Das könnte Ihnen auch gefallen
- Materials For MoldDokument52 SeitenMaterials For MoldSnowy DoveNoch keine Bewertungen
- Industrial ShedDokument13 SeitenIndustrial ShedDivya KrishnaNoch keine Bewertungen
- Sess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Dokument7 SeitenSess 9 (Ceramic Mould - Pressure Die Casting - Centrifugal Casting)Prakash RagupathyNoch keine Bewertungen
- Dr. Babasaheb Ambedkar Technological University, LonereDokument36 SeitenDr. Babasaheb Ambedkar Technological University, LonereNikhil PawarNoch keine Bewertungen
- Metal Casting Technology: Digital Assignment 2Dokument11 SeitenMetal Casting Technology: Digital Assignment 2Sanket GandhiNoch keine Bewertungen
- Report Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesDokument44 SeitenReport Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesAravind Srinivasan100% (1)
- GT ThermodynamicsDokument22 SeitenGT Thermodynamicsforzama100% (1)
- As 1365 - 1996-Tolerance For Flat Rolled Steel ProductsDokument23 SeitenAs 1365 - 1996-Tolerance For Flat Rolled Steel ProductsThaiminh Vo75% (4)
- 15ae307j - Aees - Unit 3Dokument41 Seiten15ae307j - Aees - Unit 3Aahana KhannaNoch keine Bewertungen
- CVS 415 Notes 2021Dokument20 SeitenCVS 415 Notes 2021Imani LughoNoch keine Bewertungen
- As 1666.2-1995 Wire-Rope Slings - Care and UseDokument25 SeitenAs 1666.2-1995 Wire-Rope Slings - Care and UseThaiminh VoNoch keine Bewertungen
- Countinous CastingDokument7 SeitenCountinous Castingandreasgorga100% (1)
- Foundry and Casting OperationDokument176 SeitenFoundry and Casting OperationABHINAV KUMAR ROY100% (26)
- Continuous Casting: Equipment and ProcessDokument8 SeitenContinuous Casting: Equipment and ProcessErickman Simorangkir100% (1)
- Continuous Casting MachineDokument10 SeitenContinuous Casting MachineHeet Patel0% (1)
- CCMDokument10 SeitenCCMHeet PatelNoch keine Bewertungen
- Metal CastingDokument28 SeitenMetal CastingAngel ChanteyNoch keine Bewertungen
- Feeding Steel and Ductile Iron CastingDokument22 SeitenFeeding Steel and Ductile Iron Castingjosemiguelzu100% (1)
- Metallurgy of Continiuous Casting Technology PDFDokument20 SeitenMetallurgy of Continiuous Casting Technology PDFRadi GoharNoch keine Bewertungen
- RIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFDokument3 SeitenRIT Pipe Labeling Painting and Valve Tag Standard 03 01 2013 PDFThaiminh Vo100% (1)
- Cox MerzDokument4 SeitenCox MerzJohnNoch keine Bewertungen
- Coating Specification: 1. ScopeDokument4 SeitenCoating Specification: 1. ScopeThaiminh Vo100% (2)
- Geopolymer Basics PDFDokument30 SeitenGeopolymer Basics PDFReshmita PallaNoch keine Bewertungen
- ISC - Class XI-SA1 Question Paper-Chemistry - 2020-21Dokument6 SeitenISC - Class XI-SA1 Question Paper-Chemistry - 2020-21Mehul SanthoshNoch keine Bewertungen
- Squeezed Casting Process For AL Alloys PDFDokument156 SeitenSqueezed Casting Process For AL Alloys PDFP S Lakshmi KanthanNoch keine Bewertungen
- Bhushan SteelDokument76 SeitenBhushan SteelRajiv KalraNoch keine Bewertungen
- As 1358-2004 - Bursting Discs and DevicesDokument45 SeitenAs 1358-2004 - Bursting Discs and DevicesThaiminh VoNoch keine Bewertungen
- Sedimentation CalculationDokument10 SeitenSedimentation CalculationAmit Christian100% (1)
- Billet Casting DefectsDokument18 SeitenBillet Casting DefectsMuhammad HassanNoch keine Bewertungen
- AS 1358-2004 - Bursting Discs and Devices PDFDokument45 SeitenAS 1358-2004 - Bursting Discs and Devices PDFThaiminh VoNoch keine Bewertungen
- Thermal Analysis of Continuous Casting Process (Maryeling)Dokument10 SeitenThermal Analysis of Continuous Casting Process (Maryeling)Marko's Brazon'Noch keine Bewertungen
- Continuous Casting PracticesDokument5 SeitenContinuous Casting Practicesbhauvik0% (1)
- Products Used in Steel Manufacturing (ZAM)Dokument31 SeitenProducts Used in Steel Manufacturing (ZAM)osama raufNoch keine Bewertungen
- Steel - Continuous CastingDokument11 SeitenSteel - Continuous CastingAli AzharNoch keine Bewertungen
- Project On "Caster Slab Dimensional Accuracy Technique"Dokument16 SeitenProject On "Caster Slab Dimensional Accuracy Technique"Mayur ParvaniNoch keine Bewertungen
- University of The East College of Engineering: Plate No. 2 Rolling MillDokument17 SeitenUniversity of The East College of Engineering: Plate No. 2 Rolling MillJOHNEDERSON PABLONoch keine Bewertungen
- BSK 46 & Other Grade Material SpecificationDokument6 SeitenBSK 46 & Other Grade Material Specification4alamz100% (1)
- Continuous Casting and Mould Level ControlDokument15 SeitenContinuous Casting and Mould Level Controlsalvador2meNoch keine Bewertungen
- The Pickling Process: Continuous OperationDokument2 SeitenThe Pickling Process: Continuous Operationm daneshpourNoch keine Bewertungen
- Journal of Harmonized Research in EngineeringDokument4 SeitenJournal of Harmonized Research in EngineeringBravianNoch keine Bewertungen
- MP-I-Lecture No. 12-13-14Dokument50 SeitenMP-I-Lecture No. 12-13-14Osaid AhmadNoch keine Bewertungen
- ALUMINIUMTECHNOLOGIES Week10Dokument110 SeitenALUMINIUMTECHNOLOGIES Week10NhocSkyzNoch keine Bewertungen
- 2.14. Multiple-Use-Mould Casting ProcessesDokument3 Seiten2.14. Multiple-Use-Mould Casting Processesaman chaudharyNoch keine Bewertungen
- LINGOTE Hasan2014Dokument12 SeitenLINGOTE Hasan2014Taguis VelascoNoch keine Bewertungen
- Termapaper-Design and ManufacturingDokument12 SeitenTermapaper-Design and ManufacturingOmkar Kumar JhaNoch keine Bewertungen
- Module 2 Activity No. 1Dokument6 SeitenModule 2 Activity No. 1Benz DyNoch keine Bewertungen
- Report On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Dokument21 SeitenReport On Material Used For Making Dies For Pressure Die Casting of Alluminium Alloys.2Maroof Alam100% (2)
- Important Aspects of Rolling of Hot Rolled Coil in Hot Strip Mill - IspatGuruDokument7 SeitenImportant Aspects of Rolling of Hot Rolled Coil in Hot Strip Mill - IspatGuruBoban RajkovicNoch keine Bewertungen
- 9 Strip Casting Technology PYMenetDokument5 Seiten9 Strip Casting Technology PYMenetNikolas Kolasni Lakenir Ckerde DockosNoch keine Bewertungen
- CCM Equipment Detail For ClearanceDokument5 SeitenCCM Equipment Detail For ClearancesmithNoch keine Bewertungen
- 2002 Mitsuo Hashimoto V 2002Dokument8 Seiten2002 Mitsuo Hashimoto V 2002ralish12Noch keine Bewertungen
- Alimentacion de Hierro y AceroDokument22 SeitenAlimentacion de Hierro y Acerojose.figueroa@foseco.comNoch keine Bewertungen
- AMT-Forming (Compatibility Mode)Dokument15 SeitenAMT-Forming (Compatibility Mode)Abdulhmeed MutalatNoch keine Bewertungen
- Advances in Continuous Casting PDFDokument4 SeitenAdvances in Continuous Casting PDFPrakash SarangiNoch keine Bewertungen
- Permanent Mold CastingDokument2 SeitenPermanent Mold CastingEditor IJRITCCNoch keine Bewertungen
- Cs Project ReportDokument24 SeitenCs Project Reportharika mandadapuNoch keine Bewertungen
- Casting1 PDFDokument76 SeitenCasting1 PDFahmedNoch keine Bewertungen
- 4.1 Metal FormingDokument7 Seiten4.1 Metal FormingVinothKumarVinothNoch keine Bewertungen
- Pdis 105 (Elect)Dokument24 SeitenPdis 105 (Elect)Swati PriyaNoch keine Bewertungen
- Pdis 105 (Elect)Dokument24 SeitenPdis 105 (Elect)Swati PriyaNoch keine Bewertungen
- The Use of Water Cooling During The Continuous Casting of Steel and Aluminum AlloysDokument18 SeitenThe Use of Water Cooling During The Continuous Casting of Steel and Aluminum AlloysRamesh RamNoch keine Bewertungen
- Manufacturingsystemspring Howitsmade 171012152800Dokument15 SeitenManufacturingsystemspring Howitsmade 171012152800Jeny Ferdiana LiemNoch keine Bewertungen
- Cylinder Liners & Piston RingsDokument16 SeitenCylinder Liners & Piston RingsMr.Babu TNoch keine Bewertungen
- Stel Casting Handbook - Sample PagesDokument5 SeitenStel Casting Handbook - Sample PagesBobby WongNoch keine Bewertungen
- 3 PDFDokument7 Seiten3 PDFkarthikkandaNoch keine Bewertungen
- ME - 32021 Chapter (3) Hard Mold Casting ProcessesDokument26 SeitenME - 32021 Chapter (3) Hard Mold Casting ProcessesWILYNoch keine Bewertungen
- Materials and Methods in Building Construction-Iv: Presented By: Puneet B Rani P Ratan R Ritika B Sachin CDokument25 SeitenMaterials and Methods in Building Construction-Iv: Presented By: Puneet B Rani P Ratan R Ritika B Sachin CNidhi MehtaNoch keine Bewertungen
- Chapter 5Dokument14 SeitenChapter 5Phuc Truong DucNoch keine Bewertungen
- Casting of Aluminum 201 in The Semi Solid State.Dokument8 SeitenCasting of Aluminum 201 in The Semi Solid State.Nahid LatonaNoch keine Bewertungen
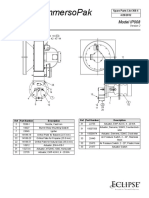
- V2 ImmersoPak IP008 SparePartsList 360-4Dokument1 SeiteV2 ImmersoPak IP008 SparePartsList 360-4Thaiminh VoNoch keine Bewertungen
- Ba Markiv UsaDokument20 SeitenBa Markiv UsaThaiminh VoNoch keine Bewertungen
- Neo KoteDokument1 SeiteNeo KoteThaiminh VoNoch keine Bewertungen
- Combustion Control by Pulse Firing: SP-456 February, 2007Dokument8 SeitenCombustion Control by Pulse Firing: SP-456 February, 2007Thaiminh VoNoch keine Bewertungen
- Eclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Dokument6 SeitenEclipse Single-Ended Ceramic Radiant Tube Burners: Model SER 450Thaiminh VoNoch keine Bewertungen
- S LB CombustifumeDokument20 SeitenS LB CombustifumeThaiminh VoNoch keine Bewertungen
- Design and Application Details: Circular INCINO-PAK BurnersDokument6 SeitenDesign and Application Details: Circular INCINO-PAK BurnersThaiminh VoNoch keine Bewertungen
- Eclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Dokument18 SeitenEclipse Single-Ended Radiant Tube Burners: Models SER450, SER600 & SER800Thaiminh VoNoch keine Bewertungen
- Pipe and Valve IdentificationDokument27 SeitenPipe and Valve Identificationanwerquadri100% (1)
- Air-Pro Design Overview - 1Dokument4 SeitenAir-Pro Design Overview - 1Thaiminh VoNoch keine Bewertungen
- As 1554.5-1995 Amdt 1-1998 Structural Steel Welding - WeldiDokument7 SeitenAs 1554.5-1995 Amdt 1-1998 Structural Steel Welding - WeldiThaiminh VoNoch keine Bewertungen
- Calculation BoltDokument12 SeitenCalculation BoltThaiminh VoNoch keine Bewertungen
- Gas Safety and Measurement Amendment Regulations 2011Dokument33 SeitenGas Safety and Measurement Amendment Regulations 2011Thaiminh VoNoch keine Bewertungen
- Standard Specification For: Designation: B 6 - 06Dokument4 SeitenStandard Specification For: Designation: B 6 - 06Thaiminh VoNoch keine Bewertungen
- Incini-Cone SelectionGuide 420Dokument8 SeitenIncini-Cone SelectionGuide 420Thaiminh Vo100% (1)
- Piping SymbolsDokument162 SeitenPiping SymbolsSree Hari.rsNoch keine Bewertungen
- A Review On Green Hydrogen Future of Green Hydrogen in IndiaDokument7 SeitenA Review On Green Hydrogen Future of Green Hydrogen in IndiaSPE Baghdad sectionNoch keine Bewertungen
- Norton Lubricating OilDokument5 SeitenNorton Lubricating OilRajesh BNoch keine Bewertungen
- Manu 542 PDFDokument42 SeitenManu 542 PDFmagloire amivaNoch keine Bewertungen
- Types of PropellantDokument3 SeitenTypes of Propellantkartikey0% (1)
- AFM PresentationDokument16 SeitenAFM PresentationSulficker AliNoch keine Bewertungen
- MSDS CRDokument6 SeitenMSDS CRReid KirbyNoch keine Bewertungen
- NucleotideDokument56 SeitenNucleotideDhara NPNoch keine Bewertungen
- English 5 3 Quarter Week 3: Prepared By: Ms. Khristine Anne O. LigonDokument14 SeitenEnglish 5 3 Quarter Week 3: Prepared By: Ms. Khristine Anne O. LigonKhristine Anne LigonNoch keine Bewertungen
- Biogenic Amines by HPLCDokument7 SeitenBiogenic Amines by HPLCNeidys SanchezNoch keine Bewertungen
- STERAPORE 5000 Series Instruction Manual - Ver.2Dokument60 SeitenSTERAPORE 5000 Series Instruction Manual - Ver.2Nguyễn Duy KhánhNoch keine Bewertungen
- Megafire ManualDokument16 SeitenMegafire ManualBehnam NoorizadehNoch keine Bewertungen
- Pages From Oil-Thermal Insulation Handbook For The Oil, Gas, and Petrochemical Industries - (2014)Dokument1 SeitePages From Oil-Thermal Insulation Handbook For The Oil, Gas, and Petrochemical Industries - (2014)rats182Noch keine Bewertungen
- Simulation of A Liquid Rocket Engine: Marga@mit - EduDokument6 SeitenSimulation of A Liquid Rocket Engine: Marga@mit - EduermkermkNoch keine Bewertungen
- Gas Laws LabDokument4 SeitenGas Laws LabBrady DeNioNoch keine Bewertungen
- Elemental Parts CatalogueDokument112 SeitenElemental Parts CatalogueLuis LagunaNoch keine Bewertungen
- Colligative Properties of Solutions ReviewerDokument4 SeitenColligative Properties of Solutions ReviewerPrecious Lara MangobaNoch keine Bewertungen
- Cellular EnergyDokument3 SeitenCellular EnergyEvelyn KimNoch keine Bewertungen
- 14 00247 (En)Dokument6 Seiten14 00247 (En)cccc80cccccNoch keine Bewertungen
- Effect of PH On GFP DenaturationDokument10 SeitenEffect of PH On GFP DenaturationDominic YapNoch keine Bewertungen
- Tunneling Current Through A Possible All-Perovskite Oxide P-N JunctionDokument4 SeitenTunneling Current Through A Possible All-Perovskite Oxide P-N Junctionचन्द्रभाल सिंहNoch keine Bewertungen
- 1996 - Kelham - The Effect of Cement Composition and FinenessDokument9 Seiten1996 - Kelham - The Effect of Cement Composition and FinenessRodrigo Henryque Reginato Quevedo Melo100% (1)
- Design and Development of Composite Bearing MaterialDokument16 SeitenDesign and Development of Composite Bearing MaterialAbhay DesaiNoch keine Bewertungen
- Restriction Digestion and Analertysis of Lambda DNA Student ManualDokument24 SeitenRestriction Digestion and Analertysis of Lambda DNA Student ManualSaswat DasNoch keine Bewertungen
- TDS - Pipeclad HOT 120Dokument2 SeitenTDS - Pipeclad HOT 120Long ChenNoch keine Bewertungen
- Magnetism Guided Notes Brainpop AnswersDokument3 SeitenMagnetism Guided Notes Brainpop Answersapi-457194169Noch keine Bewertungen