Das könnte Ihnen auch gefallen
- New Sensors and Processing ChainVon EverandNew Sensors and Processing ChainJean-Hugh ThomasNoch keine Bewertungen
- Otc 25457 MS PDFDokument9 SeitenOtc 25457 MS PDFHichem FakhfekhNoch keine Bewertungen
- A Holistic Approach To Ironmaking DigitalizationDokument10 SeitenA Holistic Approach To Ironmaking DigitalizationJJNoch keine Bewertungen
- Capstan Speed Control in The Optical Fiber Drawing Process: A Case Study For MechatronicsDokument11 SeitenCapstan Speed Control in The Optical Fiber Drawing Process: A Case Study For MechatronicsShravan GawandeNoch keine Bewertungen
- 2 - OTE Outotec FrothSense Eng WebDokument4 Seiten2 - OTE Outotec FrothSense Eng WebTony StarkNoch keine Bewertungen
- FMC TFM - Inspection SystemDokument9 SeitenFMC TFM - Inspection SystemAnonymous 5qPKvmuTWCNoch keine Bewertungen
- Lubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque DataDokument15 SeitenLubrication Regime Classification of Hydrodynamic Journal Bearings by Machine Learning Using Torque Dataزهراء حيدر ميريNoch keine Bewertungen
- Separating DustDokument4 SeitenSeparating DustMilling and Grain magazineNoch keine Bewertungen
- Fiber Optic ManufacturingDokument4 SeitenFiber Optic ManufacturingEarlNoch keine Bewertungen
- Triaxial Test For RocksDokument12 SeitenTriaxial Test For RocksM Farhan SalimuddinNoch keine Bewertungen
- Embedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityVon EverandEmbedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityNoch keine Bewertungen
- FMEA Conveyor 1Dokument35 SeitenFMEA Conveyor 1Venkata Sai Kumar Pulimi100% (1)
- PaperC Optimization of Crushing Stage Using On-Line Speed Regulation On Cone Crushers PDFDokument9 SeitenPaperC Optimization of Crushing Stage Using On-Line Speed Regulation On Cone Crushers PDFRagab AbulmagdNoch keine Bewertungen
- PANalytical CNA CementDokument4 SeitenPANalytical CNA CementDhandapani Manoharan100% (1)
- 201707quality Assurance of Selective Laser Melting Applications - LIAtodayDokument6 Seiten201707quality Assurance of Selective Laser Melting Applications - LIAtodaySnehithNoch keine Bewertungen
- TMD Laser ProcessingDokument4 SeitenTMD Laser ProcessingkadiravanNoch keine Bewertungen
- CH 10Dokument6 SeitenCH 10Vasile RaduNoch keine Bewertungen
- Flow Networks: Analysis and Optimization of Repairable Flow Networks, Networks with Disturbed Flows, Static Flow Networks and Reliability NetworksVon EverandFlow Networks: Analysis and Optimization of Repairable Flow Networks, Networks with Disturbed Flows, Static Flow Networks and Reliability NetworksBewertung: 5 von 5 Sternen5/5 (2)
- SURVISHNO2019 MotorMonitoring FullPaper v2Dokument8 SeitenSURVISHNO2019 MotorMonitoring FullPaper v2Agusmian Partogi OmpusungguNoch keine Bewertungen
- Shimadzu Prominence BrochuregDokument40 SeitenShimadzu Prominence Brochuregasapphuvinh0% (1)
- Subsea Corrosion/Erosion Monitoring: Young Technology ShowcaseDokument4 SeitenSubsea Corrosion/Erosion Monitoring: Young Technology Showcaselulalala8888Noch keine Bewertungen
- Testing Synchrophasor DataDokument8 SeitenTesting Synchrophasor DatamersiumNoch keine Bewertungen
- A Bitter Pill Is Taken On by PneumaticsDokument3 SeitenA Bitter Pill Is Taken On by PneumaticsEduardo ValdiviesoNoch keine Bewertungen
- Laser-Based Inspection of Cutting Tools For Advanced Manufacturing SystemsDokument8 SeitenLaser-Based Inspection of Cutting Tools For Advanced Manufacturing Systemslelag96085Noch keine Bewertungen
- Model Based System Identification For Hydraulic Deep Drawing PressesDokument11 SeitenModel Based System Identification For Hydraulic Deep Drawing PressesjordanNoch keine Bewertungen
- LandmarkDokument28 SeitenLandmarksands007Noch keine Bewertungen
- Advanced Microarrayer System Presented at TIMA Jan 2011Dokument6 SeitenAdvanced Microarrayer System Presented at TIMA Jan 2011Ashutosh Kumar UpadhyayNoch keine Bewertungen
- Optalysys White PaperDokument7 SeitenOptalysys White PaperfacefaceNoch keine Bewertungen
- 3D Printing Turbine BladesDokument21 Seiten3D Printing Turbine Blades19MECH052 SYED YOUNUSNoch keine Bewertungen
- AnalizadorDokument12 SeitenAnalizadorCarlos de la Torre100% (1)
- Paper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeDokument10 SeitenPaper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeEdú BrizuelaNoch keine Bewertungen
- Backpressure Characteristics of Modern Three-Way Catalysts, Benefit On Engine PerformanceDokument9 SeitenBackpressure Characteristics of Modern Three-Way Catalysts, Benefit On Engine Performancearash501Noch keine Bewertungen
- Low Cost High Freq Data Acq System For Condition Monitoring of Rotating Machinery Case Study - Cesar Ricardo - 2020Dokument19 SeitenLow Cost High Freq Data Acq System For Condition Monitoring of Rotating Machinery Case Study - Cesar Ricardo - 2020Adrian CoroianNoch keine Bewertungen
- Technical Advance Automated Sample Mounting and Alignment System For Biological Crystallography at A Synchrotron SourceDokument9 SeitenTechnical Advance Automated Sample Mounting and Alignment System For Biological Crystallography at A Synchrotron Sourceertyuio456788Noch keine Bewertungen
- A New Testing Paradigm For Today's Product Development Process - Part 2Dokument5 SeitenA New Testing Paradigm For Today's Product Development Process - Part 2uamiranda3518Noch keine Bewertungen
- SPE/IADC-184664-MS Tripping Operations Optimized Through Closed-Loop Vision TechnologyDokument17 SeitenSPE/IADC-184664-MS Tripping Operations Optimized Through Closed-Loop Vision TechnologyfadhilahNoch keine Bewertungen
- Increasing Availability of Industrial Systems Through Data Stream MiningDokument11 SeitenIncreasing Availability of Industrial Systems Through Data Stream Mininghind90Noch keine Bewertungen
- Hydrofoil P72039Dokument20 SeitenHydrofoil P72039Pukhraj DagaNoch keine Bewertungen
- Reliability Studies Accelerator - Burgazzi-PieriniDokument15 SeitenReliability Studies Accelerator - Burgazzi-PieriniKazim RazaNoch keine Bewertungen
- Elysium VLSI 2010Dokument21 SeitenElysium VLSI 2010elysiumtechnologiesNoch keine Bewertungen
- Courier® 30XPDokument4 SeitenCourier® 30XPVíctor Sandovsky100% (1)
- Minerals Engineering: Erik Hulthén, C. Magnus EvertssonDokument8 SeitenMinerals Engineering: Erik Hulthén, C. Magnus EvertssonNursultan IliyasNoch keine Bewertungen
- Automation of Cement Industries: Anil Kumar Udugu, Dr. Anand KhareDokument5 SeitenAutomation of Cement Industries: Anil Kumar Udugu, Dr. Anand KharePhillip007Noch keine Bewertungen
- IJREATV1I6038Dokument5 SeitenIJREATV1I6038ambresh mirajkarNoch keine Bewertungen
- Pipewizard Version 4 - A New, Improved Pipeline Aut Girth Weld Inspection SystemDokument8 SeitenPipewizard Version 4 - A New, Improved Pipeline Aut Girth Weld Inspection SystemTHIRU.SNoch keine Bewertungen
- Integrated Robotic Plasma Spraying System For Advanced Materials ProcessingDokument5 SeitenIntegrated Robotic Plasma Spraying System For Advanced Materials Processingjesi5445Noch keine Bewertungen
- A Comparative Study of Helicopter Engine Air Particle Separation TechnologiesDokument14 SeitenA Comparative Study of Helicopter Engine Air Particle Separation TechnologiesJizzPontesNoch keine Bewertungen
- Feasibility Study of Laser Micromachining Company (Case Study: Establishment in Australia)Dokument10 SeitenFeasibility Study of Laser Micromachining Company (Case Study: Establishment in Australia)Desryadi Ilyas MohammadNoch keine Bewertungen
- Standardization of Connector Manufacturing ProcessesDokument4 SeitenStandardization of Connector Manufacturing ProcessesChristina ManojNoch keine Bewertungen
- Mechanical Vibrations and Condition MonitoringVon EverandMechanical Vibrations and Condition MonitoringBewertung: 5 von 5 Sternen5/5 (1)
- Profile Measurement in The Tyre IndustryDokument7 SeitenProfile Measurement in The Tyre IndustryHartwig SuhrNoch keine Bewertungen
- Bently Case Study-1Dokument16 SeitenBently Case Study-1selvam998254Noch keine Bewertungen
- Developments and Experimental Tests On A Laboratory Scale Drilling Automation SystemDokument17 SeitenDevelopments and Experimental Tests On A Laboratory Scale Drilling Automation SystemnanlingjigongNoch keine Bewertungen
- Optimizing Fibre Optics For Coal Mine Automation: Atul Kumar, Dheeraj Kumar, U. K. Singh, P. S. Gupta and Gauri ShankarDokument12 SeitenOptimizing Fibre Optics For Coal Mine Automation: Atul Kumar, Dheeraj Kumar, U. K. Singh, P. S. Gupta and Gauri ShankarAlan HardiantoNoch keine Bewertungen
- Turning Dynamic Sensor Measurements From Gas Turbines Into Insights: A Big Data ApproachDokument10 SeitenTurning Dynamic Sensor Measurements From Gas Turbines Into Insights: A Big Data Approachalawi747594Noch keine Bewertungen
- Screening ImpactDokument18 SeitenScreening Impactnit_xlriNoch keine Bewertungen
- Frame by Frame Analysis and Diagnosis of A High Speed Packaging System Using Fastec Inline Network Ready Camera Vision EquipmentDokument13 SeitenFrame by Frame Analysis and Diagnosis of A High Speed Packaging System Using Fastec Inline Network Ready Camera Vision EquipmentOmar Al-AniNoch keine Bewertungen
- Developing LBM Process Parameters For Ti-6Al-4V Thin Wall Structures and Determining The Corresponding Mechanical CharacteristicsDokument9 SeitenDeveloping LBM Process Parameters For Ti-6Al-4V Thin Wall Structures and Determining The Corresponding Mechanical CharacteristicsAT8iNoch keine Bewertungen
- Two Heads Are Better Than One!!: Advances in Process Analytics and Control TechnologyDokument4 SeitenTwo Heads Are Better Than One!!: Advances in Process Analytics and Control TechnologyA MahmoodNoch keine Bewertungen
- SoftLogix 5800 Installation InstructionsDokument14 SeitenSoftLogix 5800 Installation InstructionsquinteroudinaNoch keine Bewertungen
- Upgrading Integration Operational Platform in Codelco - AndinaDokument1 SeiteUpgrading Integration Operational Platform in Codelco - AndinaquinteroudinaNoch keine Bewertungen
- Influence of Feed Particle Size On AG-SAG Mill PerformanceDokument6 SeitenInfluence of Feed Particle Size On AG-SAG Mill PerformancequinteroudinaNoch keine Bewertungen
- Robotic Tecnology: A Way Towards An Intelligent Mining: Luis F. Ramírez S ., Luis Baeza, Juan C. BarrosDokument1 SeiteRobotic Tecnology: A Way Towards An Intelligent Mining: Luis F. Ramírez S ., Luis Baeza, Juan C. BarrosquinteroudinaNoch keine Bewertungen
- Process Control in Metallurgical Plants: Towards OperationalDokument48 SeitenProcess Control in Metallurgical Plants: Towards Operationalquinteroudina50% (2)
- Automining 2010 ProceedingsDokument4 SeitenAutomining 2010 ProceedingscbqucbquNoch keine Bewertungen
- Cerro Corona InfoDokument30 SeitenCerro Corona InfoquinteroudinaNoch keine Bewertungen
- Hydrocarbon Engineering Nov 2004Dokument4 SeitenHydrocarbon Engineering Nov 2004quinteroudinaNoch keine Bewertungen
- Have You Hugged Your APC Lately? A Look at The Value of APC RevampingDokument3 SeitenHave You Hugged Your APC Lately? A Look at The Value of APC RevampingquinteroudinaNoch keine Bewertungen
- Honeywell Castelijns Advanced Control MonitoringDokument62 SeitenHoneywell Castelijns Advanced Control MonitoringquinteroudinaNoch keine Bewertungen
- Mon 14.25measuring and Maintaining Advanced Control Performance R Saliss HoneywellDokument31 SeitenMon 14.25measuring and Maintaining Advanced Control Performance R Saliss HoneywellquinteroudinaNoch keine Bewertungen
- Secondary Crushing: Worth The Cost?Dokument2 SeitenSecondary Crushing: Worth The Cost?quinteroudinaNoch keine Bewertungen
- Mon 17.55 PAT and Quality by Design - A Process Systems View-AmendedDokument35 SeitenMon 17.55 PAT and Quality by Design - A Process Systems View-AmendedquinteroudinaNoch keine Bewertungen
- Compressor Seal Oil System - A Case StudyDokument23 SeitenCompressor Seal Oil System - A Case StudyquinteroudinaNoch keine Bewertungen
- Tues 9.20 Applying EEMUA 191 Peter DamerDokument17 SeitenTues 9.20 Applying EEMUA 191 Peter DamerquinteroudinaNoch keine Bewertungen
- Tues 12.10 Keynote C CutlerDokument41 SeitenTues 12.10 Keynote C CutlerquinteroudinaNoch keine Bewertungen
- Careful, We Don't Want To Learn From This!Dokument28 SeitenCareful, We Don't Want To Learn From This!quinteroudinaNoch keine Bewertungen
- WirelessProcessM&C 19 20 September APC9 (BRR)Dokument25 SeitenWirelessProcessM&C 19 20 September APC9 (BRR)quinteroudinaNoch keine Bewertungen
- Nvidia Nano DatasheetDokument41 SeitenNvidia Nano DatasheetASRANoch keine Bewertungen
- Satellite L635-S3030Dokument4 SeitenSatellite L635-S3030NafiNoch keine Bewertungen
- AMILO Notebook Pi 3525 The Perfect All-Round NotebookDokument6 SeitenAMILO Notebook Pi 3525 The Perfect All-Round NotebookZzoNoch keine Bewertungen
- Pretest ICT Grade 7 1st Quarter (Long PAper)Dokument5 SeitenPretest ICT Grade 7 1st Quarter (Long PAper)Bench OchoaNoch keine Bewertungen
- Pro/ENGINEER® Wildfire™ Configuration Options: Name Description ValuesDokument40 SeitenPro/ENGINEER® Wildfire™ Configuration Options: Name Description Valuesmspvarma1415Noch keine Bewertungen
- Simple Maze Game WorksheetDokument19 SeitenSimple Maze Game WorksheetWalid_Sassi_TunNoch keine Bewertungen
- SDN Based Mobile Networks: Concepts and Benefits: Slavica Tomovic Igor RadusinovicDokument16 SeitenSDN Based Mobile Networks: Concepts and Benefits: Slavica Tomovic Igor RadusinovicapatiyehNoch keine Bewertungen
- 7 Key Steps in Lighting Design ProcessDokument27 Seiten7 Key Steps in Lighting Design ProcessAnonymous mNQq7ojNoch keine Bewertungen
- CY-1800 Printer ManualDokument45 SeitenCY-1800 Printer ManualFofaSista0% (1)
- PayShield 9000 DsDokument2 SeitenPayShield 9000 DsAfrizon IndraNoch keine Bewertungen
- v60G - User Manual - v1.8Dokument129 Seitenv60G - User Manual - v1.8Gabo CirauloNoch keine Bewertungen
- ASIC Design Classification DetailsDokument27 SeitenASIC Design Classification Detailsnaveenchand_a6Noch keine Bewertungen
- PCRTNDokument16 SeitenPCRTNLuis RamirezNoch keine Bewertungen
- Resolviing Subsciber Related Problem OSS PDFDokument17 SeitenResolviing Subsciber Related Problem OSS PDFAnees PeerzadaNoch keine Bewertungen
- Visual Programming Assignment No1-1Dokument22 SeitenVisual Programming Assignment No1-1Muhammad Ahmad0% (1)
- C - Concurrency-Cheatsheet PDFDokument1 SeiteC - Concurrency-Cheatsheet PDFvali29Noch keine Bewertungen
- CBLM Lo1Dokument33 SeitenCBLM Lo1Marc Angelo L. SebastianNoch keine Bewertungen
- DX DiagDokument13 SeitenDX DiagBernardus WasitaNoch keine Bewertungen
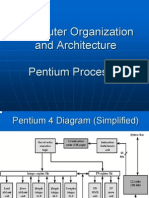
- Pentium 4 StructureDokument38 SeitenPentium 4 Structureapi-3801329100% (6)
- Macros ShortcutsDokument2 SeitenMacros ShortcutsShruthi MikkilineniNoch keine Bewertungen
- Catalogotamrac 1 PDFDokument12 SeitenCatalogotamrac 1 PDFpepoNoch keine Bewertungen
- 14 - Catalogue en CouleurDokument4 Seiten14 - Catalogue en CouleurSobha OuajihNoch keine Bewertungen
- VESDA Commissioning Forms VLP Rev01Dokument7 SeitenVESDA Commissioning Forms VLP Rev01Femi DeleNoch keine Bewertungen
- Cambridge IGCSE Year 9Dokument14 SeitenCambridge IGCSE Year 9Rithika BijuNoch keine Bewertungen
- Program 8: Q-Implement Memory Management Schemes Like Paging and Segmentation. 8 A) Paging CodeDokument14 SeitenProgram 8: Q-Implement Memory Management Schemes Like Paging and Segmentation. 8 A) Paging CodeAditi GuptaNoch keine Bewertungen
- GENISYS 2000: Service Manual 6700A Application Logic ProgrammingDokument115 SeitenGENISYS 2000: Service Manual 6700A Application Logic ProgrammingRafid RabbaniNoch keine Bewertungen
- Sunlite GigeDokument2 SeitenSunlite GigeJhon SendokNoch keine Bewertungen
- Analog Devices - Practical Design Techniques For Sensor Signal ConditioningDokument366 SeitenAnalog Devices - Practical Design Techniques For Sensor Signal ConditioningAnil Saini100% (1)
- Dell Precision R5500 Server Spec SheetDokument2 SeitenDell Precision R5500 Server Spec SheetTim ChegeNoch keine Bewertungen