Das könnte Ihnen auch gefallen
- Jigs and FixturesDokument83 SeitenJigs and FixturesRoyNoch keine Bewertungen
- PBT mt11060 GDokument250 SeitenPBT mt11060 Gandreeaoana45Noch keine Bewertungen
- Macro ProgramDokument2 SeitenMacro Programdvt0% (1)
- Work HoldingDokument337 SeitenWork HoldingMuhammad FadhilNoch keine Bewertungen
- English - Lathe NGC - Operator's Manual - 2018Dokument456 SeitenEnglish - Lathe NGC - Operator's Manual - 2018Francisco Salas GalvánNoch keine Bewertungen
- GSK980TD Turning Machine CNC System User Manual (English Version)Dokument408 SeitenGSK980TD Turning Machine CNC System User Manual (English Version)Yadai CastilloNoch keine Bewertungen
- Eng - DNM Ii - 1401 - Su - E20Dokument20 SeitenEng - DNM Ii - 1401 - Su - E20Nikolat840% (1)
- Mastercam 2017 ToolManager Tutorial SAMPLEDokument20 SeitenMastercam 2017 ToolManager Tutorial SAMPLEEd lHighNoch keine Bewertungen
- True Mill Training ManualDokument24 SeitenTrue Mill Training Manualrick.mccort2766Noch keine Bewertungen
- PowerMILL 2016 - Getting Started enDokument87 SeitenPowerMILL 2016 - Getting Started enRaulEstalNoch keine Bewertungen
- Mill TutorialDokument208 SeitenMill TutorialMatheus ManciniNoch keine Bewertungen
- HaasLiveToolOpProgram - W - DS Manual PDFDokument70 SeitenHaasLiveToolOpProgram - W - DS Manual PDFGuillermo RamirezNoch keine Bewertungen
- Bending (Metalworking) : "Metal Bending" Redirects Here. For The Form of Stage Magic, SeeDokument10 SeitenBending (Metalworking) : "Metal Bending" Redirects Here. For The Form of Stage Magic, SeeJordan MosesNoch keine Bewertungen
- Century Star CNC System Programming Guide For Milling Machines PDFDokument147 SeitenCentury Star CNC System Programming Guide For Milling Machines PDFDiego Steven Pulido AriasNoch keine Bewertungen
- Q&A Manual Guide 16i 18i 21iDokument23 SeitenQ&A Manual Guide 16i 18i 21ivrpatel1Noch keine Bewertungen
- MASTERCAM - PocketDokument23 SeitenMASTERCAM - PocketcostycgNoch keine Bewertungen
- High Speed Machining (HSM) : Seminar OnDokument26 SeitenHigh Speed Machining (HSM) : Seminar OnAnonymous LFgO4WbID100% (2)
- Chapter 6 High Speed MachiningDokument31 SeitenChapter 6 High Speed Machiningmuhamadsaidi100% (5)
- Advanced CSDokument192 SeitenAdvanced CSbilly dillpickerNoch keine Bewertungen
- My CNC TurningDokument7 SeitenMy CNC Turningde_stanszaNoch keine Bewertungen
- Vericut CAM InterfacesDokument2 SeitenVericut CAM InterfacessivakumarsambandamNoch keine Bewertungen
- Puma Work Ejector Tip ReplacementDokument3 SeitenPuma Work Ejector Tip ReplacementpaulNoch keine Bewertungen
- SolidCAM 2017 2.5D Milling Training Course PDFDokument320 SeitenSolidCAM 2017 2.5D Milling Training Course PDFAdnan MustafićNoch keine Bewertungen
- Unit-II-Capstan & Turret LatheDokument101 SeitenUnit-II-Capstan & Turret LatheRavichandran GNoch keine Bewertungen
- Touch Probe Cycles: Product InformationDokument6 SeitenTouch Probe Cycles: Product Informationsonnv_hcmuteNoch keine Bewertungen
- Anilam 4200t CNC Programming and Operations ManualDokument355 SeitenAnilam 4200t CNC Programming and Operations ManualAlexandru PrecupNoch keine Bewertungen
- Milling MachinesDokument48 SeitenMilling MachinesAliah IzzahNoch keine Bewertungen
- Surf CamDokument12 SeitenSurf CamFlex ChrnosNoch keine Bewertungen
- Feed Rate CalculationsDokument4 SeitenFeed Rate CalculationsJesus Said Mercado VegaNoch keine Bewertungen
- Constant Cutter Load: You Will LearnDokument7 SeitenConstant Cutter Load: You Will LearntsaladygaNoch keine Bewertungen
- Katalog-SA CA IQDokument16 SeitenKatalog-SA CA IQVictor Godoy100% (1)
- Aditive Manufacturing Processes: Carlos Relvas - 1Dokument30 SeitenAditive Manufacturing Processes: Carlos Relvas - 1Dário MitreiroNoch keine Bewertungen
- Mill Lesson FBM 1Dokument34 SeitenMill Lesson FBM 1saleem110110100% (1)
- Solid Cam 2007 Turning Training CourseDokument31 SeitenSolid Cam 2007 Turning Training Coursedpdpd1234Noch keine Bewertungen
- Mastercam 2017 For SOLIDWORKS Tutorial LatheDokument135 SeitenMastercam 2017 For SOLIDWORKS Tutorial LatheMaximiliano GarciaNoch keine Bewertungen
- Artcam Detailed Installation InstructionsDokument12 SeitenArtcam Detailed Installation InstructionsCamelia Neagu-CogalniceanuNoch keine Bewertungen
- Hurco Lathe Conversational r0115-201Dokument84 SeitenHurco Lathe Conversational r0115-201rastaeggNoch keine Bewertungen
- Milling Cutting Speeds & RPM CalculationsDokument3 SeitenMilling Cutting Speeds & RPM CalculationsQuilerNoch keine Bewertungen
- X7 Four Axis Lesson 3 SampleDokument68 SeitenX7 Four Axis Lesson 3 SampleTruonglana100% (1)
- Machinist'S Reference GuideDokument52 SeitenMachinist'S Reference Guidedelta toNoch keine Bewertungen
- Mastercam PDFDokument2 SeitenMastercam PDFNguyên Trương0% (1)
- CNC Programming Handbook 2nd Edition by Peter SmidDokument529 SeitenCNC Programming Handbook 2nd Edition by Peter SmidNeelNoch keine Bewertungen
- User Manual Solidworks Solidcam 5 Axis eDokument22 SeitenUser Manual Solidworks Solidcam 5 Axis exags89gue89Noch keine Bewertungen
- Book of Spindles Part 1Dokument46 SeitenBook of Spindles Part 1Archana MohanNoch keine Bewertungen
- Pickoff Pull Cutoff Application Guide in MasterCamDokument20 SeitenPickoff Pull Cutoff Application Guide in MasterCameltklasNoch keine Bewertungen
- Development of A Postprocessor For A Multi-Axis CNC Milling CenteDokument58 SeitenDevelopment of A Postprocessor For A Multi-Axis CNC Milling CenteAnonymous PJP78mSxNoch keine Bewertungen
- Creating A Basic Postprocessor With NX Post Builder For BeginnersDokument21 SeitenCreating A Basic Postprocessor With NX Post Builder For BeginnersOleksQNoch keine Bewertungen
- Files and Mastercam PDFDokument38 SeitenFiles and Mastercam PDFGuillermo RamirezNoch keine Bewertungen
- Introduction To Cad/Cam Using Mastercam: Mohd Ridzuan MD Sharif Jabatan Teknologi Mekanikal Pemesinan Iktbn SepangDokument33 SeitenIntroduction To Cad/Cam Using Mastercam: Mohd Ridzuan MD Sharif Jabatan Teknologi Mekanikal Pemesinan Iktbn SepangMardhieyah JamaluddinNoch keine Bewertungen
- CNC Program Which Shows The Use of G81 Drilling Cycle G84 Tapping CycleDokument2 SeitenCNC Program Which Shows The Use of G81 Drilling Cycle G84 Tapping Cycleسليمان مصريNoch keine Bewertungen
- Jyoti CNCDokument46 SeitenJyoti CNCAmit Vora100% (1)
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryVon EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- SolidWorks 2017 Black Book: SolidWorks Black BookVon EverandSolidWorks 2017 Black Book: SolidWorks Black BookBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Albert Bandura and MaslowDokument3 SeitenAlbert Bandura and MaslowMark Christian LiwagNoch keine Bewertungen
- Technical Drafting: Job Ready Assessment BlueprintDokument12 SeitenTechnical Drafting: Job Ready Assessment BlueprintMark Christian LiwagNoch keine Bewertungen
- ME180 Preliminary Report Pagbilao Power StationDokument15 SeitenME180 Preliminary Report Pagbilao Power StationMark Christian LiwagNoch keine Bewertungen
- The Eight Steps in The Cycle of OperationDokument8 SeitenThe Eight Steps in The Cycle of OperationMark Christian Liwag100% (1)
- 4TH Grding 2013-2014Dokument63 Seiten4TH Grding 2013-2014Mark Christian LiwagNoch keine Bewertungen
- Toulmin WorksheetDokument2 SeitenToulmin WorksheetMark Christian LiwagNoch keine Bewertungen
- Stoeger X10 and Crosman Quest 1000XDokument13 SeitenStoeger X10 and Crosman Quest 1000XStephen Archer100% (1)
- 9js150ta-B QH50-G16576Dokument32 Seiten9js150ta-B QH50-G16576Stewart DuncanNoch keine Bewertungen
- GIW Technical Series: Impeller Removal TechniquesDokument2 SeitenGIW Technical Series: Impeller Removal TechniquesTravis SkinnerNoch keine Bewertungen
- Jonsered Chain Guide 72LGX - F&BDokument2 SeitenJonsered Chain Guide 72LGX - F&BMycastNoch keine Bewertungen
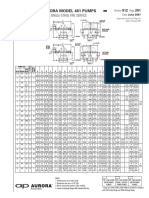
- Aurora Model 481 Pumps: Single-Stage Fire ServiceDokument20 SeitenAurora Model 481 Pumps: Single-Stage Fire ServicenhacotungNoch keine Bewertungen
- Butt Weld FittingsDokument15 SeitenButt Weld FittingsRoberto OliveiraNoch keine Bewertungen
- Atlas Copco GA 15 To GA 30 Part List 16 17Dokument2 SeitenAtlas Copco GA 15 To GA 30 Part List 16 17RICHARDNoch keine Bewertungen
- Inspection Check List (Raw Mill-II)Dokument1 SeiteInspection Check List (Raw Mill-II)Irfan Ahmed100% (1)
- Heckler & Kock HK MP7A1 Submachine Gun (Germany) 8Dokument2 SeitenHeckler & Kock HK MP7A1 Submachine Gun (Germany) 8blowmeasshole1911100% (2)
- Me2308 Set2Dokument4 SeitenMe2308 Set2kaliappan454900% (1)
- FLANGE JIS 16K SS304 & CS Rev 2Dokument2 SeitenFLANGE JIS 16K SS304 & CS Rev 2Hendrias ari sujarwoNoch keine Bewertungen
- Gear FormulasDokument2 SeitenGear FormulasABHIRAM RNoch keine Bewertungen
- Ied Product Disassembly ChartDokument5 SeitenIed Product Disassembly ChartEthan HuangNoch keine Bewertungen
- Kiswok Pipe Layout AdDokument1 SeiteKiswok Pipe Layout AdaroonkumaarvNoch keine Bewertungen
- ASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncDokument25 SeitenASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncAnonymous nXGOGxyeNoch keine Bewertungen
- Section 23 21 00 - Hydronic Valves and SundriesDokument22 SeitenSection 23 21 00 - Hydronic Valves and Sundriesvaradarajck893Noch keine Bewertungen
- Cut CLX For 15 KV CableDokument4 SeitenCut CLX For 15 KV CableJorge BaqueNoch keine Bewertungen
- Haier Esa-3065-3085 hwr08xc5 Window-Type Air Conditioner 2004 SM PDFDokument21 SeitenHaier Esa-3065-3085 hwr08xc5 Window-Type Air Conditioner 2004 SM PDFhernandez.josedomingo6804Noch keine Bewertungen
- Study of Level and Levelling StaffDokument4 SeitenStudy of Level and Levelling Staffhaggai ngosaNoch keine Bewertungen
- Gasmultibloc Combined Regulator and Safety Shut-Off Valves Single-Stage Function Integrated Bypass Valve MB-D (Le) 405 - 412 B07Dokument6 SeitenGasmultibloc Combined Regulator and Safety Shut-Off Valves Single-Stage Function Integrated Bypass Valve MB-D (Le) 405 - 412 B07TobiasAngererNoch keine Bewertungen
- Master 36 Module 5 Centrifugal Pump TypesDokument5 SeitenMaster 36 Module 5 Centrifugal Pump TypesSandeep YadavNoch keine Bewertungen
- Price List 2018-19: Rishabh Instruments Pvt. LTDDokument77 SeitenPrice List 2018-19: Rishabh Instruments Pvt. LTDpranay prakashNoch keine Bewertungen
- TM 43 0001 47 - CHG 1Dokument639 SeitenTM 43 0001 47 - CHG 1Michael AbrahaNoch keine Bewertungen
- Yanmar 4jh2-Dte, 4jh2e, 4jh2-Hte, 4jh2-Te, 4jh2-Ute (B)Dokument12 SeitenYanmar 4jh2-Dte, 4jh2e, 4jh2-Hte, 4jh2-Te, 4jh2-Ute (B)David dounaiNoch keine Bewertungen
- EGM - CNC Precision Hybrid ID & OD GrinderDokument6 SeitenEGM - CNC Precision Hybrid ID & OD GrinderGatyo GatevNoch keine Bewertungen
- Listado de Partes CP-0069Dokument10 SeitenListado de Partes CP-0069VILLIK PNoch keine Bewertungen
- DormerDokument48 SeitenDormerapi-262447022Noch keine Bewertungen
- Ambush Player Aid ScreenDokument2 SeitenAmbush Player Aid ScreenChudyNoch keine Bewertungen
- 15" Planer Instruction Manual: MODEL G0550/G0551Dokument56 Seiten15" Planer Instruction Manual: MODEL G0550/G0551Nathan MoyerNoch keine Bewertungen
- Atlas Copco: Stationary Air CompressorsDokument66 SeitenAtlas Copco: Stationary Air CompressorsChriss Vzz100% (4)