Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- What Is Graphic Design?Dokument24 SeitenWhat Is Graphic Design?Fahad KhanNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Leadership Style and Organizational Performance A Comparative Study Between Transformational and Transactional Leadership StylesDokument9 SeitenLeadership Style and Organizational Performance A Comparative Study Between Transformational and Transactional Leadership StylesFahad KhanNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Leadership & Team Management - MGMT623 Spring 2008 Quiz 01Dokument6 SeitenLeadership & Team Management - MGMT623 Spring 2008 Quiz 01Fahad KhanNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Spring2018 MGT201 1Dokument3 SeitenSpring2018 MGT201 1Fahad KhanNoch keine Bewertungen
- Petroskills Online Facilitiescatalog 2016-17Dokument46 SeitenPetroskills Online Facilitiescatalog 2016-17Fahad KhanNoch keine Bewertungen
- Equity Theory OverviewDokument22 SeitenEquity Theory OverviewFahad KhanNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Cv-Form 2Dokument2 SeitenCv-Form 2Fahad KhanNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Prospectus 2016 17Dokument107 SeitenProspectus 2016 17Fahad KhanNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Eng 301Dokument4 SeitenEng 301Fahad KhanNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Catalago Cat Pumps PDFDokument20 SeitenCatalago Cat Pumps PDFkatheNoch keine Bewertungen
- PEB Product enDokument22 SeitenPEB Product enFahad KhanNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- RCFA ReportDokument24 SeitenRCFA ReportFahad KhanNoch keine Bewertungen
- SA02607001EDokument24 SeitenSA02607001EFahad KhanNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Lube Box Application 2-21-2010Dokument6 SeitenLube Box Application 2-21-2010Fahad KhanNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- KMS Fluid Systems TFC XR 8 DatasheetDokument2 SeitenKMS Fluid Systems TFC XR 8 DatasheetFahad KhanNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- GMC2 06Dokument36 SeitenGMC2 06Fahad KhanNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Proyeksi Cash in 2022-2026Dokument8 SeitenProyeksi Cash in 2022-2026Aditya RahadianNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Apollo and DaphneDokument2 SeitenApollo and DaphneYftisham L MangrayNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Hernia StrangulataDokument17 SeitenHernia StrangulataAnonymous pTQIbWT2i9Noch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Muller Tapping MachineDokument8 SeitenMuller Tapping MachineKUMAARRRNoch keine Bewertungen
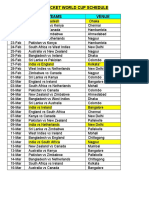
- 2011 Cricket World Cup ScheduleDokument2 Seiten2011 Cricket World Cup ScheduleVishnu RamNoch keine Bewertungen
- Carbon 2185 - Character Sheet FillableDokument2 SeitenCarbon 2185 - Character Sheet FillableGC DavidNoch keine Bewertungen
- TM JointDokument22 SeitenTM Jointapi-19916399Noch keine Bewertungen
- README!Dokument2 SeitenREADME!Ronakdeep BhatiaNoch keine Bewertungen
- Part. Catalog 3408 CDokument2 SeitenPart. Catalog 3408 CRoy FadliNoch keine Bewertungen
- Traditional Games in The PhilippinesDokument47 SeitenTraditional Games in The Philippinesagustin86% (7)
- HyperDBZ - Printable MovelistDokument11 SeitenHyperDBZ - Printable MovelistAnderson ThellesNoch keine Bewertungen
- Full Body Workout A PDF DLDokument16 SeitenFull Body Workout A PDF DLMr. LambertNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Look at The Pictures and Then Match The PairsDokument2 SeitenLook at The Pictures and Then Match The PairsAmiraNoch keine Bewertungen
- FORM SSC.2 School Sports Club Attachment Form v1Dokument6 SeitenFORM SSC.2 School Sports Club Attachment Form v1Super JNoch keine Bewertungen
- RpiDokument4 SeitenRpiEVENoch keine Bewertungen
- Karate SyllabusDokument7 SeitenKarate SyllabusKeith JamesNoch keine Bewertungen
- Assignment - Rotational KinematicsDokument1 SeiteAssignment - Rotational Kinematicsarqam SaadNoch keine Bewertungen
- Modulo 6Dokument6 SeitenModulo 6janet71% (7)
- Amigurumi White Rabbit Free Crochet Pattern - AmigurumiDokument18 SeitenAmigurumi White Rabbit Free Crochet Pattern - AmigurumiBegoña Martinez0% (1)
- Good With CCDokument24 SeitenGood With CCJoe Dedsinfo33% (3)
- Gunslinger PDFDokument36 SeitenGunslinger PDFscott100% (2)
- LGMG CMT96 Parts CatalogDokument292 SeitenLGMG CMT96 Parts CatalogShaneNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Exercises and Relaxation Technique During PregnancyDokument2 SeitenExercises and Relaxation Technique During PregnancyIndrawati ShresthaNoch keine Bewertungen
- Memphis Travel GuideDokument16 SeitenMemphis Travel Guideapi-664453460Noch keine Bewertungen
- OPT B1 U04 Vocab HigherDokument1 SeiteOPT B1 U04 Vocab HighermelissaNoch keine Bewertungen
- Standar Nasional SD Pemula 1 Women (After 15 Arrows)Dokument7 SeitenStandar Nasional SD Pemula 1 Women (After 15 Arrows)Staff SLONoch keine Bewertungen
- OLTeamGames ReadmeDokument3 SeitenOLTeamGames ReadmeblueveinsNoch keine Bewertungen
- Cardiogenic ShockDokument21 SeitenCardiogenic ShockIslamOteshNoch keine Bewertungen
- Gracie Jiu-JitsuDokument52 SeitenGracie Jiu-JitsuKarina HuapayaNoch keine Bewertungen
- Homelite Chain Saw Parts Manual For 240 Chain Saw UT 10629Dokument14 SeitenHomelite Chain Saw Parts Manual For 240 Chain Saw UT 10629Martin HarwoodNoch keine Bewertungen
- Electric Motor Control: DC, AC, and BLDC MotorsVon EverandElectric Motor Control: DC, AC, and BLDC MotorsBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen