Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Aspen Manual v11.1Dokument112 SeitenAspen Manual v11.1api-3750488100% (6)
- Ams 2404Dokument9 SeitenAms 2404Anonymous T6GllLl0100% (1)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Chapter 12 Solutions To ExercisesDokument41 SeitenChapter 12 Solutions To ExercisesMuhammad Awais56% (9)
- TR200 Surface Tester ManualDokument3 SeitenTR200 Surface Tester Manualprasadjoshi781429Noch keine Bewertungen
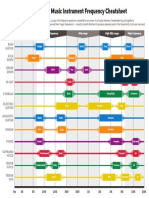
- Music Frequency Cheat SheetDokument1 SeiteMusic Frequency Cheat SheetLeonel Molina AlvaradoNoch keine Bewertungen
- Malaysia HPMP Book Final R4 1 Part2Dokument47 SeitenMalaysia HPMP Book Final R4 1 Part2Veyolla JaffreyNoch keine Bewertungen
- The Definition and Scope of Advanced MaterialDokument1 SeiteThe Definition and Scope of Advanced MaterialVeyolla Jaffrey100% (2)
- FSW ToolDokument10 SeitenFSW ToolVeyolla JaffreyNoch keine Bewertungen
- A) List The Various Functions That A Matrix Phase Performs in A Composite MaterialDokument1 SeiteA) List The Various Functions That A Matrix Phase Performs in A Composite MaterialVeyolla JaffreyNoch keine Bewertungen
- Development of A Small Capacity Double Stage Compression Screw Press For Oil ExpressionDokument8 SeitenDevelopment of A Small Capacity Double Stage Compression Screw Press For Oil ExpressionVeyolla Jaffrey100% (1)
- MECH448 Chapter5 Sept 2011Dokument12 SeitenMECH448 Chapter5 Sept 2011Veyolla JaffreyNoch keine Bewertungen
- Jatropha Oil Extractor Equipment-IwayanDokument6 SeitenJatropha Oil Extractor Equipment-IwayanVeyolla JaffreyNoch keine Bewertungen
- 3.3 AmorphousDokument9 Seiten3.3 AmorphousVeyolla JaffreyNoch keine Bewertungen
- Tools Wear Mechanisms and Tool Life in Precision MachiningDokument2 SeitenTools Wear Mechanisms and Tool Life in Precision MachiningVeyolla JaffreyNoch keine Bewertungen
- Noise, Vibration, and HarshnessDokument84 SeitenNoise, Vibration, and Harshnessmoataz100% (3)
- Dinamometre Fixe Si RotativeDokument44 SeitenDinamometre Fixe Si RotativeRaghuNoch keine Bewertungen
- Article No 10Dokument14 SeitenArticle No 10Veyolla JaffreyNoch keine Bewertungen
- BMM2523 - Tutorial 1 - SOLDokument7 SeitenBMM2523 - Tutorial 1 - SOLVeyolla JaffreyNoch keine Bewertungen
- BMM2523 Thermo2 2 Gas Power CycleDokument33 SeitenBMM2523 Thermo2 2 Gas Power CycleVeyolla JaffreyNoch keine Bewertungen
- Halalan ToyyibanDokument24 SeitenHalalan ToyyibanVeyolla JaffreyNoch keine Bewertungen
- WPT PresentationDokument23 SeitenWPT PresentationSyed Safiur RahmanNoch keine Bewertungen
- BSC (Hons) in Civil EngineeringDokument33 SeitenBSC (Hons) in Civil EngineeringFaisal NazeerNoch keine Bewertungen
- One BookDokument29 SeitenOne BookOnebookNoch keine Bewertungen
- Team 6 - Crystal MazeDokument56 SeitenTeam 6 - Crystal MazeLohith YadavNoch keine Bewertungen
- DefluoridationDokument13 SeitenDefluoridationSuha Yechwad100% (1)
- Asr 903 DatasheetDokument4 SeitenAsr 903 DatasheetDiaz WildanNoch keine Bewertungen
- 7749289-TheClandestineChemist 'Snotebook PDFDokument28 Seiten7749289-TheClandestineChemist 'Snotebook PDFTonNoch keine Bewertungen
- TR-7551 Wiring & Typical Connection DiagramDokument1 SeiteTR-7551 Wiring & Typical Connection Diagramlakshitha sandaruwanNoch keine Bewertungen
- TyresDokument9 SeitenTyresNitesh KotianNoch keine Bewertungen
- JEE-Mains Score CardDokument1 SeiteJEE-Mains Score CardSrikanta MishraNoch keine Bewertungen
- Assignment Payment 1Dokument5 SeitenAssignment Payment 1Mohamad SafwanNoch keine Bewertungen
- NEBB TAB Technician ProgramDokument2 SeitenNEBB TAB Technician Programmoelsaied569Noch keine Bewertungen
- Emergency Off and Rescue From Helicopter: Ground Rescue Booklet Ec130T2Dokument20 SeitenEmergency Off and Rescue From Helicopter: Ground Rescue Booklet Ec130T2robbertmd100% (1)
- 117position Monitor PDFDokument2 Seiten117position Monitor PDFJacob KalloorNoch keine Bewertungen
- Kick Off MPPTCL-TR-108Dokument15 SeitenKick Off MPPTCL-TR-108Akd DeshmukhNoch keine Bewertungen
- Phy 109 PDFDokument1 SeitePhy 109 PDFsohamNoch keine Bewertungen
- NJ Res Chapter10Dokument10 SeitenNJ Res Chapter10Anonymous bVFHovNoch keine Bewertungen
- Electric SystemDokument78 SeitenElectric SystemHarry Wart Wart100% (2)
- Chapter 3 IPCDokument53 SeitenChapter 3 IPCkirubelNoch keine Bewertungen
- Exhibitor 35804 PDFDokument36 SeitenExhibitor 35804 PDFulton1237624Noch keine Bewertungen
- Full Analyse of JULIADokument19 SeitenFull Analyse of JULIArenan55026Noch keine Bewertungen
- Evaporador Alfa Laval PDFDokument26 SeitenEvaporador Alfa Laval PDFcarlos342asd100% (2)
- Statistical Mechanics: Lecture A0: Phase TransitionsDokument5 SeitenStatistical Mechanics: Lecture A0: Phase TransitionsTushar GhoshNoch keine Bewertungen
- S.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsDokument8 SeitenS.No. Test No. Test Completed Excavation Completed No - of Days For Manual Excavation & Arrangement of Soil BagsKarthikeyan SnNoch keine Bewertungen
- SchedulingDokument41 SeitenSchedulingBeing VikramNoch keine Bewertungen