Das könnte Ihnen auch gefallen
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryVon EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNoch keine Bewertungen
- Knife Gate Valve - For Reference OnlyDokument16 SeitenKnife Gate Valve - For Reference Onlysj_scribdNoch keine Bewertungen
- Compipe BrochureDokument48 SeitenCompipe Brochureninju1Noch keine Bewertungen
- Flange Dim EN1092 1 BS4504Dokument13 SeitenFlange Dim EN1092 1 BS4504rcpretoriusNoch keine Bewertungen
- Smith Fibercast Green Thread Performance Plus Fiberglass Pipe Piping BrochureDokument8 SeitenSmith Fibercast Green Thread Performance Plus Fiberglass Pipe Piping BrochureWong Chung MengNoch keine Bewertungen
- UPVC Pipes & Fittings Upload 11.03.2019Dokument20 SeitenUPVC Pipes & Fittings Upload 11.03.2019Rushan LakdimuthuNoch keine Bewertungen
- Fiberstrong Wavistrong: Flange GuideDokument1 SeiteFiberstrong Wavistrong: Flange Guidesiva8000Noch keine Bewertungen
- U PVCDokument12 SeitenU PVCGeorge SobhyNoch keine Bewertungen
- Draft MRR Isolation JointDokument9 SeitenDraft MRR Isolation JointIqbal Nurrasa BaktiNoch keine Bewertungen
- Dimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFDokument8 SeitenDimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFMohamad RifkiNoch keine Bewertungen
- Virgo Welded Valve BrochureDokument8 SeitenVirgo Welded Valve BrochureHerrera Jorge AgustínNoch keine Bewertungen
- GRP Technical SheetDokument41 SeitenGRP Technical SheetHassan Ali SadiqNoch keine Bewertungen
- Tender Specification - Potable WaterDokument12 SeitenTender Specification - Potable WaterSuhas NatuNoch keine Bewertungen
- Storage and HandlingDokument6 SeitenStorage and HandlingalagurmNoch keine Bewertungen
- Hobas FTBDokument78 SeitenHobas FTBdarkroomzc100% (1)
- Bonstrand #2412 Keylock System PDFDokument28 SeitenBonstrand #2412 Keylock System PDFKamatchi NathanNoch keine Bewertungen
- HOBAS Pressure Pipes SystemsDokument40 SeitenHOBAS Pressure Pipes Systemsu_florinNoch keine Bewertungen
- GS P&D Archsd 2012Dokument127 SeitenGS P&D Archsd 2012Andy Lee100% (1)
- Plastic Pipe StandardDokument7 SeitenPlastic Pipe Standardしんちゃん ナカリンNoch keine Bewertungen
- ADS Corrugated Heavy Duty Pipe Data SheetDokument4 SeitenADS Corrugated Heavy Duty Pipe Data Sheetiask5275Noch keine Bewertungen
- FRP Duct ThicknessDokument33 SeitenFRP Duct ThicknessAdrian RogersNoch keine Bewertungen
- HP Lok: 2010 EditionDokument38 SeitenHP Lok: 2010 Editiondeema saleemNoch keine Bewertungen
- Econ Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800Dokument1 SeiteEcon Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800ChristianGuerreroNoch keine Bewertungen
- MS Data Sheet TanqueDokument2 SeitenMS Data Sheet TanqueLION_FIRENoch keine Bewertungen
- Saddle Build-Up Lamination & Nozzle Fixation Method Statement (5222)Dokument13 SeitenSaddle Build-Up Lamination & Nozzle Fixation Method Statement (5222)ABAID ULLAHNoch keine Bewertungen
- En Standard SpecificationDokument33 SeitenEn Standard SpecificationSimbu ArasanNoch keine Bewertungen
- GRP - GRE - GRV Pipes and FittingDokument11 SeitenGRP - GRE - GRV Pipes and FittingPankajNoch keine Bewertungen
- Sample2 DrawingDokument1 SeiteSample2 DrawingganeshNoch keine Bewertungen
- Y Strainer CatalogDokument21 SeitenY Strainer CatalogIrfan FahmiNoch keine Bewertungen
- Technical Manual - 2000 USG Horizontal Lined Acid TankDokument20 SeitenTechnical Manual - 2000 USG Horizontal Lined Acid TankGade JyNoch keine Bewertungen
- CPVC Manual PDFDokument92 SeitenCPVC Manual PDFarsssyNoch keine Bewertungen
- Polypropylene: Section GuideDokument55 SeitenPolypropylene: Section GuideKarthik RajNoch keine Bewertungen
- Water SoftenersDokument11 SeitenWater Softenersadel rihanaNoch keine Bewertungen
- KL UHP Catalog 2011-02 PDFDokument30 SeitenKL UHP Catalog 2011-02 PDFaconibet9040Noch keine Bewertungen
- DGS-2010-001 Design BasisDokument19 SeitenDGS-2010-001 Design BasisJose ManjooranNoch keine Bewertungen
- Hermle Brochure Overview en PDFDokument78 SeitenHermle Brochure Overview en PDFNguyen GiangNoch keine Bewertungen
- Minimum Pipe Spacing ChartDokument8 SeitenMinimum Pipe Spacing ChartOrlando Porras MoraNoch keine Bewertungen
- V8 Import Spreadsheet Rev 11Dokument5.363 SeitenV8 Import Spreadsheet Rev 11Raymond de WeeverNoch keine Bewertungen
- 175 018000 PDFDokument2 Seiten175 018000 PDFAbu Anas M.SalaheldinNoch keine Bewertungen
- Asme Sa-836 Specification For Forgings, Titaniumstabilized Carbon Steel, For Glass-Lined Piping and Pressure Vessel ServiceDokument5 SeitenAsme Sa-836 Specification For Forgings, Titaniumstabilized Carbon Steel, For Glass-Lined Piping and Pressure Vessel Servicelucecita1902Noch keine Bewertungen
- Pipes and Bends Data SheetDokument2 SeitenPipes and Bends Data SheetManali PatilNoch keine Bewertungen
- Pressure VesselsDokument14 SeitenPressure VesselsChevronelleNoch keine Bewertungen
- S o P-PipingDokument17 SeitenS o P-PipingPrakash TiwariNoch keine Bewertungen
- Pipeline Acronyms and Classifications GuidelineDokument12 SeitenPipeline Acronyms and Classifications GuidelinelsaishankarNoch keine Bewertungen
- Is 16205 24 PMDokument6 SeitenIs 16205 24 PMR.HarishNoch keine Bewertungen
- BS 5480-2 (1982) Design and Performance RequirementsDokument24 SeitenBS 5480-2 (1982) Design and Performance RequirementsGregory Simmon100% (1)
- AlMunifPipes GRP-Pipes PDFDokument36 SeitenAlMunifPipes GRP-Pipes PDFbalot100% (1)
- E1 Technical Data Sheet - ShortDokument2 SeitenE1 Technical Data Sheet - ShortOmaiyio M. SaginiNoch keine Bewertungen
- HDPE FittingsApril2012Dokument110 SeitenHDPE FittingsApril2012Carlos GutierrezNoch keine Bewertungen
- Cement-Mortar Lined & Coated Steel PipeDokument5 SeitenCement-Mortar Lined & Coated Steel Pipenay denNoch keine Bewertungen
- BOQ-ValvesDokument4 SeitenBOQ-ValvesGourav SharmaNoch keine Bewertungen
- Equipment List Inquire 1Dokument1 SeiteEquipment List Inquire 1Agung Eko PurnomoNoch keine Bewertungen
- Ami Product Guide CatalogDokument50 SeitenAmi Product Guide CatalogAnonymous Iev5ggSRNoch keine Bewertungen
- HDPE Pipe and Fittings PDFDokument9 SeitenHDPE Pipe and Fittings PDFCris BandaNoch keine Bewertungen
- u-PVC InchDokument46 Seitenu-PVC Inchegemen7404612Noch keine Bewertungen
- Tubular Products From Special MetalsDokument26 SeitenTubular Products From Special Metalskaveh-bahiraeeNoch keine Bewertungen
- Aplication Pipe and Tube - Nippon SteelDokument29 SeitenAplication Pipe and Tube - Nippon Steelmatheus david100% (1)
- EIG Product Catalogue PLASTICSDokument40 SeitenEIG Product Catalogue PLASTICSrodinooNoch keine Bewertungen
- Seamless Precision Steel Tubes For Hydraulic Cylinders - TN 008-00Dokument8 SeitenSeamless Precision Steel Tubes For Hydraulic Cylinders - TN 008-00refeiNoch keine Bewertungen
- NuFlo Liquid Turbine FlowmetersDokument6 SeitenNuFlo Liquid Turbine FlowmetersphostyNoch keine Bewertungen
- Leica Manual M3 Quick ReferenceDokument8 SeitenLeica Manual M3 Quick ReferenceDFNoch keine Bewertungen
- MP+Technical+Data enDokument2 SeitenMP+Technical+Data enRodrigo Alvarez EspejelNoch keine Bewertungen
- The NEW Darkroom Handbook PDFDokument201 SeitenThe NEW Darkroom Handbook PDFrundeluxe50% (2)
- Darkroom ChemicalsDokument3 SeitenDarkroom ChemicalsDFNoch keine Bewertungen
- Leica Manual M6 JDokument51 SeitenLeica Manual M6 JDFNoch keine Bewertungen
- MP+Technical+Data enDokument2 SeitenMP+Technical+Data enRodrigo Alvarez EspejelNoch keine Bewertungen
- Kodak Gold 100 and 200 FilmsDokument6 SeitenKodak Gold 100 and 200 FilmsDF100% (1)
- Kobishi BellDokument2 SeitenKobishi BellDFNoch keine Bewertungen
- SRI CO2 Fire ExtinguisherDokument1 SeiteSRI CO2 Fire ExtinguisherDFNoch keine Bewertungen
- Datenblatt M+ (Typ+240) eDokument3 SeitenDatenblatt M+ (Typ+240) eDFNoch keine Bewertungen
- 2020年鼠年運程Dokument409 Seiten2020年鼠年運程DFNoch keine Bewertungen
- COP 101 Version 12 Document (Text) June 2012Dokument45 SeitenCOP 101 Version 12 Document (Text) June 2012DFNoch keine Bewertungen
- Wheelock StrobeDokument4 SeitenWheelock StrobeDFNoch keine Bewertungen
- Datenblatt M+Typ+262 eDokument2 SeitenDatenblatt M+Typ+262 eDFNoch keine Bewertungen
- Fujicolour Superia 200 Data SheetDokument4 SeitenFujicolour Superia 200 Data SheetDF100% (1)
- Fujicolour X-TRa 400 Colour Negative Films Data SheelDokument6 SeitenFujicolour X-TRa 400 Colour Negative Films Data SheelDFNoch keine Bewertungen
- Fujicolour Superia 200 Data SheetDokument4 SeitenFujicolour Superia 200 Data SheetDF100% (1)
- Fuicolour Superia 800 Data SheetDokument4 SeitenFuicolour Superia 800 Data SheetDFNoch keine Bewertungen
- Kodak Gold 100 and 200 FilmsDokument6 SeitenKodak Gold 100 and 200 FilmsDF100% (1)
- Datenblatt M+Monochrom+ (Typ+246) eDokument2 SeitenDatenblatt M+Monochrom+ (Typ+246) eDFNoch keine Bewertungen
- General Low Voltage Cable Supply Connection GuidelineDokument2 SeitenGeneral Low Voltage Cable Supply Connection GuidelineDFNoch keine Bewertungen
- GuideToSupplyMetering 270810 FinalDokument21 SeitenGuideToSupplyMetering 270810 FinalZafira FirzanahNoch keine Bewertungen
- COP 101 Version 12 DrawingsDokument89 SeitenCOP 101 Version 12 DrawingsBen CheungNoch keine Bewertungen
- Fuicolour Superia 800 Data SheetDokument4 SeitenFuicolour Superia 800 Data SheetDFNoch keine Bewertungen
- Fujicolour X-TRa 400 Colour Negative Films Data SheelDokument6 SeitenFujicolour X-TRa 400 Colour Negative Films Data SheelDFNoch keine Bewertungen
- Hong Kong Waterworks Standard Requirements For Plumbing Installation in BuildingsDokument45 SeitenHong Kong Waterworks Standard Requirements For Plumbing Installation in BuildingsAndy LeeNoch keine Bewertungen
- Handbook On Plumbing Installation For Buildings PDFDokument106 SeitenHandbook On Plumbing Installation For Buildings PDFCad NoviceNoch keine Bewertungen
- A Guide To Factory Canteen (2012)Dokument23 SeitenA Guide To Factory Canteen (2012)DFNoch keine Bewertungen
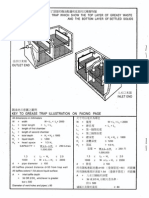
- Guide WPC GT C IllustrationDokument1 SeiteGuide WPC GT C IllustrationDFNoch keine Bewertungen
- Guide WPC GT C KeyDokument1 SeiteGuide WPC GT C KeyDFNoch keine Bewertungen
- Dynagen 2014 SpecSheets ES52 PDFDokument2 SeitenDynagen 2014 SpecSheets ES52 PDFBrianHaze100% (1)
- Marine BoilerDokument30 SeitenMarine BoilerCarloNoch keine Bewertungen
- SN398 2008-04 eDokument4 SeitenSN398 2008-04 ewasim_akp9885Noch keine Bewertungen
- IGC Doc 24-08-EDokument19 SeitenIGC Doc 24-08-Elutfirashid87Noch keine Bewertungen
- Delta School of Trades Welding Handbook by Norman J. AshleyDokument164 SeitenDelta School of Trades Welding Handbook by Norman J. Ashleyamin_corporationNoch keine Bewertungen
- List of Approved OLR Antimicrobials For PoultryDokument33 SeitenList of Approved OLR Antimicrobials For PoultryVo Long ThuanNoch keine Bewertungen
- Integrated Waste Management PDFDokument7 SeitenIntegrated Waste Management PDFTechsrijan DriveNoch keine Bewertungen
- Contractor Job Safety PlanDokument15 SeitenContractor Job Safety PlanAnonymous ocCa18RNoch keine Bewertungen
- All Sites DPR 02-06-2017Dokument16 SeitenAll Sites DPR 02-06-2017San SvsNoch keine Bewertungen
- Uop Polybed Psa For Gas Extraction Purification DatasheetDokument2 SeitenUop Polybed Psa For Gas Extraction Purification DatasheetRaji RauofNoch keine Bewertungen
- Tranportation All ExperimentDokument55 SeitenTranportation All ExperimentMaiwand KhanNoch keine Bewertungen
- Description and Instructions For Water Leakage DetectorDokument3 SeitenDescription and Instructions For Water Leakage Detectorsaurabhjerps231221Noch keine Bewertungen
- Windsor Steampac WT Boiler Brochure 2019Dokument2 SeitenWindsor Steampac WT Boiler Brochure 2019AnthonyNoch keine Bewertungen
- Draka 2Dokument260 SeitenDraka 2Sakinah Cik KinoNoch keine Bewertungen
- Beneficiation of AvocadoDokument10 SeitenBeneficiation of AvocadoJUANNoch keine Bewertungen
- Hybrid Geosynthetic Paving Mat For Highway ApplicationsDokument4 SeitenHybrid Geosynthetic Paving Mat For Highway ApplicationsmithileshNoch keine Bewertungen
- Paper Material Balanceand Energy Balance Analysisfor SyngasDokument7 SeitenPaper Material Balanceand Energy Balance Analysisfor SyngasXtylish RajpootNoch keine Bewertungen
- Chapter 1 Technology and DevelopmentDokument46 SeitenChapter 1 Technology and DevelopmentKeep ThrowNoch keine Bewertungen
- Multipower Cha K 726-P÷36012-P CLB 41.7Dokument40 SeitenMultipower Cha K 726-P÷36012-P CLB 41.7Xavi Tendre100% (1)
- Spot Weld Growth On 304L Austenitic Stainless Steel For Equal and Unequal ThicknessesDokument9 SeitenSpot Weld Growth On 304L Austenitic Stainless Steel For Equal and Unequal ThicknessesAmin MojiriNoch keine Bewertungen
- E SN752Dokument3 SeitenE SN752hasan_676489616Noch keine Bewertungen
- Untitled DocumentDokument3 SeitenUntitled DocumentRoxan MoraNoch keine Bewertungen
- Pressure and Temperature Chart of Ammonia - I NH Sub 3 Sub IDokument4 SeitenPressure and Temperature Chart of Ammonia - I NH Sub 3 Sub Inishant361Noch keine Bewertungen
- Paschen's LawDokument6 SeitenPaschen's LawKhan YousafzaiNoch keine Bewertungen
- GUC 50 SpecsDokument2 SeitenGUC 50 SpecsAnonymous 07llXWiiFHNoch keine Bewertungen
- Permissible Crack Width ExplanationDokument4 SeitenPermissible Crack Width ExplanationAntony John VianyNoch keine Bewertungen
- CH312 Experiment 3 - Soil Chemistry ReportDokument5 SeitenCH312 Experiment 3 - Soil Chemistry ReportNarelle Iauma100% (1)
- ExerciseDokument4 SeitenExerciseariefnur19Noch keine Bewertungen
- Plug Valves: P4T and P6T SeriesDokument8 SeitenPlug Valves: P4T and P6T SeriesKahl YeongNoch keine Bewertungen
- Lathe Accessories: Work Holding Tool HoldingDokument33 SeitenLathe Accessories: Work Holding Tool HoldingSuhasNoch keine Bewertungen