Das könnte Ihnen auch gefallen
- Astm B221Dokument15 SeitenAstm B221prakhar tandon67% (3)
- Audit Checklist TemplateDokument12 SeitenAudit Checklist TemplateMurugeswari Rajaselvam100% (1)
- AC7114-4 Rev M Final EDITORIAL 2DECDokument60 SeitenAC7114-4 Rev M Final EDITORIAL 2DECRaja HoneNoch keine Bewertungen
- Safe Use of Plant EquipmentDokument140 SeitenSafe Use of Plant EquipmentFrancisco M. RamosNoch keine Bewertungen
- Pondy Die Casting Gauge Calibration Master ListDokument35 SeitenPondy Die Casting Gauge Calibration Master Listkrichenaraj6931100% (1)
- Sinopec Engineering PresentationDokument83 SeitenSinopec Engineering Presentationstavros7Noch keine Bewertungen
- PROJECT STANDARDS and SPECIFICATIONS Welding Qualification Test Procedure Rev01webDokument5 SeitenPROJECT STANDARDS and SPECIFICATIONS Welding Qualification Test Procedure Rev01webhiyeonNoch keine Bewertungen
- Raiseboring Drill PipesDokument16 SeitenRaiseboring Drill Pipesmanuel_plfNoch keine Bewertungen
- UT Personnel Mockup ProcedureDokument19 SeitenUT Personnel Mockup ProcedureIksan Adityo Mulyo100% (1)
- Manual Ultrasonic Testing Procedure for 26Dokument12 SeitenManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- Outside Micrometer Calibration Record SheetDokument1 SeiteOutside Micrometer Calibration Record SheetSeleccion Tecnico IndustrialNoch keine Bewertungen
- ISO 9000 2015 (En) Quality Management Systems - Fundamentals and VocabularyDokument23 SeitenISO 9000 2015 (En) Quality Management Systems - Fundamentals and VocabularyPaulino MutomboNoch keine Bewertungen
- LPT Written ProcedureDokument8 SeitenLPT Written ProcedureManikantaSumanthNoch keine Bewertungen
- API Q1 Supplier Audit Check List - PurchaseDokument8 SeitenAPI Q1 Supplier Audit Check List - PurchaseSandra SandersNoch keine Bewertungen
- QP-001 Control of DocumentsDokument4 SeitenQP-001 Control of DocumentsMartinNoch keine Bewertungen
- Procedure For Calibration of Welding MachinesDokument8 SeitenProcedure For Calibration of Welding MachinesVinayaga MoorthiNoch keine Bewertungen
- Inspection In Manufacturing A Complete Guide - 2020 EditionVon EverandInspection In Manufacturing A Complete Guide - 2020 EditionNoch keine Bewertungen
- Project Management PlanDokument6 SeitenProject Management PlanFarooqChaudharyNoch keine Bewertungen
- Calibrate Outside MicrometersDokument2 SeitenCalibrate Outside MicrometerserharsinghNoch keine Bewertungen
- Instrument Calibration ProcedureDokument10 SeitenInstrument Calibration ProcedureMohammad Nurayzat JohariNoch keine Bewertungen
- Kosaka Lab Scope CC 2611Dokument50 SeitenKosaka Lab Scope CC 2611kumarNoch keine Bewertungen
- X-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersDokument34 SeitenX-Series Manual: Including X-50, X-100, X-200, X-300 Model Handheld X-Ray Fluorescence AnalyzersRahul DubeyNoch keine Bewertungen
- 02 - Calibration Procedure - Asf-Qc-Cal-001Dokument7 Seiten02 - Calibration Procedure - Asf-Qc-Cal-001Sherif YehiaNoch keine Bewertungen
- Iso 9712Dokument19 SeitenIso 9712Daniel100% (1)
- Procedure For Caliper Calibration (Rev.1)Dokument10 SeitenProcedure For Caliper Calibration (Rev.1)syisyi87Noch keine Bewertungen
- Quality Manual1111Dokument35 SeitenQuality Manual1111Nizar KhalidNoch keine Bewertungen
- Ioc ApiDokument3 SeitenIoc ApiGobinderSinghSidhuNoch keine Bewertungen
- TWI Hitan: Training Certification SchemeDokument192 SeitenTWI Hitan: Training Certification Schemesaliyarumesh2292100% (1)
- Liquid Penetrant Inspection ProcedureDokument21 SeitenLiquid Penetrant Inspection ProcedureJeffrey HartNoch keine Bewertungen
- PCN requirements for employer-specific NDT certificationDokument12 SeitenPCN requirements for employer-specific NDT certificationtomcan100% (1)
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDokument1 SeiteMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan RajaNoch keine Bewertungen
- SOP for CNC machine tool settingDokument2 SeitenSOP for CNC machine tool settingchandraNoch keine Bewertungen
- Combined Science Chemisttry 2HDokument24 SeitenCombined Science Chemisttry 2HAje DavidNoch keine Bewertungen
- VT & PT - NotesDokument10 SeitenVT & PT - Notessanjeev sahota100% (1)
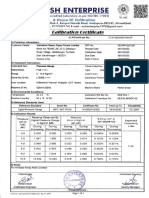
- Calibration Certificate: MechanicalDokument2 SeitenCalibration Certificate: MechanicalAmit KumarNoch keine Bewertungen
- Procedure On Handling Complaints AppealsDokument10 SeitenProcedure On Handling Complaints AppealsRajender Kumar BaruaNoch keine Bewertungen
- Catalysis of A Reaction Between Sodium Thiosulfate and Iron (III) Nitrate SolutionsDokument3 SeitenCatalysis of A Reaction Between Sodium Thiosulfate and Iron (III) Nitrate Solutionssachin0002Noch keine Bewertungen
- Written PracticeDokument27 SeitenWritten PracticeSefa KasapogluNoch keine Bewertungen
- Proposal AACDokument23 SeitenProposal AACHery Dimitriy100% (1)
- Micrometer Calibration (T.O. 33K6-4-15-1)Dokument8 SeitenMicrometer Calibration (T.O. 33K6-4-15-1)Hernando Sanchez100% (1)
- Master List of Calibration Equp.& Instr.Dokument8 SeitenMaster List of Calibration Equp.& Instr.Balkishan DyavanapellyNoch keine Bewertungen
- Pressure Gauge Calibration CertificateDokument1 SeitePressure Gauge Calibration CertificateCustomer Support100% (1)
- Calibration Certificate Basic 315Dokument1 SeiteCalibration Certificate Basic 315Anonymous xnpIPaMoNoch keine Bewertungen
- 18.in House Calibration ProcedureDokument1 Seite18.in House Calibration ProcedureSAKTHIVEL ANoch keine Bewertungen
- Is 13875 1 1993Dokument17 SeitenIs 13875 1 1993KOSAKA LABNoch keine Bewertungen
- NDT ProceduresDokument7 SeitenNDT ProceduresDavid DaemmejNoch keine Bewertungen
- PGS IMS IAR 16 Evaluation of ComplianceDokument4 SeitenPGS IMS IAR 16 Evaluation of CompliancesjmpakNoch keine Bewertungen
- Procedure Progress ISO 3834 2 PDFDokument3 SeitenProcedure Progress ISO 3834 2 PDFKumar DNoch keine Bewertungen
- Title: Process Validation Report of Stress Relieving: 1. AbstractDokument3 SeitenTitle: Process Validation Report of Stress Relieving: 1. AbstractCorrosion FactoryNoch keine Bewertungen
- EU-Type Exam Certificate for Dual Band RadioDokument3 SeitenEU-Type Exam Certificate for Dual Band RadioanshadNoch keine Bewertungen
- Corrective and Preventive Action Form: Sample OnlyDokument1 SeiteCorrective and Preventive Action Form: Sample OnlyTDHNoch keine Bewertungen
- WIKA Calibration Certificate for Process CalibratorDokument3 SeitenWIKA Calibration Certificate for Process CalibratorBalaji BobadeNoch keine Bewertungen
- Ifra Conformity Certificate - Passion Fruit 105Dokument3 SeitenIfra Conformity Certificate - Passion Fruit 105David Coello CedeñoNoch keine Bewertungen
- Calibration FormDokument5 SeitenCalibration FormMohd NizamNoch keine Bewertungen
- PosiTector 6000 Manual PDFDokument39 SeitenPosiTector 6000 Manual PDFPepe PedroNoch keine Bewertungen
- IMTE RegisterDokument1 SeiteIMTE RegisterMomo Itachi100% (1)
- Calibration of Phase Sequence IndicatorDokument6 SeitenCalibration of Phase Sequence IndicatorManivasagan VasuNoch keine Bewertungen
- Calibration Procedure of Metal Detection MachineDokument1 SeiteCalibration Procedure of Metal Detection MachineJobaer0% (1)
- Chain Sling Assembly Inspection Checklist FormDokument1 SeiteChain Sling Assembly Inspection Checklist FormIhsan yaqoobNoch keine Bewertungen
- Calibration of The Testing SystemDokument7 SeitenCalibration of The Testing SystemAsad KhanNoch keine Bewertungen
- Vision FormatDokument2 SeitenVision FormatSubramanian VaithilingamNoch keine Bewertungen
- Control of Monitoring and Measuring EquipmentDokument18 SeitenControl of Monitoring and Measuring EquipmentFranklyn OnyeneNoch keine Bewertungen
- A-4301Dokument18 SeitenA-4301R A BismilNoch keine Bewertungen
- SOP 24 Standard Operating Procedure For Calibration of Stopwatches and Timing DevicesDokument10 SeitenSOP 24 Standard Operating Procedure For Calibration of Stopwatches and Timing DevicesAli RizviNoch keine Bewertungen
- Calb 4Dokument1 SeiteCalb 4ranjt53Noch keine Bewertungen
- WPS at FormateDokument134 SeitenWPS at FormateMohammad Rizwan100% (1)
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Joint Communique on Meeting Management and Technical Requirements of ISO 17025Dokument1 SeiteJoint Communique on Meeting Management and Technical Requirements of ISO 17025rcmetrologyNoch keine Bewertungen
- NISTIR6919 Scale UncertaintyDokument82 SeitenNISTIR6919 Scale UncertaintyrcmetrologyNoch keine Bewertungen
- Burke SpecsDokument5 SeitenBurke SpecsrcmetrologyNoch keine Bewertungen
- ML10 & EC10 Traceability ChartDokument1 SeiteML10 & EC10 Traceability ChartrcmetrologyNoch keine Bewertungen
- Mutual Recognition in MetrologyDokument6 SeitenMutual Recognition in MetrologyrcmetrologyNoch keine Bewertungen
- Renishaw CAL Note 003Dokument5 SeitenRenishaw CAL Note 003rcmetrologyNoch keine Bewertungen
- Types of Bricks in Masonry Construction - Properties & Uses - The Constructor PDFDokument5 SeitenTypes of Bricks in Masonry Construction - Properties & Uses - The Constructor PDFPrajith AdNoch keine Bewertungen
- Bertrand Medioni: For The Degree Master of Science in Architecture Studies at The June, 1987Dokument86 SeitenBertrand Medioni: For The Degree Master of Science in Architecture Studies at The June, 1987Đào Duy TùngNoch keine Bewertungen
- Road Construction Labour RatesDokument22 SeitenRoad Construction Labour RatesLaxu KhanalNoch keine Bewertungen
- Greenheck CueCube Exhaust Fan Spec SheetDokument12 SeitenGreenheck CueCube Exhaust Fan Spec SheetD2O Yash MathurNoch keine Bewertungen
- RHS SectionsDokument2 SeitenRHS SectionsBza ZaBugNoch keine Bewertungen
- Springs TextDokument0 SeitenSprings Texter_wenNoch keine Bewertungen
- Center LatheDokument32 SeitenCenter Lathesure516vNoch keine Bewertungen
- Rascoflex - Flexible Hose SprinklerDokument4 SeitenRascoflex - Flexible Hose SprinklerPaulina CabreraNoch keine Bewertungen
- Test Certificate: Chettinad Cement Corporation PVT LTDDokument1 SeiteTest Certificate: Chettinad Cement Corporation PVT LTDChander BauraNoch keine Bewertungen
- Architectural Woodwork Specification GuideDokument8 SeitenArchitectural Woodwork Specification GuideRonnell RepilNoch keine Bewertungen
- Organic Lab: Melting Point and DistillationDokument64 SeitenOrganic Lab: Melting Point and Distillationfefalas23Noch keine Bewertungen
- 3 - Tiga Jenis UtamaDokument20 Seiten3 - Tiga Jenis UtamaLaras SubektiNoch keine Bewertungen
- Calculations of Creep and Shrinkage Effects for an Example Bridge with Precast Concrete GirdersDokument11 SeitenCalculations of Creep and Shrinkage Effects for an Example Bridge with Precast Concrete GirdersMahmood MuftiNoch keine Bewertungen
- CastingDokument4 SeitenCastingVighnesh AmbetkarNoch keine Bewertungen
- Importing Mining Chemicals From ChinaDokument6 SeitenImporting Mining Chemicals From Chinacalisto_rNoch keine Bewertungen
- TD TIW - Project HSE Trend Action Plan - January 2023 - Material and Tool Handling and StorageDokument1 SeiteTD TIW - Project HSE Trend Action Plan - January 2023 - Material and Tool Handling and StorageMuhammad Sanaan Ul HasnainNoch keine Bewertungen
- Introduction To Powder Metallurgy A ReviDokument7 SeitenIntroduction To Powder Metallurgy A ReviFerry SetiawanNoch keine Bewertungen
- Fabrication of Counter-Jib Ballast Blocks GuideDokument14 SeitenFabrication of Counter-Jib Ballast Blocks GuideNirmalya SenNoch keine Bewertungen
- SEO-91SEO001PO/002PO-OM-C-18/04/2011Dokument81 SeitenSEO-91SEO001PO/002PO-OM-C-18/04/2011ibrahim100% (1)
- O'Pro Classic Electric Water Heater Anti-Corrosion SystemDokument2 SeitenO'Pro Classic Electric Water Heater Anti-Corrosion SystemMohammad ZeeshanNoch keine Bewertungen
- Notes - Separating and Purifying SubstancesDokument2 SeitenNotes - Separating and Purifying SubstancesJayasutha Raman100% (1)
- General Information - Diagnostic Trouble Code (DTC) Indexdtc: Auxiliary Heater Control Module (Ahcm)Dokument6 SeitenGeneral Information - Diagnostic Trouble Code (DTC) Indexdtc: Auxiliary Heater Control Module (Ahcm)Jim LiebNoch keine Bewertungen
- Causes and Cures of Regulator InstabilityDokument5 SeitenCauses and Cures of Regulator Instabilityratninp9368100% (1)