Das könnte Ihnen auch gefallen
- NEBOSH Fire Safety Exams Questions and AnswersDokument29 SeitenNEBOSH Fire Safety Exams Questions and Answersnowondery96% (124)
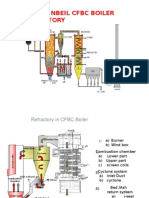
- Refractory PPT IN 150 MW CFBC BOILERDokument25 SeitenRefractory PPT IN 150 MW CFBC BOILERkvsagar67% (3)
- A Case Study in Furnace Explosion of CFBC BoilerDokument14 SeitenA Case Study in Furnace Explosion of CFBC Boilerparthi2006576883% (12)
- Sample Power Plant SpecificationDokument338 SeitenSample Power Plant Specificationparthi20065768100% (3)
- Bed Tube Failure Diagnosis - Final Report by Venus 19 Dec 2013Dokument65 SeitenBed Tube Failure Diagnosis - Final Report by Venus 19 Dec 2013parthi20065768Noch keine Bewertungen
- CFBC Boiler SeminarDokument75 SeitenCFBC Boiler SeminarABVSAI100% (7)
- Refrctory PowerPoint PresentationDokument35 SeitenRefrctory PowerPoint Presentationkvsagar100% (1)
- Cold Cyclone CFBC BoilerDokument2 SeitenCold Cyclone CFBC BoilerVirendra PatilNoch keine Bewertungen
- Boiler Erection 1Dokument30 SeitenBoiler Erection 1Sam100% (1)
- Boiler Efficient, Safe & Emergency OperationDokument51 SeitenBoiler Efficient, Safe & Emergency OperationShambhu MehtaNoch keine Bewertungen
- Commissioning Manual of A CFBC BoilerDokument178 SeitenCommissioning Manual of A CFBC Boilerparthi20065768100% (1)
- (Duderstadt, Louis-J. - Hamilton) Nuclear Reactor Analysis (1976)Dokument671 Seiten(Duderstadt, Louis-J. - Hamilton) Nuclear Reactor Analysis (1976)sina sanatiNoch keine Bewertungen
- Factors That Affect CFBC Panel Erosion by K.K.Parthiban PDFDokument34 SeitenFactors That Affect CFBC Panel Erosion by K.K.Parthiban PDFparthi20065768100% (1)
- Shut Down Inspection of A Chinese Make CFBC BoilerDokument15 SeitenShut Down Inspection of A Chinese Make CFBC Boilerparthi20065768Noch keine Bewertungen
- Factors That Affect CFBC Panel Erosion by K.K.parthibanDokument34 SeitenFactors That Affect CFBC Panel Erosion by K.K.parthibanparthi20065768100% (2)
- Findings On Shut Down Inspection of An AFBC BoilerDokument30 SeitenFindings On Shut Down Inspection of An AFBC Boilerparthi20065768Noch keine Bewertungen
- Case Studies On Boiler Tube ErosionDokument13 SeitenCase Studies On Boiler Tube Erosionpankajbtc007100% (1)
- Report by KKParthiban On Boiler Explosion of A Shell Type High PR BoilerDokument97 SeitenReport by KKParthiban On Boiler Explosion of A Shell Type High PR Boilerparthi20065768100% (1)
- CFBC BoilerDokument7 SeitenCFBC Boilerkaruna346Noch keine Bewertungen
- Presentation On Commissioning of CFBC BoilerDokument26 SeitenPresentation On Commissioning of CFBC Boilergaol_bird009100% (2)
- CFBC OperationDokument110 SeitenCFBC Operationmistryhardik89Noch keine Bewertungen
- A Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanDokument30 SeitenA Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanparthi20065768100% (2)
- Operation of 300MW CFBC BoilerDokument6 SeitenOperation of 300MW CFBC BoilerSoodamany Ponnu PandianNoch keine Bewertungen
- Boiler Tube Failure Case StudyDokument23 SeitenBoiler Tube Failure Case StudykkannanmtpsNoch keine Bewertungen
- CFB PresentationDokument48 SeitenCFB PresentationSam100% (3)
- Training R&M of BoilersDokument45 SeitenTraining R&M of BoilersSamNoch keine Bewertungen
- SuperCritical Boiler-1Dokument45 SeitenSuperCritical Boiler-1api-19986783100% (2)
- Trouble Shooting 30 MW CFBC Boiler Light Up & Load Raising by K.K.parthibanDokument40 SeitenTrouble Shooting 30 MW CFBC Boiler Light Up & Load Raising by K.K.parthibanparthi2006576883% (6)
- Air PreheaterDokument11 SeitenAir PreheaterSuresh Ramakrishnan100% (1)
- Coal Pulverising in Boilers 1Dokument96 SeitenCoal Pulverising in Boilers 1Babu AravindNoch keine Bewertungen
- CFB Boilers IntroductionDokument37 SeitenCFB Boilers IntroductionBernie_Garcia__9886Noch keine Bewertungen
- Boiler Erection FinalDokument51 SeitenBoiler Erection FinalArul Aron Jose100% (1)
- Combustion Optimization Example Presentation Slides PDFDokument42 SeitenCombustion Optimization Example Presentation Slides PDFMinh TranNoch keine Bewertungen
- Boiler Hydro Test-StepsDokument6 SeitenBoiler Hydro Test-StepsAbdul Gafoor Shaikh100% (1)
- CFBC BoilersDokument63 SeitenCFBC BoilersS V NAGESHNoch keine Bewertungen
- Boiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaDokument3 SeitenBoiler Tube Leakage Furnace Explosion Clinker Formation in Thermal Power Plant Boiler - Boiler Turbogenerator GT ESP ABT FSS DeaRobin BansalNoch keine Bewertungen
- Boiler Erection of Pressure Parts PDFDokument44 SeitenBoiler Erection of Pressure Parts PDFAK100% (1)
- CFBC BoilerDokument26 SeitenCFBC BoilerJustin TaylorNoch keine Bewertungen
- SuperCritical Boiler 1Dokument45 SeitenSuperCritical Boiler 1swatantar17100% (1)
- U BeamsDokument8 SeitenU BeamsAmitav MishraNoch keine Bewertungen
- MilsDokument97 SeitenMilsKomma Ramesh100% (1)
- CFB BoilersDokument179 SeitenCFB BoilersJerry Mateo67% (3)
- Coal Properties and Effect On Combustion PDFDokument25 SeitenCoal Properties and Effect On Combustion PDFMuhammad ArshadNoch keine Bewertungen
- Pressure Parts 500MW BoilerDokument34 SeitenPressure Parts 500MW BoilerAbhay Khobragade100% (1)
- 1 - Boiler Tube FailuresDokument55 Seiten1 - Boiler Tube FailuresLakshminarayan100% (1)
- CFBCDokument84 SeitenCFBCBottle Mani100% (3)
- Care and Maintenance of CFB Boilers Refractory FailureDokument6 SeitenCare and Maintenance of CFB Boilers Refractory FailureAnonymous a19X9GHZNoch keine Bewertungen
- Kerala BOE-2014 Paper-2 SolutionDokument15 SeitenKerala BOE-2014 Paper-2 SolutionAlok DoshiNoch keine Bewertungen
- Atmospheric Fluidized Bed Combustion BoilerDokument61 SeitenAtmospheric Fluidized Bed Combustion Boilerynilesh94_2849714630% (2)
- Boiler Erection Month Wise PhotosDokument24 SeitenBoiler Erection Month Wise PhotosMurali Gopalakrishna100% (3)
- Refractory Failure Investigation in CFBC BoilerDokument9 SeitenRefractory Failure Investigation in CFBC BoilerchoksNoch keine Bewertungen
- Sootblowing OptimizationDokument9 SeitenSootblowing OptimizationvnchromeNoch keine Bewertungen
- CFBC Boiler Start Up ProblemsDokument40 SeitenCFBC Boiler Start Up ProblemsarvindshuklaNoch keine Bewertungen
- CFBC Boiler DescriptionDokument9 SeitenCFBC Boiler Descriptioncmani_bweNoch keine Bewertungen
- BHEL CFBC ExperienceDokument31 SeitenBHEL CFBC ExperiencesprotkarNoch keine Bewertungen
- 1 - Boiler Tube FailuresDokument54 Seiten1 - Boiler Tube FailuresMohamad EshraNoch keine Bewertungen
- Analysis of Tube Failure in Water Tube BoilerDokument16 SeitenAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkNoch keine Bewertungen
- Waste To Energy Solutions: Thermax Babcock & Wilcox Limited - Pune IndiaDokument27 SeitenWaste To Energy Solutions: Thermax Babcock & Wilcox Limited - Pune IndiaKoko Dwi Prasetyo100% (4)
- Sop LRSB BlowerDokument6 SeitenSop LRSB BlowerApnrl maincontrolroom100% (1)
- SuperCritical BoilerDokument0 SeitenSuperCritical BoilerSreenivas100% (1)
- An Experience With CFBC Boiler Tube Failures PDFDokument61 SeitenAn Experience With CFBC Boiler Tube Failures PDFsrinivas gillalaNoch keine Bewertungen
- Visit To PenthouseDokument12 SeitenVisit To PenthouseTiu TonNoch keine Bewertungen
- Anatomy of Boiler FailureDokument19 SeitenAnatomy of Boiler Failureکاشف ساقیNoch keine Bewertungen
- Inspection Report On A Power Plant in Cement IndustryDokument16 SeitenInspection Report On A Power Plant in Cement Industryparthi20065768Noch keine Bewertungen
- TubeDokument126 SeitenTubeONESTAR111100% (1)
- KKP Report On Riddi SiddhiDokument7 SeitenKKP Report On Riddi Siddhiparthi20065768Noch keine Bewertungen
- Case Study On Operational Inspection of A Fluidised Bed Combustion Boiler PDFDokument31 SeitenCase Study On Operational Inspection of A Fluidised Bed Combustion Boiler PDFparthi20065768Noch keine Bewertungen
- NTPC O&M Best Practices Booklet PDFDokument226 SeitenNTPC O&M Best Practices Booklet PDFJaydeep kunduNoch keine Bewertungen
- Report On Condensing HX To Recover Water From Flue Gas PDFDokument155 SeitenReport On Condensing HX To Recover Water From Flue Gas PDFparthi20065768Noch keine Bewertungen
- Glimpses of Water Chemistry Deviations in A Utility Power PlantDokument8 SeitenGlimpses of Water Chemistry Deviations in A Utility Power Plantparthi20065768Noch keine Bewertungen
- Report by KKParthiban On Boiler Explosion of A Shell Type High PR BoilerDokument97 SeitenReport by KKParthiban On Boiler Explosion of A Shell Type High PR Boilerparthi20065768100% (1)
- Wingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018Dokument3 SeitenWingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018parthi20065768Noch keine Bewertungen
- Review of Waste Heat Recovery Boiler Operation in A Coke Oven PlantDokument31 SeitenReview of Waste Heat Recovery Boiler Operation in A Coke Oven Plantparthi20065768Noch keine Bewertungen
- Thermal Fatigue Failure in A FBC BoilerDokument7 SeitenThermal Fatigue Failure in A FBC Boilerparthi20065768100% (1)
- Case Study On Operational Inspection of A Fluidised Bed Combustion BoilerDokument31 SeitenCase Study On Operational Inspection of A Fluidised Bed Combustion Boilerparthi20065768Noch keine Bewertungen
- A Presentation For Boiler EngineersDokument113 SeitenA Presentation For Boiler Engineersparthi20065768Noch keine Bewertungen
- Fan Trouble ShootingDokument7 SeitenFan Trouble ShootinggksamyNoch keine Bewertungen
- Thermal Design of Heat ExchangersDokument24 SeitenThermal Design of Heat ExchangersWira NugrohoNoch keine Bewertungen
- A Case Study On Hydrogen Damage in A CFBC BoilerDokument38 SeitenA Case Study On Hydrogen Damage in A CFBC Boilerparthi20065768100% (1)
- Check List For Power Plant OperationDokument102 SeitenCheck List For Power Plant Operationparthi20065768100% (3)
- Case Study of A Boiler With AgrowasteDokument78 SeitenCase Study of A Boiler With Agrowasteparthi20065768Noch keine Bewertungen
- Case Studies in Boiler Vibration and BFP Cavitation by K.K.parthibanDokument15 SeitenCase Studies in Boiler Vibration and BFP Cavitation by K.K.parthibanparthi20065768Noch keine Bewertungen
- Critical Observations During A Shut Down Audit of A PF BoilerDokument9 SeitenCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768Noch keine Bewertungen
- Review of Waste Heat Recovery Boiler Operation in A Coke Oven PlantDokument31 SeitenReview of Waste Heat Recovery Boiler Operation in A Coke Oven Plantparthi20065768Noch keine Bewertungen
- Introduction To Surge Stall and Instabilities in FansDokument6 SeitenIntroduction To Surge Stall and Instabilities in Fansparthi20065768Noch keine Bewertungen
- Medicine For DiabetesDokument5 SeitenMedicine For Diabetesparthi20065768Noch keine Bewertungen
- Learn From Case Study - Duct JunctionDokument2 SeitenLearn From Case Study - Duct Junctionparthi20065768Noch keine Bewertungen
- Operational Audit of A PF Boiler at A Utility Power PlantDokument12 SeitenOperational Audit of A PF Boiler at A Utility Power Plantparthi20065768Noch keine Bewertungen
- Glimpses of Water Chemistry Deviations in A Utility Power PlantDokument8 SeitenGlimpses of Water Chemistry Deviations in A Utility Power Plantparthi20065768Noch keine Bewertungen
- Trouble Shooting Vibration in A Pulverized Coal Fired BoilerDokument13 SeitenTrouble Shooting Vibration in A Pulverized Coal Fired Boilerparthi20065768100% (1)
- CombustionDokument4 SeitenCombustionAbotaleb EsaidNoch keine Bewertungen
- Renewable and Nonrenewable Resources Notes PDFDokument34 SeitenRenewable and Nonrenewable Resources Notes PDFMr. PoGoNoch keine Bewertungen
- Hydraulic Power Control and AnalysisDokument170 SeitenHydraulic Power Control and AnalysisKrishna Mohan SinghNoch keine Bewertungen
- Production of Biodiesel From Watermelon Seed and Juliflora Seed For Using Performance AnalysisDokument68 SeitenProduction of Biodiesel From Watermelon Seed and Juliflora Seed For Using Performance Analysisk eswariNoch keine Bewertungen
- Kinetic Theory 1.1.1 Kinetic Theory Solids, Liquids & Gases SolidsDokument58 SeitenKinetic Theory 1.1.1 Kinetic Theory Solids, Liquids & Gases SolidsNandni JethwaNoch keine Bewertungen
- University of Leeds Energy and Environmental Engineering PDFDokument11 SeitenUniversity of Leeds Energy and Environmental Engineering PDFSreedhar Reddy SajjalaNoch keine Bewertungen
- Biomass Torrefaction ProcessDokument5 SeitenBiomass Torrefaction Processcristian grigorasenco100% (1)
- Class 6. Nuclear Power PlantDokument25 SeitenClass 6. Nuclear Power PlantsureshlalNoch keine Bewertungen
- Diesel Engine Supporting Piping Systems 7-1 Introduction: Marine Diesel Engines Prof. Adel A. TawfikDokument16 SeitenDiesel Engine Supporting Piping Systems 7-1 Introduction: Marine Diesel Engines Prof. Adel A. TawfikMy TvNoch keine Bewertungen
- Types of BiofuelDokument27 SeitenTypes of Biofuelsimysarvepalli100% (1)
- Thermodynamics: TechnologyDokument4 SeitenThermodynamics: TechnologydfvgdfvdfvdsvsfvssacsasNoch keine Bewertungen
- Pre-Feasibility Study ReportDokument77 SeitenPre-Feasibility Study ReportAgnimitramNoch keine Bewertungen
- Kolbitsch PPPDokument23 SeitenKolbitsch PPPradanpetricaNoch keine Bewertungen
- Canaline Operators Handbook 70 Only v1 011112Dokument38 SeitenCanaline Operators Handbook 70 Only v1 011112pngchanhNoch keine Bewertungen
- 033 2010 Abstracts Chemreactor 19 VienaDokument637 Seiten033 2010 Abstracts Chemreactor 19 VienaChau Mai100% (1)
- ECE 476 Power System Analysis: Lecture 1:introductionDokument31 SeitenECE 476 Power System Analysis: Lecture 1:introductionjijo123408Noch keine Bewertungen
- Viridian ForcebookDokument50 SeitenViridian ForcebookRichard Smith Downey100% (1)
- Development of Gas Turbine Combustors For Fuel Flexibility 2 PDFDokument31 SeitenDevelopment of Gas Turbine Combustors For Fuel Flexibility 2 PDFJohn Kelly100% (1)
- Science Magazine - Gold HydrogenDokument7 SeitenScience Magazine - Gold HydrogenmiguelNoch keine Bewertungen
- Brazilian Hybrid Electric-Hydrogen Fuel Cell Bus: Improved On-Board Energy Management SystemDokument11 SeitenBrazilian Hybrid Electric-Hydrogen Fuel Cell Bus: Improved On-Board Energy Management SystemMiguelGuavitaRojasNoch keine Bewertungen
- MPRA Paper 56007Dokument16 SeitenMPRA Paper 56007KobbyDeeNoch keine Bewertungen
- Model: Tn20: Installation and Operating InstructionsDokument28 SeitenModel: Tn20: Installation and Operating InstructionsalanNoch keine Bewertungen
- Pakistan Energy SectorDokument80 SeitenPakistan Energy SectorAsim Riaz100% (2)
- G C Datta RoyDokument30 SeitenG C Datta RoyAmit B NagaonkarNoch keine Bewertungen
- World Greenhouse Gas Emissions Sankey Chart 2019 - 0 PDFDokument1 SeiteWorld Greenhouse Gas Emissions Sankey Chart 2019 - 0 PDFfelitoNoch keine Bewertungen
- Macchi UltraLowNOxBurners Waste CombustionDokument13 SeitenMacchi UltraLowNOxBurners Waste CombustionLuca MaseNoch keine Bewertungen
- BiogasDokument6 SeitenBiogasTitush Sohahau HiaNoch keine Bewertungen