Beruflich Dokumente
Kultur Dokumente
Lect P1 M1
Hochgeladen von
Alessandra Estefany HuaripataOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Lect P1 M1
Hochgeladen von
Alessandra Estefany HuaripataCopyright:
Verfügbare Formate
Lab. Ingenieria de Materiales 1 Departamento de Ing. Mecnica Lectura previa practica1 PREPARACIO DE LA! PRO"E#A! PARA LA O"!ER$ACIO MICRO!
COPICA
I #ROD%CCI& . La metalogra'(a es) esencialmente) el estudio de las caracter(sticas estructurales o de constituci*n de un metal o una aleaci*n para relacionar +sta con las propiedades '(sicas , mecnicas. Sin duda alguna, la parte ms importante de la metalografa es el examen microscpico de una probeta adecuadamente preparada, empleando aumentos que, con el microscopio ptico, oscilan entre 100 y 2000 aumentos, aproximadamente. Tales estudios microscpicos, en manos de un metalgrafo experimentado, proporcionan una abundante informacin sobre la constitucin del metal o aleacin in estigados. !ediante ellos se pueden definir caractersticas estructurales, como el tama"o de grano, con toda claridad# se puede conocer el tama"o, forma y distribucin de las fases que comprenden la aleacin y de las inclusiones no metlicas, as como la presencia de segregaciones y otras $eterogeneidades que tan profundamente pueden modificar las propiedades mecnicas y el comportamiento general de un metal. %uando el examen microscpico a permitido la determinacin de estas y otras caractersticas constitucionales, es posible predecir con gran seguridad el comportamiento del metal cuando se le utilice para un fin especfico. &mportancia parecida tiene el $ec$o de que, con ciertas limitaciones, la micro estructura refle'a casi la $istoria completa del tratamiento mecnico y t(rmico que $a sufrido el material. )a experiencia demuestra que poco a nada se puede obtener del examen microscpico si antes no se prepara la probeta, para obtener una superficie satisfactoria, con arreglo a normas ms o menos rgidas y precisas. *na preparacin defectuosa puede arrancar todas las inclusiones
interesantes, destruir los bordes de grano, re enir un acero templado y, en resumen, originar una estructura, por lo menos en la superficie, que no guarda ninguna relacin con la erdaderamente representati a y caracterstica del metal. +sta claro que el examen de una tal superficie dar lugar a interpretaciones errneas y a conclusiones inadmisibles. La preparaci*n de la probeta consiste) en general) en obtener primero una super'icie plana , semipulida) mediante el empleo de papeles de esmeril de 'inura de grano creciente o reali-ando este desbaste con discos adecuados sobre los .ue se deposita un abrasivo) terminando con un pulido 'ino , 'inal sobre discos provistos de pa/os. El 'inal de la operaci*n es la obtenci*n de una super'icie especular .ue es la re.uerida para) despu+s) e'ectuar el ata.ue , observar adecuadamente la estructura. *no de los factores ms esenciales que influyen sobre la t(cnica de la preparacin de probetas es el cuidado con que se las mane'a en todas las fases de operacin. ,e igual importancia es el traba'ar con limpie-a, por que una partcula del esmeril o de una materia extra"a puede inutili-ar una probeta que sin ello estara perfectamente pulida. . inter alos frecuentes, durante el transcurso de la preparacin, tanto la probeta como las manos del laborante deben la arse con agua y 'abn. Tal operacin de limpie-a es necesaria para e itar que la superficie se raye a causa de los deterioros del papel de esmeril y es en particular indispensable cuando se pasa de un papel a otro ms fino. #OMA DE M%E!#RA!. )a eleccin de la muestra que $a de ser examinada al microscopio es de gran importancia, ya que $a de lograrse una probeta representati a del material a examinar# por desgracia, no se le suele dar toda la importancia que merece. )as probetas seleccionadas deben ser caractersticas del metal estudiado y ser ir para el fin a que se dirige tal estudio# por e'emplo, si se $a roto durante el ser icio una pie-a y el ob'eto del estudio metalogrfico es determinar las causas de la rotura, la probeta debe seleccionarse y obtenerse de aquella regin particular de la fractura que pueda dar el mximo de informacin. /ara poder $acer
comparaciones, una probeta de esta naturale-a debe complementarse con otra tomada en una seccin normal y sana de la pie-a en cuestin. +l examen de ambos tipos de probeta es deseable por que las inclusiones y otras caractersticas pueden no obser arse satisfactoriamente sobre probetas tomadas en una sola de estas direcciones. Si la seccin que $a de ser obser ada y $a de tomarse como probeta es relati amente blanda, la separacin puede $acerse mediante una sierra mecnica o manual. %uando las aleaciones son frgiles, como ocurre con las fundiciones y algunos bronces ricos en esta"o, se puede romper la pie-a con un martillo y seleccionar un fragmento adecuado como probeta. )as probetas de materiales duros, que no se pueden serrar con facilidad, tales como aceros templados y las aleaciones no f(rreas endurecidas por en e'ecimiento, se pueden cortar con seguridad empleando discos abrasi os. Tales disco son generalmente delgados y son un conglomerado de un abrasi o adecuado, tal como esmeril, carborundo o pol o de diamante. +l enfriamiento se logra manteniendo la probeta totalmente sumergida en agua u otros lquidos refrigerantes, o proyectando sobre ella una corriente ininterrumpida del lquido de refrigeracin y precisamente en la regin que se corta. Si no se elige cuidadosamente el disco de corte y no se enfra suficientemente la probeta durante el corte, se altera radicalmente la estructura original, por lo menos en la superficie obtenida por el corte, como consecuencia del calor desarrollado por el frotamiento. Siempre que sea posible, las probetas deben tener un tama"o con eniente y cmodo de mane'ar. )as probetas de superficie muy grande pueden requerir tiempos de pulido excesi amente largos, mientras las demasiado peque"as tienden a redondearse durante el desbaste, obteni(ndose superficies preparadas cur as
con los bordes estropeados. )as probetas peque"as deben montarse, como se describe mas adelante.
DE!"A!#E A MA O
DE!"A!#E 0RO!ERO )a superficie que $aya de obser arse se debe de $acer primero plana mediante un desbaste grosero. %uando el rea es grande, se puede terminar en un tiempo muy corto si se le gira ligeramente mientras se desbasta. 0i durante el desbaste grosero, ni durante los posteriores, intermedio y final, se debe aplicar la probeta contra el medio abrasi o con presin demasiado grande. )a presin excesi a no slo produce rayas muy profundas, difciles de eliminar despu(s, sino que tambi(n distorsiona intensamente el metal de la superficie de la probeta. )a distorsin del metal superficial no se puede e itar enteramente, pero se puede aminorar muc$o mediante t(cnicas adecuadas de desbaste y pulido# la presin de contacto en las operaciones citadas debe mantenerse ba'a, y en todo caso, el metal distorsionado se elimina mediante arios ciclos de pulido y ataque. 1iselando los bordes d la probeta durante el desgaste grosero se e itan roturas y desgarrones de papeles y pa"os en las operaciones posteriores. %uando la superficie es completamente plana y se $an eliminado sus irregularidades, se da por terminado el desbaste grosero. DE!"A!#E I #ERMEDIO +l papel de esmeril se coloca sobre una placa o sobre cualquier superficie bien plana y limpia. )a probeta se mue e longitudinalmente de un lado a otro del papel comprimi(ndola con una presin sua e# la direccin del mo imiento se mantiene constante, para que todas las rayas producidas sean paralelas. +l final de la operacin sobre un papel esta determinado por la desaparicin de las rayas producidas por el desbaste grosero o el papel anterior, y para poder reconocerlo fcilmente se opera en forma que las nue as rayas sean perpendiculares a las anteriores# as es mas fcil er cundo estas nue as rayas sustituyen totalmente a las anteriores ms gruesas.
/ara desbastar muc$as probetas de aleaciones tratadas t(rmicamente, y en particular muc$os de los metales blandos, es con eniente impregnar los papeles de esmeril con un lubricante adecuado. /ara este fin se $an puesto muc$os lquidos, tales como aceites, gasolina, soluciones de parafina en queroseno, 'abones lquidos, glicerina, y me-clas de glicerina y agua. +stos lubricantes disminuyen la fluencia superficial de los metales blandos y e itan la modificacin estructural superficial de las tratadas t(rmicamente, al actuar como refrigerantes, me'orndose los resultados que se obtendran desbastando en seco. DE!"A!#E 1I AL +l desbaste final o fino se reali-a de la misma forma que el desbaste intermedio, pasando del papel de esmeril empleado al n2mero 00# en general se utili-an dos papeles, que son el n2mero 00 y el 000. %ada e- que se cambia de papel se opera en la forma descrita anteriormente, a fin de obtener rayas nue as perpendiculares a las anteriores. %uando la obser acin isual demuestra que slo existen las rayas producidas por el 2ltimo papel empleado y se $an eliminado totalmente las anteriores, la probeta esta en condiciones de ser pulida.
DI!CO! CO PARA1I A *n disco con parafina es sencillamente un disco de pulidora cubierto con una capa de parafina de alto punto de fusin o con un pa"o de billar o lona que se $an impregnado con parafina. )os discos para el desbaste se cargan, antes y durante la operacin, con suspensiones, en una solucin acuosa de 'abn, de pol os abrasi os.
P%LIDO
0E ERALIDADE! El pulido de una probeta metalogr'ica tiene por ob3eto eliminar de su super'icie las ra,as 'inas producidas en la 4ltima operaci*n de desbaste , conseguir una super'icie sin ra,as , con alto pulimiento. +l (xito del pulido y el tiempo empleado en la operacin dependen en gran manera del cuidado con que se $aya reali-ado el desbaste. Si una probeta tiene rayas profundas y gruesas, que no se $an eliminado en la 2ltima de desbaste, se pierden el tiempo y el traba'o si se pretende eliminarlas en el pulido fino. !ientras sea posible $ay que tomar precauciones para que la operacin se realice en un ambiente relati amente limpio de pol o. P%LIDORA! ME#ALO0R21ICA! +l pulido preliminar y el final de una probeta metalogrfica desbastada se reali-an en uno o ms discos. Tales discos son, esencialmente, platos de bronce de 20 a 24 mm de dimetro, cubiertos con un pa"o de calidad apropiada. )os discos giran, generalmente, en un plano $ori-ontal, y es con eniente que cada disco posea su motor indi idual para facilitar el control y a'uste de la elocidad de rotacin. )os equipos de desbaste y pulido automticos a$orran, si duda alguna, muc$o tiempo y traba'o del operador en las operaciones rutinarias de preparacin de las probetas metalogrficas. Sin
DE!"A!#E MEC2 ICO
DE!"A!#ADORA! CO PAPEL *n desbaste ms eficase puede reali-ar mecnicamente, empleando un disco giratorio, que se cubre con papeles de esmeril, su'etndolo mediante un anillo de fi'acin apropiado. +l disco debe girar a unas 300 rpm para el papel mas grueso y a elocidades de preferencia ms peque"as con los papeles ms finos. +n el desbaste mecnico es preciso extremar el cuidado para que la presin excesi a no produ-ca sobrecalentamiento de las probetas, con las consiguientes alteraciones estructurales en las probetas t(rmicamente tratadas y distorsin exagerada del metal superficial.
embargo,muc$os metalogrficos manifiestan que en los equipos automticos, contrariamente a lo que ocurre en las t(cnicas manuales, es difcil obser ar el progreso de la preparacin de la probeta y, especialmente conseguir el control del grado final del pulido que es necesario en un traba'o preparatorio de alta calidad. A"RA!I$O! PARA EL P%LIDO ME#ALO0R21ICO 5sicamente, un abrasi o metalogrfico ideal debe de poseer una dure-a relati amente alta# la forma externa de las partculas debe ser tal que presenten numerosas y agudas aristas y (rtices cortantes# las partculas, si se rompen durante su uso, deben $acerlo en forma de que se produ-can nue as aristas y (rtices cortantes# por ultimo, la naturale-a del abrasi o debe de ser adecuada para permitir una buena clasificacin de las partculas por tama"os mediante le igacin, despu(s de que se $aya reali-ado una buena pul eri-acin. Polvo de diamante. +l abrasi o que ms se aproxima al ideal es el pol o de diamante no adulterado y bien clasificado. Se $a empleado muc$o en el pasado para preparar probetas de aleaciones muy duras, tales como carburos sinteri-ados de olframio o boro y recientemente se $a extendido su uso, con gran (xito, para el pulido de las aleaciones y metales ms comunes. Al4ndum. /ara el pulido intermedio o preliminar de las probetas metalogrficas, en aquellos casos en que tal operacin se reali-a, se emplea como abrasi o el al2ndum 6xido de aluminio fundido7 y, a eces, carborundo 6carburo de silicio7 o carburo de boro, todos en un grado de finura de 400 a 300 mallas. Se emplean en forma de suspensin acuosa, que se a"ade al pa"o que recubre al disco de la pulidora. O5ido de magnesio. +s el abrasi o que suele recomendarse para el pulido final de los metales blandos, tales como el aluminio, magnesio y otros, o para sustituir a la al2mina en el pulido de las fundiciones y otros materiales relati amente duros. )a t(cnica adecuada para el empleo del xido de magnesio en el pulido final
consiste en poner un apeque"a cantidad de pol o fresco y seco sobre el pa"o de pulir colocado en el disco de la pulidora, a"adir agua destilada en cantidad suficiente para formar una pasta clara, y luego traba'ar esta pasta con la yema d los dedos, extendi(ndola y embebi(ndola en las fibras del pa"o. ,espu(s de esta carga, y durante el pulido posterior, se mantiene $2medo el pa"o por adicin de agua destilada. Al4mina. )a al2mina 6xido de aluminio7 es, probablemente, el abrasi o ms satisfactorio y uni ersal desde el punto de ista metalogrfico. +l comercio lo proporciona en forma de pastas o suspensiones acuosas. )a al2mina existe en tres formas cristalogrficas distintas8 alfa, beta y gamma. ,e ellas, la alfa y la gamma son las ms empleadas como abrasi os. .lgunos tipos de pol o seco de al2mina, aunque se adquieren como legi ados, es preciso ol er a legi arlos para obtener la debida la debida finura y uniformidad de las partculas. )a le igacin consiste, sencillamente, en suspender una cantidad peque"a de al2mina en agua limpia, empleando un aso alto adecuado. ,espu(s de agitar bien se de'a sedimentar de 1 a 10 minutos, con lo que se separan las partculas gruesas, luego se sifona el lquido que sobrenada, que constituye una suspensin del abrasi o fino. +l sedimento se puedo ol er a le igar, para obtener suspensiones de al2mina ligeramente ms gruesas, o se desprecia. *na al2mina ideal para el pulido metalogrfica se puede preparar de la siguiente manera8 se parte de $idrxido de aluminio, que se con ierte en al2mina calentando, durante 2 $oras y a una temperatura de 924 a 1100:%, una capa de pol o de unos 40mm de altura y no apisonada, sino suelta. ,espu(s se de'a enfriar $asta la temperatura ordinaria, y el pol o obtenido se le iga en porciones de 100 a 140 g, que se suspenden en 1000cc de agua, preferiblemente destilada. +l tiempo de le igacin necesario para obtener una suspensin muy fina es de unos 10 min# este tiempo puede incrementarse a 14 o 20 min si se desea una suspensin de partculas excepcionalmente finas, tales como las requeridas para el pulido de
metales blandos como el aluminio, plomo, esta"o, etc. Otros abrasivos. .dems de los abrasi os citados anteriormente, tambi(n el xido de cromo y el xido de $ierro 6ro'o de 'oyeros7 se $an empleado con (xito en el pulido metalogrfico. +l ro'o de 'oyeros, sin embargo, tiene propensin a $acer fluir el metal superficial, y aunque proporciona una superficie extraordinariamente pulimentada, tal superficie no es la necesaria y caracterstica del pulido metalogrfico. PA6O! PARA P%LIR +n general, la textura superficial de los pa"os de pulir ara desde la correspondiente a los que no tienen pelo, como la seda natural y el te'ido empleado para cubrir las alas de aeroplanos, $asta aquellos con pelo relati amente largo, como el terciopelo y la pana, que son de aplicacin muy general. +n el caso intermedio se encuentran los pa"os de mesa de billar, los pa"os de lana de distintas finuras y las lonas de diferentes pesos. )os pa"os de pulir de me'or calidad no suelen requerir un tratamiento preliminar antes de su empleo. Sin embargo, los materiales ms baratos deben $er irse en agua, para ablandar las fibras duras existentes, y la arse con tintura de 'abn erde, para eliminar las materias extra"as que pudiera contener. %uando un pa"o no a a utili-arse durante alg2n tiempo, se le quita del disco de la pulidora, se le en'abona y se le la a cuidadosamente con agua corriente. ,espu(s se le puede secar o, me'or, se le guarda sumergido en agua en un aso. +l la ado elimina prcticamente todos los detritos ad$eridos al pa"o, y el guardarlo en $2medo e ita que lo e ita que los residuos de abrasi o que pudieran quedar formen tortas sobre el. P%LIDO PRELIMI AR +l ob'eti o es $acer desaparecer las
rayas finas producidas en la 2ltima operacin de desbaste. +l disco d la pulidora empleado en esta operacin se cubre, generalmente, con pa"o de lana, pa"o de billar o una lona de poco peso, y se le $ace girar a unas ;00 a 400 rpm. %omo abrasi o se emplea al2ndum o carborundo de 300 mallas, o productos equi alentes. /ara reali-ar un pulido preliminar se mantiene la probeta desbastada, firmemente, sobre el disco que gira, y durante la operacin se mue e continuamente desde el centro al borde del disco, y a la in ersa. Si es necesario, se a"ade de cuando en cuando suspensin del abrasi o, que contengan unos 14g por cada 100cc de agua. Si la cantidad de abrasi o que $ay sobre el disco es suficiente, pero se seca el pa"o, se a"ade agua clara en la cantidad necesaria. /ara que la operacin aya bien es necesario obser ar con cuidado la $umedad del pa"o. Si se $umedece demasiado, la accin pulidora del combinado pa"o< abrasi o se retarda muc$o, y si se seca en exceso, la probeta se manc$a. +l pulido preliminar dura de unos 2 a 4 min, y al terminarse, se la a bien la probeta con agua corriente, se la en'uaga con un poco para quitar todos los detritos y el abrasi o ad$erido, y se le $umedece con alco$ol etlico o alco$ol isoproplico, secndola despu(s en aire caliente. )as probetas bien preparadas, despu(s del desbaste y el pulido preliminar, muestran solamente las rayas caractersticas del al2ndum o carborundo de 300 mallas, y la superficie es de brillo apagado P%LIDO 1I AL +sta operacin tiene por finalidad eliminar las rayas producidas en el pulido preliminar y dar lugar, por 2ltimo, a una superficie pulida uniformemente y libre de rayas. Seg2n el metal o aleacin que se pule, se emplea uno de los abrasi os citados anteriormente = al2mina le igada, oxido de magnesio, xido crmico<. /ara la mayora de las probetas metalogrficas, la al2mina le igada da un resultado magnfico y se reconoce por todos como el abrasi o de empleo ms uni ersal en el pulido final. ,urante el pulido se aplica a la probeta una presin moderada y se la mue e continuamente del centro a la periferia del disco. + entualmente, y en particular al final
de la operacin, se gira la probeta en sentido contrario al de la rotacin del disco. +sta operacin modifica continuamente la direccin del pulido y e ita la formacin de colas de cometa. Tales formaciones son ine itables cuando se pule en una sola direccin, por que se arrancan ms o menos las inclusiones, se abrasiona el metal adyacente y aparecen picaduras y $uecos de'ados por dic$as inclusiones. /ara e itar la distorsin del metal, se debe suspender el pulido fino en cuanto las rayas ya no son obser ables a 100 aumentos, no apareciendo tampoco colas de cometa. Si persisten las rayas finas, se puede continuar el pulido final# es, sin embargo, ms probable que se obtengan resultados me'ores repitiendo el pulido preliminar antes de terminar el pulido final. )a probeta pulida puede atacarse inmediatamente despu(s o se puede guardar para usarla ms tarde y examinarla sin ataque. +n cualquier caso, la superficie dela probeta debe protegerse de la oxidacin y otros efectos per'udiciales atmosf(ricos.
P%LIDO ELEC#ROLI#ICO
0E ERALIDADE! +l pulido electroltico disminuye muc$as de las dificultades encontradas en el pulido mecnico. /uesto que (ste m(todo de pulido e ita la formacin de capas distorsionadas del metal en la superficie desbastada de la probeta, es ideal para la preparacin de muc$os metales blandos, aleaciones monofsicas y aleaciones que endurecen fcilmente por deformacin, tales como los aceros inoxidables austenticos. )a principal des enta'a del pulido electroltico es la destruccin total o parcial de las inclusiones no metlicas por reacciones qumicas con el electrolito. >tra des enta'a son el manc$ado de las probetas montadas en plsticos, como consecuencia del ataque de (stos por algunos electrolitos y la obtencin de superficies onduladas. 1% DAME #O! 7 APARA#O! )os detalles relati os al pulido electroltico no estn completamente aclarados en la actualidad. +l mecanismo general, sin embargo, parece asociado a la disolucin andica. )as aristas salientes y las
protuberancias de la probeta desbastada se eliminan por disolucin selecti a, mientras que los alles existentes entre los salientes quedan protegidos de la disolucin por los productos de reaccin formados o, ms probablemente, por que en ellos la elocidad de disolucin es muc$o menor. +n la celda electroltica la probeta desbastada sir e de nodo, y como ctodo se emplea un metal adecuado# a tra (s del electrolito se $ace pasar una corriente continua, que es transportada de nodo a ctodo por los iones del metal de la probeta que se pule. +l factor ms importante para el (xito del pulido electroltico es la relacin entre densidad de corriente y olta'e, para cada electrolito y disposicin general de la celda electroltica. +l pulido electroltico es relati amente sencillo y requiere muy poca experiencia por parte del laborante. )a eleccin del electrolito depende de la composicin y caractersticas estructurales 6n2mero y clase de fases presentes7 de la probeta. .unque el pulido electroltico no produce distorsin del metal superficial, a eces se obser a esta distorsin en las probetas pulidas electrolticamente.
ME#ODO! E!PECIALE! PREPARACI& MECA ICA
DE
I #ROD%CCI& )a preparacin metalogrfica de los metales blandos, tales como el aluminio, cobre, plomo, etc.# la de los materiales duros, como los carburos cementados de olframio y boro, y la conser acin de las inclusiones en el acero o las lminas de grafito en la fundicin, requieren t(cnicas ms o menos especficas. )os metales relati amente blandos y sus aleaciones fluyen muy fcilmente durante el desbaste y el pulido, y, si no se tiene un gran cuidado, se originan capas distorsionadas de espesor considerable, que es imposible eliminar con el m(todo usual. AL%MI IO 7 !%! ALEACIO E!. )a preparacin de las probetas de aluminio y sus aleaciones es difcil, por que el metal superficial fluye fcilmente y se produce distorsin durante el desbaste y el pulido. *na e- conseguida una superficie plana y
matado los cantos de la probeta, se desbasta con los tres grados usuales de papel de esmeril girando la probeta 90: cada e- que se pasa de un papel al ms fino siguiente. +l primer pulido tiene por finalidad $acer desaparecer las rayas producidas por el desbaste. +l pulido final tiene por ob'eto eliminar las rayas producidas en el preliminar y obtener una superficie no rayada. ,urante la primera etapa del pulido $ay que prestar atencin a que el disco se mantenga siempre $2medo empleando agua destilada ,e igual importancia es la presin con que s e aplica la probeta sobre el pa"o. )a presin ptima se determina por ensayos pre ios y depende, lo mismo que el tiempo empleado en el pulido final, de la composicin qumica y tratamiento t(rmico de la probeta. %uando prcticamente $an desaparecido todas las rayas, se contin2a la operacin a"adiendo agua clara, en tal forma que al final el pa"o este completamente libre de abrasi o. +n esta fase es recomendable girar la probeta en sentido contrario al de rotacin del disco, para eliminar las marcas y colas de cometa causadas por el pulido en una sola direccin. CO"RE 7 !%! ALEACIO E!. )a superficie de las probetas de cobre y sus aleaciones se rectifica limndola. +l desbaste con los papeles de esmeril no es necesario en estos materiales, pasndose directamente al pulido que se reali-a en dos o tres fases. )a primera fase del pulido se reali-a sobre lona, empleando como abrasi o carborundo o al2ndum de 400 mallas. )a segunda operacin se reali-a sobre disco cubierto con pa"o de lana y empleando abrasi o trpoli pul eri-ado. )a tercera fase se $ace sobre un disco cubierto con un pa"o fino de lana, empleando como abrasi o una suspensin en agua de al2mina u xido de magnesio. .l terminar el pulido se atacan directamente o se la an con alco$ol y se secan rpidamente antes del ataque. +l cobre puro se pule peor que sus aleaciones, pues se necesita obtener una superficie casi perfecta para comprobar la presencia de xido cuproso al obser arla sin ataque.
PLOMO 7 !%! ALEACIO E!. )a preparacin de estos materiales es muy difcil por su in$erente blandura. Se produce muc$a fluencia del metal y distorsin superficial, y la estructura real queda totalmente enmascarada. Se acepta generalmente que es casi imposible obtener una superficie libre de deformacin en fro mediante el pulido. Se emplean regularmente cierto n2mero de m(todos, entre los que puede elegirse, teniendo en cuenta la aleacin, forma y tama"o de la probeta, y tambi(n el equipo de que se dispone y las preferencias del operador. Siempre se necesita quitar bastante metal, para eliminar los efectos de la sierra, ci-alla o elemento empleado para obtener la probeta. 1% DICIO E!. +s muy difcil conser ar las partculas de grafito de las fundiciones grises y maleables si se preparan las probetas por m(todos usuales, siendo preciso recurrir a t(cnicas especiales. )a me'or forma de prepararlas es desbastndolas en los tres grados usuales de papel esmeril 60, 00, 0007 prolongando el desbaste sobre papel 00 gastado. +l desbaste final se $ace, usualmente, sobre un papel 000, que se sua i-a pre iamente con talco o grafito. ,urante el desbaste se puede producir el arranque de grafito, pero lo ms frecuente es que el arranque se produ-ca durante el pulido. /or ello es con eniente reali-ar el pulido final en un pa"o sin pelo. +s preciso mantener el pa"o $2medo, pero no mo'ado en exceso, y pulir en una sola direccin. CO !ER$ACI& DE LA! I CL%!IO E! )a preparacin a mano se $ace sobre los tres grados usuales 60, 00, 0007 terminando sobre una $o'a muy gastada o sua i-ada de papel 000. +l 2ltimo desbaste se contin2a $asta que las gritas finas son casi in isibles al o'o desnudo. +l pulido se reali-a sobre dos discos. +l primero se cubre con un pa"o sin pelo y el segundo con un pa"o con ms pelo. +l abrasi o puede ser xido de aluminio o al2mina le igada. )as rayas finas producidas en el primer pulido se eliminan por un segundo y cuidadoso pulido en el segundo disco. +n este segundo pulido es esencial que la
presin con que se aplica la probeta sea ligera. *na presin excesi a pro oca el arranque de las inclusiones de 2ltima $ora. )a al2mina finamente di idida es un buen abrasi o para esta operacin.
MO #A8E PE9%E6A!
DE
PRO"E#A!
0E ERALIDADE! %uando las probetas metalogrficas son peque"as o de una forma que no permite un mane'o fcil en las operaciones de desbaste y pulido, como ocurre, por e'emplo con irutas, alambres, arillas y tubos peque"os, c$apas, secciones delgadas, etc. +s necesario montarlas en un material adecuado para $acer posible la preparacin. MO #A8E! 1%!I"LE! +xisten muc$os materiales fusibles que son adecuados, con algunas limitaciones, para el monta'e de probetas metalograficas, tales como el a-ufre, el lacre, los plsticos dentales y las aleaciones de ba'o punto de fusin. )os puntos de fusin de estos materiales difieren muc$o, y debe seleccionarse el necesario para que el calentamiento requerido no altere la estructura de la probeta. MO #A8E E PL2!#ICO! !I #:#ICO! +l monta'e de las probetas peque"as en materiales plsticos sint(ticos, como la ba?elita, )ucita, etc., es uno de los m(todos ms satisfactorios que se emplean $oy para facilitar el mane'o de tales probetas. )a manipulacin es sencilla# pero como es preciso aplicar calor y presin simultneamente, se requiere una prensa montadora especial. Resinas termoendurecibles. )os plsticos termoendurecibles como la ba?elita y los compuestos de anilina y formalde$dos, son los ms populares entre los empleados para montar probetas metalogrficas. )os pol os
de moldeo de ba?elita se encuentran en el comercio en gran ariedad de colores, y esta circunstancia es de inter(s, por que simplifica la identificacin y arc$i o de las probetas. )os plsticos termoendurecibles, a diferencia de las resinas termoplsticas, endurecen durante el moldeo a la temperatura y presin adecuada por que sufren un cambio qumico. +l estado ms duro adquirido ya no se altera por la temperatura, aun que esta se aproxime a la que pueda causar la carboni-acin de la resina. /ara la mayora de los pol os de moldeo de ba?elita, la temperatura mxima requerida para el endurecimiento es de 1@4 a 140 :%, 'untamente con una presin de 2400 a @400 libras por pulgada cuadrada. Resinas termoplsticas. )as resinas de este tipo, tales como el poliestireno, compuestos de metacrilato de metilo 6lucite7 y materiales a base de celulosa, tienen la propiedad de ser claras y transparentes como el cristal si se las moldea correctamente. )as resinas termoplsticas no endurecen durante el moldeo, si no que, por el contrario, se reblandecen y fluyen cada eque se les aplica una combinacin adecuada de temperatura y presin. +l monta'e se reali-a satisfactoriamente moldeando a una presin de 2400 a @400 libras por pulgada cuadrada y a temperaturas de 1;0 a 134 :%. A#A9%E DE LA! PRO"E#A! PARA !% E;AME MICRO!COPICO. 0os ocuparemos a$ora del ataque necesario para $acer isibles sus caractersticas estructurales, discutiendo los principios en que se basa y la t(cnicas por las que se lle a acabo. *na probeta no atacada re ela pocos o ning2n detalle estructural, a pesar de lo cual es de gran inter(s porque permite obser ar detalles que ya son isibles tales como los defectos superficiales y las inclusiones no metlicas. +l ob'eto de mayora de las in estigaciones metalogrficas es determinar las caractersticas estructurales erdaderas de la probeta, es necesario que los diferentes constituyentes estructurales que den delineados con precisin y claridad. Esto se
logra sometiendo a la probeta a la acci*n .u(mica de un reactivo apropiado en unas condiciones cuidadosamente controladas.
superficie, completamente perturbada, cuya profundidad es del orden de algunas distancias interatmicas, posee una energa libre mas ele ada que el metal solo plsticamente deformado que queda ba'o ella y , por esta ra-n, se elimina fcil y efecti amente por disolucin qumica durante el ataque. /or ello, el aspecto de la estructura metalogrfica, obser ada despu(s del ataque, no esta influenciado por la presencia de esta superficie totalmente desorgani-ada. )a cantidad de metal distorsionado producido por el desbaste y el pulido depende de arias circunstancias, de la ms importantes son8 la composicin qumica y estructural de la probeta, los m(todos empleados para el desbaste y el pulido, el cuidado puesto en la preparacin y la naturale-a de los abrasi os empleados en el pulido.
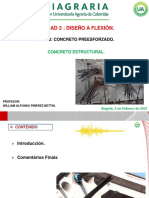
5ig. +'emplo de un ataque con el reacti o adecuado
+n las aleaciones compuestas de arias fases los constituyentes se $acen isibles por el ataque diferencial o el manc$ado de uno o arios de dic$os constituyentes, como consecuencia, principalmente de las diferencias de composicin qumica, que traen consigo diferencias en las elocidades de disolucin.
ELIMI ACI& DE DI!#OR!IO ADO
ME#AL
1ORMACI& DE DI!#OR!IO ADO
ME#AL
)a produccin de esta distorsin es la consecuencia natural del despaste y el pulido, y es ine itable, en mayor grado o en menor grado, por muc$o cuidado que se ponga en las operaciones. +l contacto intimo entre las superficies de la probeta y las partculas finamente di ididas del abrasi o, empleadas en las operaciones de desbaste y pulido, y lo esfuer-os mecnicos y efectos t(rmicos inducidos, son los suficientemente grandes para $acer fluir el metal ms superficial. )a mayora de los estudios reali-ados mediante difraccin electrnica sobre las superficies metalogrficas demuestra que esta fluencia destruye completamente el estado cristalino superficial, como consecuencia de la alteracin de la periodicidad atmica de la red. +sta
*n solo ataque no es capa- de eliminar todo el metal distorsionado, es necesario atacar y pulir alternati amente arias eces. /ara la mayora de los metales y las aleaciones el tiempo de ataque, en lo intermedios no debe superar al necesario en el ataque final# los pulido deben $acerse con cuidado, empleando presiones ligeras para e itar la formacin de nue as cantidades de metal distorsionado.
REAC#I$O! DE A#A9%E
+n general, los reacti os adecuados para el ataque metalogrfico se componen de cidos orgnicos o disueltas en disol entes apropiados como agua, alco$ol, glicerina, glicol o me-clas de arios de disol entes. )a acti idad y comportamiento general de los diferentes reacti os esta relacionado con las caractersticas siguientes8 concentracin de iones de $idrgeno o iones de $idroxilo, capacidad de reacti o para manc$ar preferentemente uno o mas de los constituyentes estructurales. Para el ata.ue del metal o aleaci*n sea per'ecto , muestre claramente los detalles estructurales deseados) es necesario .ue la composici*n del
reactivo empleado corresponda e5actamente a la composici*n de la probeta , las distintas 'ases .ue la constitu,en. *n reacti o compuesto de $idrxido amnico y perxido de $idrgeno es ideal para tacar cobre y latn alfa, pero es completamente inadecuado para atacar al $ierro y al acero u otras aleaciones f(rreas. +l nital 6solucin diluida de cido ntrico en alco$ol7 y el picrato sdico $ir iente se recomienda para el ataque de los aceros. +l picrato sdico no es un reacti o especfico para distinguir entre ferrita y carburo de $ierro.
diferente manera a las distintas fases presentes. Aleaciones poli'sicas< +l mecanismo del ataque de las aleaciones polifsicas es, esencialmente de naturale-a electroqumica, consecuencia de las diferencias de potencial que se producen en los diferentes constituyentes, cuando se pone la probeta en contacto con el reacti o.
Reactivos de ata.ue para e5amen microscopico
Reactivo de ata.ue
.cido 0trico 60ital7
Composici*n
%sos
.ceros y $ierros .ceros de ba'a aleacin .ceros asutenticos al nquel y aceros inoxidables %obre, laton, bornce alumnico, nquel, plata .luminio y sus aleaciones
.cido 0trico 4 cc .lco$ol etilico 94 cc .cido picirico ;gm .cido /ricico 6/icral7 .lco$ol etilico 100 ml %loruro f(rrico %loruro f(rrico y 4gm acido $ridroclorico cido 40 ml agua $idroclrico 100 ml /ersulfato de amonio 10 /ersulfato de amonio gm .gua 90 ml .cido $idroflurico 0.4 ml .cido $idroflurico .gua 99.4 ml
Tabla. Aeacti os mas utili-ados MECA I!MO DE A#A9%E %uando se aplica un reacti o a las superficie pulida de una probeta, los detalles estructurales se manifiestan, en parte, por una destruccin selecti a de la superficie. Se debe a que las diferentes fases, en una aleacin polifsica, o los planos diferentemente orientados de cada grano de un metal puro forman la superficie metalogrfica de la probeta, tiene distintas elocidades in$erentes de disolucin. . este efecto se suma, para muc$o reacti os, la propiedad de que manc$an o colorean de
)a diferencia de potencial entre los constituyentes andicos y catdicos es, en general lo suficientemente grande para que la fase ms electropositi a se disuel a con relati a rapide- en los reacti os ordinarios y es precioso un control cuidadoso para e itar el sobre ataque. /or causa de esta diferencia de potencial , las aleaciones polifsicas se atacan ms rpidamente que las aleaciones monofsicas o los metales puros. %omo consecuencia de la disolucin preferente de la fase andica durante el ataque, tales constituyentes, en las aleaciones polifsicas quedan ms rugosos y ms profundo, con relacin al plano de la
superficie pulida, por lo menos en las interfase nodo< ctodo, y aparecen, microscpicamente, como ms oscuras. ,eteniendo el ataque en el momento preciso se e itan las dificultades y se consigue un contraste optimo entre las diferentes fases. Aleaciones mono'sicas , metales puros< %omo consecuencia de la existencia de una sola fase, es ms difcil de explicar el fenmeno de ataque diferencial en t(rminos de diferencias de potencial. +n un metal puro aleacin monofsica el ataque es el resultado de la diferente facilidad de disolucin que presenta cada grano como consecuencia de su distinta orientacin cristalogrfica con relacin a la superficie metalogrfica pulida. )a elocidad de disolucin de un grano es diferente seg2n su distintos planos cristalogrficos y por ello, el ataque produce en cada uno de los granos unas recetas bien definidas con orientacin diferente a la que presentan las originadas en los granos ecinos.
DIFERENCIA DE BRILLO ENTRE LOS GRANOS
%uando incide sobre la probeta un $ailuminador, la direccin de la lu- refle'ada por cada grano depende del sistema de facetas que el ataque $a desarrollado sobre (l. )a obser acin microscpica, 6 en algunos casos a o'o desnudo, si los granos son suficientemente grandes7 $ace notar como ms brillantes a los granos cuyas facetas estn adecuadamente orientadas y como ms oscuros a los orientacin menos enta'osa.
MTODOS DE ATAQUE
)a consideracin preliminar ms importantes es la eleccin acertada del reacti o adecuado, de entre los ms recomendados para una aleacin o metal dados. Bacer una seleccin requiere de 'u-gar y conocer el comportamiento de los distintos reacti os, cuando se emplean en las condiciones recomendadas. %ada reacti o $a de emplearse para el uso especfico a que esta destinado y exactamente de acuerdo a las instrucciones
adecuadas para su empleo. )os reacti os de ataque aplican, en general, por inmersin de la probeta en el reacti o o poniendo en contacto con la superficie de la misma un algodn impregnado. +s preciso que la superficie de la probeta este limpia, para asegurarse de que el reacti o la mo'ara regular y uniformemente. /ara ello se la la a primero a fondo con agua corriente caliente, se frota luego, con cuidado, utili-ando un algodn $2medo, se uel e a la ar con alco$ol etlico y pro fin se seca al c$orro de aire caliente. %uando se reali-a el taque por inmersin, se suspende la probeta, con su superficie pulida $acia aba'o, dentro del reacti o, su'etndola con los dedos o con unas pin-as. /ar desalo'ar burbu'as de aire retenidas en la superficie y asegurar que ba'o esa superficie siempre existe reacti o no gastado, se agita moderadamente la probeta, teniendo cuidado de que la superficie pulida no se raye. &nmediatamente despu(s de la inmersin, se puede obser ar que la superficie pulida se pone mas o menos mate. +sto indica que el ataque progresa y , con alguna practica, la obser acin del aspecto que a tomando dic$a superficie indica cuando debe suspenderse la operacin. %uando el tiempo transcurrido en el ataque se considera suficiente, se retira la probeta del reacti o, y rpidamente se le introduce en un c$orro de agua caliente. ,e esta manera se detiene inmediatamente la accin del reacti o y se elimina toda tra-a del mismo en la superficie de la probeta. Seguidamente se la a con alco$ol etlico, para quitar las gotitas de agua y, despu(s, se seca en un c$orro de aire caliente, quedando lista para su examen microscpico. /uede ser necesario ol er a atacar si las imgenes no son ntidas.
TIEMPO DE ATAQUE
+l tiempo de ataque es factor que sigue directamente importancia a la eleccin adecuada del reacti o. +l aspecto isual de una estructura atacada o la calidad de una fotomicrografa de ella, dependen en gran manera de la precisin con los detalles ms delicados $ayan sido puestos de manifiesto por el ataque, y ello a su e- depende fundamentalmente del tiempo de ataque.
Seg2n el metal atacado y el reacti o empleado, los tiempos de ataque pueden oscilar entre pocos segundos y @0 o ms minutos. !uc$os reacti os tienen una composicin que asegura ba'a acti idad y largos tiempos de ataque, con el fin de que se pueden controlar bien esos tiempos +l sobreataque es tan indacuado como el ataque escaso, el sobreataque puede ocultar muc$os detalles finos y ensanc$ar los lmites de grano logrando una imagen no erdadera. %uando la probeta esta sobreatacada siempre es necesario ol er a pulirla sobre el disco final y, luego, ol er a repetir el ataque durante un tiempo ms corto.
CLA!I1ICACIO
DE LO! ACERO!
De todas las 'ormas para clasi'icar los aceros) tal ve- la .ue ms se emplea , sobre todo las ms clara) es la norma !AE ,a .ue solo emplea cuatro digitos para identi'icar los aceros< Los dos primeros indican el tipo de acero , los dos ultimos e5presan el contenido de carbono del acero) multiplicando por 1>>.
A#A9%E ELEC#ROL=#ICO
+s de particular utilidad para poner de manifiesto la estructura en materiales tales como las aleaciones para termopares, metales fuertemente deformados en fro, aleaciones resistentes a la corrosin y al calor y aleaciones que presentan pasi idad superficial durante los ataques usuales. +l ataque electroltico consiste en $acer pasar un corriente continua, que aria desde una fraccin de amperio a arios amperios de intensidad, a tra (s de una celda electroltica, que contiene el electrolito apropiado y en la que la probeta es el nodo, siendo el ctodo de alg2n material insoluble como platino o grafito. )a eleccin de electrolito depende del metal o aleacin que $a de atacarse y de los constituyentes de estructura que el ataque $ay de poner de manifiesto.
#ipo !AE 1>;; 11;; 1?;; @?;; @A;; ?1;; C>;; C1;; C?;; CD;; A1;; D1;; ED;; F@;; F?;;
ombre Aceros al carb*n Aceros al carb*n Aceros al carb*n Acero al Mn Acero al i Acero al iBCr Acero al Mo Acero al CrBMo Acero al CrB iBMo Acero al iBMo Acero al Cr Acero al CrB$ Acero al iBCrBMo Acero al MnB!i Acero al iBCrBMo
Tabla. %lasificacin de los aceros )os aceros al carbn se clasifican en8 1a'o %arbono de 0.02@ al 0.24 C de % !ediano %arbono 0.24 al 0.44 C de % .lto %arbono de 0.44 $asta 2.1C de % 5undiciones arriba del 2.1C de %
O#RO! PROCEDIMIE #O! A#A9%E
DE
RE1ERE CIA!
De$l, Eeorge# Fundamentos de la practica metalogrfica.
Pulido en relieve< Se emplean con (xito cuando se sabe que la aleacin contiene constituyentes relati amente duros y blandos. !ediante t(cnicas adecuadas de pulido a mano y empelando un abrasi o suspendido en alguna solucin cida diluida, es posible pro ocar una abrasin ms rpida del constituyente ms blando, quedando en relie e la fase ms dura al concluirse la operacin.
Das könnte Ihnen auch gefallen
- Normas Astm NTPDokument3 SeitenNormas Astm NTPfranko chuyeNoch keine Bewertungen
- Cervecería Backus y JohnstonDokument19 SeitenCervecería Backus y JohnstonAlessandra Estefany HuaripataNoch keine Bewertungen
- Reglas IncotermsDokument12 SeitenReglas IncotermsAlessandra Estefany HuaripataNoch keine Bewertungen
- La Era Del Hombre CreativoDokument6 SeitenLa Era Del Hombre CreativoAlessandra Estefany HuaripataNoch keine Bewertungen
- Actitudes de Una Persona CreativaDokument2 SeitenActitudes de Una Persona CreativaAlessandra Estefany HuaripataNoch keine Bewertungen
- Ratios FinancierosDokument21 SeitenRatios FinancierosAlessandra Estefany HuaripataNoch keine Bewertungen
- SAL Ganazufre-3-14Dokument1 SeiteSAL Ganazufre-3-14Rafael ArdilaNoch keine Bewertungen
- Síntesis de Nanopartículas Magnéticas de Óxido de Hierro para La Remoción de Arsénico Del Agua de Consumo HumanoDokument10 SeitenSíntesis de Nanopartículas Magnéticas de Óxido de Hierro para La Remoción de Arsénico Del Agua de Consumo HumanoAnonymous Bdt0OGhNoch keine Bewertungen
- Circuitos ElectrónicosDokument8 SeitenCircuitos ElectrónicosfranNoch keine Bewertungen
- Sistemas de Puesta A Tierra: SI Consultores PerúDokument13 SeitenSistemas de Puesta A Tierra: SI Consultores Perúnestor jonatan eugenio quispeNoch keine Bewertungen
- Informe de Visita A Ladrillera ....Dokument22 SeitenInforme de Visita A Ladrillera ....Joel Velasquez100% (1)
- 2 Concreto PreesforzadoDokument12 Seiten2 Concreto PreesforzadoJuan Pablo Muñoz RomeroNoch keine Bewertungen
- Guía de TP N 2 Parte A Cuestionario Teórico Rev 0116Dokument2 SeitenGuía de TP N 2 Parte A Cuestionario Teórico Rev 0116Mario AntunezNoch keine Bewertungen
- Primer Nivel: Diagrama Unifilar Del Tg-01Dokument1 SeitePrimer Nivel: Diagrama Unifilar Del Tg-01Jairo SuarezNoch keine Bewertungen
- Guia Instalacion de Membrana AsfalticaDokument7 SeitenGuia Instalacion de Membrana Asfalticajohanna vargasNoch keine Bewertungen
- Losas AligeradasDokument5 SeitenLosas AligeradasNilton Ricardo Llamccaya CcasañiNoch keine Bewertungen
- Alternadores Leroy SomerDokument67 SeitenAlternadores Leroy Somerlpolo12Noch keine Bewertungen
- Especificaciones Tecnicas de FermentadorDokument76 SeitenEspecificaciones Tecnicas de FermentadorManuel Arce100% (1)
- Calculo de Reajustes Reales Mensuales - EjemploDokument1 SeiteCalculo de Reajustes Reales Mensuales - EjemploDoimer Quispe VilcaNoch keine Bewertungen
- Monografia CROMODokument15 SeitenMonografia CROMOAngye Diaz PerezNoch keine Bewertungen
- Ecuaciones DiferencialesDokument56 SeitenEcuaciones Diferencialesignacio liraNoch keine Bewertungen
- Mi109 Mono Grupo4.1Dokument58 SeitenMi109 Mono Grupo4.1JAIME JESUS VIVANCO QUISPENoch keine Bewertungen
- El Barro Como Material de ConstruccionDokument20 SeitenEl Barro Como Material de ConstruccionLaura RinconNoch keine Bewertungen
- Ejemplo Termo I - 13Dokument12 SeitenEjemplo Termo I - 13Steven Rodriguez LiñanNoch keine Bewertungen
- Grietas, Jhonatan Felipe Garcia, Juan David DuranDokument13 SeitenGrietas, Jhonatan Felipe Garcia, Juan David DuranCarlos SalazarNoch keine Bewertungen
- Cyt Bio DegDokument9 SeitenCyt Bio DegceciliaNoch keine Bewertungen
- Pts Procedimiento EncofradoDokument8 SeitenPts Procedimiento EncofradoJuan Carlos Coronado CaroNoch keine Bewertungen
- Yacimientos VMSDokument7 SeitenYacimientos VMSGabriel I. AramayoNoch keine Bewertungen
- Nom 127 Ssa1 1994Dokument12 SeitenNom 127 Ssa1 1994Lau GarciaNoch keine Bewertungen
- Clases de Rocas ImprimirDokument2 SeitenClases de Rocas Imprimirjuan1333Noch keine Bewertungen
- EXT m7glMx2pkLOOAYyY0croDokument6 SeitenEXT m7glMx2pkLOOAYyY0croNataliaNoch keine Bewertungen
- Química OrgánicaDokument18 SeitenQuímica OrgánicaAna Guerrero LecuonaNoch keine Bewertungen
- Pernos de Aleación de Acero y Acero Inoxidable para Servicio de Alta Temperatura o Alta Presión y Otras Aplicaciones de Propósito EspecialDokument13 SeitenPernos de Aleación de Acero y Acero Inoxidable para Servicio de Alta Temperatura o Alta Presión y Otras Aplicaciones de Propósito EspecialOmar Cuello QuiahuaNoch keine Bewertungen
- MSDS Agua DestiladaDokument2 SeitenMSDS Agua Destiladaangel perezNoch keine Bewertungen
- Intro Ducci OnDokument6 SeitenIntro Ducci OnMely Carbajo MurgaNoch keine Bewertungen