Das könnte Ihnen auch gefallen
- Indian Edible Oil Industry: Types of Oils Commonly in Use in IndiaDokument11 SeitenIndian Edible Oil Industry: Types of Oils Commonly in Use in IndiaMani BmvNoch keine Bewertungen
- Indian Edible Oil Industry OverviewDokument11 SeitenIndian Edible Oil Industry OverviewJeet Singh AryaNoch keine Bewertungen
- Fortune vs. Saffola: The Competitive Edge of Adani Wilmar Over MaricoDokument35 SeitenFortune vs. Saffola: The Competitive Edge of Adani Wilmar Over Maricosameer_mech11Noch keine Bewertungen
- Project Report On Mustard Oil ProductionDokument6 SeitenProject Report On Mustard Oil ProductionEIRI Board of Consultants and PublishersNoch keine Bewertungen
- Indian Edible Oil Market OverviewDokument24 SeitenIndian Edible Oil Market OverviewRoy ANoch keine Bewertungen
- Rice Bran Refined Oil - RevisedDokument14 SeitenRice Bran Refined Oil - ReviseddeeptiachpalyaNoch keine Bewertungen
- World Palm Oil Supply, Demand, Price and Prospects: Focus On Malaysian and Indonesian Palm Oil IndustryDokument30 SeitenWorld Palm Oil Supply, Demand, Price and Prospects: Focus On Malaysian and Indonesian Palm Oil IndustryTaslinNoch keine Bewertungen
- Malaysian Palm Oil: Assuring Sustainable Supply of Oils & Fats Into The FutureDokument52 SeitenMalaysian Palm Oil: Assuring Sustainable Supply of Oils & Fats Into The FuturesubashiniNoch keine Bewertungen
- Palm Kernel & Coconut Oils - Analytical Characteristics - JAOCS - 1983Dokument6 SeitenPalm Kernel & Coconut Oils - Analytical Characteristics - JAOCS - 1983EtsABD100% (1)
- Rice Bran Refined Oil RevisedDokument13 SeitenRice Bran Refined Oil ReviseddeeptiachpalyaNoch keine Bewertungen
- Malaysian Palm Oil IndustryDokument14 SeitenMalaysian Palm Oil IndustryFrz Haikal100% (1)
- A Study On The Use of Rice Bran Oil and Vegetable Oils As Renewable Sources of Energy and Alternative Fuel For Lighting Purposes.Dokument8 SeitenA Study On The Use of Rice Bran Oil and Vegetable Oils As Renewable Sources of Energy and Alternative Fuel For Lighting Purposes.Dr. Engr. Md Mamunur RashidNoch keine Bewertungen
- Project Report On Ground Nut Oil (Cold Pressed)Dokument4 SeitenProject Report On Ground Nut Oil (Cold Pressed)EIRI Board of Consultants and PublishersNoch keine Bewertungen
- Thesis Report KapilDokument66 SeitenThesis Report Kapilkapilsharma2686100% (1)
- India: Overview of Oils and FatsDokument3 SeitenIndia: Overview of Oils and FatsherokabossNoch keine Bewertungen
- Bio Diesel-Why & How ?: School of Bio-Medical Engineering and Research (Department of Biotechnology)Dokument47 SeitenBio Diesel-Why & How ?: School of Bio-Medical Engineering and Research (Department of Biotechnology)Shubham DwivediNoch keine Bewertungen
- Logistic ManagementDokument67 SeitenLogistic Managementomprakash shindeNoch keine Bewertungen
- Edible Oil.Dokument9 SeitenEdible Oil.Bilal RiazNoch keine Bewertungen
- Castor Oil - Extraction and RefiningDokument71 SeitenCastor Oil - Extraction and RefiningarchawdaNoch keine Bewertungen
- The Palm Oil Industry: Performance, Policies and Strategic DirectionsDokument42 SeitenThe Palm Oil Industry: Performance, Policies and Strategic Directionsbarnabas leonNoch keine Bewertungen
- Department of Chemical EngineeringDokument9 SeitenDepartment of Chemical EngineeringSlindokuhle ThandoNoch keine Bewertungen
- Edible Oil - PACRA Research - Feb'22 - 1644412856Dokument25 SeitenEdible Oil - PACRA Research - Feb'22 - 1644412856Rana AsifNoch keine Bewertungen
- IO Oil Palm 2017 ENDokument8 SeitenIO Oil Palm 2017 ENAsdika YdstrNoch keine Bewertungen
- Oil Palm Report SummaryDokument12 SeitenOil Palm Report SummarykusumaguturuNoch keine Bewertungen
- Data On Edible Vegetable Oil ProcessesDokument54 SeitenData On Edible Vegetable Oil ProcessesGetahun AmareNoch keine Bewertungen
- Consumption Status Trends Palm Oil China DR Zou XiaoqiangDokument42 SeitenConsumption Status Trends Palm Oil China DR Zou XiaoqiangBAY THEJACKNoch keine Bewertungen
- Alemu Integrated Farms LTD: Palm Oil Plantation Odholu Gboji, Ahoada-West Ahoada - Mbiama HighwayDokument36 SeitenAlemu Integrated Farms LTD: Palm Oil Plantation Odholu Gboji, Ahoada-West Ahoada - Mbiama HighwayTolu Fasakin100% (2)
- Mustard Oil BlendingDokument18 SeitenMustard Oil BlendingkanchankonwarNoch keine Bewertungen
- Sesame OilDokument17 SeitenSesame Oilbig john100% (1)
- Ch15 - Mustard OilDokument5 SeitenCh15 - Mustard OilMohammad Afreen RahmanNoch keine Bewertungen
- Castor Oil - ProDokument23 SeitenCastor Oil - Prozin berNoch keine Bewertungen
- Castor Oil Commercial: Flowering Plant SpurgeDokument9 SeitenCastor Oil Commercial: Flowering Plant SpurgeLaxman GhimireNoch keine Bewertungen
- Pesticides in Papua New GuineaDokument10 SeitenPesticides in Papua New GuineaWahyu UtomoNoch keine Bewertungen
- Malaysian Palm Oil IndustryDokument19 SeitenMalaysian Palm Oil IndustryLai Mei EeNoch keine Bewertungen
- ART-00091 - 00 - 91-Palm Kernel Oil Extraction - The Malaysian ExperienceDokument5 SeitenART-00091 - 00 - 91-Palm Kernel Oil Extraction - The Malaysian ExperienceelenitabastosNoch keine Bewertungen
- Evaluation of Methods Applied For Extraction and Processing of Oil Palm Products in Selected States of Southern NigeriaDokument12 SeitenEvaluation of Methods Applied For Extraction and Processing of Oil Palm Products in Selected States of Southern NigeriaInternational Journal of Innovative Science and Research Technology100% (1)
- Palm OilDokument12 SeitenPalm OilsumitsinnarkarNoch keine Bewertungen
- 1 Production and Trade of Vegetable Oils: Frank D. GunstoneDokument5 Seiten1 Production and Trade of Vegetable Oils: Frank D. GunstoneAlfonso RuizNoch keine Bewertungen
- Guest Lecture-Dr. NorashidaDokument13 SeitenGuest Lecture-Dr. Norashidabahanmaterikuliah2023Noch keine Bewertungen
- SIAP Guide to Sustainable Palm Oil PracticesDokument59 SeitenSIAP Guide to Sustainable Palm Oil PracticesTamizh ManiamNoch keine Bewertungen
- Corn Oil. An Emerging Industrial Product: January 2012Dokument40 SeitenCorn Oil. An Emerging Industrial Product: January 2012dimas nuriyan efendiNoch keine Bewertungen
- Alemu Integrated Farms LTD Palm Oil PlanDokument36 SeitenAlemu Integrated Farms LTD Palm Oil PlanOsama MouadamaniNoch keine Bewertungen
- 9772 35859 3 PB PDFDokument18 Seiten9772 35859 3 PB PDFJim TsikasNoch keine Bewertungen
- Preparation and Research On Properties of Castor Oil As A Diesel Fuel AdditiveDokument8 SeitenPreparation and Research On Properties of Castor Oil As A Diesel Fuel Additivezin berNoch keine Bewertungen
- Executive Summary: Oils May Be or Origin, and May Be or Non-VolatileDokument16 SeitenExecutive Summary: Oils May Be or Origin, and May Be or Non-Volatilefisho abukeNoch keine Bewertungen
- Mint1 PDFDokument5 SeitenMint1 PDFRajNoch keine Bewertungen
- Castor Oil Report Preview EbookDokument30 SeitenCastor Oil Report Preview EbookBolly Dou100% (1)
- 03 NACES Presentation JadiDokument14 Seiten03 NACES Presentation JadiTasmik El ChoiriNoch keine Bewertungen
- Turkey - Oil & Fats Profile PDFDokument3 SeitenTurkey - Oil & Fats Profile PDFmrithika25012011Noch keine Bewertungen
- NK ProtiensDokument13 SeitenNK ProtiensAbhijeet MondalNoch keine Bewertungen
- Deliance Oil & Gas strategy amid COVID challengesDokument4 SeitenDeliance Oil & Gas strategy amid COVID challengesMADANKISHORE KUMARNoch keine Bewertungen
- Industry OverviewDokument12 SeitenIndustry OverviewmanishNoch keine Bewertungen
- Indian Edible Oils Demand & Supply and Outlook For 2016-17: Govindbhai G. PatelDokument21 SeitenIndian Edible Oils Demand & Supply and Outlook For 2016-17: Govindbhai G. PatelMohanapriya JayakumarNoch keine Bewertungen
- Castor Oil Report Preview EbookDokument31 SeitenCastor Oil Report Preview EbookMega BuanaNoch keine Bewertungen
- Trait-Modified Oils in FoodsVon EverandTrait-Modified Oils in FoodsFrank T. OrthoeferNoch keine Bewertungen
- The Chemistry of Oils and Fats: Sources, Composition, Properties and UsesVon EverandThe Chemistry of Oils and Fats: Sources, Composition, Properties and UsesNoch keine Bewertungen
- Lubrication Tactics for Industries Made Simple, 8th Discipline of World Class Maintenance Management: 1, #6Von EverandLubrication Tactics for Industries Made Simple, 8th Discipline of World Class Maintenance Management: 1, #6Bewertung: 5 von 5 Sternen5/5 (1)
- Trading and Price Discovery for Crude Oils: Growth and Development of International Oil MarketsVon EverandTrading and Price Discovery for Crude Oils: Growth and Development of International Oil MarketsNoch keine Bewertungen
- Green Vegetable Oil Processing: Revsied First EditionVon EverandGreen Vegetable Oil Processing: Revsied First EditionWalter E. FarrBewertung: 3 von 5 Sternen3/5 (1)
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityVon EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityBewertung: 3 von 5 Sternen3/5 (4)
- Checklist of Requirements For OIC-EW Licensure ExamDokument2 SeitenChecklist of Requirements For OIC-EW Licensure Examjonesalvarezcastro60% (5)
- Stroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDokument5 SeitenStroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDoina RusuNoch keine Bewertungen
- Techniques in Selecting and Organizing InformationDokument3 SeitenTechniques in Selecting and Organizing InformationMylen Noel Elgincolin ManlapazNoch keine Bewertungen
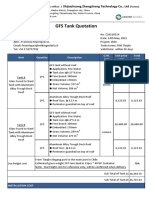
- GFS Tank Quotation C20210514Dokument4 SeitenGFS Tank Quotation C20210514Francisco ManriquezNoch keine Bewertungen
- Service Manual: Precision SeriesDokument32 SeitenService Manual: Precision SeriesMoises ShenteNoch keine Bewertungen
- Kalley Ltdn40k221twam Chassis msd6308 SM PDFDokument49 SeitenKalley Ltdn40k221twam Chassis msd6308 SM PDFjulio cesar calveteNoch keine Bewertungen
- Certification Presently EnrolledDokument15 SeitenCertification Presently EnrolledMaymay AuauNoch keine Bewertungen
- ITP Exam SuggetionDokument252 SeitenITP Exam SuggetionNurul AminNoch keine Bewertungen
- Desana Texts and ContextsDokument601 SeitenDesana Texts and ContextsdavidizanagiNoch keine Bewertungen
- Essential Rendering BookDokument314 SeitenEssential Rendering BookHelton OliveiraNoch keine Bewertungen
- Gapped SentencesDokument8 SeitenGapped SentencesKianujillaNoch keine Bewertungen
- Reading Comprehension Exercise, May 3rdDokument3 SeitenReading Comprehension Exercise, May 3rdPalupi Salwa BerliantiNoch keine Bewertungen
- 2021 JHS INSET Template For Modular/Online Learning: Curriculum MapDokument15 Seiten2021 JHS INSET Template For Modular/Online Learning: Curriculum MapDremie WorksNoch keine Bewertungen
- Jesd8 15aDokument22 SeitenJesd8 15aSridhar PonnurangamNoch keine Bewertungen
- Public Private HEM Status AsOn2May2019 4 09pmDokument24 SeitenPublic Private HEM Status AsOn2May2019 4 09pmVaibhav MahobiyaNoch keine Bewertungen
- eHMI tool download and install guideDokument19 SeiteneHMI tool download and install guideNam Vũ0% (1)
- Case Study IndieDokument6 SeitenCase Study IndieDaniel YohannesNoch keine Bewertungen
- Inborn Errors of Metabolism in Infancy: A Guide To DiagnosisDokument11 SeitenInborn Errors of Metabolism in Infancy: A Guide To DiagnosisEdu Diaperlover São PauloNoch keine Bewertungen
- Nokia CaseDokument28 SeitenNokia CaseErykah Faith PerezNoch keine Bewertungen
- Civil Service Exam Clerical Operations QuestionsDokument5 SeitenCivil Service Exam Clerical Operations QuestionsJeniGatelaGatillo100% (3)
- Weone ProfileDokument10 SeitenWeone ProfileOmair FarooqNoch keine Bewertungen
- Draft SemestralWorK Aircraft2Dokument7 SeitenDraft SemestralWorK Aircraft2Filip SkultetyNoch keine Bewertungen
- Evaluative Research DesignDokument17 SeitenEvaluative Research DesignMary Grace BroquezaNoch keine Bewertungen
- Crystallizers: Chapter 16 Cost Accounting and Capital Cost EstimationDokument1 SeiteCrystallizers: Chapter 16 Cost Accounting and Capital Cost EstimationDeiver Enrique SampayoNoch keine Bewertungen
- Longman ESOL Skills For Life - ShoppingDokument4 SeitenLongman ESOL Skills For Life - ShoppingAstri Natalia Permatasari83% (6)
- CFO TagsDokument95 SeitenCFO Tagssatyagodfather0% (1)
- Legends and Lairs - Elemental Lore PDFDokument66 SeitenLegends and Lairs - Elemental Lore PDFAlexis LoboNoch keine Bewertungen
- Strategies For StartupDokument16 SeitenStrategies For StartupRoshankumar BalasubramanianNoch keine Bewertungen
- The Dominant Regime Method - Hinloopen and Nijkamp PDFDokument20 SeitenThe Dominant Regime Method - Hinloopen and Nijkamp PDFLuiz Felipe GuaycuruNoch keine Bewertungen
- PNBONE_mPassbook_134611_6-4-2024_13-4-2024_0053XXXXXXXX00 (1) (1)Dokument3 SeitenPNBONE_mPassbook_134611_6-4-2024_13-4-2024_0053XXXXXXXX00 (1) (1)imtiyaz726492Noch keine Bewertungen