Das könnte Ihnen auch gefallen
- Windows 10 (2020) 20H1 (AIO) Pre-Activado Agosto 2020 (Mega)Dokument9 SeitenWindows 10 (2020) 20H1 (AIO) Pre-Activado Agosto 2020 (Mega)ordenador90Noch keine Bewertungen
- Air LiquideDokument11 SeitenAir Liquideordenador90Noch keine Bewertungen
- Valvulas Tipo BolaDokument3 SeitenValvulas Tipo BolaErickson AmpueroNoch keine Bewertungen
- Cocina Lenta - Teresa OrwellDokument56 SeitenCocina Lenta - Teresa OrwellSonia Dumas García100% (1)
- Guantes AluminizadosDokument1 SeiteGuantes Aluminizadosordenador90Noch keine Bewertungen
- Cogelsa Cuttinsol 5ltrs TaladrinaDokument2 SeitenCogelsa Cuttinsol 5ltrs Taladrinaordenador90Noch keine Bewertungen
- Sygic Gps Navigation & Maps v16.0.11 (Mapas 2015Dokument7 SeitenSygic Gps Navigation & Maps v16.0.11 (Mapas 2015ordenador90Noch keine Bewertungen
- ReadmeDokument1 SeiteReadmeEsteban H. BurgosNoch keine Bewertungen
- 10 Claves Es2Dokument1 Seite10 Claves Es2ordenador90Noch keine Bewertungen
- Información Técnica FlangesDokument6 SeitenInformación Técnica Flangesmulder21Noch keine Bewertungen
- Intra TimeDokument6 SeitenIntra Timeordenador90Noch keine Bewertungen
- Preamplificador para Discos de ViniloDokument2 SeitenPreamplificador para Discos de Viniloordenador90Noch keine Bewertungen
- Correo Aldamaydiez en El Mã Vil o TabletDokument6 SeitenCorreo Aldamaydiez en El Mã Vil o Tabletordenador90Noch keine Bewertungen
- Las Piedras de La Ágora - Jardín Zen - Cuando Las Piedras Muestran Su AlmaDokument16 SeitenLas Piedras de La Ágora - Jardín Zen - Cuando Las Piedras Muestran Su Almaordenador90Noch keine Bewertungen
- Botón de Apagado en La Raspberry Pi Con GPIO - FPaezDokument5 SeitenBotón de Apagado en La Raspberry Pi Con GPIO - FPaezordenador90100% (1)
- Receta de Masa de Pizza Casera de Karlos ArguiñanoDokument1 SeiteReceta de Masa de Pizza Casera de Karlos Arguiñanoordenador90Noch keine Bewertungen
- ¿Cómo Organizar La Bandeja de Entrada en Outlook, Cuando Tenemos Varias Cuentas de Correo - Matrallune - Comunicación + DiseñoDokument6 Seiten¿Cómo Organizar La Bandeja de Entrada en Outlook, Cuando Tenemos Varias Cuentas de Correo - Matrallune - Comunicación + Diseñoordenador90Noch keine Bewertungen
- Adobe Creative Cloud 2014 Multilenguaje (Español) (WIN - MAC) - IntercambiosVirtualesDokument10 SeitenAdobe Creative Cloud 2014 Multilenguaje (Español) (WIN - MAC) - IntercambiosVirtualesordenador90Noch keine Bewertungen
- Debate No Sumar Tachados - Grupos - EmagisterDokument4 SeitenDebate No Sumar Tachados - Grupos - Emagisterordenador90Noch keine Bewertungen
- Criterios Básicos para La Selección de Válvulas - Comeval, SDokument2 SeitenCriterios Básicos para La Selección de Válvulas - Comeval, Sordenador90Noch keine Bewertungen
- Cocinando Entre Olivos - Nuggets de Pescado Caseros para NiñosDokument8 SeitenCocinando Entre Olivos - Nuggets de Pescado Caseros para Niñosordenador90Noch keine Bewertungen
- SX 20 K Manual ESpdfDokument15 SeitenSX 20 K Manual ESpdfordenador90Noch keine Bewertungen
- Planos Conjunto Rueda PDFDokument1 SeitePlanos Conjunto Rueda PDFordenador90Noch keine Bewertungen
- Tipos de Té y PropiedadesDokument6 SeitenTipos de Té y Propiedadesordenador90Noch keine Bewertungen
- Las Piedras de La Ágora - Jardín Zen - Cuando Las Piedras Muestran Su AlmaDokument16 SeitenLas Piedras de La Ágora - Jardín Zen - Cuando Las Piedras Muestran Su Almaordenador90Noch keine Bewertungen
- Desde El Centro de Bilbao Al Gorbea Sin Pisar AsfaltoDokument2 SeitenDesde El Centro de Bilbao Al Gorbea Sin Pisar Asfaltoordenador90Noch keine Bewertungen
- Cocinando Entre Olivos - Pastel de Verduras PDFDokument11 SeitenCocinando Entre Olivos - Pastel de Verduras PDFordenador90Noch keine Bewertungen
- Curriculum EuropeoDokument2 SeitenCurriculum EuropeoJorge Valencia PérezNoch keine Bewertungen
- Alexandre. Tutorial 1. Simulacion de Circuitos Electronicos Con Proteus. Capitulo 1Dokument15 SeitenAlexandre. Tutorial 1. Simulacion de Circuitos Electronicos Con Proteus. Capitulo 1Aislan SouzaNoch keine Bewertungen
- Las Recetas de Karoleta y Compañía - Quiche de Verduras (Receta Vegetariana Ovo-Láctea) PDFDokument6 SeitenLas Recetas de Karoleta y Compañía - Quiche de Verduras (Receta Vegetariana Ovo-Láctea) PDFordenador90Noch keine Bewertungen
- Diseno y Construccion de Una Maquina PerforadoraDokument167 SeitenDiseno y Construccion de Una Maquina PerforadoraGabriel0% (1)
- Coeficientes y Porcentajes de DesperdicioDokument3 SeitenCoeficientes y Porcentajes de Desperdiciojoserod1770% (10)
- Informe de HidrometalurgiaDokument14 SeitenInforme de HidrometalurgiaRonaldi Franco Llacza ChurampiNoch keine Bewertungen
- Conceptos Básicos de Pavimento RígidoDokument6 SeitenConceptos Básicos de Pavimento RígidoJuan Carlos SánchezNoch keine Bewertungen
- Calculo de ChimeneasDokument57 SeitenCalculo de ChimeneasDavidMañanes100% (1)
- Curva SDokument25 SeitenCurva SSaul Andre Sanga TorresNoch keine Bewertungen
- THD - Pentesting Con BackTrackDokument99 SeitenTHD - Pentesting Con BackTrackMauricio Lara ParraNoch keine Bewertungen
- Hidraloy 300Dokument3 SeitenHidraloy 300Jessica Arratea MoránNoch keine Bewertungen
- Lineas Aereas de Media y Baja Tension Calculo MecanicoDokument169 SeitenLineas Aereas de Media y Baja Tension Calculo MecanicoMendoza PCNoch keine Bewertungen
- Tecnica de La Alta Tension Parte 02Dokument128 SeitenTecnica de La Alta Tension Parte 02Mark100% (1)
- Diseño Del Soporte de Una Obra SubterraneaDokument62 SeitenDiseño Del Soporte de Una Obra SubterraneaJose PepeNoch keine Bewertungen
- Trabajo de Investigación de Canales Hidráulicos y Aplicacion en HcanalesDokument17 SeitenTrabajo de Investigación de Canales Hidráulicos y Aplicacion en HcanalesAdolfoDavidNoch keine Bewertungen
- Documento - MX Procedimiento de Instalacion de Sistema HvacDokument10 SeitenDocumento - MX Procedimiento de Instalacion de Sistema HvacGenesis GarmendiaNoch keine Bewertungen
- Informe 1 Fisica 2 1Dokument9 SeitenInforme 1 Fisica 2 1Aldair GarcíaNoch keine Bewertungen
- Relación Estructura-FormaDokument1 SeiteRelación Estructura-FormaMateo Mejia TamayoNoch keine Bewertungen
- Memoria Descriptiva de Instalaciones SanitariasDokument3 SeitenMemoria Descriptiva de Instalaciones SanitariasLeticia MamaniNoch keine Bewertungen
- Estructuracion de VigaDokument10 SeitenEstructuracion de VigaWM Flores LlanosNoch keine Bewertungen
- Elementos Básicos de JAVA PDFDokument12 SeitenElementos Básicos de JAVA PDFPatric arandaNoch keine Bewertungen
- Libro de Tareas 2 PL1Dokument5 SeitenLibro de Tareas 2 PL1Matías Fernández VelascoNoch keine Bewertungen
- Sección 12 Norriseal - 1001 - Controlador de LíquidoDokument19 SeitenSección 12 Norriseal - 1001 - Controlador de Líquidogabriels251Noch keine Bewertungen
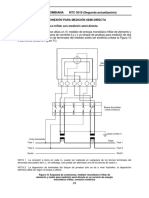
- NTC 5019 - 2007 Selección de Equipos de Medición de Energia ElectricaDokument13 SeitenNTC 5019 - 2007 Selección de Equipos de Medición de Energia ElectricaBreiner CortesNoch keine Bewertungen
- Bticino AccesoriosDokument8 SeitenBticino Accesorioshuasu2100% (2)
- Contenido Humeddad - Docx9Dokument9 SeitenContenido Humeddad - Docx9Madeleyne Caceres QuispeNoch keine Bewertungen
- Diapos Pitot Final Final 5Dokument35 SeitenDiapos Pitot Final Final 5MaJuTorresRimeyNoch keine Bewertungen
- 1er. Informe Escrito - Proyecto de VidaDokument11 Seiten1er. Informe Escrito - Proyecto de VidaElmer HuamaniNoch keine Bewertungen
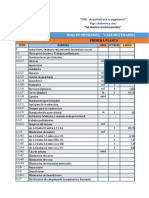
- Hoja de Metrados Casa Multifamiliar 1Dokument14 SeitenHoja de Metrados Casa Multifamiliar 1Alfredo AlfreditoNoch keine Bewertungen
- Temario Operador GRua PlumaDokument6 SeitenTemario Operador GRua Plumakjulior100% (1)
- Laboratorio 03 Condensador ElectricoDokument20 SeitenLaboratorio 03 Condensador ElectricoFrank Jr Sangay CorralesNoch keine Bewertungen
- Seccionamiento de Canal de Irrigacion, Pampa Del ArcoDokument14 SeitenSeccionamiento de Canal de Irrigacion, Pampa Del ArcoTony ConTreras FernandezNoch keine Bewertungen
- NITROGENODokument3 SeitenNITROGENOYeshua FonsecaNoch keine Bewertungen