Das könnte Ihnen auch gefallen
- Notes: Mono Contractor Mono Drawing Title Concrete Test Post Project TitleDokument2 SeitenNotes: Mono Contractor Mono Drawing Title Concrete Test Post Project TitleZohair AftabNoch keine Bewertungen
- 10 - Properties of MetalsDokument5 Seiten10 - Properties of MetalsZohair AftabNoch keine Bewertungen
- Inspection and Test Plan For Line PipeDokument4 SeitenInspection and Test Plan For Line Pipesachinumarye100% (1)
- Magnetic Particle Tsting - Level One OperatorsDokument1 SeiteMagnetic Particle Tsting - Level One OperatorsZohair AftabNoch keine Bewertungen
- Wire Rope (Cable) InspectionDokument2 SeitenWire Rope (Cable) InspectionZohair AftabNoch keine Bewertungen
- BS MA 55 Lifeboat WinchesDokument8 SeitenBS MA 55 Lifeboat WinchesZohair AftabNoch keine Bewertungen
- API Standards For Pipe Inspections PDFDokument38 SeitenAPI Standards For Pipe Inspections PDFajayghosh3140100% (8)
- 16 DemagnetizationDokument14 Seiten16 DemagnetizationZohair AftabNoch keine Bewertungen
- Standards INDEXDokument8 SeitenStandards INDEXZohair AftabNoch keine Bewertungen
- Blasting Coating ProcedureDokument61 SeitenBlasting Coating ProcedureZohair Aftab100% (1)
- Magnetic Materials: Middle East Industrial Training InstituteDokument4 SeitenMagnetic Materials: Middle East Industrial Training InstituteZohair AftabNoch keine Bewertungen
- TN 46 Guidance Field Hydro Test Hdpe Pressure ConsiderationsDokument17 SeitenTN 46 Guidance Field Hydro Test Hdpe Pressure ConsiderationsZohair AftabNoch keine Bewertungen
- Safety Inspector ResponsibilitiesDokument2 SeitenSafety Inspector ResponsibilitiesSyed Aftab AhmedNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Fund For Local Cooperation (FLC) : Application FormDokument9 SeitenFund For Local Cooperation (FLC) : Application FormsimbiroNoch keine Bewertungen
- Service Bulletin: Service Bulletin NUMBER: 8.8/134A Caterpillar: Confidential Green Page 1 of 8Dokument8 SeitenService Bulletin: Service Bulletin NUMBER: 8.8/134A Caterpillar: Confidential Green Page 1 of 8GutsavoNoch keine Bewertungen
- Summer Training Report On: Prepared and Presented ToDokument95 SeitenSummer Training Report On: Prepared and Presented ToShubh SinghalNoch keine Bewertungen
- GK Test-IiDokument11 SeitenGK Test-IiDr Chaman Lal PTNoch keine Bewertungen
- A Packed Cultural Calendar - The Indian Music and Dance Festivals You Shouldn't Miss - The HinduDokument6 SeitenA Packed Cultural Calendar - The Indian Music and Dance Festivals You Shouldn't Miss - The HindufisaNoch keine Bewertungen
- SPI To I2C Using Altera MAX Series: Subscribe Send FeedbackDokument6 SeitenSPI To I2C Using Altera MAX Series: Subscribe Send FeedbackVictor KnutsenbergerNoch keine Bewertungen
- 1178-Addendum-Change in Sponsor - HDFC LTD To HDFC Bank - July 1, 2023Dokument3 Seiten1178-Addendum-Change in Sponsor - HDFC LTD To HDFC Bank - July 1, 2023Jai Shree Ambe EnterprisesNoch keine Bewertungen
- Class Participation 9 E7-18: Last Name - First Name - IDDokument2 SeitenClass Participation 9 E7-18: Last Name - First Name - IDaj singhNoch keine Bewertungen
- KR 10 Scara: The Compact Robot For Low PayloadsDokument4 SeitenKR 10 Scara: The Compact Robot For Low PayloadsBogdan123Noch keine Bewertungen
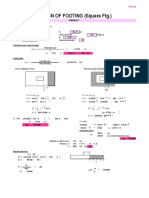
- Design of Footing (Square FTG.) : M Say, L 3.75Dokument2 SeitenDesign of Footing (Square FTG.) : M Say, L 3.75victoriaNoch keine Bewertungen
- Iso 269-2022-014 Rotary Table NDT Cat IV - Rev1Dokument1 SeiteIso 269-2022-014 Rotary Table NDT Cat IV - Rev1Durgham Adel EscanderNoch keine Bewertungen
- BCCA Semester New Syllabus Direction 2016-17 PDFDokument76 SeitenBCCA Semester New Syllabus Direction 2016-17 PDFChetana Gorakh100% (1)
- Arba Minch University Institute of Technology Faculty of Computing & Software EngineeringDokument65 SeitenArba Minch University Institute of Technology Faculty of Computing & Software Engineeringjemu mamedNoch keine Bewertungen
- Affidavit To Use The Surname of The FatherDokument2 SeitenAffidavit To Use The Surname of The FatherGlenn Lapitan Carpena100% (1)
- History of BRAC BankDokument7 SeitenHistory of BRAC Bankrayhan555Noch keine Bewertungen
- About FW TaylorDokument9 SeitenAbout FW TaylorGayaz SkNoch keine Bewertungen
- Thermal Hybrids R5Dokument9 SeitenThermal Hybrids R5amir.kalantariNoch keine Bewertungen
- Contoh Kuda-Kuda Untuk Pak Henry Truss D&EKK1L KDokument1 SeiteContoh Kuda-Kuda Untuk Pak Henry Truss D&EKK1L KDhany ArsoNoch keine Bewertungen
- Ca50c584 MAYTAGE00011 1 2Dokument2 SeitenCa50c584 MAYTAGE00011 1 2Michael MartinNoch keine Bewertungen
- 101 Union of Filipro Employees Vs Vivar (Labor)Dokument1 Seite101 Union of Filipro Employees Vs Vivar (Labor)Kayelyn Lat100% (1)
- Bill FormatDokument7 SeitenBill FormatJay Rupchandani100% (1)
- The Space Planning Data Cycle With Dynamo - Dynamo BIM PDFDokument6 SeitenThe Space Planning Data Cycle With Dynamo - Dynamo BIM PDFLuiz PessôaNoch keine Bewertungen
- Arvind Textiles Internship ReportDokument107 SeitenArvind Textiles Internship ReportDipan SahooNoch keine Bewertungen
- Response LTR 13 330 VielmettiDokument2 SeitenResponse LTR 13 330 VielmettiAnn Arbor Government DocumentsNoch keine Bewertungen
- The 8051 Microcontroller & Embedded Systems: Muhammad Ali Mazidi, Janice Mazidi & Rolin MckinlayDokument15 SeitenThe 8051 Microcontroller & Embedded Systems: Muhammad Ali Mazidi, Janice Mazidi & Rolin MckinlayAkshwin KisoreNoch keine Bewertungen
- A Job InterviewDokument8 SeitenA Job Interviewa.rodriguezmarcoNoch keine Bewertungen
- Forod 2bac en s2 6 PDFDokument4 SeitenForod 2bac en s2 6 PDFwwe foreverNoch keine Bewertungen
- Role of SpeakerDokument11 SeitenRole of SpeakerSnehil AnandNoch keine Bewertungen
- Muster List: Vessel: M/T "Stena President" Call Sign: ZCDR6 Master: YURIY YASHINDokument9 SeitenMuster List: Vessel: M/T "Stena President" Call Sign: ZCDR6 Master: YURIY YASHINwwaallNoch keine Bewertungen
- 450-11 Schmalensee RebuttalDokument11 Seiten450-11 Schmalensee RebuttalFlorian MuellerNoch keine Bewertungen