Das könnte Ihnen auch gefallen
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- 1968 Ford MustangDokument7 Seiten1968 Ford MustangIbrahim Ab RasNoch keine Bewertungen
- Salem TrailerDokument24 SeitenSalem TrailerLarry0% (1)
- Aws Welding 201308 PDFDokument122 SeitenAws Welding 201308 PDFsubash sivalingamNoch keine Bewertungen
- VG4D PartsDokument43 SeitenVG4D PartsshakibNoch keine Bewertungen
- CCRP 090400 PaintDokument8 SeitenCCRP 090400 PaintSokol MarkovićNoch keine Bewertungen
- DIY For Rebuilding An S2000 Transmission by Ronnuke of S2ki - Com (7.30.13)Dokument38 SeitenDIY For Rebuilding An S2000 Transmission by Ronnuke of S2ki - Com (7.30.13)Bruce BruceNoch keine Bewertungen
- The Evolution of Modern Band Saw Mills for Sawing LogsVon EverandThe Evolution of Modern Band Saw Mills for Sawing LogsNoch keine Bewertungen
- Vise, Is Used To Clamp Metal Instead of Wood. It Is Used To Hold MetalDokument6 SeitenVise, Is Used To Clamp Metal Instead of Wood. It Is Used To Hold MetalElgen EquipadoNoch keine Bewertungen
- Mopar FluidsDokument382 SeitenMopar FluidskerrenNoch keine Bewertungen
- Welder Multiprocess Manual PDFDokument2 SeitenWelder Multiprocess Manual PDFTookiePieNoch keine Bewertungen
- Pickups A Love Story: Pickup Trucks, Their Owners, Theirs StoriesVon EverandPickups A Love Story: Pickup Trucks, Their Owners, Theirs StoriesNoch keine Bewertungen
- Kenwort t2000Dokument20 SeitenKenwort t2000iceelectroNoch keine Bewertungen
- AodeDokument6 SeitenAodewalasNoch keine Bewertungen
- Children's Encyclopedia Transportation: The World of Knowledge for the inquisitive mindsVon EverandChildren's Encyclopedia Transportation: The World of Knowledge for the inquisitive mindsNoch keine Bewertungen
- Simple Plumbing Repairs for the Home and FarmsteadVon EverandSimple Plumbing Repairs for the Home and FarmsteadNoch keine Bewertungen
- Simpson Strong-Tie Strongwall Catalog C-L-SW14Dokument116 SeitenSimpson Strong-Tie Strongwall Catalog C-L-SW14Debo SodipoNoch keine Bewertungen
- 818 Manual DisassemblyDokument52 Seiten818 Manual DisassemblyPikaboo31Noch keine Bewertungen
- Car Maintainer, Group B: Passbooks Study GuideVon EverandCar Maintainer, Group B: Passbooks Study GuideNoch keine Bewertungen
- Chasis LayoutDokument23 SeitenChasis LayoutDawood SultanNoch keine Bewertungen
- DIY 5 Heated Chicken WatererDokument4 SeitenDIY 5 Heated Chicken WatererdanNoch keine Bewertungen
- Chemistry - FundamentalsDokument47 SeitenChemistry - FundamentalsNicolas DagherNoch keine Bewertungen
- Latex & RubberDokument4 SeitenLatex & RubberLựuLiềuLìNoch keine Bewertungen
- Seal Aftermarket Products: An Easy Fix For A Self-Inflicted FailureDokument69 SeitenSeal Aftermarket Products: An Easy Fix For A Self-Inflicted Failurechoco84Noch keine Bewertungen
- Building A Powdercoat Oven: Construction Page Material List ContactDokument17 SeitenBuilding A Powdercoat Oven: Construction Page Material List ContactOuellette Greg100% (1)
- Truckin - March 2020Dokument86 SeitenTruckin - March 2020stupearlNoch keine Bewertungen
- Catalogue Janspeed Feb 81Dokument22 SeitenCatalogue Janspeed Feb 81Paul Bottomley100% (1)
- Chrome 052017Dokument12 SeitenChrome 052017api-359742263Noch keine Bewertungen
- CEC CDPH Communications 2013-18 RedactedDokument43 SeitenCEC CDPH Communications 2013-18 RedactedCapital_and_MainNoch keine Bewertungen
- Coleman TrailersDokument16 SeitenColeman TrailersIjayy Ajufo50% (2)
- Flyers Mcbee Cummins CorreasDokument2 SeitenFlyers Mcbee Cummins CorreasAlexis SanchezNoch keine Bewertungen
- Everlast: Powerarc 210StlDokument30 SeitenEverlast: Powerarc 210StlDomenico Barillari100% (1)
- Rigid Sportster Frame Assembly GuideDokument14 SeitenRigid Sportster Frame Assembly GuideMalcolm DiamondNoch keine Bewertungen
- Manual L.E. 225Dokument28 SeitenManual L.E. 225rurouni7Noch keine Bewertungen
- 04 Trailer Sauce - Tongue & Sub Chassis Components PDFDokument4 Seiten04 Trailer Sauce - Tongue & Sub Chassis Components PDFRodrigo OtávioNoch keine Bewertungen
- Diy Lte YagiDokument18 SeitenDiy Lte YagiJenny YongNoch keine Bewertungen
- Red Wing Steel Works 6x10 Utility Trailer Plans 011113Dokument32 SeitenRed Wing Steel Works 6x10 Utility Trailer Plans 011113edyNoch keine Bewertungen
- S&S Cycle, Inc: Installation and Jetting Instructions For S&S Super E and G Series "Shorty" Performance CarburetorsDokument17 SeitenS&S Cycle, Inc: Installation and Jetting Instructions For S&S Super E and G Series "Shorty" Performance CarburetorsJim Brendlinger100% (1)
- 2018 ArlennessDokument134 Seiten2018 ArlennessTomi SatriyoNoch keine Bewertungen
- For Students of WoodworkDokument9 SeitenFor Students of WoodworkKhiet LaRosaNoch keine Bewertungen
- c4c5 04 WDokument6 Seitenc4c5 04 WFabian RodriguezNoch keine Bewertungen
- Owner'S Manual: FOR 88 and 91 Model Pump Action ShotgunsDokument28 SeitenOwner'S Manual: FOR 88 and 91 Model Pump Action ShotgunsVictor BoitonNoch keine Bewertungen
- Welding CatalogDokument44 SeitenWelding CatalogJas Sum0% (1)
- York Ycjd60Dokument28 SeitenYork Ycjd60Miguel AngelNoch keine Bewertungen
- ReferenceTextBooks PDFDokument73 SeitenReferenceTextBooks PDFDaniel BarnabasNoch keine Bewertungen
- Spray Booth Design EnglishDokument7 SeitenSpray Booth Design EnglishGanesh.MahendraNoch keine Bewertungen
- Manual Motor Fuji 50Dokument12 SeitenManual Motor Fuji 50Jorge Guerra SepulvedaNoch keine Bewertungen
- 199R7948 5rev5 PDFDokument16 Seiten199R7948 5rev5 PDFbatman2054Noch keine Bewertungen
- (Metalworking) Welding and MachiningDokument1.767 Seiten(Metalworking) Welding and MachiningEugeneNoch keine Bewertungen
- Yamaha SR400 SR500 Ignition TestingDokument4 SeitenYamaha SR400 SR500 Ignition TestingmarcusrexNoch keine Bewertungen
- 150cc Service Manual 14589R4 PDFDokument82 Seiten150cc Service Manual 14589R4 PDFJozo ĆurčićNoch keine Bewertungen
- 5326 Instructions v8 WebDokument56 Seiten5326 Instructions v8 WebMorissonNoch keine Bewertungen
- Craftsman Wet/Dry Vacuum Owner's ManualDokument11 SeitenCraftsman Wet/Dry Vacuum Owner's Manualb0beiiiNoch keine Bewertungen
- Ryobi BTS10 Table Saw Parts ListDokument5 SeitenRyobi BTS10 Table Saw Parts Listb0beiiiNoch keine Bewertungen
- Self Powered SulkyDokument5 SeitenSelf Powered Sulkyb0beiiiNoch keine Bewertungen
- Wen 1800w Portable GeneratorDokument28 SeitenWen 1800w Portable Generatorb0beiii100% (1)
- Ryobi BTS10 Table Saw Operator's ManualDokument24 SeitenRyobi BTS10 Table Saw Operator's Manualb0beiiiNoch keine Bewertungen
- M2A-15 Guitar Amp ManualDokument3 SeitenM2A-15 Guitar Amp Manualb0beiiiNoch keine Bewertungen
- 4208 8 Inch Drill Press ManualDokument22 Seiten4208 8 Inch Drill Press Manualcoolbrandond0% (1)
- How To Make A Banjo and Banjo-GuitarDokument25 SeitenHow To Make A Banjo and Banjo-Guitarb0beiiiNoch keine Bewertungen
- How To Mill On A Drill PressDokument5 SeitenHow To Mill On A Drill Pressb0beiii0% (1)
- Lead Casting ToolsDokument2 SeitenLead Casting Toolsb0beiii100% (2)
- Mosquitoe TrapDokument1 SeiteMosquitoe Trapb0beiiiNoch keine Bewertungen
- The Ozark JohnboatDokument18 SeitenThe Ozark Johnboatb0beiiiNoch keine Bewertungen
- Motorized CultivatorDokument2 SeitenMotorized Cultivatorb0beiiiNoch keine Bewertungen
- Arbor Press PlansDokument3 SeitenArbor Press Plansb0beiii100% (2)
- Portable Folding Ice Fishing Shanty 2 ManDokument1 SeitePortable Folding Ice Fishing Shanty 2 Manb0beiiiNoch keine Bewertungen
- Let The Snowthrower Do The WorkDokument3 SeitenLet The Snowthrower Do The Workb0beiiiNoch keine Bewertungen
- Ice Fishing ShelterDokument2 SeitenIce Fishing Shelterb0beiiiNoch keine Bewertungen
- Make An Aluminum Barrow For Your WheelbarrowDokument3 SeitenMake An Aluminum Barrow For Your Wheelbarrowb0beiiiNoch keine Bewertungen
- Slingshots Now Super AccurateDokument4 SeitenSlingshots Now Super Accurateb0beiii100% (2)
- How To Build An Ice ShantyDokument5 SeitenHow To Build An Ice Shantyb0beiiiNoch keine Bewertungen
- Iturra Design Catalogue 2010Dokument240 SeitenIturra Design Catalogue 2010jeltzz2100% (3)
- Snowthrower SafetyDokument3 SeitenSnowthrower Safetyb0beiiiNoch keine Bewertungen
- Storing Your SnowthrowerDokument1 SeiteStoring Your Snowthrowerb0beiiiNoch keine Bewertungen
- The Jigger PoleDokument1 SeiteThe Jigger Poleb0beiiiNoch keine Bewertungen
- Welding Helps For FarmersDokument456 SeitenWelding Helps For Farmersb0beiii100% (1)
- '79 Snow ThrowersDokument5 Seiten'79 Snow Throwersb0beiiiNoch keine Bewertungen
- Homemade SnowblowerDokument5 SeitenHomemade Snowblowerb0beiiiNoch keine Bewertungen
- Advanced Cane PolingDokument5 SeitenAdvanced Cane Polingb0beiiiNoch keine Bewertungen
- Learning To WeldDokument40 SeitenLearning To Weldb0beiiiNoch keine Bewertungen
- Lessons in Arc WeldingDokument176 SeitenLessons in Arc Weldingb0beiiiNoch keine Bewertungen
- Al78 - 2018 SD440 Technical Specification-1Dokument3 SeitenAl78 - 2018 SD440 Technical Specification-1parts bklNoch keine Bewertungen
- A Seminar Report On Water Cooled ChillerDokument15 SeitenA Seminar Report On Water Cooled ChillerSudip Sharma100% (3)
- FICHA - ARMSTRONG Recirculadores Series S y H EspecificacionesDokument4 SeitenFICHA - ARMSTRONG Recirculadores Series S y H EspecificacionesSalvador RiveraNoch keine Bewertungen
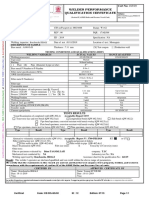
- 183-19 Wpqc-W162-6''-Asme XiDokument1 Seite183-19 Wpqc-W162-6''-Asme Xibouchoucha jebaliNoch keine Bewertungen
- Spun PilesDokument2 SeitenSpun Pileshoetapea100% (1)
- Lesson 6 - Gas Turbine PlantsDokument10 SeitenLesson 6 - Gas Turbine PlantsHafsa AlhaddabiNoch keine Bewertungen
- Final OSB PRIMA - 4038 - 4738 - 3APRIL14Dokument232 SeitenFinal OSB PRIMA - 4038 - 4738 - 3APRIL14sengottaiyanNoch keine Bewertungen
- Atb116 All Honda 4 Speed Info Noise Reverse Bushing Feed PipesDokument4 SeitenAtb116 All Honda 4 Speed Info Noise Reverse Bushing Feed PipesAleNoch keine Bewertungen
- Ecs 1ZR PDFDokument17 SeitenEcs 1ZR PDFReinaldo Arrivillaga100% (3)
- Iso 13703-2000 PDFDokument8 SeitenIso 13703-2000 PDFs111_sunil0% (1)
- A 320 Â " A 320M Â " 01 - QTMYMC0WMQDokument7 SeitenA 320 Â " A 320M Â " 01 - QTMYMC0WMQhNoch keine Bewertungen
- Minicargador 246D3Dokument15 SeitenMinicargador 246D3Carlos U. CallirgosNoch keine Bewertungen
- Summer Training ProgramDokument21 SeitenSummer Training ProgramAyan BorgohainNoch keine Bewertungen
- IJSTM17451382214600Dokument14 SeitenIJSTM17451382214600Viraj GaonkarNoch keine Bewertungen
- Astm E23-2018Dokument26 SeitenAstm E23-2018kavin100% (1)
- European Codes - Steel Design To Eurocode 3 (EN 1993-1-1:2005)Dokument16 SeitenEuropean Codes - Steel Design To Eurocode 3 (EN 1993-1-1:2005)Nicoleta cristianNoch keine Bewertungen
- Hydraulic Solar Tracking SystemDokument37 SeitenHydraulic Solar Tracking Systemdivyesh67% (3)
- Complete PDFDokument78 SeitenComplete PDFBelkhir GuerracheNoch keine Bewertungen
- BE Specs VG1000 M9000 TableDokument3 SeitenBE Specs VG1000 M9000 TableKumar sssssNoch keine Bewertungen
- 2 Polyflow 12.1 Polyflow A IIDokument95 Seiten2 Polyflow 12.1 Polyflow A IIwoongs73Noch keine Bewertungen
- Power Team Manual Valves - CatalogDokument1 SeitePower Team Manual Valves - CatalogTitanplyNoch keine Bewertungen
- Ultraweld20 40Dokument2 SeitenUltraweld20 40Ziad Al SarrafNoch keine Bewertungen
- Elements of Soil Mechanics, 8th Edition Examples 5.6 and 5.12Dokument11 SeitenElements of Soil Mechanics, 8th Edition Examples 5.6 and 5.12Mirna KristiyantoNoch keine Bewertungen
- Everything You Need To Know About CarburetorsDokument7 SeitenEverything You Need To Know About CarburetorsDoran100% (1)
- EVO165DR GreenMech HäckslerDokument54 SeitenEVO165DR GreenMech HäckslerontoptreeworkerNoch keine Bewertungen
- Genie GS-3268 RT Service ManualDokument183 SeitenGenie GS-3268 RT Service ManualBosko100% (3)
- PSC AE QuestionsDokument9 SeitenPSC AE QuestionsDipayan MisraNoch keine Bewertungen
- ChE 122 Lecture Notes 03 II. Basic Concepts and The First Law (2.7-2.10)Dokument4 SeitenChE 122 Lecture Notes 03 II. Basic Concepts and The First Law (2.7-2.10)MarkVergelBorjaNoch keine Bewertungen
- Stress AnalysisDokument4 SeitenStress AnalysisSandeep BhatiaNoch keine Bewertungen
- Development of A Device For Brazing Copper Pipes in HVAC InstallationsDokument8 SeitenDevelopment of A Device For Brazing Copper Pipes in HVAC InstallationsJournal of Interdisciplinary PerspectivesNoch keine Bewertungen