
l
a
o
e
l
i
g
a
o
e
l
c
t
r
i
c
aLigar Sada do indicador de aresta e Sinais de
entrada
Ligue o indicador de aresta HEIDENHAIN sub-entrada X10 D no
painel posterior.
Adapte o ND 780 para utilizao com o indicador de aresta atravs dos
seguintes parmetros de funcionamento:
Comprimento do ponteiro
Dimetro do ponteiro
Para obter a descrio dos parmetros de funcionamento.
Esquema dos pinos para o indicador de aresta e entrada da sada
de valor medido (para pinagem)
Os pinos 12 e 14 so utilizados em conjunto com a funcionalidade
Sada de Valor Medido. Quando um destes contactos ligado em
curto-circuito ao pino 8 (0V), os valores medidos conforme definido na
Configurao de Tarefa saem atravs da linha TXD da interface
RS-232. Pode ser utilizado um interruptor disponvel no mercado para
estabelecer o contacto entre o pino 12 e 8. A entrada de impulso entre
o pino 14 e o pino 8 pode ser originada com um dispositivo lgico TTL
(por exemplo, SN74LSXX).
O operador deve introduzir novas definies para o
indicador de aresta.
Pino Atribuio
1 0V (Escudo interno)
2 KTS Pronto
3 Reservado para utilizao futura
6 +5V
7 0V
8 0V
9 Reservado para utilizao futura
12 Contacto de sada de valor
13 KTS
14 Impulso de sada de valor
ND 780 95
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
o
II - 2 Configurao de Instalao
Parmetros de configurao de instalao
Pode aceder-se configurao de instalao premindo a tecla de
funo CONFIGURAO, que, por sua vez, faz surgir a tecla de funo
CONFIGURAO DE INSTALAO.
Os parmetros de Configurao de instalao so determinados
durante a instalao inicial e, provavelmente, no sero alterados com
frequncia. Por este motivo, os parmetros de configurao de
instalao so protegidos por palavra-passe.
A funo "Ciclo de Rosca" do torno mecnico exige que um
codificador rotativo seja instalado no parafuso de avano e
seja definido no terceiro eixo do DRO.
96 II Informaes tcnicas
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
oConfigurao do codificador
A opo de Configurao do Codificador utilizada para definir a
resoluo e o tipo do codificador (linear, rotativo), a direco de
contagem e o tipo de marca de referncia.
U Ao abrir a configurao de instalao, o cursor ir, por predefinio,
para o campo CONFIGURAO DO CODIFICADOR. Premir ENTER.
Surgir uma lista com trs codificadores possveis, designados
ENTRADA X1 X2 ou X3.
U Percorra at entrada do codificador a ser adicinada ou alterada e
prima ENTER.
U O campo SINAL DO CODIFICADOR ser determinado
automaticamente.
U O cursor ficar no campo TIPO DE CODIFICADOR, seleccione o tipo
de codificador premindo a tecla de funo LINEAR/ROTATIVO.
U Para codificadores lineares, desloque o cursor para o campo
PERODO DO SINAL e utilize as teclas de funo MAIS FORTE ou
MAIS FRACA para seleccionar o perdo do sinal do codificador em
m (2, 4, 10, 20, 40, 100, 200, 10.240, 12.800) ou digite o perodo
do sinal exacto pretendido. Para os codificadores rotativos,
introduza o perodo do sinal directamente. Ver "Parmetros do
codificador" na pgina 105 para valores.
U No campo MARCA DE REFERNCIA, prima a tecla de funo
MARCA REF e, em seguida, seleccione a tecla de funo NENHUM,
NICO OU CODIFICADO para o sinal de referncia.
O campo de configurao CICLO DE ROSCA tambm
aparece neste menu para introduzir informao do parafuso
de avano apenas para os tornos mecnicos.
O CICLO DE ROSCA exige que a Entrada X3 seja
configurada para o codificador rotativo do parafuso de
avano.
Seleccione NENHUM para a Entrada X3, caso esteja a ser
configurada para a funcionalidade CICLO DE ROSCA.
ND 780 97
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
o
U Para marcas de referncia codificadas, prima a tecla de funo
ESPAAMENTO para seleccionar 500, 1000, 2000 ou 5000.
U No campo DIRECO DE CONTAGEM, seleccione a direco de
contagem premindo a tecla de funo POSITIVA ou NEGATIVA. Se
a direco de contagem do codificador corresponder direco de
contagem do utilizador, seleccione a opo Positiva. Se as direces
no forem correspondentes, seleccione a opo Negativa.
U No campo MONITORIZAR ERRO, indique se deseja que o sistema
monitorize e apresente os erros de contagem e de sinal do
codificador seleccionando LIGADO ou DESLIGADO. Desta forma,
os erros de contagem sero monitorizados. Os tipos de erros de
contagem so erros de contaminao (quando o sinal destinado ao
codificador fica abaixo de um limite definido) e erros de frequncia
(quando a frequncia do sinal excede o limite definido). Quando
ocorrer uma mensagem de erro, prima a tecla C para a limpar.
Configurao Ciclo de Rosca:
Para utilizar a funcionalidade Ciclo de Rosca necessrio introduzir
informes no formulrio Ciclo de Rosca.
U Seleccione Ciclo de Rosca e prima ENTER.
U Introduza o eixo para o parafuso de avano alternando a tecla de
funo EIXO DE ROSCA ou usando o teclado numrico. Ser o
mesmo eixo do eixo do codificador rotativo X3.
U Introduza as roscas por polegada do parafuso de avano. Os dados
de entrada do Ciclo de Rosca esto agora completos. Prima ENTER
para sair do formulrio e guarde.
Configurao de visualizao
Oformulrio CONFIGURAO DE VISUALIZAO onde o operador
determina quais os eixos a visualizar e a respectiva ordem.
U Seleccione a visualizao pretendida e prima ENTER.
U Prima a tecla de funo LIGAR/DESLIGAR para ligar ou desligar o
visor. Prima a tecla de seta ESQUERDA ou DIREITA para
seleccionar a etiqueta do eixo.
U V para o campo ENTRADA. Prima a tecla numrica associada
entrada do codificador localizada na parte posterior da unidade.
Premir as teclas de funo + ou - para associar uma segunda entrada
primeira.
U V para o campo RESOLUO DE VISUALIZAO. Prima as teclas
de funo MAIS FORTE ou MAIS FRACA para seleccionar a
resoluo de visualizao.
U Quando a visualizao estiver configurada para um Codificador
Rotativo, mova a seta para baixo para o campo VISUALIZAO DE
NGULO. Premir a tecla de funo NGULO 0-360 para
seleccionar o intervalo a que o ngulo ser visualizado.
98 II Informaes tcnicas
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
oAssociao
U Prima as teclas numricas associadas entrada do codificador
localizada na parte posterior da unidade. Premir as teclas de funo
+ ou - para associar uma segunda entrada primeira. Os nmeros
de entrada so visualizados junto da etiqueta do eixo, indicando que
se trata de uma posio associada (ou seja, "2 + 3").
Associao Z
Apenas aplicaes de torneamento
A aplicao ND 780 de Torneamento fornece um mtodo rpido para
associar o Z0 e a posio do eixo Z num sistema de 3 eixos. O visor
pode ser associado em visualizaes Z ou Z0.
Activar Associao Z
Para associar Z0 e o eixo Z e ter o resultado apresentado no visor Z0,
mantenha premida a tecla Z0 aproximadamente 2 segundos. A soma
das posies Z ser apresentada no visor Z0 e o visor Z ficar em
branco.
Para associar Z0 e o eixo Z e ter o resultado apresentado no visor Z,
mantenha premida a tecla Z durante aproximadamente 2 segundos. A
soma das posies Z ser apresentada no visor e o visor Z0 ficar em
branco. A associao preservada entre os ciclos de alimentao.
Ao deslocar as entradas Z0 ou Z, ser feita a actualizao da posio Z
associada.
Quando uma posio associada, deve ser encontrada a marca de
referncia para ambos os codificadores para activar o ponto de
referncia anterior.
Desactivar Associao Z
Para desactivar a associao Z, premir a tecla de eixo do visor que
estiver em branco. As posies individuais dos visores Z0 e Z sero
restauradas.
ND 780 99
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
o Compensao de erro
A distncia percorrida por uma ferramenta de corte e medida por um
codificador, poder, em certos casos, ser diferente da distncia real
percorrida. Este erro pode ocorrer devido a erro do passo do parafuso
de cabea de bola ou desvio e inclinao dos eixos. Este erro poder
ser linear ou no linear. possvel determinar estes erros com um
sistema de medio de referncia, por exemplo o VM 101 da
HEIDENHAIN ou com blocos calibradores. Atravs da anlise do erro
possvel determinar qual a forma de compensao necessria, erro
linear ou no linear.
O ND 780 permite compensar estes erros, podendo cada eixo ser
programado independentemente com a compensao adequada.
Compensao de erro linear
A compensao de erro linear pode ser aplicada no caso de os
resultados da comparao efectuada com um padro de referncia
mostrarem um desvio linear ao longo de todo o comprimento medido.
Nesse caso, o erro pode ser compensado atravs do clculo de um
nico factor de correco.
Para calcular a compensao de erro linear utilize a seguinte frmula:
Factor de correco LEC = ((S M) / M) x 10
6
ppm com:
Exemplo:
Se o comprimento do padro utilizado for 500 mm e o
comprimento medido ao longo do eixo X- for 499,95, ento a CEL
para o eixo X- 100 partes por milho (ppm).
LEC = ((500 499.95) / 499.95) x 10
6
ppm = 100 ppm (arredondado
ao nmero do orifcio mais prximo).
U Uma vez determinada, a informao de erro do codificador
introduzida directamente. Prima a tecla de funo TIPO para
seleccionar a compensao LINEAR.
U Introduza o factor de compensao em partes por milho (ppm) e
prima a tecla ENTER.
A compensao de erros s estar disponvel quando se
utilizam codificadores lineares.
S comprimento medido com padro de referncia
M comprimento medido com dispositivo no eixo
100 II Informaes tcnicas
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
o
Compensao de erro no linear
A compensao de erro no linear deve ser aplicada se os resultados
da comparao efectuada com um padro de referncia mostrarem
um desvio alternado ou oscilante. Os valores de correco
necessrios so calculados e introduzidos numa tabela. O ND 780
suporta at 200 pontos por eixo. O valor do erro entre dois pontos de
correco adjacentes introduzidos calculado por interpolao linear.
Procedimento de configurao para Erro No Linear
O codificador tem uma direco de contagem inerente. Isto poder
no reflectir a direco de contagem definida do utilizador e pedida
apenas para determinar a compensao do erro no linear.
Para estabelecer a direco de contagem inerente para qualquer
codificador instalado num determinado eixo, complete o seguinte:
U Abra o formulrio de Configurao do Codificador e seleccione o
codificador no eixo a ser tratado.
U Desloque a seta para baixo para seleccionar a direco de
contagem.
U Utilize a tecla de funo POSITIVA/NEGATIVA e seleccione Positiva.
Prima ENTER.
U Utilize a tecla C para regressar visualizao principal
U Mova o eixo no qual o codificador est montado e repare na direco
de movimento necessria para a direco positiva.
A direco de contagem inerente do codificador est agora
estabelecida.
A compensao de erro no linear est disponvel apenas
em escalas com marcas de referncia. Se tiver sido
definida uma compensao de erro no linear, s ser
aplicada uma compensao de erro quando as marcas de
referncia tiverem sido ultrapassadas.
A compensao de erro no linear deve ter valores
acrescentados, utilizando a direco positiva inerente dos
codificadores como da verso de software 1.1.3.
Os codificadores de marca de referncia nica tm de
atravessar a mesma marca de referncia sempre que o
DRO estiver ligado.
ND 780 101
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
o
Iniciar uma tabela de compensao de erro no linear
U Estabelecer o ponto inicial para a tabela de compensao,
posicionando o eixo maior distncia possvel na direco negativa.
U Abra o menu de Configurao de Instalao e seleccione
Compensao de Erro, prima ENTER. Seleccione No Linear
premindo a tecla de funo TIPO.
U Inicie uma nova tabela de compensao de erro premindo a tecla de
funo EDITAR TABELA.
U Desloque a seta para baixo e seleccione PONTO INICIAL, prima
ENTER.
U Com o PONTO INICIAL seleccionado no formulrio de
Compensao de Erro, prima INDICAR POSIO, depois prima
ENTER.
U Prima a tecla de SETA PARA CIMA e seleccione ESPAAMENTO,
prima ENTER. Introduza a distncia entre cada um dos pontos de
correco, prima ENTER. Todos os pontos de correco (at 200)
possuem espaamentos idnticos a partir do ponto inicial apenas na
direco de contagem positiva.
U Introduza o erro conhecido existente para cada ponto. Premir
ENTER.
U Quando terminar este procedimento, prima a tecla C para guardar e
sair da tabela, volte ao formulrio COMPENSAO DE ERRO.
Continue a premir C para voltar visualizao principal.
Leitura do grfico
A tabela de compensao de erro pode ser visualizada nos formatos
de tabela ou grfico. Prima a tecla de funo VER para alternar entre
as vistas. O grfico mostra a representao de um erro de traduo
versus um valor medido. O grfico possui uma escala fixa. medida
que o cursor se desloca pelo formulrio, a localizao do ponto sobre
o grfico indicada por uma linha vertical.
Escolha um espaamento que abranja a poro ou toda a
extenso do codificador qual a compensao de erro deve
ser aplicada.
A direco de contagem inerente permanece sempre na
mesma, independentemente do modo como a direco de
contagem est configurada para o codificador no formulrio
de Configurao de instalao. A tabela de Compensao
de Erro reflecte sempre a direco de contagem inerente.
102 II Informaes tcnicas
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
o
Visualizao da tabela de compensao
U Prima a tecla de funo EDITAR TABELA.
U Para alternar entre as vistas de tabela e grfico, prima a tecla de
funo VER.
U Prima as teclas de seta PARA CIMA ou PARA BAIXO ou as teclas
numricas para mover o cursor dentro da tabela.
Os dados contidos na tabela de compensao de erro podem ser
guardados num PC ou carregados a partir de um PC atravs da porta
srie.
Exportao da tabela de compensao actual
U Prima a tecla de funo EDITAR TABELA.
U Prima a tecla de funo IMPORTAR/EXPORTAR.
U Prima a tecla de funo EXPORTAR TABELA.
Importao de uma nova tabela de compensao
U Prima a tecla de funo EDITAR TABELA.
U Prima a tecla de funo IMPORTAR/EXPORTAR.
U Prima a tecla de funo IMPORTAR TABELA.
Compensao da reaco de retorno
Ao utilizar um codificador rotativo com um parafuso de avano, uma
alterao na direco da tabela poder causar um erro na posio
mostrada devido a folgas existentes no conjunto de parafuso de
avano. Esta folga denominada reaco de retorno. Este erro pode
ser compensado atravs da introduo da quantidade de reaco de
retorno do parafuso de avano na funcionalidade Compensao da
Reaco de Retorno.
Se o codificador rotativo estiver a exceder o valor da tabela (o valor
indicado superior posio verdadeira da tabela), trata-se de uma
reaco de retorno positiva, sendo o valor introduzido o valor positivo
da quantidade de erro.
No existe qualquer compensao de reaco de retorno com
valor 0,000.
ND 780 103
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
o Definies do contador
O formulrio DEFINIES DO CONTADOR o parmetro em que o
operador define a aplicao do utilizador para a leitura. As escolhas
possveis so as aplicaes de fresagem ou de torneamento.
Surge uma tecla de funo PREDEFINIO DE FBRICA na escolha
de opes DEFINIES DO CONTADOR. Ao serem premidos, os
parmetros de configurao (para fresagem ou torneamento) sero
repostos nas predefinies de fbrica. Ser pedido ao operador que
prima SIM para repor as predefinies de fbrica ou NO para cancelar
e regressar ao ecr do menu anterior.
O campo NMERO DE EIXOS define o nmero de eixos necessrios.
Surgir uma tecla de funo 2/3 para que seja possvel escolher entre
2 ou 3 eixos.
104 II Informaes tcnicas
I
I
-
2
C
o
n
f
i
g
u
r
a
o
d
e
I
n
s
t
a
l
a
oDiagnstico
O formulrio DIAGNSTICO permite testar o teclado, os indicadores
de aresta e os codificadores.
Teste do teclado
Quando um interruptor premido e libertado, apresentada uma
indicao numa imagem do teclado.
U Premir cada uma das teclas de funo e de hardware para as testar.
Para indicar que uma tecla est a funcionar correctamente, surgir
um ponto sobre a mesma aps ter sido premida.
U Prima a tecla C duas vezes para sair do teste do teclado.
Teste do indicador de aresta
U Para testar o indicador de aresta de ligao terra, toque com o
mesmo numa pea, ir aparecer um asterisco (*) acima do smbolo
do indicador de aresta da esquerda. Para testar o indicador de aresta
electrnico, toque com o mesmo numa pea, ir aparecer um
asterisco (*) acima do smbolo do indicador de aresta da direita.
Dependendo do tipo de indicador de aresta usado, haver
comandos em cada cone em que se visualizar o *. O (*)
apresentado no painel de visualizao indica que o indicador de
aresta est a comunicar com a leitura.
Teste do visor
U Para testar o visor, prima a tecla enter para definir o visor para preto
slido, branco slido e de novo em normal.
Representao de sinal do codificador
Este parmetro permite ao operador representar o sinal de cada
codificador.
U Seleccione qual o codificador a ser observado.
U Coloque o cursor na entrada pretendida e prima ENTER.
U medida que o codificador se desloca, poder ver os sinais dos
canais A e B.
ND 780 105
I
I
-
3
P
a
r
m
e
t
r
o
s
d
o
c
o
d
i
f
i
c
a
d
o
r
II - 3 Parmetros do codificador
As tabelas seguintes representam uma lista parcial de codificadores.
Estas tabelas descrevem todos os parmetros de funcionamento que
devem ser definidos nos codificadores. A maioria das entradas
encontram-se nas instrues de funcionamento do codificador.
Exemplo de definies para os codificadores lineares
HEIDENHAIN com sinais de 11-A
PP
Exemplo de definies para os codificadores lineares
HEIDENHAIN com sinais de 1-V
PP
Codificador Perodo do sinal Marcas de referncia
CT
MT xx01
2 nico
LS 303/303C
LS 603/603C
20 nico/
1000
LS 106/106C
LS406/406C
20 nico/
1000
LB 302/302C 40 nico/2000
LM 501 10 240 nico
Codificador Perodo do sinal Marcas de referncia
LIP 382 0.128
MT xx81
LIP 481A/481R
2 nico
LIP 481X 2 nico
LF 183/183C
LF 481/481C
LIF 181/181C
LIP 581/581C
4 nico/5000
LS 186/186C 20 nico/1000
LB 382/382C
LIDA 18x/18xC
40 nico/
2000
VM 182 4
LIDA 10x/10xC 100 nico/1000
LIM 581 10 240 nico
106 II Informaes tcnicas
I
I
-
3
P
a
r
m
e
t
r
o
s
d
o
c
o
d
i
f
i
c
a
d
o
r
Exemplo de definies para os codificadores rotativos
HEIDENHAIN
Codificador Contagem de
linha
Marcas de
referncia
ROD 250, RON 255 9 000/18 000 1
ROD 250C, RON 255C 9 000 500
ROD 250C, ROD 255C
ROD 700C, RON 705C
RON 706C
18 000 1 000
ROD 700C, ROD 800C 36 000 1 000
ND 780 107
I
I
-
4
I
n
t
e
r
f
a
c
e
d
e
d
a
d
o
s
II - 4 Interface de dados
A interface de dados do ND 780 inclui a porta srie RS-232 (X31). A
porta srie suporta comunicaes de dados bi-direccionais, o que
permite que os dados sejam exportados ou importados de um
dispositivo externo e que sejam efectuadas operaes externas
atravs da interface de dados.
Os dados que podem ser exportados do ND 780 para um dispositivo
srie externo incluem:
Parmetros de configurao de tarefas e de instalao
Tabelas de compensao de erro no linear
Sada de valor medido (valores visualizados ou funes de
sondagem)
Os dados que podem ser importados para o ND 780 a partir de um
dispositivo externo incluem:
Comandos de chave remotos de um dispositivo externo
Parmetros de configurao de tarefas e de instalao
Tabelas de compensao de erro no linear
Este captulo contm informao sobre configurao de interface de
dados:
Esquema de pinos da interface de dados
Nvel de sinal
Ligao do cabo de conexo e conectores
Formatao de dados
108 II Informaes tcnicas
I
I
-
4
I
n
t
e
r
f
a
c
e
d
e
d
a
d
o
sPorta srie (X31)
A porta srie da RS-232-C/V.24 est localizada no painel posterior.
Podem ser ligados a esta porta os seguintes dispositivos:
Impressora com interface srie de dados
Computador pessoal com interface de srie de dados
Pode ligar-se uma impressora ou um computador porta srie. Os
programas de peas e os ficheiros de configurao podem ser
enviados para uma impressora ou um computador. Os comandos
remotos, cdigos de tecla remotos, programas de peas e ficheiros de
configurao podem ser recebidos de um computador.
Para efectuar operaes que suportam a transferncia de dados,
estar disponvel uma tecla de funo IMPORTAR/EXPORTAR.
U O Campo BAUD pode ser definido em 300, 600, 1 200, 2 400, 9 600,
19 200 38 400, 57 600, ou 115 200 usando as teclas de funo MAIS
BAIXA e MAIS ALTA.
U A paridade pode ser definida para NENHUMA, PAR ou MPAR
utilizando as teclas de funo fornecidas.
U Os bits de dados no campo FORMATAR podem ser definidos para
7 ou 8 utilizando as teclas de funo fornecidas.
U O campo BITS DE PARAGEM pode ser definido para 1 ou 2
utilizando as teclas de funo.
U O campo ALIMENTAO DE LINHA pode ser definido para SIM se
o dispositivo externo necessitar de uma alimentao de linha a
seguir a um retorno do carro.
U A cauda de sada o nmero de retornos do carro enviado no final
da transmisso de sada do valor medido. A cauda de sada ,
inicialmente, 0 podendo ser definida para um valor inteiro positivo
(0 - 9) utilizando as teclas de hardware numricas.
O ecr visualizado consiste nas predefinies.
As definies da porta srie sero retidas num ciclo de potncia. No
existe qualquer parmetro para activar ou desactivar a porta srie. Os
dados s sero enviados para a porta srie se o dispositivo externo
estiver pronto. Consulte a seco Interface de Dados para obter
informaes sobre a ligao do cabo e as atribuies de pinos.
Para exportar dados para uma impressora de porta srie, prima a tecla
de funo IMPORTAR/EXPORTAR. Os dados so exportados num
formato de texto ASCII, que pode ser impresso directamente.
Para exportar ou importar dados entre o ND 780 e um computador
pessoal, este dever utilizar um software de comunicaes de
terminal, como, por exemplo, o TNCremo. TNCremo est disponvel
gratuitamente em:
http://filebase.heidenhain.de/doku/english/serv_0.htm. Contacte o
distribuidor Heidenhain mais prximo para obter mais informaes.
Este software processa os dados enviados ou recebidos atravs da
ligao do cabo srie. Todos os dados transferidos entre o ND 780 e
o PC esto em formato de texto ASCII.
Os dados so transferidos na seguinte sequncia: bit inicial,
sete bits de dados, bit de paridade (paridade par), dois bits
de paragem. Isto a predefinio.
ND 780 109
I
I
-
4
I
n
t
e
r
f
a
c
e
d
e
d
a
d
o
s Para exportar dados do ND 780 para um PC, este deve ser preparado
previamente para receber os dados e guard-los num ficheiro.
Configure o programa de comunicao de terminal para capturar os
dados de texto ASCII da porta COM para um ficheiro no PC. Aps o
PC estar pronto para a recepo de dados, inicie a transferncia dos
mesmos premindo a tecla de funo IMPORTAR/EXPORTAR do
ND 780.
Para importar dados para o ND 780 a partir de um PC, o ND 780 deve
ser preparado para receber os dados. Prima a tecla de funo
IMPORTAR/EXPORTAR do ND 780. Quando o ND 780 estiver pronto,
configure o programa de comunicaes de terminal do PC para enviar
o ficheiro pretendido no formato de texto ASCII.
O ND 780 no suporta protocolos de comunicao como o
Kermit ou o Xmodem.
110 II Informaes tcnicas
I
I
-
4
I
n
t
e
r
f
a
c
e
d
e
d
a
d
o
sLigao do cabo de conexo
A ligao do cabo de conexo depende do dispositivo a ser ligado (ver
a documentao tcnica para o dispositivo externo).
Ligao total
Antes que o ND 780 e o PC possam comunicar, precisam ser ligados
entre si atravs de um cabo srie.
Atribuio de pinos
Sinal
Pino Atribuio Funo
1 Sem atribuio
3 TXD - Dados transmitidos
2 RXD - Dados recebidos
7 RTS - Pedido de envio
8 CTS - Autorizao de envio
6 DSR - Conjunto de dados pronto
5 SINAL GND - Ligao terra do sinal
4 DTR - Terminal de dados pronto
9 Sem atribuio
Sinal Nvel de sinal
"1"= "activo"
Nvel de sinal
"0"= "inactivo"
TXD, RXD - 3 V a - 15 V + 3 V a + 15 V
RTS, CTS
DSR, DTR
+ 3 V a + 15 V - 3 V a - 15 V
ND 780 111
I
I
-
4
I
n
t
e
r
f
a
c
e
d
e
d
a
d
o
s Operaes externas atravs da inteface de dados RS-232
possvel operar a unidade de visualizao atravs da interface de
dados RS-232 utilizando um dispositivo externo. Esto disponveis os
seguintes comandos principais:
Formatar
<ESC>TXXXX<CR> Tecla premida
<ESC>AXXXX<CR> Sada do contedo de ecrs
<ESC>SXXXX<CR> Funes especiais
Sequncia de comandos Funo
<ESC>T0000<CR> Tecla "0"
<ESC>T0001<CR> Tecla "1"
<ESC>T0002<CR> Tecla "2"
<ESC>T0003<CR> Tecla "3"
<ESC>T0004<CR> Tecla "4"
<ESC>T0005<CR> Tecla "5"
<ESC>T0006<CR> Tecla "6"
<ESC>T0007<CR> Tecla "7"
<ESC>T0008<CR> Tecla "8"
<ESC>T0009<CR> Tecla "9"
<ESC>T0100<CR> Tecla CE ou CL
<ESC>T0101<CR> Tecla "-"
<ESC>T0102<CR> Tecla "."
<ESC>T0104<CR> Tecla "ENT"
<ESC>T0109<CR> Tecla "X"
<ESC>T0110<CR> Tecla "Y"/"Z"/"Z0"
<ESC>T0111<CR> Tecla "Z"
<ESC>T0114<CR> Tecla "Tecla de funo 1"
<ESC>T0115<CR> Tecla "Tecla de funo 2"
<ESC>T0116<CR> Tecla "Tecla de funo 3"
<ESC>T0117<CR> Tecla "Tecla de funo 4"
<ESC>T0135<CR> Tecla "Seta esquerda"
<ESC>T0136<CR> Tecla "Seta direita"
<ESC>T0137<CR> Tecla "Seta para cima"
<ESC>T0138<CR> Tecla "Seta para baixo"
<ESC>A0000<CR> Enviar identificao do dispositivo
<ESC>A0200<CR> Enviar posio real
<ESC>S0000<CR> Repor a zeros o dispositivo
<ESC>S0001<CR> Bloquear o teclado
<ESC>S0002<CR> Libertar o teclado
112 II Informaes tcnicas
I
I
-
4
I
n
t
e
r
f
a
c
e
d
e
d
a
d
o
sTempos de atraso para sada de dados
Amplitude do impulso do sinal latcht
e
1.2 us
Atraso de armazenamento t
1
0.8 us
Sada de dados t
2
30 ms (tip.)
Durao de dados t
D
Tempo de regenerao t
3
0 ms
Tempo de configurao de latch t
4
50 ms (tip.)
Tempo de configurao do sinal latcht
5
50 ms (typ.)
Durao de bits de dados em segundos:
t
D
= B(A (L + C + 13) + T C) / TaxaBaud
Tempos de atraso para sada de dados (<Ctrl>B)
Atraso de armazenamento t
1
30 ms (typ.)
Sada de dados t
2
30 ms (typ.)
Durao de dados t
D
Tempo de regenerao t
3
0 ms
Durao de bits de dados em segundos:
t
D
= B(A (L + C + 13) + T C) / TaxaBaud
t
5
t
1
t
4
t
3
t
2
t
D
t
e
Signal In
RS-232
Data Out
t
D
t
3
t
2
t
1
RS-232
Data In
RS-232
Data Out
ND 780 113
I
I
-
5
S
a
d
a
d
e
v
a
l
o
r
m
e
d
i
d
o
II - 5 Sada de valor medido
Exemplos da sada de caracteres na interface de dados
Os valores podem ser obtidos do ND 780 usando um PC. Nos trs
exemplos, a sada de valor medido iniciada com Ctrl B (interface de
srie de envio) ou um sinal de comutao na entrada EXT (na
interface da Mquina Auxiliar opcional). O Ctrl B transmitir os valores
visualizados no momento no modo Valor Real ou Distncia a Percorrer
apresentado.
Sada de dados utilizando sinais externos
Exemplo 1: Eixo linear com visualizao do raio X = + 41,29 mm
1 Eixo coordenado
2 Sinal igual
3 Sinal +/
4 2 a 7 espaos antes do ponto decimal
5 Ponto decimal
6 1 a 6 espaos depois do ponto decimal
7 Unidade: espao em branco para mm, " para polegadas
8 Visualizao do valor real:
R para raio, D para dimetro
Visualizao da distncia a percorrer:
r para raio, d para dimetro
9 Retorno do carro
10 Linha em branco (Alimentao de linha)
X = + 4 1 . 2 9 R <ML> <LF>
1 2 3 4 5 6 7 8 9 10
114 II Informaes tcnicas
I
I
-
5
S
a
d
a
d
e
v
a
l
o
r
m
e
d
i
d
o
Exemplo 2: Eixo rotativo com visualizao decimal em graus
CC = + 1260.0000
1 Eixo coordenado
2 Sinal igual
3 Sinal +/
4 4 a 8 espaos antes do ponto decimal
5 Ponto decimal
6 0 a 4 espaos depois do ponto decimal
7 Espao em branco
8 W para ngulo (na visualizao da distncia a percorrer: w)
9 Retorno do carro
10 Linha em branco (Alimentao de linha)
Exemplo 3: Eixo rotativo com visualizao em
graus/minutos/segundos C = + 360 23' 45'' '
1 Eixo coordenado
2 Sinal igual
3 Sinal +/
4 3 a 8 espaos em graus
5 Dois pontos
6 0 a 2 espaos para minutos
7 Dois pontos
8 0 a 2 espaos para segundos
9 Espao em branco
10 W para ngulo (na visualizao da distncia a percorrer: w)
11 Retorno do carro
12 Linha em branco (Alimentao de linha)
C = + 1 2 6 0 . 0 0 0 0 W <ML> <LF>
1 2 3 4 5 6 7 8 9 10
C = + 3 6 0 : 2 3 : 4 5 W <ML> <LF>
1 2 3 4 5 6 7 8 9 10 11 12
ND 780 115
I
I
-
5
S
a
d
a
d
e
v
a
l
o
r
m
e
d
i
d
o
Sada de dados utilizando o indicador de aresta
Nos trs exemplos seguintes, a sada do valor medido iniciada com
um sinal de comutao proveniente do indicador de aresta. A
capacidade de impresso pode ser ligada ou desligada no parmetro
Sada de Valor Medido da Configurao de Tarefa. A informao aqui
pertencente transmitida a partir do eixo seleccionado.
Exemplo 4: Aresta da funo de sondagem Y = 3674,4498 mm
1 Eixo coordenado
2 Espaos em branco
3 Dois pontos
4 sinal +/ ou espao em branco
5 2 a 7 espaos antes do ponto decimal
6 Ponto decimal
7 1 a 6 espaos depois do ponto decimal
8 Unidade: espao em branco para mm, " para polegadas
9 R para visualizao do raio, D para visualizao do dimetro
10 Retorno do carro
11 Linha em branco (Alimentao de linha)
Y : - 3 6 7 4 . 4 4 9 8 R <ML> <LF>
1 2 3 4 5 6 7 8 9 10 11
116 II Informaes tcnicas
I
I
-
5
S
a
d
a
d
e
v
a
l
o
r
m
e
d
i
d
o
Exemplo 5: Linha central da funo de sondagem
Coordenada da linha central no eixo X CLX = + 3476,9963 mm (Linha
Central eixo X)
Distncia entre as arestas sondadas DST = 2853,0012 mm (Distncia)
1 Dois pontos
2 Sinal +/ ou espao em branco
3 2 a 7 espaos antes do ponto decimal
4 Ponto decimal
5 1 a 6 espaos depois do ponto decimal
6 Unidade: espao em branco para mm, " para polegadas
7 R para visualizao do raio, D para visualizao do dimetro
8 Retorno do carro
9 Linha em branco (Alimentao de linha)
CLX : + 3 4 7 6 . 9 9 6 3 R <ML> <LF>
DST : 2 8 5 3 . 0 0 1 2 R <ML> <LF>
1 2 3 4 5 6 7 8 9
ND 780 117
I
I
-
5
S
a
d
a
d
e
v
a
l
o
r
m
e
d
i
d
o
Exempl0 6: Centro do crculo da funo de sondagem
Primeira coordenada de ponto central, p. ex. CCX = 1616,3429 mm,
Segunda coordenada de ponto central, p. ex. CCY = +4362,9876 mm,
(Centro do Crculo eixo X , Centro do Crculo eixo Y; as coordenadas
dependem do plano de trabalho)
Dimetro do crculo DIA = 1250,0500 mm
1 Dois pontos
2 Sinal +/ ou espao em branco
3 2 a 7 espaos antes do ponto decimal
4 Ponto decimal
5 1 a 6 espaos depois do ponto decimal
6 Unidade: espao em branco para mm, " para polegadas
7 R para visualizao do raio, D para visualizao do dimetro
8 Retorno do carro
9 Linha em branco (Alimentao de linha)
CCX : - 1 6 1 6 . 3 4 2 9 R <ML> <LF>
CCY : + 4 3 6 2 . 9 8 7 6 R <ML> <LF>
DIA : 1 2 5 0 . 0 5 0 0 R <ML> <LF>
1 2 3 4 5 6 7 8 9
118 II Informaes tcnicas
I
I
-
6
E
s
p
e
c
i
f
i
c
a
e
s
p
a
r
a
f
r
e
s
a
g
e
m
II - 6 Especificaes para fresagem
Dados do ND 780
Eixos At 3 eixos de A - Z
Entradas do codificador Sinais sinusoidais 11 A
PP
, 1 V
PP
; frequncia de entrada mx. 100 kHz para
codificadores HEIDENHAIN incrementais
Perodo do sinal:
2 m, 4 m, 10 m, 20 m, 40 m, 100 m, 10240 m, 12 800 m
Contagem de linha:
9000/18000/36000
Factor de subdiviso Mx. 1024-dobras
Passo de visualizao Eixos lineares: 1 mm a 0,1 m
Eixos rotativos: 1 a 0,0001 (000001)
Visualizar Visor monocromtico para valores de posio, visualizao de dilogos e entradas,
funes grficas e auxiliar de posicionamento grfico
Visualizao de estado:
Modo de funcionamento, REF, polegadas/mm, factor de escala, taxa de
alimentao, cronmetro
Nmero do ponto de referncia
Nmero da ferramenta
Compensao da ferramenta R, R+
Funes Avaliao da marca de referncia REF para marcas codificadas por distncia ou
de referncia nica
Modo de distncia a percorrer, entrada de posio nominal (absoluta ou
incremental)
Factor de escala
Entrada do indicador de aresta para os tipos 3D e com ligao terra
AJUDA: Instrues de funcionamento no ecr
INFO: Calculadora, calculadora de dados de corte, parmetros de utilizador e de
funcionamento
10 pontos de referncia e 16 ferramentas
Funes de sondagem para aquisio de dados, de preferncia com o indicador
de aresta KT: aresta, linha de central e centro do crculo
Compensao do raio da ferramenta
Clculo de posies para crculos de orifcios de pernos e padres de orifcio
lineares
ND 780 119
I
I
-
6
E
s
p
e
c
i
f
i
c
a
e
s
p
a
r
a
f
r
e
s
a
g
e
m
Dados do ND 780
Compensao de erro Linear e no linear, at 200 pontos de medio
Compensao da reaco de retorno Aplicaes do codificador rotativo com parafusos de cabea de bola
Interface de dados Srie:
RS-232-C/V.24 300 a 115 200 baud
Para sada de valores medidos e parmetros;
Para entrada de parmetros, teclas e comandos remotos
Acessrios Base de inclinao
Brao de montagem universal
Indicador de aresta KT 130
Conjunto de suporte de inclinao
Pega
Estrutura de montagem
Entrada principal de energia 100 V a 240 V; 50 Hz a 60 Hz; consumo de potncia 30 VA mx.
Temperatura de funcionamento 0C a 45C (0,00 C a 45,00 C)
Temperatura de armazenamento -20C a 70C (-4F a 158F)
Grau de proteco (EN 60529) IP 40 (painel frontal IP 54)
Peso 2.6 kg
120 II Informaes tcnicas
I
I
-
7
E
s
p
e
c
i
f
i
c
a
e
s
p
a
r
a
t
o
r
n
e
a
m
e
n
t
o
II - 7 Especificaes para
torneamento
Dados do ND 780
Eixos At 3 eixos de A a Z, Z
0
, Z
S
Entradas do codificador Sinais sinusoidais 11 A
PP
, 1 V
PP
; frequncia de entrada mx. 100 kHz para
codificadores HEIDENHAIN incrementais
Perodo do sinal:
2 m, 4 m, 10 m, 20 m, 40 m, 100 m, 10240 m, 12 800 m
Contagem de linha:
9000/18000/36000
Factor de subdiviso Mx. 1024-dobras
Passo de visualizao Eixos lineares: 1 mm a 0,1 m
Eixos rotativos: 1 a 0,0001 (000001
Visualizar Visor monocromtico para valores de posio, visualizao de dilogos e entradas,
funes grficas e auxiliar de posicionamento grfico
Visualizao de estado:
Nmero da ferramenta, Modo de funcionamento, REF, polegadas/mm, factor de
escala, taxa de alimentao, visualizao do dimetro , cronmetro, ponto de
referncia
Funes Avaliao da marca de referncia REF para marcas codificadas por distncia ou
de referncia nica
Modo de distncia a percorrer, entrada de posio nominal (absoluta ou
incremental)
Factor de escala
AJUDA: Instrues de funcionamento no ecr
INFO: Calculadora, calculadora de estreitamento, parmetros de utilizador e de
funcionamento
10 pontos de referncia, 16 ferramentas
Posio fixa da ferramenta para reco
Compensao da reaco de retorno Aplicaes do codificador rotativo com parafusos de cabea de bola
Compensao de erro Linear e no linear, at 200 pontos de medio
Interface de dados Srie:
RS-232-C/V.24 300 a 115 200 baud
Para sada de valores medidos e parmetros;
Para entrada de parmetros, teclas e comandos remotos
Acessrios Base de inclinao, Conjunto de suporte de inclinao, Pega, Estrutura de
montagem
Entrada principal de energia 100 V a 240 V; 50 Hz a 60 Hz; consumo de potncia 30 VA mx.
Temperatura de funcionamento 0C a 45C (32 F a 113 F)
Temperatura de armazenamento -20C a 70C (-4F a 158F)
Grau de proteco (EN 60529) IP 40 (painel frontal IP 54)
Peso 2.6 kg
ND 780 121
I
I
-
8
M
e
n
s
a
g
e
n
s
d
e
e
r
r
o
II - 8 Mensagens de erro
A tabela seguinte fornece uma lista completa de mensagens de erro
que podem ser recebidas pelo ND 780 DRO.
apresentada uma explicao de cada mensagem de erro na tabela
seguinte.
Mensagem de Erro DRO Explicao
Mquina desligada. Premir uma tecla
para continuar.
A energia do ND 780 foi desligada.
Erro de contaminao & frequncia:
Premir C para limpar o erro.
Os erros de contaminao e frequncia ocorreram no codificador correspondente.
Interveno do utilizador para monitorizar e/ou corrigir o codificador.
Erro de contaminao: Premir C para
limpar o erro.
Erro de contaminao ocorreu no codificador correspondente. Interveno do
utilizador para monitorizar e/ou corrigir o codificador.
Erro de frequncia: Premir C para limpar
o erro.
Erro de frequncia ocorreu no codificador correspondente. Interveno do
utilizador para monitorizar e/ou corrigir o codificador.
Erro de clculo: Premir C para limpar o
erro.
Erro de clculo ocorreu no codificador correspondente. Interveno do utilizador
para monitorizar e/ou corrigir o codificador.
Visualizar erro de sobrecarga: Mover
no alcance de visualiz.
O codificador est, actualmente, fora do alcance de visualizao especificado pelo
utilizador. Mover o codificador para dentro do alcance de visualizao ou modificar
a visualizao do codificador.
Erro: O alcance vlido para o nmero de
orifcios 1-99.
O nmero de orifcios definido pelo padro actual est fora de alcance. O utilizador
tem de regular o nmero de orifcios.
Erro: O raio deve ser superior a 0,0. O raio definido pelo utilizador deve ser superior a zero para definir um crculo.
Erro: O espaamento deve ser superior
a 0,0.
O espaamento entre orifcios num padro deve ser superior a zero para definir um
padro.
Erro: Os pontos iniciais e de fim no
podero ser idnticos.
Os pontos inicias e de fim do campo devem ser nicos para definir uma linha.
Erro: A distncia a partir do centro no
igual ao raio.
O valor da distncia a partir do centro invlido e deve ser modificado pelo
utilizador.
Erro: A funo ARCCOS poder ser
operada apenas em valores de - 1 a 1.
Erro de intervalo no valor para atingir a funo arccos.
122 II Informaes tcnicas
I
I
-
8
M
e
n
s
a
g
e
n
s
d
e
e
r
r
o
Mensagem de Erro DRO Explicao
Erro: A funo ARCSIN poder ser
operada apenas em valores de - 1 a 1.
Erro de intervalo no valor para atingir a funo arcsin.
Erro: A funo TAN no est definida a
90 e -90 graus.
Erro de intervalo no valor para atingir a funo tangente.
Error: A raiz quadrada de um nmero
negativo indefinida.
No possvel calcular a raiz quadrada de um nmero negativo.
Erro: Dividir por erro zero. No possvel dividir por zero.
No foi possvel transferir as definies
de configurao. O dispositivo externo
no est pronto.
O dispositivo externo preso na porta srie no est a trabalhar. Verificar a ligao
fsica e confirmar se os parmetros das comunicaes em srie esto correctos.
Erro: Uma ou mais das definies de
configurao estava invlida e no foi
possvel carreg-la.
O ficheiro de configurao a ser importado est corrompido. Importar ficheiro
novamente. Se o erro continuar, importar um ficheiro de configurao diferente.
Erro: O parmetro era invlido. Foi
configurado para o seu valor anterior.
Foi detectado um parmetro de configurao invlido durante a importao e foi
reposto nos valores anteriores. Verificar o ficheiro de configurao que falhou e
importar novamente.
Erro: O intervalo vlido para um factor de
escala -10 a -0.1 e 0.1 a 10.
O factor de escala actual est fora de alcance. Regular o valor do factor de escala
para reflectir um nmero vlido.
Erro: O intervalo vlido para o factor de
correco do erro em partes por milho
de --99999 a +99999.
A situao de fora de alcance para o factor de correco de erro foi definida na
compensao de erro. Ao definir o factor de correco de erro, o utilizador deve
usar o intervalo correcto.
ND 780 123
I
I
-
9
D
i
m
e
n
s
e
s
II - 9 Dimenses
Dimenses DRO
Dimenses []mm] polegadas
Vista frontal com dimenses
[92]
3.62
[99]
3.88
[38] 1.50
[46]
1.80
0
[224]
8.80
[269]
10.60
[M4]
[40 .25]
1.57 .010
Vista de baixo com dimenses
Vista posterior
124 II Informaes tcnicas
I
I
-
1
0
A
c
e
s
s
r
i
o
s
II - 10 Acessrios
Nmeros de ID dos acessrios
Pega ND 780
ID 520 012-01
Nmero de ID Acessrios
520010-01 Embalado, ND 780
382929-01 Embalado, Brao de montagem universal,
ND 780
281619-01 Embalado, Base de inclinao ND 780
520011-01 Embalado, Conjunto de suporte de inclinao
ND 780
520012-01 Embalado, Pega ND 780
283273-01 Embalado, Indicador de aresta KT-130
532811-01 Embalado, estrutura de montagem ND 780
ND 780 125
I
I
-
1
0
A
c
e
s
s
r
i
o
s
Instrues de montagem do ND 780
Brao de montagem universal
lD 382 929-01
Conjunto
inclinao/suporte
Tampa da extremidade (2)
Brao
Culatra
Anilha plana
Porca hexagonal de aperto
M8
5/8" Anilha plana (2)
Base de montagem
Brao
Tampa da
extremidade (2)
HHCS 5/8-11 x 3"
HHCS 5/8-2" x 1/2-13 x ,8"
HHCS m16 x 75 mm
HHCS m14 x 75 mm
M6 x 12 mm
SHSS (4)
M6 x 30 mm SHCS (2)
ou
1/4-20 x 1-1/4" SHCS (2)
M6 x 12 mm SHSS (4)
M8 x 70 mm HHCS
Vista frontal da culatra
126 II Informaes tcnicas
I
I
-
1
0
A
c
e
s
s
r
i
o
s
Instrues de montagem do ND 780
Base de inclinao
lD 281 619-01
Base de inclinao
M4 x 12 SHCS
[92]
3.62
[8]
.31
[210 0.20]
8.27 .008
[4.50]
.18
[56]
2.20
[120 0.5]
4.73 .02
[38 0.5]
1.5 .02
20
ND 780 127
I
I
-
1
0
A
c
e
s
s
r
i
o
s
Instrues de montagem do ND 780
Suporte de inclinao
lD 520 011-01
M8 x 60 HHCS
Suporte de inclinao
M6 BHCS
128 II Informaes tcnicas
I
I
-
1
0
A
c
e
s
s
r
i
o
s
Instrues de montagem do ND 780
Estrutura de montagem
lD 532 811-01
2x
M3.5
M6
ND 780 129
I
n
d
e
x
A
Acessrios ... 124
Ajuste da consola ... 32
rea de visualizao ... 20
Associao Z ... 98
Auxiliar de posicionamento grfico ... 21
Auxiliar de posicionamento grfico
(definir) ... 30
Avaliao da marca de referncia ... 24
B
Barra de estado ... 20
Barra de estado (definir) ... 30
C
Cabo de ligao ... 92
Caixa de instrues ... 23
Calculadora de estreitamento ... 38
Calculadora de RPM (Fresagem) ... 37
Chamar a ferramenta ... 45
Ciclo de Rosca ... 81
Codificadores de posio ... 18
Compensao da reaco de
retorno ... 102
Compensao de erro ... 99
Compensao de erro linear ... 99
Compensao de erro no linear ... 100
Compensao Oblqua ... 30
Configurao Ciclo de Rosca ... 96
Configurao de visualizao ... 97
Configurao do codificador ... 96
Configurar ... 27
Coordenadas absolutas ... 17
Coordenadas incrementais ... 17
Cronmetro (definir) ... 31
D
Definio da ferramenta,
torneamento ... 75
Definio de ponto de referncia sem
funo de sondagem ... 46, 77
Definio do ponto de referncia com o
indicador de aresta ... 47
Definies do contador ... 98, 103
Determinar a linha central como ponto
de referncia ... 49
Diagnstico ... 104
Dimenses ... 123
E
Ecr de Ajuda ... 22
Eixo de referncia de ngulo nulo ... 18
Eixos do dimetro (Torneamento) ... 29
Especif. para fresagem ... 118
Especif. para torneamento ... 120
Especificaes ambientais ... 91
Esquema do ecr ... 20
Etiquetas de eixo ... 20
Etiquetas de tecla de funo ... 20
F
Factor de escala ... 28
Formulrio de ciclo de rosca ... 83
... 83, 84
Formulrios de introduo de
dados ... 23
Funo Activar/Desactivar Ref ... 26
Funo detalhada das teclas de funo
de funcionamento geral ... 35
Funes das teclas de software do ciclo
de rosca ... 81
I
Idioma (definir) ... 32
Imagem reflectida ... 65
imagem reflectida ... 65
Importar/Exportar (definir) ... 32, 40, 75
Inclinar Fresagem e Fresagem Arc ... 68
Indicador de aresta ... 29
Instrues de montagem para a base de
inclinao ... 126
Instrues de montagem para o brao
de montagem ... 125
Instrues de montagem para o suporte
de inclinao ... 127, 128
Interface de dados ... 107
Interruptor remoto (definir) ... 31
Introduo de dados da
ferramenta ... 42
Itens fornecidos ... 90
L
Ligao ... 24
Ligao terra de proteco (ligao
terra) ... 91
Ligao dos codificadores ... 92
Ligao dos sinais do indicador de
aresta ... 94
Ligao elctrica ... 90
Linha central entre duas arestas
sondadas como ponto de
referncia ... 51
Localizao de montagem ... 90
M
Manuteno preventiva ... 91
Marcas de referncia ... 19
atravessar ... 24
no atravessar ... 24
Marcas de referncia codificadas por
distncia ... 19
Marcas de referncia fixas ... 19
Mensagens de erro ... 23
Menu Configurao de Tarefas ... 27
Modos de funcionamento ... 21, 27
N
Navegao geral ... 21
Noes bsicas sobre
posicionamento ... 16
O
Operaes especficas de fresagem e
perspectiva detalhada das funes
das teclas de funo ... 39
130
I
n
d
e
x
P
Padro Circular ... 62
Padro linear ... 65
Padres (Fresagem) ... 61
Parmetros de configurao de
instalao ... 95
Parmetros de configurao de
tarefas ... 28
Parmetros do codificador ... 105
Pega ... 124
Perspectiva geral das funes das
teclas de funo de funcionamento
geral ... 33
Ponto de referncia absoluto ... 16
Pontos de referncia ... 16
Porta srie ... 108
Posies absolutas da pea de
trabalho ... 17
Posies incrementais da pea de
trabalho ... 17
Predefinio da distncia absoluta ... 53
Predefinio da distncia
incremental ... 57
Procedimento de configurao para
Erro No Linear ... 100
R
Reflectir ... 29
Requisitos elctricos ... 91
Retorno de posio ... 18
S
Sada de valor medido ... 113
Smbolos Ref ... 20
Sonde a aresta da pea de trabalho
como ponto de referncia ... 48
Sonde a circunferncia de um
orifcio ... 50
T
Tecla C (Limpar) ... 21
Tecla de funo 1/2 ... 59
Tecla de funo Activar Ref ... 25
Tecla de funo Calc ... 36
Tecla de funo Configurar ... 27
Tecla de funo de ndice
remissivo ... 22
Tecla de funo Definir e Repor a
zeros ... 35
Tecla de funo Desactivar Ref ... 26
Tecla de funo Ferramenta ... 39, 41
Tecla de funo Ferramenta
(torneamento) ... 74
Tecla de funo Polegada/mm ... 28
Tecla de funo Ponto de
referncia ... 45
Tecla de funo Ponto de referncia
(torneamento) ... 77
Tecla de funo Predefinir
(Fresagem) ... 53
Tecla de funo Predefinir
(torneamento) ... 80
Tecla de funo Sem Ref ... 24
Tecla de funo Valor real/Distncia a
Percorrer ... 27
Tecla Enter ... 21
Teclado, utilizar ... 21
Teclas de seta Esquerda/Direita ... 21
Teclas de seta Para cima/Para
baixo ... 21
U
Unidades de medida, definir ... 28
Utilizao da tabela de
ferramentas ... 42
Utilizao da tabela de ferramentas
(torneamento) ... 75
V
Visualizao de Raio/Dimetro ... 80
DR. JOHANNES HEIDENHAIN GmbH
Dr.-Johannes-Heidenhain-Strae 5
83301 Traunreut, Germany
{ +49 8669 31-0
| +49 8669 5061
E-mail: info@heidenhain.de
www.heidenhain.de
@@@@@@@@@@@@@
532 852-Q3 Ver03 pdf 1/2011
Das könnte Ihnen auch gefallen
- 410-M Manual - PortuguêsDokument319 Seiten410-M Manual - PortuguêsLuis Lima100% (1)
- Manual de Programação FANUC 0i-TDDokument84 SeitenManual de Programação FANUC 0i-TDPaulo LacerdaNoch keine Bewertungen
- Comsndo Heidenhain 410,426,430.Dokument390 SeitenComsndo Heidenhain 410,426,430.Robinho Ribeiro100% (1)
- Guia Rápido Leitor Digital SINO SDS6Dokument144 SeitenGuia Rápido Leitor Digital SINO SDS6Orlando Sobrinho75% (4)
- Manual de programação TRAVISDokument66 SeitenManual de programação TRAVISBarbara Gama FariasNoch keine Bewertungen
- Manual Sino Sds6Dokument144 SeitenManual Sino Sds6Sergioaranha92% (13)
- 12FG Radiocontrole ManualDokument128 Seiten12FG Radiocontrole ManualRafael OliveiraNoch keine Bewertungen
- Manual CNCDokument132 SeitenManual CNCjoaokalatecNoch keine Bewertungen
- 06 Manual SiemensDokument106 Seiten06 Manual SiemensNaldo Brasiliano100% (3)
- Torno CNC Comando FANUC Doosan MeggatechDokument74 SeitenTorno CNC Comando FANUC Doosan Meggatechdiogolw100% (3)
- Apostila Torno MACH9Dokument41 SeitenApostila Torno MACH9Douglas SoekNoch keine Bewertungen
- Manual de Programação FANUC 0i-TDDokument82 SeitenManual de Programação FANUC 0i-TDVal XPSNoch keine Bewertungen
- m70 Centro de UsinagemDokument141 Seitenm70 Centro de UsinagemrafaelfeherNoch keine Bewertungen
- Apostila Pc-Dmis Cad++Dokument43 SeitenApostila Pc-Dmis Cad++Kemuel AlexandreNoch keine Bewertungen
- Contrlador Pico 1760Dokument60 SeitenContrlador Pico 1760semefeito_nofxNoch keine Bewertungen
- IndicadorCircular_IDBC-DI111248FADokument15 SeitenIndicadorCircular_IDBC-DI111248FARomeu YukioNoch keine Bewertungen
- Mitsubishi M64 M65Dokument104 SeitenMitsubishi M64 M65Adalberto BertacchiniNoch keine Bewertungen
- Manual DRO PatmosDokument61 SeitenManual DRO PatmoswemersonsrNoch keine Bewertungen
- CP-RX80 User Manual PortugueseDokument64 SeitenCP-RX80 User Manual PortugueseheroncesarNoch keine Bewertungen
- Programa227o Discovery 560 PDFDokument41 SeitenPrograma227o Discovery 560 PDFEverton Costa100% (1)
- MEGGATON CENTRO DE USINAGEM MITSUBISHI M70 MANUALDokument141 SeitenMEGGATON CENTRO DE USINAGEM MITSUBISHI M70 MANUALThiago Henrique AmaralNoch keine Bewertungen
- Operando uma máquina de corte a laserDokument21 SeitenOperando uma máquina de corte a laserflavio100% (1)
- Sony Receiver Manual Uso PDFDokument48 SeitenSony Receiver Manual Uso PDFadzsrNoch keine Bewertungen
- Componentes e funcionalidades de um PLCDokument27 SeitenComponentes e funcionalidades de um PLCsavagemenNoch keine Bewertungen
- 03 - Programação Fanuc 21Dokument87 Seiten03 - Programação Fanuc 21joaquim33% (3)
- Overlok C3-Português - WelttecDokument27 SeitenOverlok C3-Português - WelttecmavignorhafaelNoch keine Bewertungen
- Eixos coordenados no torno CNCDokument37 SeitenEixos coordenados no torno CNCTiago Silva100% (1)
- Curso FanucDokument7 SeitenCurso Fanucduartemr150% (2)
- EPL - Manual - 980352-001E - EPL2EN - From - Barcode - Datalink - TRADUZIDODokument180 SeitenEPL - Manual - 980352-001E - EPL2EN - From - Barcode - Datalink - TRADUZIDOSergio Nibon Jr.Noch keine Bewertungen
- Máquinas CNC: Histórico e ConceitosDokument64 SeitenMáquinas CNC: Histórico e ConceitosVanessa Faggion50% (2)
- Comando numérico computadorizado (CNCDokument107 SeitenComando numérico computadorizado (CNCAlessandro CarvalhoNoch keine Bewertungen
- Arduino e Cia - Como Medir A Rotação de Um Motor Com o Sensor de Velocidade LM393Dokument6 SeitenArduino e Cia - Como Medir A Rotação de Um Motor Com o Sensor de Velocidade LM393Everton Klinger Sousa SilvaNoch keine Bewertungen
- Instruction Manual Controlador de Válvula Digital Dvc2000 Fisher Fieldvue Dvc2000 Digital Valve Controller Portuguese BR PT 6744610Dokument78 SeitenInstruction Manual Controlador de Válvula Digital Dvc2000 Fisher Fieldvue Dvc2000 Digital Valve Controller Portuguese BR PT 6744610CBO1974Noch keine Bewertungen
- Apost TP-02 WEG DMatiasDokument43 SeitenApost TP-02 WEG DMatiasLucas Henrique Silva100% (1)
- Apresentando No Display Tm1638 A Medição De Dinamômetro Programado No ArduinoVon EverandApresentando No Display Tm1638 A Medição De Dinamômetro Programado No ArduinoNoch keine Bewertungen
- Monitorando Através Do Visual C# O Dinamômetro Com O Stm32f103c8 Programado No ArduinoVon EverandMonitorando Através Do Visual C# O Dinamômetro Com O Stm32f103c8 Programado No ArduinoNoch keine Bewertungen
- Apostila DidatechDokument44 SeitenApostila DidatechJayro Neto100% (3)
- Monitorando Através Do Visual Basic O Dinamômetro Com O Stm32f103c8 Programado No ArduinoVon EverandMonitorando Através Do Visual Basic O Dinamômetro Com O Stm32f103c8 Programado No ArduinoNoch keine Bewertungen
- Manual Novacut Modulo1Dokument23 SeitenManual Novacut Modulo1Brenda OliveiraNoch keine Bewertungen
- Aulas 02 - CNC - Introdução Às Funções GDokument33 SeitenAulas 02 - CNC - Introdução Às Funções GLuis OmenaNoch keine Bewertungen
- Prog. Torno CNC - FANUC e Sinumerik Clayton LambertDokument91 SeitenProg. Torno CNC - FANUC e Sinumerik Clayton LambertDaniel Bernardo RoncadaNoch keine Bewertungen
- Cnc210 Manual Operacao PDFDokument59 SeitenCnc210 Manual Operacao PDFAlessandro CaetanoNoch keine Bewertungen
- DTD4V5005R08Dokument19 SeitenDTD4V5005R08Edio de Lima AraujoNoch keine Bewertungen
- Escavadeiras 130G e 130GLC: (PIN: 1F9130GX - D040001-)Dokument282 SeitenEscavadeiras 130G e 130GLC: (PIN: 1F9130GX - D040001-)Arnaldo CarvalhoNoch keine Bewertungen
- Funções programáveis CNCDokument13 SeitenFunções programáveis CNCluiz fernando PereiraNoch keine Bewertungen
- Desenvolvendo Um Acesso A Um Cofre Eletrônico Com Código De Barras Programado No MikrocVon EverandDesenvolvendo Um Acesso A Um Cofre Eletrônico Com Código De Barras Programado No MikrocNoch keine Bewertungen
- MMjoy2 FirmwareDokument7 SeitenMMjoy2 FirmwareAlessandro GomesNoch keine Bewertungen
- 20b Um001 - PT PDokument194 Seiten20b Um001 - PT PAldy MartinsNoch keine Bewertungen
- Apostila+CAM+NX10Dokument86 SeitenApostila+CAM+NX10klebants100% (2)
- Aprendendo E Reproduzindo Um Código Ir Programado No ArduinoVon EverandAprendendo E Reproduzindo Um Código Ir Programado No ArduinoNoch keine Bewertungen
- Monitorando Através Do Visual Basic Dinamômetro Com Esp32 Programado Em ArduinoVon EverandMonitorando Através Do Visual Basic Dinamômetro Com Esp32 Programado Em ArduinoNoch keine Bewertungen
- Manual SP - 6000 - NovoDokument23 SeitenManual SP - 6000 - NovoStunts0% (1)
- Manual Do Operador PTDokument64 SeitenManual Do Operador PTBreno Cambraia LanznasterNoch keine Bewertungen
- Monitores CRTDokument50 SeitenMonitores CRTRodrigomsoaresNoch keine Bewertungen
- Dimensionamento de Equipamentos 1 - Vasos de PressãoDokument104 SeitenDimensionamento de Equipamentos 1 - Vasos de Pressãonosepe100% (63)
- Engrenagens Hipóides Ou HipoidaisDokument2 SeitenEngrenagens Hipóides Ou HipoidaisDimas Silva100% (2)
- Produtos Loctite CaracterísticasDokument78 SeitenProdutos Loctite CaracterísticasMauro S Cabral100% (1)
- Válvula proporcional hidráulicaDokument0 SeitenVálvula proporcional hidráulicaSuellen FerreiraNoch keine Bewertungen
- O Que É Encoder - para Que Serve - Como Escolher - Como Interfacear - HI TecnologiaDokument4 SeitenO Que É Encoder - para Que Serve - Como Escolher - Como Interfacear - HI TecnologiaMauro S CabralNoch keine Bewertungen
- Porcas de fixação nodulares para aplicações industriaisDokument8 SeitenPorcas de fixação nodulares para aplicações industriaisMauro S CabralNoch keine Bewertungen
- P5252 Anschlussgehaeuse PDFDokument31 SeitenP5252 Anschlussgehaeuse PDFMauro S CabralNoch keine Bewertungen
- Introdução à Hidráulica: Sistemas, Circuitos e Comparação com PneumáticosDokument11 SeitenIntrodução à Hidráulica: Sistemas, Circuitos e Comparação com PneumáticosBruno FontouraNoch keine Bewertungen
- Manual de Hidraulica Azevedo NettoDokument344 SeitenManual de Hidraulica Azevedo NettoMauro S Cabral100% (1)
- Apostila de Desenho PDFDokument37 SeitenApostila de Desenho PDFMauro S CabralNoch keine Bewertungen
- Manual de Identificação de RoscasDokument22 SeitenManual de Identificação de RoscasMauro S Cabral100% (2)
- Fórmulas hidráulicas básicasDokument3 SeitenFórmulas hidráulicas básicasMauro S CabralNoch keine Bewertungen
- Treinamento e Programa - o TNG FANUC 0i-Mate TCDokument17 SeitenTreinamento e Programa - o TNG FANUC 0i-Mate TCfedox100% (7)
- DS AC0908 PT BR 104134Dokument4 SeitenDS AC0908 PT BR 104134Mauro S CabralNoch keine Bewertungen
- Tecnico em Manutencao Mecanica IndustrialDokument8 SeitenTecnico em Manutencao Mecanica IndustrialMauro S CabralNoch keine Bewertungen
- Lista Paramet PortuguesDokument80 SeitenLista Paramet PortuguesMauro S CabralNoch keine Bewertungen
- DS IN0014 PT BR 90673Dokument2 SeitenDS IN0014 PT BR 90673Mauro S CabralNoch keine Bewertungen
- Teoria Da Hidrostatica de TornosDokument109 SeitenTeoria Da Hidrostatica de TornosMauro S Cabral100% (1)
- Conicas e HelicoidaisDokument24 SeitenConicas e HelicoidaisGabriel de SáNoch keine Bewertungen
- Eletrotecnica - Inversores (Completo)Dokument24 SeitenEletrotecnica - Inversores (Completo)Dudu OliveiraNoch keine Bewertungen
- 49 ManualDokument465 Seiten49 ManualFabio SantosNoch keine Bewertungen
- Problemas em Bombas CentrífugasDokument17 SeitenProblemas em Bombas CentrífugasMauro S CabralNoch keine Bewertungen
- Programação Manual de Centro de Usinagem CNCDokument65 SeitenProgramação Manual de Centro de Usinagem CNCMarcio Rodrigo Balmont100% (1)
- Estudo da não linearidade de folga em manipuladores robóticosDokument8 SeitenEstudo da não linearidade de folga em manipuladores robóticosMauro S CabralNoch keine Bewertungen
- Apostila de Pneumática - ParkerDokument168 SeitenApostila de Pneumática - ParkerIzabela Almeida Mocelin100% (3)
- Catalogo Rubbertec RaspadoresDokument5 SeitenCatalogo Rubbertec RaspadoresMauro S CabralNoch keine Bewertungen
- Os pilares da felicidade: competência, reciprocidade, ação e sentidoDokument24 SeitenOs pilares da felicidade: competência, reciprocidade, ação e sentidoMauro S CabralNoch keine Bewertungen
- Valvula Direciona RexrolthDokument14 SeitenValvula Direciona RexrolthMauro S CabralNoch keine Bewertungen
- PARAFUSOSDokument88 SeitenPARAFUSOSAntonio Carlos S. FreitasNoch keine Bewertungen
- Resolucao CFM 1671 03Dokument22 SeitenResolucao CFM 1671 03Guilherme De Almeida LopesNoch keine Bewertungen
- Arquivo Lina Bo Bardi descreve projetosDokument125 SeitenArquivo Lina Bo Bardi descreve projetosadao100% (2)
- Cat A LogoDokument79 SeitenCat A Logolessa-neves100% (1)
- Sistema de Gestão Ambiental - GerdauDokument10 SeitenSistema de Gestão Ambiental - GerdauDaniela SoaresNoch keine Bewertungen
- Componentes principais lareiraDokument2 SeitenComponentes principais lareiraLuciana Squassina StiglianoNoch keine Bewertungen
- História do WindowsDokument13 SeitenHistória do WindowsJennifer JonesNoch keine Bewertungen
- A arte da pesquisa: argumentos, rascunhos e discussõesDokument34 SeitenA arte da pesquisa: argumentos, rascunhos e discussõesCaio FilipeNoch keine Bewertungen
- Serra circular pedras 110mmDokument1 SeiteSerra circular pedras 110mmPlasmon1971Noch keine Bewertungen
- ReferênciaS SOBRE PLANEJAMENTO ESTRATÉGICODokument4 SeitenReferênciaS SOBRE PLANEJAMENTO ESTRATÉGICOPedro Alves França Filho FilhoNoch keine Bewertungen
- Os Parques Da Cidade de Apucarana - PRDokument17 SeitenOs Parques Da Cidade de Apucarana - PRAparecido Pires MoraesNoch keine Bewertungen
- Produção de Solventes Orgânicos - Fermentação MicrobianaDokument41 SeitenProdução de Solventes Orgânicos - Fermentação MicrobianaJocirlei FelicioNoch keine Bewertungen
- SIST DIG Exp-03-Presencial (Circuito de Uma Função Lógica) - 2s2022Dokument3 SeitenSIST DIG Exp-03-Presencial (Circuito de Uma Função Lógica) - 2s2022iron hNoch keine Bewertungen
- Lista de Ramais Completa TJRO 2015Dokument8 SeitenLista de Ramais Completa TJRO 2015tbramosNoch keine Bewertungen
- 10.2 - Deflexão em Vigas Estaticamente Indeterminadas, Método Da Superposição, Mecânica Dos Materias, Gere, 7 Edição, Exercícios Resolvidos PDFDokument48 Seiten10.2 - Deflexão em Vigas Estaticamente Indeterminadas, Método Da Superposição, Mecânica Dos Materias, Gere, 7 Edição, Exercícios Resolvidos PDFRafaelSilvaChicoliNoch keine Bewertungen
- Memórias RAM e ROM: Características e FuncionamentoDokument14 SeitenMemórias RAM e ROM: Características e FuncionamentoDaisy RogerNoch keine Bewertungen
- A IMPORTÂNCIA DA SOCIALIZAÇÃO NOS CURSOS EAD Elinildo Marinho de LimaDokument2 SeitenA IMPORTÂNCIA DA SOCIALIZAÇÃO NOS CURSOS EAD Elinildo Marinho de Limaelinildo100% (1)
- Atividade 4Dokument3 SeitenAtividade 4Kleber Alves De CamargoNoch keine Bewertungen
- Router CNC Com ArduinoDokument30 SeitenRouter CNC Com ArduinoCardoso Isaac DanielNoch keine Bewertungen
- Fornos de FundiçãoDokument46 SeitenFornos de FundiçãojotageaNoch keine Bewertungen
- Manual de Eventos CNIDokument124 SeitenManual de Eventos CNIEyderson FonsecaNoch keine Bewertungen
- O jogo no desenvolvimento infantil segundo Piaget e VygotskyDokument18 SeitenO jogo no desenvolvimento infantil segundo Piaget e VygotskySandraNoch keine Bewertungen
- Manual Bomba HidraulicaDokument40 SeitenManual Bomba HidraulicaErlon Alex da Guia Silva Da GuiaNoch keine Bewertungen
- Manual GlobalgapDokument135 SeitenManual GlobalgappelosirosnanetNoch keine Bewertungen
- Norma ISO 19011Dokument5 SeitenNorma ISO 19011GizeleBaldoNoch keine Bewertungen
- Resumo Dos Cinco Livros Da ITIL V3Dokument2 SeitenResumo Dos Cinco Livros Da ITIL V3andre_vasconcelllos6929100% (1)
- Manutenção de Escada RolanteDokument46 SeitenManutenção de Escada RolanteWander Gomes86% (7)
- MM440 - Local-Remoto PDFDokument3 SeitenMM440 - Local-Remoto PDFJonas SilvaNoch keine Bewertungen
- Apresentação AnvisaDokument18 SeitenApresentação AnvisaFabiana SélosNoch keine Bewertungen
- Camara de Maturação Zanetti PDFDokument7 SeitenCamara de Maturação Zanetti PDFSosdacosturaNoch keine Bewertungen
- APCER - Regulamento Geral de Certificação de Sistemas de GestãoDokument17 SeitenAPCER - Regulamento Geral de Certificação de Sistemas de GestãoJorge Pinho da CruzNoch keine Bewertungen