Das könnte Ihnen auch gefallen
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- API - Solid Bed Adsorbers PDFDokument70 SeitenAPI - Solid Bed Adsorbers PDFImtiaz Ali100% (1)
- Storage Vacuum CollapseDokument7 SeitenStorage Vacuum CollapsebehnamhfNoch keine Bewertungen
- Control Valve & Actuator Sizing27012004173744Dokument23 SeitenControl Valve & Actuator Sizing27012004173744Raju NaiduNoch keine Bewertungen
- Nitrogen Intro in ReportDokument6 SeitenNitrogen Intro in ReportlintasamimNoch keine Bewertungen
- APV Heat Transfer Handbook PDFDokument64 SeitenAPV Heat Transfer Handbook PDFAndronic Cosmin100% (2)
- Updating The Rules For Pipe Sizing PDFDokument4 SeitenUpdating The Rules For Pipe Sizing PDFJohn AnthoniNoch keine Bewertungen
- 2008 04 PDFDokument98 Seiten2008 04 PDFValeria100% (1)
- 2015 06 SPE Facilities Savvy Separator Series Part 1Dokument6 Seiten2015 06 SPE Facilities Savvy Separator Series Part 1Didik WahyudiNoch keine Bewertungen
- 1 Chaker - Evaporative Cooling of Gas Turbine EnginesDokument12 Seiten1 Chaker - Evaporative Cooling of Gas Turbine Engineshermez19Noch keine Bewertungen
- Pipe Sizing Steam Supply and Condensate Return Lines Sizing Charts Chart CG-25, page CG-51, is the basic chart for determining the flow rate and velocity of steam in Schedule 40 pipe for various values of pressure drop per 100 ft, based on 0 psig saturated steam. Using the multiplier chart (Chart CG-24), Chart CG-25 can be used at all saturation pressures between 0 and 200 psig (see Example). These Charts are based on the Moody Friction Factor, which considers the Reynolds number and the roughness of the internal pipe surfaces. Notes: Based on Moody Friction Factor where flow of condensate does not inhibit the flow of steam. See Chart CG-24 for obtaining flow rates and velocities of all saturation pressures between 0 to 200 psig: see Example. Pipe Sizing Two principal factors determine pipe sizing in a steam system: 1. The initial pressure at the boiler and the allowable pressure drop of the total system. The total pressure drop in the system should not exceed 20% ofDokument3 SeitenPipe Sizing Steam Supply and Condensate Return Lines Sizing Charts Chart CG-25, page CG-51, is the basic chart for determining the flow rate and velocity of steam in Schedule 40 pipe for various values of pressure drop per 100 ft, based on 0 psig saturated steam. Using the multiplier chart (Chart CG-24), Chart CG-25 can be used at all saturation pressures between 0 and 200 psig (see Example). These Charts are based on the Moody Friction Factor, which considers the Reynolds number and the roughness of the internal pipe surfaces. Notes: Based on Moody Friction Factor where flow of condensate does not inhibit the flow of steam. See Chart CG-24 for obtaining flow rates and velocities of all saturation pressures between 0 to 200 psig: see Example. Pipe Sizing Two principal factors determine pipe sizing in a steam system: 1. The initial pressure at the boiler and the allowable pressure drop of the total system. The total pressure drop in the system should not exceed 20% of1970acoNoch keine Bewertungen
- Be Smart About Column DesignDokument7 SeitenBe Smart About Column DesignJermaine HeathNoch keine Bewertungen
- Valve Sizing Calculations: Proper Selection Requires Understanding FlowDokument17 SeitenValve Sizing Calculations: Proper Selection Requires Understanding Flowarianto32Noch keine Bewertungen
- My Steam Trap Is Good Why Doesnt It WorkDokument9 SeitenMy Steam Trap Is Good Why Doesnt It WorkrowanlimNoch keine Bewertungen
- Falling Film Heat Transfer CoefficientDokument22 SeitenFalling Film Heat Transfer CoefficientZarra FaktNoch keine Bewertungen
- Pump Sizing ParametersDokument1 SeitePump Sizing ParametersBramJanssen76Noch keine Bewertungen
- Steam Engineering Tutorial Safety ValveDokument16 SeitenSteam Engineering Tutorial Safety Valvedongpc1100% (1)
- Understanding Centrifugal Compressor Capacity ControlsDokument5 SeitenUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- Ulman Part 10Dokument1.000 SeitenUlman Part 10Yana RahmadaniNoch keine Bewertungen
- Chemical Engineering June 2013Dokument66 SeitenChemical Engineering June 2013Riki MandolNoch keine Bewertungen
- Graham - Proper Piping For Vacuum SystemDokument5 SeitenGraham - Proper Piping For Vacuum SystemAnonymous DJrec2Noch keine Bewertungen
- Chemcad 6 User GuideDokument202 SeitenChemcad 6 User Guideerhan ünal100% (1)
- Vortex Breakers: RBRR and RBRQDokument6 SeitenVortex Breakers: RBRR and RBRQarachman297988Noch keine Bewertungen
- Hydrocarbon Processing February 2012Dokument93 SeitenHydrocarbon Processing February 2012Catalina Andreea MaicanNoch keine Bewertungen
- IntroKGTowerV2 0 PDFDokument14 SeitenIntroKGTowerV2 0 PDFrasyid93Noch keine Bewertungen
- Compressed Air SystemsDokument26 SeitenCompressed Air SystemsRajeshNoch keine Bewertungen
- Flare ManualDokument53 SeitenFlare ManualMallela Sampath KumarNoch keine Bewertungen
- Heat Transfer - System Design IIDokument1 SeiteHeat Transfer - System Design IIAnonymous 1zdRSWskhgNoch keine Bewertungen
- Stripping Notes PDFDokument28 SeitenStripping Notes PDFnimi khalidNoch keine Bewertungen
- How To Properly Size A Steam TrapDokument4 SeitenHow To Properly Size A Steam TrapJessicalba Lou100% (1)
- Physical Property Methods and ModelsDokument436 SeitenPhysical Property Methods and Modelstranhoangan100% (1)
- A Guideline For Design Pressure - Part 1Dokument4 SeitenA Guideline For Design Pressure - Part 1Said Ahmed SalemNoch keine Bewertungen
- Pump Selection System Curve AnalysisDokument35 SeitenPump Selection System Curve Analysisgaurao nasareNoch keine Bewertungen
- Sizing Calculations For Pressure Relief Valves - Chemical Engineering (2013)Dokument8 SeitenSizing Calculations For Pressure Relief Valves - Chemical Engineering (2013)Jim WesnorNoch keine Bewertungen
- Process Simulation of Dehydration Unit For The Comparative Analysis of Natural Gas Processing and Carbon Capture ApplicationDokument40 SeitenProcess Simulation of Dehydration Unit For The Comparative Analysis of Natural Gas Processing and Carbon Capture ApplicationeduryuNoch keine Bewertungen
- CS47 - Coalescing Filter Sizing Using Rated and Specified DP ComponentsDokument17 SeitenCS47 - Coalescing Filter Sizing Using Rated and Specified DP ComponentsSoporte SyeNoch keine Bewertungen
- Pressure Swing Adsorption in The Unit Operations LaboratoryDokument8 SeitenPressure Swing Adsorption in The Unit Operations Laboratorydilip matalNoch keine Bewertungen
- SPE-171415-MS Increasing Sales Gas Output From Glycol Dehydration PlantsDokument7 SeitenSPE-171415-MS Increasing Sales Gas Output From Glycol Dehydration Plantsnguyenphuoc258Noch keine Bewertungen
- Control Valve Sizing For Water Systems - International Site For Spirax SarcoDokument13 SeitenControl Valve Sizing For Water Systems - International Site For Spirax Sarcosas999333Noch keine Bewertungen
- Heat-Exchanger Bypass Control: William L. LuybenDokument9 SeitenHeat-Exchanger Bypass Control: William L. LuybenYu Hui100% (1)
- Vacuum Distillation in Petroleum RefineryDokument3 SeitenVacuum Distillation in Petroleum RefineryAdelmo FilhoNoch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Von EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Noch keine Bewertungen
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Von EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28Noch keine Bewertungen
- Natural Gas Processing from Midstream to DownstreamVon EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNoch keine Bewertungen
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentVon EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNoch keine Bewertungen
- Practical Chemical Thermodynamics for GeoscientistsVon EverandPractical Chemical Thermodynamics for GeoscientistsNoch keine Bewertungen
- Chemical Process Design: Computer-Aided Case StudiesVon EverandChemical Process Design: Computer-Aided Case StudiesNoch keine Bewertungen
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsVon EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNoch keine Bewertungen
- High Pressure Phase Behaviour of Multicomponent Fluid MixturesVon EverandHigh Pressure Phase Behaviour of Multicomponent Fluid MixturesNoch keine Bewertungen
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Advances in Solid–Liquid Flow in Pipes and Its ApplicationVon EverandAdvances in Solid–Liquid Flow in Pipes and Its ApplicationIraj ZandiBewertung: 5 von 5 Sternen5/5 (2)
- Multiphase Flow 1995Von EverandMultiphase Flow 1995A. SerizawaNoch keine Bewertungen
- Physical and Chemical Equilibrium for Chemical EngineersVon EverandPhysical and Chemical Equilibrium for Chemical EngineersBewertung: 5 von 5 Sternen5/5 (1)
- Statistics for Process Control Engineers: A Practical ApproachVon EverandStatistics for Process Control Engineers: A Practical ApproachNoch keine Bewertungen
- Advanced Process Control A Complete Guide - 2020 EditionVon EverandAdvanced Process Control A Complete Guide - 2020 EditionNoch keine Bewertungen
- Real Time Optimization With Multivariable Control Is Required To Maximize ProfitsDokument5 SeitenReal Time Optimization With Multivariable Control Is Required To Maximize ProfitsjamestppNoch keine Bewertungen
- Multi-Variable Predictive Controller For Bauxite MillingDokument4 SeitenMulti-Variable Predictive Controller For Bauxite MillingjamestppNoch keine Bewertungen
- Conda Cheatsheet PDFDokument2 SeitenConda Cheatsheet PDFDeeptiNoch keine Bewertungen
- Solving first order linear differential equationsDokument2 SeitenSolving first order linear differential equationsjamestppNoch keine Bewertungen
- Source - DCOM Event ID - 10021 (Windows Operating System 5Dokument1 SeiteSource - DCOM Event ID - 10021 (Windows Operating System 5jamestppNoch keine Bewertungen
- Aspen Manufacturing Suite Advanced Process Control: Release NotesDokument35 SeitenAspen Manufacturing Suite Advanced Process Control: Release NotesjamestppNoch keine Bewertungen
- Simulacao Dinamica e o Engenheiro de ProcessosDokument16 SeitenSimulacao Dinamica e o Engenheiro de ProcessosAlancássio EulálioNoch keine Bewertungen
- MPC Aspen PDFDokument5 SeitenMPC Aspen PDFjamestppNoch keine Bewertungen
- OPC and DCOM Configuration - Windows Server 2008Dokument24 SeitenOPC and DCOM Configuration - Windows Server 2008jamestppNoch keine Bewertungen
- MPC AspenDokument4 SeitenMPC AspenjamestppNoch keine Bewertungen
- Introduction To ODEDokument1 SeiteIntroduction To ODEjamestppNoch keine Bewertungen
- IsoclinesDokument2 SeitenIsoclinesErnani LezierNoch keine Bewertungen
- Decentralized Model Predictive Control of Cooperating Uavs: Arthur Richards and Jonathan HowDokument6 SeitenDecentralized Model Predictive Control of Cooperating Uavs: Arthur Richards and Jonathan HowjamestppNoch keine Bewertungen
- Decentralized Model Predictive Control of Cooperating Uavs: Arthur Richards and Jonathan HowDokument6 SeitenDecentralized Model Predictive Control of Cooperating Uavs: Arthur Richards and Jonathan HowjamestppNoch keine Bewertungen
- Handbook of Commercial Catalysts: Heterogeneous Catalysts: by Howard F. Rase Pag 462 and 463Dokument1 SeiteHandbook of Commercial Catalysts: Heterogeneous Catalysts: by Howard F. Rase Pag 462 and 463jamestppNoch keine Bewertungen
- Tecnicas para Cartas de Amor U OdioDokument4 SeitenTecnicas para Cartas de Amor U OdioChristian Gabriel Stampacchio100% (16)
- EXASOCDokument7 SeitenEXASOCjamestppNoch keine Bewertungen
- Decentralized Model Predictive Control of Cooperating Uavs: Arthur Richards and Jonathan HowDokument6 SeitenDecentralized Model Predictive Control of Cooperating Uavs: Arthur Richards and Jonathan HowjamestppNoch keine Bewertungen
- Reduce Gas Entrainment in Pipe FlowDokument3 SeitenReduce Gas Entrainment in Pipe FlowjamestppNoch keine Bewertungen
- AmmoniaDokument17 SeitenAmmoniajamestppNoch keine Bewertungen
- Exchanger Selection & Design in An LPG Recovery UnitDokument27 SeitenExchanger Selection & Design in An LPG Recovery UnitjamestppNoch keine Bewertungen
- Handbook of Commercial Catalysts: Heterogeneous Catalysts: by Howard F. Rase Pag 462 and 463Dokument1 SeiteHandbook of Commercial Catalysts: Heterogeneous Catalysts: by Howard F. Rase Pag 462 and 463jamestppNoch keine Bewertungen
- Aspen InfoPlus.21 Mobile V7.3Dokument8 SeitenAspen InfoPlus.21 Mobile V7.3jamestppNoch keine Bewertungen
- Solving Vessel EquationsDokument5 SeitenSolving Vessel EquationsjamestppNoch keine Bewertungen
- Orifice Sizing CalculationDokument24 SeitenOrifice Sizing Calculationjamestpp67% (3)
- Slurry Line SizingDokument147 SeitenSlurry Line Sizingjamestpp0% (1)
- Vapor Phase Pressure Drop MethodsDokument32 SeitenVapor Phase Pressure Drop MethodsjamestppNoch keine Bewertungen
- Control Structure Design For Complete Chemical PlantsDokument16 SeitenControl Structure Design For Complete Chemical PlantsjamestppNoch keine Bewertungen
- Sizing Air ReceiverDokument3 SeitenSizing Air ReceiverAnkon Mukherjee100% (3)
- MCL 703 Assignment - Heat Transfer AnalysisDokument4 SeitenMCL 703 Assignment - Heat Transfer AnalysisabhijeetNoch keine Bewertungen
- YHZS75 Mobile Concrete Mixing Plant - (220V-60HZ)Dokument5 SeitenYHZS75 Mobile Concrete Mixing Plant - (220V-60HZ)DelioNoch keine Bewertungen
- Angular Momentum (Momen Anguler)Dokument35 SeitenAngular Momentum (Momen Anguler)bat.laugh100% (1)
- API 653 Mach Exam 2022Dokument9 SeitenAPI 653 Mach Exam 2022Amr mohamedNoch keine Bewertungen
- Emoving and Installing TurbochargerDokument7 SeitenEmoving and Installing TurbochargerDamir MiholićNoch keine Bewertungen
- Compre 3 Problem Set No. 1Dokument8 SeitenCompre 3 Problem Set No. 1Jhundel Factor PajarillagaNoch keine Bewertungen
- Thermodynamics Basics and First LawDokument22 SeitenThermodynamics Basics and First LawDamo Daran GNoch keine Bewertungen
- Natco Fire-Coil: Model 175-400 Volume Water HeatersDokument32 SeitenNatco Fire-Coil: Model 175-400 Volume Water Heatersadewunmi olufemiNoch keine Bewertungen
- Asme Questions and Answers Part ViDokument22 SeitenAsme Questions and Answers Part ViAshwani DograNoch keine Bewertungen
- Somar Integra Executive Summary.r2Dokument3 SeitenSomar Integra Executive Summary.r2vanessa_corneliaNoch keine Bewertungen
- 03 P21 Hydraulic Components - Without-LogoDokument59 Seiten03 P21 Hydraulic Components - Without-LogoSócrates LandeNoch keine Bewertungen
- DR650SEL2 Catalogo Partes PDFDokument75 SeitenDR650SEL2 Catalogo Partes PDFEderNoch keine Bewertungen
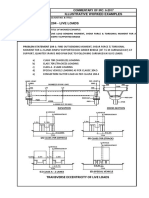
- Illustrative Worked Examples: Commentary of Irc: 6-2017Dokument4 SeitenIllustrative Worked Examples: Commentary of Irc: 6-2017jatin singla100% (1)
- Oil SeparatorDokument2 SeitenOil SeparatorOnofreNoch keine Bewertungen
- Non-Uniform Torsional Behavior and Stability of Thin-Walled Elastic Beams With Arbitrary Cross SectionsDokument25 SeitenNon-Uniform Torsional Behavior and Stability of Thin-Walled Elastic Beams With Arbitrary Cross SectionsSimon TileNoch keine Bewertungen
- 002 Temapack Gland PackingsDokument2 Seiten002 Temapack Gland PackingsTài TrầnNoch keine Bewertungen
- Alli 15Dokument2 SeitenAlli 15Robson belchiorNoch keine Bewertungen
- 4.2 Continuous Load Path: 4.3 Overall FormDokument10 Seiten4.2 Continuous Load Path: 4.3 Overall FormSirajMalikNoch keine Bewertungen
- Marcet Boiler Final Lab ReportDokument14 SeitenMarcet Boiler Final Lab ReportHerschelle ShongweNoch keine Bewertungen
- What is TDB, TWB & PsychrometricsDokument1 SeiteWhat is TDB, TWB & PsychrometricsYasna Guiñez HerreraNoch keine Bewertungen
- Climate Control PDFDokument80 SeitenClimate Control PDFArivup PavalanNoch keine Bewertungen
- Soils and Foundations - Failure behavior of soil nail reinforced slopesDokument13 SeitenSoils and Foundations - Failure behavior of soil nail reinforced slopesRivaiNoch keine Bewertungen
- Human Skin Temperature CalculationDokument14 SeitenHuman Skin Temperature CalculationRaymond FuentesNoch keine Bewertungen
- Revised Guidelines for Water-Based Fire Extinguishing SystemsDokument5 SeitenRevised Guidelines for Water-Based Fire Extinguishing SystemsgrenjithNoch keine Bewertungen
- 455zx - Brochure PDFDokument16 Seiten455zx - Brochure PDFDhru Ti100% (1)
- Z22 DoubleSuctionAxiallysplitSingleStageCentrifugalPump60HzUS E10118 USDokument2 SeitenZ22 DoubleSuctionAxiallysplitSingleStageCentrifugalPump60HzUS E10118 USediNoch keine Bewertungen
- Engineering Mechanics (2009 Course) : Multiple Choice QuestionsDokument6 SeitenEngineering Mechanics (2009 Course) : Multiple Choice QuestionsDigamNoch keine Bewertungen
- CFX-FSI 14.5 Lect-09 Immersed SolidsDokument26 SeitenCFX-FSI 14.5 Lect-09 Immersed SolidsShaheen S. RatnaniNoch keine Bewertungen
- Buku PDTO Rabiman FinalDokument134 SeitenBuku PDTO Rabiman Finalilham romadhonaNoch keine Bewertungen
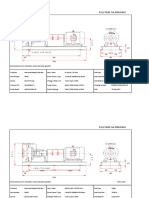
- GA Drawings of Industrial PumpsDokument9 SeitenGA Drawings of Industrial PumpsTheepa SubramaniamNoch keine Bewertungen