Das könnte Ihnen auch gefallen
- Schemes - For - Promoting - Energy - Efficiency - in - India - During - The - XI - Plan PDFDokument16 SeitenSchemes - For - Promoting - Energy - Efficiency - in - India - During - The - XI - Plan PDFOM PRAKASHNoch keine Bewertungen
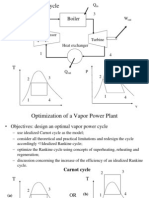
- A Vapor Power Cycle: BoilerDokument14 SeitenA Vapor Power Cycle: BoilerRohan RustagiNoch keine Bewertungen
- Rovalve Fig. P12 Knife Gate ValveDokument2 SeitenRovalve Fig. P12 Knife Gate ValveOM PRAKASHNoch keine Bewertungen
- Boiler & AuxiliaryDokument8 SeitenBoiler & AuxiliaryOM PRAKASHNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Letter From Attorneys General To 3MDokument5 SeitenLetter From Attorneys General To 3MHonolulu Star-AdvertiserNoch keine Bewertungen
- Todo Matic PDFDokument12 SeitenTodo Matic PDFSharrife JNoch keine Bewertungen
- Flowmon Ads Enterprise Userguide enDokument82 SeitenFlowmon Ads Enterprise Userguide ennagasatoNoch keine Bewertungen
- Job Order Costing: Patrick Louie E. Reyes, CTT, Micb, Rca, CpaDokument45 SeitenJob Order Costing: Patrick Louie E. Reyes, CTT, Micb, Rca, CpaClaudette Clemente100% (1)
- Philippine Army BDU BidDokument2 SeitenPhilippine Army BDU BidMaria TeresaNoch keine Bewertungen
- Excess AirDokument10 SeitenExcess AirjkaunoNoch keine Bewertungen
- Dermatology Study Guide 2023-IvDokument7 SeitenDermatology Study Guide 2023-IvUnknown ManNoch keine Bewertungen
- Template WFP-Expenditure Form 2024Dokument22 SeitenTemplate WFP-Expenditure Form 2024Joey Simba Jr.Noch keine Bewertungen
- CBSE Class 6 Whole Numbers WorksheetDokument2 SeitenCBSE Class 6 Whole Numbers WorksheetPriyaprasad PandaNoch keine Bewertungen
- Computer Networks Transmission Media: Dr. Mohammad AdlyDokument14 SeitenComputer Networks Transmission Media: Dr. Mohammad AdlyRichthofen Flies Bf109Noch keine Bewertungen
- CS210 Lecture 32 Magical Application Binary Tree IIIDokument38 SeitenCS210 Lecture 32 Magical Application Binary Tree IIIOshoNoch keine Bewertungen
- Price List PPM TerbaruDokument7 SeitenPrice List PPM TerbaruAvip HidayatNoch keine Bewertungen
- Paper 4 (A) (I) IGCSE Biology (Time - 30 Mins)Dokument12 SeitenPaper 4 (A) (I) IGCSE Biology (Time - 30 Mins)Hisham AlEnaiziNoch keine Bewertungen
- Factors of Active Citizenship EducationDokument2 SeitenFactors of Active Citizenship EducationmauïNoch keine Bewertungen
- Assignment - Final TestDokument3 SeitenAssignment - Final TestbahilashNoch keine Bewertungen
- History of Microfinance in NigeriaDokument9 SeitenHistory of Microfinance in Nigeriahardmanperson100% (1)
- Precision Machine Components: NSK Linear Guides Ball Screws MonocarriersDokument564 SeitenPrecision Machine Components: NSK Linear Guides Ball Screws MonocarriersDorian Cristian VatavuNoch keine Bewertungen
- SNC 2p1 Course Overview 2015Dokument2 SeitenSNC 2p1 Course Overview 2015api-212901753Noch keine Bewertungen
- Cableado de TermocuplasDokument3 SeitenCableado de TermocuplasRUBEN DARIO BUCHELLYNoch keine Bewertungen
- Hipotension 6Dokument16 SeitenHipotension 6arturo castilloNoch keine Bewertungen
- Lecture NotesDokument6 SeitenLecture NotesRawlinsonNoch keine Bewertungen
- STS Prelim ExamDokument2 SeitenSTS Prelim ExamMychie Lynne MayugaNoch keine Bewertungen
- EN 12449 CuNi Pipe-2012Dokument47 SeitenEN 12449 CuNi Pipe-2012DARYONO sudaryonoNoch keine Bewertungen
- Gapped SentencesDokument8 SeitenGapped SentencesKianujillaNoch keine Bewertungen
- Real Estate Broker ReviewerREBLEXDokument124 SeitenReal Estate Broker ReviewerREBLEXMar100% (4)
- Anti Jamming of CdmaDokument10 SeitenAnti Jamming of CdmaVishnupriya_Ma_4804Noch keine Bewertungen
- Physioex 9.0 Exercise 1 Act 1Dokument5 SeitenPhysioex 9.0 Exercise 1 Act 1Adela LhuzNoch keine Bewertungen
- Special Power of Attorney: Benedict Joseph M. CruzDokument1 SeiteSpecial Power of Attorney: Benedict Joseph M. CruzJson GalvezNoch keine Bewertungen
- 3d Control Sphere Edge and Face StudyDokument4 Seiten3d Control Sphere Edge and Face Studydjbroussard100% (2)
- Empanelment of Architect-Consultant - Work Costing More Than 200 Lacs. (Category-B)Dokument6 SeitenEmpanelment of Architect-Consultant - Work Costing More Than 200 Lacs. (Category-B)HARSHITRAJ KOTIYANoch keine Bewertungen