Das könnte Ihnen auch gefallen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 1559.fundamentals of Composite Materials by Vincent K. ChooDokument322 Seiten1559.fundamentals of Composite Materials by Vincent K. Choolui11111100% (1)
- Paper On Box CulvertDokument7 SeitenPaper On Box Culvertnk229330Noch keine Bewertungen
- 24-Tony Emails Exchange Keyword Freedom Center (W Redaction)Dokument814 Seiten24-Tony Emails Exchange Keyword Freedom Center (W Redaction)COASTNoch keine Bewertungen
- As Minas - 2 - História de ValongoDokument7 SeitenAs Minas - 2 - História de Valongoesvalongoefab3Noch keine Bewertungen
- 400 MW Power Plant Civil WorksDokument62 Seiten400 MW Power Plant Civil WorkskrmcharigdcNoch keine Bewertungen
- Industrial RevolutionDokument20 SeitenIndustrial RevolutionKaylie BetzlerNoch keine Bewertungen
- A List of Famous Inventors From Archimedes To Tim BernersDokument11 SeitenA List of Famous Inventors From Archimedes To Tim BernersMaica Encina SugarolNoch keine Bewertungen
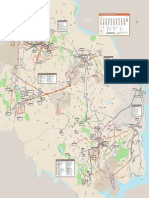
- Fairfax County Bus System Map: MarylandDokument1 SeiteFairfax County Bus System Map: MarylandsleaderhNoch keine Bewertungen
- About KumbakonamDokument5 SeitenAbout KumbakonamDeebi ManubaiNoch keine Bewertungen
- TMD Tünel Mühendi̇sli̇ği̇ Ve Danişmanlik PDFDokument78 SeitenTMD Tünel Mühendi̇sli̇ği̇ Ve Danişmanlik PDFzimbazimba75Noch keine Bewertungen
- Cross-Section and SuperelevationDokument14 SeitenCross-Section and SuperelevationMarilu' CrNoch keine Bewertungen
- A Comparison On Transportation-Related Projects of The Philippine Presidents (Transportation Engineering)Dokument13 SeitenA Comparison On Transportation-Related Projects of The Philippine Presidents (Transportation Engineering)Emmerson NavarroNoch keine Bewertungen
- I BD 20130710Dokument45 SeitenI BD 20130710cphanhuyNoch keine Bewertungen
- Strategic Report On National Inland Waterways in IndiaDokument76 SeitenStrategic Report On National Inland Waterways in IndiaSaurabh SinhaNoch keine Bewertungen
- Student Guide PTDokument19 SeitenStudent Guide PTzaphodcukNoch keine Bewertungen
- StaircaseDokument20 SeitenStaircaseBalaji vNoch keine Bewertungen
- Overhead and Gantry CranesDokument32 SeitenOverhead and Gantry Cranesamirreza_eng3411Noch keine Bewertungen
- Bombardier Transportation FLEXX MetroDokument4 SeitenBombardier Transportation FLEXX MetroWuily Mogollón EscobarNoch keine Bewertungen
- 000-Za-E-09303 - 0 Packing and Marking ProcedureDokument251 Seiten000-Za-E-09303 - 0 Packing and Marking Procedurealinor_tnNoch keine Bewertungen
- The Use of Sleepers Made of FFU Synthetic Wood in EuropeDokument5 SeitenThe Use of Sleepers Made of FFU Synthetic Wood in EuropeChris MarkerNoch keine Bewertungen
- 0990 - Manual Servicio Monorail OverheadDokument31 Seiten0990 - Manual Servicio Monorail OverheadNorberto MartinezNoch keine Bewertungen
- Affidavit of Contest PingalDokument6 SeitenAffidavit of Contest PingalDelmer L. RiparipNoch keine Bewertungen
- Strength WeaknessDokument9 SeitenStrength WeaknessNadarajan PerumalNoch keine Bewertungen
- The Railway TrackDokument259 SeitenThe Railway Tracksumith22100% (20)
- Design of Monorail BeamDokument6 SeitenDesign of Monorail BeamMahata Priyabrata100% (2)
- Cross Section: Transportation EngineeringDokument9 SeitenCross Section: Transportation EngineeringAbdirizak HussienNoch keine Bewertungen
- Holistic Program Approach to RAM InsightsDokument55 SeitenHolistic Program Approach to RAM InsightsNeilcsNoch keine Bewertungen
- Final Presenation Ashok Leyland TrainingDokument29 SeitenFinal Presenation Ashok Leyland TrainingSrijan Mukherjee100% (1)
- Mercedes Benz CatalogueE1Dokument28 SeitenMercedes Benz CatalogueE1MBCanadaNoch keine Bewertungen
- Chapter II-BrionesDokument14 SeitenChapter II-BrionesJohn Mathew Alday BrionesNoch keine Bewertungen