Das könnte Ihnen auch gefallen
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityVon EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityBewertung: 3 von 5 Sternen3/5 (4)
- Project Report: Worm Gearbox LubricationDokument15 SeitenProject Report: Worm Gearbox LubricationAnuj GulatiNoch keine Bewertungen
- Lubrication Regimes ExplainedDokument9 SeitenLubrication Regimes ExplainedSounak SasmalNoch keine Bewertungen
- LubricationsDokument80 SeitenLubricationsVANSH BHATI100% (1)
- 17ME64 DME II Module 5Dokument13 Seiten17ME64 DME II Module 5Shridhar ChinuuNoch keine Bewertungen
- Lubrication BasicsDokument3 SeitenLubrication BasicsVenkatesh RjNoch keine Bewertungen
- What Is Wear?: Written By: Steffen D. Nyman, Education Coordinator, C.C.JENSEN A/SDokument6 SeitenWhat Is Wear?: Written By: Steffen D. Nyman, Education Coordinator, C.C.JENSEN A/SsadeghiNoch keine Bewertungen
- SEMM3622 Mat. Tech. Group 5Dokument13 SeitenSEMM3622 Mat. Tech. Group 5Ahmed AbdelhalimNoch keine Bewertungen
- Marine TribologyDokument79 SeitenMarine TribologyRam GovindasamyNoch keine Bewertungen
- Engineering Chemistry Unit 3 Notes RGPVDokument14 SeitenEngineering Chemistry Unit 3 Notes RGPVMufaddal HamidNoch keine Bewertungen
- Maintenance AssignmentDokument11 SeitenMaintenance AssignmentEliyas AdamuNoch keine Bewertungen
- NITA Chemistry Department Lubricants NotesDokument11 SeitenNITA Chemistry Department Lubricants Notesnikunj chauhanNoch keine Bewertungen
- Tribo Losses in TransmissionDokument29 SeitenTribo Losses in Transmissionjamesv52_743942786100% (1)
- Unit 3 - Chemistry - WWW - Rgpvnotes.inDokument16 SeitenUnit 3 - Chemistry - WWW - Rgpvnotes.inN S PatidarNoch keine Bewertungen
- Timken Conspect OmDokument4 SeitenTimken Conspect OmBogdan MocanuNoch keine Bewertungen
- Lubrication Principles: Learning OutcomeDokument12 SeitenLubrication Principles: Learning OutcomeMandeep MalikNoch keine Bewertungen
- Lubricants NITADokument13 SeitenLubricants NITAnikunj chauhanNoch keine Bewertungen
- Engineering Chemistry (Lubricant) FinalDokument16 SeitenEngineering Chemistry (Lubricant) FinalJGHH,J,100% (1)
- Sleeve or Plain Bearing LubricationDokument3 SeitenSleeve or Plain Bearing LubricationVolety_Sarma_1703100% (1)
- Automatic and Manual GreasingDokument10 SeitenAutomatic and Manual GreasingAhmed SalahNoch keine Bewertungen
- Gear DrivesDokument38 SeitenGear Drivesionbusu54Noch keine Bewertungen
- LubricantsDokument5 SeitenLubricantsengineeringchemistry100% (2)
- UNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015Dokument46 SeitenUNIT III: Lubricants: Soami P. Satsangee CHM 181 7/10/2015anjali sharmaNoch keine Bewertungen
- Understanding Lubrication From The BearingDokument22 SeitenUnderstanding Lubrication From The BearingengrsurifNoch keine Bewertungen
- Lubrication System in AutomobileDokument14 SeitenLubrication System in AutomobileAshish Kumar BhaskarNoch keine Bewertungen
- Introduction and LubricationDokument9 SeitenIntroduction and LubricationslchemNoch keine Bewertungen
- Tribology: Module6: Application of TribologyDokument5 SeitenTribology: Module6: Application of TribologyAkankshya MishraNoch keine Bewertungen
- Principles OF LubricationDokument46 SeitenPrinciples OF LubricationMurugan GaneshNoch keine Bewertungen
- Funtion of Lubricants by Laxman Singh Sankhla, Jodhpur, IndiaDokument2 SeitenFuntion of Lubricants by Laxman Singh Sankhla, Jodhpur, IndiaLaxman Singh SankhlaNoch keine Bewertungen
- Hydrodynamic Lubrication: Theory and DefinitionDokument10 SeitenHydrodynamic Lubrication: Theory and DefinitionJohn Jhay CanlasNoch keine Bewertungen
- Mill and Kiln Open Gear Lubrication - Part IDokument2 SeitenMill and Kiln Open Gear Lubrication - Part ISounak SasmalNoch keine Bewertungen
- Industrial Safety Engineering Module 3Dokument11 SeitenIndustrial Safety Engineering Module 3rv4930976Noch keine Bewertungen
- Lubrication Is The Process or Technique Employed To Reduce Friction Between, and Wear of One orDokument10 SeitenLubrication Is The Process or Technique Employed To Reduce Friction Between, and Wear of One orFashwan FathullahNoch keine Bewertungen
- Rotary Kiln Tire Support Pad Lubrication PDFDokument3 SeitenRotary Kiln Tire Support Pad Lubrication PDFMuhammadShoaibNoch keine Bewertungen
- Lubricants and LubricationDokument17 SeitenLubricants and Lubricationry3745654100% (1)
- Plain Bearing ReportDokument15 SeitenPlain Bearing Reportpresident fishrollNoch keine Bewertungen
- Gear Oil: Function of A Gear LubricantDokument2 SeitenGear Oil: Function of A Gear LubricantMedha Jog KatdareNoch keine Bewertungen
- LubricantsDokument29 SeitenLubricantsmuhammadumeryaqoob16Noch keine Bewertungen
- FrictionDokument15 SeitenFrictionFaisal RafiqueNoch keine Bewertungen
- M4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSDokument45 SeitenM4 LUBRICATION PRINCIPLES and BEARING CONSTRUCTIONSnaresh100% (1)
- Lubricants Fundamental Article - Sergio Nicolas Cardenas ZipaDokument3 SeitenLubricants Fundamental Article - Sergio Nicolas Cardenas ZipaLaura PinillaNoch keine Bewertungen
- Lu Bri CtionDokument5 SeitenLu Bri Ctionme1901932Noch keine Bewertungen
- Wear Debris AnalysisDokument28 SeitenWear Debris AnalysisAjmal EsNoch keine Bewertungen
- LubricationDokument21 SeitenLubricationmojiryhamid100% (1)
- Lubrication GuideDokument22 SeitenLubrication GuideRizalNoch keine Bewertungen
- Falhas em EngrenagensDokument8 SeitenFalhas em EngrenagensJOSE DIVAL PASTOR RAMOSNoch keine Bewertungen
- Lubricants and Lubrication PDFDokument18 SeitenLubricants and Lubrication PDFAtul GautamNoch keine Bewertungen
- Lubrication Types and GradesDokument6 SeitenLubrication Types and Gradesroopa mNoch keine Bewertungen
- Friction in IC EnginesDokument27 SeitenFriction in IC EnginesRobinson Prabu100% (1)
- Material Science: BY:-Prerna AgrawalDokument13 SeitenMaterial Science: BY:-Prerna AgrawalPrerna AgrawalNoch keine Bewertungen
- TribiologyDokument36 SeitenTribiologySavindra SilvaNoch keine Bewertungen
- 1.2. BTR - Lubrication NotesDokument17 Seiten1.2. BTR - Lubrication Notesvishnu vishnu G.T.Noch keine Bewertungen
- LubricantsDokument6 SeitenLubricantsVrajNoch keine Bewertungen
- Molykote Lubrication BrochureDokument12 SeitenMolykote Lubrication BrochureLiam MoylanNoch keine Bewertungen
- Industrial Lubrication and TribologyDokument16 SeitenIndustrial Lubrication and TribologyBonifacio Bagual JrNoch keine Bewertungen
- Bearing FailureDokument5 SeitenBearing Failuremechmaster4uNoch keine Bewertungen
- Importance of LubricationDokument14 SeitenImportance of LubricationBijendra PrajapatiNoch keine Bewertungen
- bt-101 PPT Updated (1.0)Dokument14 Seitenbt-101 PPT Updated (1.0)JGHH,J,Noch keine Bewertungen
- PlasticsDokument21 SeitenPlasticsJaypee MontealegreNoch keine Bewertungen
- 2002-4.5 Effect of Shrinkage PDFDokument29 Seiten2002-4.5 Effect of Shrinkage PDFMy Dad My WorldNoch keine Bewertungen
- Rendercon ChemDokument4 SeitenRendercon ChemHarshvardhan PathakNoch keine Bewertungen
- Datasheet For Vent ScrubberDokument5 SeitenDatasheet For Vent ScrubbercliffrajjoelNoch keine Bewertungen
- 1982, Leja, Surface Chemistry of Froth FlotationDokument393 Seiten1982, Leja, Surface Chemistry of Froth FlotationFernando Lotero50% (4)
- Study of Uplift Pressure Effect in Roller Compacted Concrete Gravity DamDokument18 SeitenStudy of Uplift Pressure Effect in Roller Compacted Concrete Gravity DamMAZIGHI0% (1)
- Assignment 8 SolutionDokument6 SeitenAssignment 8 SolutionBrishen Hawkins100% (1)
- SciCan StatIm-2000S-5000S Cassette Autoclave - User Manual (En, De, FR, It, Es)Dokument216 SeitenSciCan StatIm-2000S-5000S Cassette Autoclave - User Manual (En, De, FR, It, Es)Giovany MarínNoch keine Bewertungen
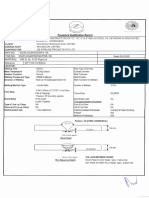
- PQR 3Dokument2 SeitenPQR 3Mecon HyderabadNoch keine Bewertungen
- Evaluation of Combustion Models For Determination of Refinery PDFDokument10 SeitenEvaluation of Combustion Models For Determination of Refinery PDFSteve WanNoch keine Bewertungen
- Structure of WaterDokument5 SeitenStructure of Waterapi-233981890Noch keine Bewertungen
- NMDC-WABAG-54-05-15-BE-1153-R2 - Process Design Basis - APPDokument31 SeitenNMDC-WABAG-54-05-15-BE-1153-R2 - Process Design Basis - APPneeraj1mishraNoch keine Bewertungen
- Reactions of Copper (Edited, 10 Sept 2023)Dokument5 SeitenReactions of Copper (Edited, 10 Sept 2023)Rose-AnnMirambilNoch keine Bewertungen
- Catálogo TEXSA Completo PDFDokument36 SeitenCatálogo TEXSA Completo PDFbdromeiraNoch keine Bewertungen
- Masonry and RCC ArchesDokument10 SeitenMasonry and RCC ArchesSathish Selva0% (1)
- FT Bitumseal enDokument1 SeiteFT Bitumseal enGerman GonzalezNoch keine Bewertungen
- Metrology and Surface EngineeringDokument2 SeitenMetrology and Surface EngineeringnvemanNoch keine Bewertungen
- Form 2 (Complete Specification)Dokument17 SeitenForm 2 (Complete Specification)Ravi Prakash BhartiNoch keine Bewertungen
- Reinforced Concrete DesignDokument1 SeiteReinforced Concrete DesignhallelNoch keine Bewertungen
- ROCK BURSTDokument48 SeitenROCK BURSTMAX CRUXNoch keine Bewertungen
- Dishwasher Installation Instructions (Equator SB-72) (151 S Mansfiled)Dokument23 SeitenDishwasher Installation Instructions (Equator SB-72) (151 S Mansfiled)Shane KenneyNoch keine Bewertungen
- Chemical Compatibility Chart Metallic Materials Used in Bal Seal ProductsDokument28 SeitenChemical Compatibility Chart Metallic Materials Used in Bal Seal Productscgjp120391Noch keine Bewertungen
- Rizal Technological University Pasig Senior High School: Title PageDokument68 SeitenRizal Technological University Pasig Senior High School: Title PageChristian KhalilNoch keine Bewertungen
- 20 MSDS Slaked LimeDokument7 Seiten20 MSDS Slaked LimeFurqan SiddiquiNoch keine Bewertungen
- Norme FranciseDokument2 SeitenNorme FranciseCalin GiosanNoch keine Bewertungen
- European Steel and Alloy GradesDokument2 SeitenEuropean Steel and Alloy Gradesfarshid KarpasandNoch keine Bewertungen
- MEM460 Report FoundryDokument7 SeitenMEM460 Report FoundrySiti Maizatul AkmaNoch keine Bewertungen
- 2nd Summative Test Earth and LifeDokument3 Seiten2nd Summative Test Earth and LifeJarven SaguinNoch keine Bewertungen
- MS21919 MS21919: Clamp, Loop Type, Cushioned SupportDokument1 SeiteMS21919 MS21919: Clamp, Loop Type, Cushioned SupportblackhawkNoch keine Bewertungen
- Test For CARBOHYDRATESDokument7 SeitenTest For CARBOHYDRATESSoham N100% (2)