Das könnte Ihnen auch gefallen
- The Geometry of The Moineau Pump: Jens GravesenDokument14 SeitenThe Geometry of The Moineau Pump: Jens GravesenSavalia HardikNoch keine Bewertungen
- Inspection Frequencies: GeneralDokument6 SeitenInspection Frequencies: Generalislam atifNoch keine Bewertungen
- Drilling Engineering SlidesDokument175 SeitenDrilling Engineering SlidespppppNoch keine Bewertungen
- GPDS Connections Field InspectionDokument4 SeitenGPDS Connections Field InspectiontheinmoeNoch keine Bewertungen
- Failure Assessment of The Hard Chrome Coated Rotors in The Downhole Drilling MotorsDokument9 SeitenFailure Assessment of The Hard Chrome Coated Rotors in The Downhole Drilling Motorshamed soleymaniNoch keine Bewertungen
- SD Slip ManualDokument9 SeitenSD Slip ManualGregory StewartNoch keine Bewertungen
- Torque Calculations For Rotary Shouldered ConnectionDokument7 SeitenTorque Calculations For Rotary Shouldered ConnectionJohan Medina Tovar100% (3)
- Name: Waseem Jamali Department: Petroleum &natural Gas Presentation Topic:systems of Rig Roll No: F-16PG54Dokument14 SeitenName: Waseem Jamali Department: Petroleum &natural Gas Presentation Topic:systems of Rig Roll No: F-16PG54mehranNoch keine Bewertungen
- How To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred GrowcockDokument16 SeitenHow To Stabilize and Strengthen The Wellbore During Drilling Operations" by DR Fred Growcockrıdvan duranNoch keine Bewertungen
- Pathfinder Motor HandbookDokument83 SeitenPathfinder Motor Handbookchristianyankel100% (3)
- 2015 Power Sections Catalog PDFDokument274 Seiten2015 Power Sections Catalog PDFAnonymous VNu3ODGavNoch keine Bewertungen
- Design Fabrication and Analysis of Positive Displacement Mud MotorsDokument11 SeitenDesign Fabrication and Analysis of Positive Displacement Mud MotorsMayowa BuariNoch keine Bewertungen
- CLE14000 09 10 19BUCS1500BUCS15000BUCST1500 05 07rev12 09Dokument148 SeitenCLE14000 09 10 19BUCS1500BUCS15000BUCST1500 05 07rev12 09Raymond ChuNoch keine Bewertungen
- Abrasive Water Jet Perforation and Multi-Stage FracturingVon EverandAbrasive Water Jet Perforation and Multi-Stage FracturingNoch keine Bewertungen
- NS 1 Specification Numbers NS1 A4Dokument3 SeitenNS 1 Specification Numbers NS1 A4islam atifNoch keine Bewertungen
- Introduction To OCTG: API Steel Grades Handout 03Dokument4 SeitenIntroduction To OCTG: API Steel Grades Handout 03AHMEDNoch keine Bewertungen
- Margin of Overpull Drilling Calculations & Excel Sheet - Drilling ManualDokument9 SeitenMargin of Overpull Drilling Calculations & Excel Sheet - Drilling ManualHanyNoch keine Bewertungen
- Section Mill SidetrackDokument3 SeitenSection Mill SidetrackAnilNoch keine Bewertungen
- HALCO DTH Drill Tools User GuideDokument12 SeitenHALCO DTH Drill Tools User GuideApril LongNoch keine Bewertungen
- TMK Up™: Field ManualDokument84 SeitenTMK Up™: Field Manualcorsini999Noch keine Bewertungen
- API 4G - E5 Addendum 2Dokument4 SeitenAPI 4G - E5 Addendum 2KATHERINE RIVERANoch keine Bewertungen
- Hussain Rabia - Drill Bits (Chapter 9)Dokument44 SeitenHussain Rabia - Drill Bits (Chapter 9)Andreas Ansen VitalisNoch keine Bewertungen
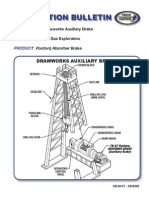
- AB-09-01 Drawworks Auxiliary BrakeDokument2 SeitenAB-09-01 Drawworks Auxiliary BrakeAgohuvNoch keine Bewertungen
- Tapered Thread Inspection - Tubing, Casing, &: Required EquipmentDokument1 SeiteTapered Thread Inspection - Tubing, Casing, &: Required EquipmentTulio WeverNoch keine Bewertungen
- Intro To DT&R - Drilling ToolsDokument64 SeitenIntro To DT&R - Drilling Toolsllereador100% (1)
- API Spec 10D Committee Working Draft 11072013 JH CJDokument20 SeitenAPI Spec 10D Committee Working Draft 11072013 JH CJAquiles CarreraNoch keine Bewertungen
- 04 - Basic Schematic Diagram of A Rotary Drilling RigDokument3 Seiten04 - Basic Schematic Diagram of A Rotary Drilling RigNaufal Syafiq Mohd IsaNoch keine Bewertungen
- ED Brochure Clean Up ToolsDokument8 SeitenED Brochure Clean Up ToolsilkerkozturkNoch keine Bewertungen
- Ahc 10000 PDFDokument48 SeitenAhc 10000 PDFKenan MuhamedagicNoch keine Bewertungen
- Pack OffDokument2 SeitenPack OffMohammad RizwanNoch keine Bewertungen
- Make and Break NS2A4Dokument2 SeitenMake and Break NS2A4islam atif100% (2)
- Sonic Catalog 2018 PDFDokument57 SeitenSonic Catalog 2018 PDFalberto pardoNoch keine Bewertungen
- SPE-198397-MS DrillPlan Fatigue Implementation PDFDokument10 SeitenSPE-198397-MS DrillPlan Fatigue Implementation PDFДенис ЖангауловNoch keine Bewertungen
- ASME Presentation Nov 2014 PDFDokument56 SeitenASME Presentation Nov 2014 PDFdf_campos33530% (2)
- 2-36, TMC Jar, OpDokument15 Seiten2-36, TMC Jar, OpAli HosseiniNoch keine Bewertungen
- Buttress Run-Out - API ConnectionDokument2 SeitenButtress Run-Out - API ConnectionEDWIN M.PNoch keine Bewertungen
- Drill Pipe and Drill Collars From ChinaDokument186 SeitenDrill Pipe and Drill Collars From ChinavangoetheNoch keine Bewertungen
- Fishing Jars Brochure PDFDokument5 SeitenFishing Jars Brochure PDFLincoln ZhaoXi100% (1)
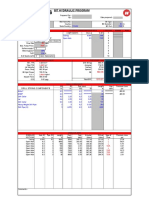
- GJ-204-016 Mud Pump 2 & 3 UpgradeDokument6 SeitenGJ-204-016 Mud Pump 2 & 3 UpgradeKuna Stanbekov100% (1)
- Extreme CasingDokument1 SeiteExtreme CasingEleonora LetorNoch keine Bewertungen
- RC Product and Tech Tranining 2006Dokument226 SeitenRC Product and Tech Tranining 2006amin peyvandNoch keine Bewertungen
- Gas Turbines Maintenance Report PDFDokument2 SeitenGas Turbines Maintenance Report PDFdf_campos33530% (1)
- CementingTools NS 1 A4 WatermarkedDokument7 SeitenCementingTools NS 1 A4 Watermarkedislam atifNoch keine Bewertungen
- Purchasing Guide For Wellhead & Tree Equipment: Worldwide ExpertiseDokument24 SeitenPurchasing Guide For Wellhead & Tree Equipment: Worldwide ExpertiseMahendran KuppusamyNoch keine Bewertungen
- Advances in Oil & Gas DrillingDokument35 SeitenAdvances in Oil & Gas DrillingKhanzzNoch keine Bewertungen
- Introduction To OCTG Premium Connections Connectors Finite Element AnalysisDokument7 SeitenIntroduction To OCTG Premium Connections Connectors Finite Element AnalysisHector BarriosNoch keine Bewertungen
- Gagemaker ProductsDokument50 SeitenGagemaker ProductsMelquiades Hernández GonzálezNoch keine Bewertungen
- Tubing ManDokument30 SeitenTubing ManГалинаNoch keine Bewertungen
- Basics of Rotary Drilling (1) Basics of Rotary DrillingDokument0 SeitenBasics of Rotary Drilling (1) Basics of Rotary DrillingmvkellyNoch keine Bewertungen
- EUE Tubing SpecsDokument1 SeiteEUE Tubing SpecsIain LeesNoch keine Bewertungen
- Drilling Rig ZBO S15Dokument8 SeitenDrilling Rig ZBO S15Maksim100% (1)
- Grant Prideco™ Mechanical Property Requirements For Drill PDFDokument4 SeitenGrant Prideco™ Mechanical Property Requirements For Drill PDFChristian Matteo100% (1)
- Dictionar Tehnic Compl ForajDokument17 SeitenDictionar Tehnic Compl ForajSorin Albu100% (2)
- Tenaris BlueDock BrochureDokument19 SeitenTenaris BlueDock BrochureSudish BhatNoch keine Bewertungen
- 07 - Downhole MotorsDokument21 Seiten07 - Downhole MotorsManuel GómezNoch keine Bewertungen
- Kopr Kote Oilfield TdsDokument1 SeiteKopr Kote Oilfield Tdsbob smithNoch keine Bewertungen
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDokument6 SeitenAmerican Fastener - ASTM, SAE, and ISO Grade MarkingsmameeranNoch keine Bewertungen
- Junk Mill Bit With Interchangeable Inserts2010Dokument13 SeitenJunk Mill Bit With Interchangeable Inserts2010naiouamNoch keine Bewertungen
- Failure Criteria For YieldingDokument12 SeitenFailure Criteria For YieldingRichard More LeonNoch keine Bewertungen
- NS-1-70. Hardness TestingDokument2 SeitenNS-1-70. Hardness TestingWHWENNoch keine Bewertungen
- IATMI 18-011 An Advanced QAQC Strategy in Drilling Management To Anticipate Contractor's Efficient Survival Mode PDFDokument5 SeitenIATMI 18-011 An Advanced QAQC Strategy in Drilling Management To Anticipate Contractor's Efficient Survival Mode PDFBambang NurdiansyahNoch keine Bewertungen
- Top-Co Rotobo Integral Bow Spring Centralizer SubDokument2 SeitenTop-Co Rotobo Integral Bow Spring Centralizer SubEmenike Donald EjiejiNoch keine Bewertungen
- Agemaker Atalog: A S C E T M P C GDokument48 SeitenAgemaker Atalog: A S C E T M P C GTripzombie78Noch keine Bewertungen
- DS-1 Volume 4 Addendum PDFDokument15 SeitenDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakNoch keine Bewertungen
- Running Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGDokument16 SeitenRunning Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGSumesh DethanNoch keine Bewertungen
- Handing Tools CPMCDokument32 SeitenHanding Tools CPMCcristinelb100% (1)
- 10 37 00 1110 NS 1 A4 WatermarkedDokument7 Seiten10 37 00 1110 NS 1 A4 Watermarkedislam atif100% (1)
- Oil Field: Main CatalogueDokument176 SeitenOil Field: Main CatalogueM. Aguiar100% (1)
- Sensitivity and Reliability of Commercial Drill-String Inspection ServicesDokument8 SeitenSensitivity and Reliability of Commercial Drill-String Inspection ServicesFélix Gallo CruzNoch keine Bewertungen
- Casing API ConnectionsDokument3 SeitenCasing API ConnectionsBrahim Letaief100% (1)
- Iso 13679 Connection Testing: Test DatasheetDokument2 SeitenIso 13679 Connection Testing: Test DatasheetMostafa HashemiNoch keine Bewertungen
- Multi-Lobe Torque (MLT) Rings: Rigtelligence For The FutureDokument2 SeitenMulti-Lobe Torque (MLT) Rings: Rigtelligence For The FutureNawawi YusronNoch keine Bewertungen
- 3" Hydraulic Orienting ToolDokument2 Seiten3" Hydraulic Orienting ToolQiang ZhangNoch keine Bewertungen
- Slip Type Elevator - YT - HYT - YC - HYC Slip Type Elevator For Drilling or Work-Over OperationDokument1 SeiteSlip Type Elevator - YT - HYT - YC - HYC Slip Type Elevator For Drilling or Work-Over OperationHanyNoch keine Bewertungen
- Antony Mervin - SR - qa.QC EngineerDokument6 SeitenAntony Mervin - SR - qa.QC EngineerantonyNoch keine Bewertungen
- LTK 70 01 001Dokument2 SeitenLTK 70 01 001Qiang ZhangNoch keine Bewertungen
- Lesson Diaphragm Valves, Pinch Valves and Instrument Valves: Sub-ObjectiveDokument8 SeitenLesson Diaphragm Valves, Pinch Valves and Instrument Valves: Sub-Objectivemister pogiNoch keine Bewertungen
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyVon EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNoch keine Bewertungen
- Contact Problems and StressDokument13 SeitenContact Problems and Stressdf_campos3353Noch keine Bewertungen
- Review Design Guideline VDI2230fdaDokument16 SeitenReview Design Guideline VDI2230fdadf_campos3353Noch keine Bewertungen
- Operating Bolt Load Calculation in Joints of Complex Elastic StructuresDokument8 SeitenOperating Bolt Load Calculation in Joints of Complex Elastic Structuresdf_campos3353Noch keine Bewertungen
- Fatigue Analysis of Aluminum Drill PipesDokument7 SeitenFatigue Analysis of Aluminum Drill Pipesdf_campos3353Noch keine Bewertungen
- Stress Conc FactorsDokument42 SeitenStress Conc Factorsdf_campos3353Noch keine Bewertungen
- Bram Cor Filling 08 2013 Web16Dokument16 SeitenBram Cor Filling 08 2013 Web16df_campos3353Noch keine Bewertungen
- Peak ValleyDokument185 SeitenPeak Valleydf_campos3353Noch keine Bewertungen
- TC Owtu 360Dokument225 SeitenTC Owtu 360df_campos3353Noch keine Bewertungen
- Benefits of Top Drive DrillingDokument7 SeitenBenefits of Top Drive DrillingAndrea Pappada'Noch keine Bewertungen
- Fishing Bumper Sub BrochureDokument1 SeiteFishing Bumper Sub BrochuretonyNoch keine Bewertungen
- Stuck Pipe PDFDokument27 SeitenStuck Pipe PDFduncmcleod100% (1)
- Chapter 03 Dogleg Serverity Directional and Horizontal DrillingDokument14 SeitenChapter 03 Dogleg Serverity Directional and Horizontal DrillingQuag MireNoch keine Bewertungen
- Reliable Operation of DrillstrDokument303 SeitenReliable Operation of DrillstrqcomoNoch keine Bewertungen
- SPE-167950-PA YPL Rot Ecc BuckledDokument15 SeitenSPE-167950-PA YPL Rot Ecc BuckledAdam LyleNoch keine Bewertungen
- DC Mar07 HaleDokument2 SeitenDC Mar07 HaleTural EmirliNoch keine Bewertungen
- Wireline Stripping OperationsDokument5 SeitenWireline Stripping OperationsDavid OrtegaNoch keine Bewertungen
- Soft String Vs Stiff String 1676540498Dokument80 SeitenSoft String Vs Stiff String 1676540498Reza heidari orojlooNoch keine Bewertungen
- Baker Floats PDFDokument14 SeitenBaker Floats PDFDon BraithwaiteNoch keine Bewertungen
- Logging Through The Bit: James Aivalis Tony Meszaros Robert Porter Rick Reischman Robin Ridley Peter WellsDokument10 SeitenLogging Through The Bit: James Aivalis Tony Meszaros Robert Porter Rick Reischman Robin Ridley Peter WellspendexxNoch keine Bewertungen
- Well Commander BrochureDokument8 SeitenWell Commander Brochurejeaneth_e173Noch keine Bewertungen